
Abstract
This paper provides comprehensive experimental analysis relating to improvements in the two-dimensional (2D) p-type metal–oxide–semiconductor (PMOS) field effect transistors (FETs) by pure van der Waals (vdW) contacts on few-layer tungsten diselenide (WSe2) with high-k metal gate (HKMG) stacks. Our analysis shows that standard metallization techniques (e.g., e-beam evaporation at moderate pressure ~ 10–5 torr) results in significant Fermi-level pinning, but Schottky barrier heights (SBH) remain small (< 100 meV) when using high work function metals (e.g., Pt or Pd). Temperature-dependent analysis uncovers a more dominant contribution to contact resistance from the channel access region and confirms significant improvement through less damaging metallization techniques (i.e., reduced scattering) combined with strongly scaled HKMG stacks (enhanced carrier density). A clean contact/channel interface is achieved through high-vacuum evaporation and temperature-controlled stepped deposition providing large improvements in contact resistance. Our study reports low contact resistance of 5.7 kΩ-µm, with on-state currents of ~ 97 µA/µm and subthreshold swing of ~ 140 mV/dec in FETs with channel lengths of 400 nm. Furthermore, theoretical analysis using a Landauer transport ballistic model for WSe2 SB-FETs elucidates the prospects of nanoscale 2D PMOS FETs indicating high-performance (excellent on-state current vs subthreshold swing benchmarks) towards the ultimate CMOS scaling limit.
Similar content being viewed by others

Introduction
Two-dimensional (2D) materials have gained significant interest for their application in electronic devices, circuits, and systems, since the discovery of graphene in 20041. Semiconducting 2D transition metal dichalcogenides (TMDs) are promising candidates to enable continued downscaling of field-effect-transistors (FETs) supporting Moore’s law for years to come2. This is due to their layered van der Waals (vdW) structure that can be thinned down to a single atomic sheet (< 1 nm) with dangling-bond-free surfaces. A thin semiconducting body is needed for extreme scaling of transistors to maintain good electrostatic control of the channel thereby suppressing short-channel effects (SCE) that would otherwise degrade their performance. In conventional CMOS technology, bulk semiconductors are used to construct the channel, but these cannot be scaled below ~ 5 nm in thickness without introducing significant challenges related to variation, surface roughness, and dangling bonds, which lead to the degradation of charge carrier mobility (see inset Fig. 1a)2,3,4. This presents a limit to the scaling of transistors (e.g., cannot be scaled to channel lengths below ~ 10 nm), even for non-planar designs such as FinFET and nanowire/nanosheet devices. However, sub-10 nm channel length FETs with well-controlled electrostatics and suitable mobilities can be fabricated using 2D semiconductors (e.g., TMDs) which retain their desirable electronic properties even at the limit of a single atomic layer (i.e., monolayer with thickness < 1 nm)5,6,7,8,9. Thus, 2D semiconductors may be integrated into CMOS processes to enable the ultimate scaling of CMOS technology. Additionally, 2D FETs can be integrated in the back-end-of-line (BEOL) of CMOS processes to support monolithic 3D integration of integrated circuits (ICs) based on multi-tier integration of 2D devices10. Moreover, different 2D materials can be stacked to assemble unique artificial materials known as van der Waals (vdW) heterostructures that may enable new and improved electronic functionality11,12,13. Figure 1a illustrates a roadmap for the introduction of 2D semiconductors in CMOS technology to enhance density of integration and improve chip performance, as well as for monolithic 3D integration and added functionality (e.g., CMOS + X)14. A state-of-the-art silicon gate-all-around (GAA) FET with stacked “nanosheets” (~ 5 nm thickness) is shown along the silicon track, whereas an FET with stacked 2D nanosheets (< 1 nm thickness) illustrates the ultimate scaling of the same device architecture along the 2D materials track15. The inset shows the effect of body thickness scaling on carrier mobility, contrasting the prohibitive degradation in silicon3,4 against 2D semiconductors (MoS2, WSe2)5,6,7,8,9 showing little or no effect in mobility down to a monolayer (< 1 nm).

(a) Roadmap for introduction of 2D materials in CMOS technology to enhance scaling, density of integration, and chip performance, as well as to enable new functionality (e.g., in CMOS + X), and 3D monolithic integration. Two tracks are shown, one for silicon gate-all-around (GAA) FETs with stacked nanosheets (each sheet ~ 5 nm in thickness), and one for FETs with stacked 2D nanosheets (< 1 nm thickness for monolayer semiconductors) © [2021] IEEE. Reprinted, with permission, from15. Inset shows mobility degradation with scaling the both thickness in Si devices (e.g., the nanosheet thickness), while 2D semiconductors shown negligible degradation down to a monolayer. (b) Summary of trends on improvements of 2D PMOS FET contact resistance as function of sheet carrier density and the methods to achieve those improvements. Results from this work show advances in contact resistance from standard e-beam evaporation to high-vacuum and stepped evaporation on devices with scaled high-K dielectric and metal gate (HKMG) stacks.
CMOS technology uses complementary n-type and p-type transistors to implement logic functions. To achieve the ultimate scaling of CMOS technology with 2D materials, both n-type and p-type MOS (i.e., 2D NMOS and 2D PMOS) FETs are needed. While substantial efforts have been dedicated to improving 2D NMOS devices (e.g., using MoS2 semiconducting channels), the performance of 2D PMOS FETs has fallen behind. Consequently, new efforts have emerged15,16,17 to elucidate the weaknesses of 2D PMOS devices and to develop improved methods to enhance their performance. In the typical device configuration, metal contacts are placed directly over the 2D semiconducting channel, forming Schottky barriers (SB), and are referred to as SB-FETs18,19,20,21. As established by previous work6,19, this leads to the contacts playing a significant role in the operation and performance of the device. However, a comprehensive study of contacts in 2D PMOS FETs in the context of these recent efforts is lacking. Therefore, this paper presents an updated analysis of 2D WSe2 PMOS devices with emphasis on contact resistance and its role in device performance. Moreover, recent work has shown that strongly scaled insulators are needed to enhance gate control and reduce the impact of the Schottky barriers22. Still, previous efforts aimed at improving 2D PMOS FETs through improved contacts have only demonstrated devices without scaled insulators (i.e., used silicon substrate as common gate with thick gate dielectrics > 100 nm)17. In contrast, our analysis is based on SB-FETs with few nm high-K metal-gate (HKMG) stacks and demonstrates various methods aimed at improving contact resistance. Furthermore, we report improvements in 2D PMOS FET performance benchmarks against the best published results, and elucidate the performance limits of extremely scaled 2D PMOS FETs through quasi-ballistic transport models based on the Landauer formalism.
Figure 1b summarizes the results from this work and other recent efforts15,16,17,23,24,25,26 aimed at lowering contact resistance in 2D WSe2 PMOS FETs. This figure plots contact resistance as a function of carrier concentration in the semiconducting channel (carriers are holes for PMOS devices and their density increases as we push the device deeper into strong inversion). As shown, standard methods used to deposit contacts, such as electron-beam (e-beam) evaporation, typically leads to large contact resistance (blue shaded region). However, significant improvements can be obtained by either metal transfer24,25,26 or through a controlled e-beam evaporation17 (green and red shaded regions respectively). Also, larger carrier concentrations can be achieved using high-K dielectrics in the gate stack (improved gate capacitance), and this may also alleviate contact resistance15,16 (pink shaded region). Our experimental results indicate a progression in contact resistance improvement starting from standard e-beam evaporation (pressure ~ 10–5 torr), followed by high vacuum evaporation (pressure ~ 10–6 torr), then higher vacuum (~ 10–7 torr) and stepped deposition. As previously discussed, a high vacuum metal deposition helps minimize damage to the underlying channel and improves resistance5. Moreover, a stepped evaporation can help maintain the sample near room temperature also reducing damage. Finally, by switching from Al2O3 to HfO2 (high-K of ~ 17) we achieve further improvements. These are further explained in the Discussion section of this paper.
Results
Device fabrication
P-type conduction in 2D FETs can be achieved using a variety of techniques, including contact engineering, chemical doping, and/or electrostatic doping. Our work uses a transfer length method (TLM) structure to demonstrate p-type devices with few layer (3–5 layer) WSe2 channels. These are designed and fabricated with a high-K metal-gate (HKMG) stack featuring 8 nm of either Al2O3 or HfO2 gate dielectrics. High work function (WF) metal contacts were used to facilitate the injection and conduction of positively charged carriers (holes) into the WSe2 channels. This is enabled through the suitable alignment of metal contact Fermi levels with the edge of the valence band in the semiconducting channel. This work presents results on devices with Pt (WF of 5.65 eV)27 and Pd (WF of 5.22 eV)17 metal contacts. A 3D schematic of the TLM structures is shown in Fig. 2a. In brief, a gate-first technique was used to fabricate FETs with HKMG stacks and various channel lengths on a TLM configuration (See “Methods” and Supplementary Fig. 1 for fabrication details). As shown by previous work28, the gate-first approach can lead to improved 2D FET uniformity, channel mobility, and subthreshold swing. Our gate-first HKMG process includes patterning and deposition of a Cr/Au metal gate (e-beam lithography, evaporation, and lift-off) followed by atomic-layer deposition (ALD) of the high-K dielectric (8 nm Al2O3 or HfO2). The thickness and relative permittivity of the ALD dielectrics are verified by non-contact atomic force microscopy (AFM) and capacitance measurements (see Supplementary Figs. 2 and 3). Once the gate stack is in place, a deterministic transfer process is used to form the WSe2 channel. Here, exfoliated WSe2 samples were carefully selected through optical inspection to obtain the desired thickness and homogeneity across the entire TLM structure. After transferring the WSe2 channels, the metal contacts (i.e., the source and drain electrodes of the FETs) are prepared through e-beam lithography, deposition, and lift-off. We note that the quality of the contacts, and consequently the performance of the FETs, depends strongly on this metal deposition process as will be described in the sections below. The contacts are placed at different distances to result in FETs with various channel lengths. A scanning electron microscopy (SEM) image of a typical sample is show in in Fig. 2b. The SEM images provide verification of the surface morphology and WSe2 channel uniformity. Additional analysis and precise determination of the channel thickness is obtained from atomic force microscopy (AFM) surface topography scans across the WSe2 regions. A typical AFM measurements is shown in Fig. 2c where a step in the surface profile reveals a channel thickness of ~ 3.5 nm (this corresponds to approximately 5 layers of WSe2). To further verify the quality and number of WSe2 layers Raman spectroscopy in the channel region of the fully fabricated FETs have been conducted. A typical Raman spectrum is shown in Fig. 2d, where the first and second peaks, centered near 250 cm−1, correspond to the E12g and A1g modes. As explained in previous work29, these vibrational modes and the position of the peaks are sensitive to the number of WSe2 layers. For example, the E12g peak will experience a right shift (away from 250 cm−1) with increasing number of layers, but the A1g mode exhibits little dependency on film thickness. In our Raman spectra we observe right shifts in E12g peaks that are consistent with approximately 4–5 layers of WSe2. In addition to the peak position, the full width at half maximum (FWHM) can serve to indicate the crystalline quality of the WSe2 sample30. We observe FWHM of ~ 4.8 cm−1 indicating that the crystalline quality of the channel regions has not been compromised after the fabrication process. See “Methods” for details on SEM, AFM, and Raman measurements.

(a) Schematic of 2D WSe2 PMOS FETs studied in this work. The FETs are configured in a transfer length method (TLM) structure and have a gate-first design with high-K metal-gate (HKMG) stack. Two different gate dielectrics were used in this work (Al2O3 and HfO2) with a thickness of 8 nm. See “Methods” for fabrication details. (b) Scanning electron microscope (SEM) image of the WSe2 TLM structure (scale bar indicates 3 µm in length). (c) Atomic force microscopy (AFM) surface topography scan (non-contact mode) reveals a WSe2 channel thickness of ~ 3.5 nm (approximately 5 layers). (d) Raman spectrum of the channel region showing E12g and A1g peaks consistent with ~ 5 layers of WSe2.
Electrical characterization
Electrical measurements of the 2D PMOS devices is used to extract key performance parameters such as on-state current per micrometer of channel width (W), the inverse subthreshold slope (i.e., the subthreshold swing), the contact resistance, and the channel mobility. Typical drain current (Id) versus gate voltage (Vg) characteristics measured at room temperature (T = 300 K) for three different channel lengths (L = 400 nm, 4000 nm, and 6000 nm) are shown in Fig. 3a (see “Methods” for details on electrical characterization). The Id–Vg characteristics are measured with a drain-to-source voltage of Vds = – 1 V and are plotted in both linear and logarithmic scale for the current axis (y-axis). Minimal to negligible gate leakage was observed for all device (see Supplementary Fig. 4). These measurements are from devices with 8 nm HfO2 gate dielectric and with Pt/Au (10 nm/25 nm) source and drain contacts deposited under high vacuum (10–7 torr) using a stepped evaporation approach (Id–Vg measurements for devices with Al2O3 gate dielectric are shown in Supplementary Fig. 5). This high vacuum and stepped evaporation approach resulted in the best performing devices (see “Discussion” for more details). As labeled in Fig. 3a, for a device with L = 400 nm we obtain on-state current Ion \(\approx\) 97 µA/µm (normalized to W), and subthreshold swing SS \(\approx\) 140 mV/dec. These values are indicative of high-performance 2D FETs and are further analyzed in context of recent published results in the “Discussion” section below.

(a) Drain current (Id) vs. gate voltage above threshold (Vg–VT) for WSe2 PMOS FETs with different channel lengths (400 nm, 4 µm, 6 µm) measured at room temperature with drain-to-source voltage of Vds = – 1 V. These devices show a subthreshold swing of ~ 140 mV/dec and on-state current normalized to channel width (W) of about 97 µA/µm (b) Total resistance vs. channel length for increasing sheet carrier density (as labelled, measurements correspond to Vg–VT ranging from – 0.55 V to – 1.35 V). (c) Contact resistance extracted from extrapolation to L = 0 as a function of channel sheet carrier density. (d) Drain current (Id) vs. drain voltage (Vd) characteristics under different gate biasing conditions from subthreshold to strong inversion (Vg in steps of – 0.25 V).
As mentioned earlier, contacts play a significant role in the performance of these 2D SB-FETs and necessitates further investigation. Using the transfer length method (TLM) we analyze measurements of resistance (obtained from normalized Ion) as a function of L to extract contact resistance and hole mobility respectively from the vertical intercept (i.e., extrapolation to L = 0) and from the slope31,32. Figure 3b plots resistance (in units of kΩ-µm) as a function of channel length for various levels of channel sheet carrier density given by ps = (1/q)Cox(|Vg – VT|), where Cox is the oxide capacitance per unit area and VT is the threshold voltage. Thus, a larger ps corresponds to a larger gate bias above threshold and results in lower contact resistance (vertical intercept). Here, VT was extracted at a fixed Id = 10 μA. Similar results in the analysis of resistance are obtained using VT extracted from the extrapolation of a linearly fit to the Id-Vg data at the peak transconductance (gm). Figure 3c plots the contact resistance as a function of sheet carrier density reaching a value as low as ~ 6 kΩ-µm. This is comparable to the recently reported record PMOS contact resistance of 2.7 kΩ-µm, and to other recently reported value of 3.3 kΩ-µm but at smaller sheet carrier densities16,17 (both of these previous results, along with our own results shown in Fig. 1b). As described below (see “Discussion”), a similar contact resistance at a smaller sheet carrier density may be indicative of better quality interface between metal contact and semiconducting channel. For our own devices, which combine the methods of these previous efforts (i.e., a low pressure stepped evaporation and a HKMG stack), we expect further reduction in contact resistance with reduced base pressure during metal evaporation (currently limited to ~ 10–7 torr with our existing tools). Nonetheless, these WSe2 PMOS FETs already show outstanding performance with superior off-state performance (as indicated by SS) and cutting-edge on-current levels (as indicated by Ion) compared to previous work (see “Discussion”). We note that hole mobilities extracted from the slope of the resistance vs. channel length in Fig. 3b ranges from approximately 125 up to ~ 150 cm2/V-s (see Supplementary Fig. 6). Further discussion of device performance and benchmarking of Ion vs SS is provided below. Additionally, the supporting information (see Supplementary Fig. 6) shows the extraction of sheet resistance as a function of carrier density. For completion, Fig. 3d plots Id as a function of Vd at different gate biasing conditions ranging from the off-state (Vg < VT) to on-state (Vg > VT). The Id–Vd family of curves in Fig. 3d are from room temperature measurements on 2D WSe2 PMOS FETs with 8 nm HfO2 gate dielectric and a channel length L = 400 nm. The gate voltage was changed from – 3 to – 5 V in steps of – 0.25 V.
Analysis of Schottky barriers
The Schottky junctions between source/drain contacts and the semiconducting channel play a crucial role in device performance as these can significantly impact contact resistivity6,19. A critical parameter for these junctions is the Schottky barrier height (SBH), which indicates the potential energy barrier obstructing the injection of charge carriers from metal to semiconductor. We can select metal contacts with WF that result in good band alignment (i.e., a small SBH) and ideally a seamless injection of charge carriers into the channel. However, non-ideal effects may be at play, such as Fermi-level “pinning”, affecting our ability to correctly adjust the SBH33,34. Therefore, it is essential to extract the SBH to identify the contribution of Schottky junctions on contact resistivity. Figure 4a plots the Id–Vg characteristics for a WSe2 PMOS FET with Al2O3 gate dielectric, Pt/Au contacts (deposited with standard e-beam evaporation technique), and L = 400 nm, measured at various temperatures from 300 K down to 10 K, and Vds = – 1 V. We note that a different Ion is achieved in this device (compared to Fig. 3a) because of a larger contact resistance resulting from the standard e-beam evaporation technique. However, it is still useful to extract SBH from the off-state region measurements of this device. In the off-state region of operation (Vg > ~ –4 V in this device), source-to-drain conduction is limited by thermionic emission of charged carriers over large energy barriers at the metal/semiconductor interface. For this thermally activated process, a higher temperature results in more charge injection into the channel and larger current as evidenced in Fig. 4a.

(a) Id–Vg characteristics at different temperatures ranging from 300 K down to 10 K for WSe2 PMOS FET with L = 400 nm, and for Vds = –1 V. Current (normalized to channel width) is plotted in linear (right axis) and logarithmic scale (left axis). (b) Arrhenius plot of thermionic emission current in 2D semiconductor obtained for different values of Vg (from – 3.09 to – 4.41 V) corresponding to different values of sheet carrier density, ps. The slope (dashed lines) can be used to extract barrier height. (c) Extractions of barrier height plotted as a function of gate bias, the dashed lines indicate the flat-band voltage for which a deviation from the linear trend is observed, and where barrier height is exactly the Schottky barrier height. (d) Our extracted Schottky barrier heights (SBH) as a function of the metal work function. Also shown are extractions from previous published works on WSe2 PMOS FETs with different types of metals. The collection of experimental results appear to indicate significant Fermi level pinning (S ~ 0). However, the SBH is small (< 100 meV) in most cases, suggesting other factors contributing to large contact resistivity observed in 2D PMOS FETs.
The theory of thermionic emission for 2D semiconductors dictates that the current is given by \({\text{I = WA}}^{*} {\text{T}}^{3/2}{\text{exp}}\left( {- \frac{{{\text{q}}_{{\phi _{B}}}}}{{{\text{k}}_{{\text{B}}} {\text{T}}}}} \right)\left[ {{1} - {\mkern 1mu}{\text{exp}}\left( {- \frac{{{\text{qV}}_{{{\text{ds}}}}}}{{{\text{k}}_{{\text{B}}}{\text{T}}}}}\right)}\right]\), where A* = q(8πkB3m*)1/2/h2 is the Richardson constant, kB is the Boltzmann constant, h is Planck’s constant, and ϕB is the barrier height35,36,37. Considering the equation for thermionic emission, we can extract barrier height (ϕB) from the slope of \({\text{Ln}}(\text{I/}{\text{T}}^{3/2})\) as a function of \(1/\text{T}\) as shown in Fig. 4b for different values of Vg. The extractions of barrier heigh for different Vg are plotted in Fig. 4c. As Vg is increased negatively towards the on-state, the height of the potential energy barrier drops down linearly. At flat-band, further change in Vg will not continue to reduce the barrier height. Instead, a deviation from the linear trend is observed in the extractions with increasing Vg, as the barrier becomes narrower and tunneling start to contribute significantly to the injection of carriers into the channel. The transition is labeled in Fig. 4c at a flat-band voltage of approximately – 3.7 V. At this voltage, the extracted barrier heigh corresponds to the Schottky barrier height (SBH), for which we obtain ~ 28 meV for Pt contacts, and ~ 25 meV for Pd contacts (experimental I–V at various temperatures and extractions of SBH for Pd contacts in Supplementary Fig. 8). The extractions of SBH are plotted in Fig. 4d as a function of metal work function (WF). This plots includes our experimental results, as well as extractions of SBH from previous works on WSe2 using different metal contacts17,23,38,39,40,41. A blue dotted line labeled with slope S = 1 illustrates the ideal case at the Schottky–Mott limit42, where a change in WF translates directly to a chance in SBH. However, the collection of experimental results seem to reveal a weak dependence of SBH on WF (S ~ 0), indicative of severe Fermi-level pinning. While this could be a concern for contact resistivity, the SBH is still small (< 100 meV) in most cases, suggesting that other mechanisms could be responsible for the large contact resistivity typically observed in 2D PMOS FETs. In fact, our work shows that significantly different contact resistance can be achieved in devices with the same metal WF for which we extract similar low SBH (see Fig. 1b). Indeed, the access resistance (i.e., the resistance of the semiconducting channel underneath the metal contact) can have a more dominant contribution towards the contact resistance if significant damage is introduced in this region during the metal deposition. Accordingly, we attribute the large improvements in contact resistance achieved in our WSe2 PMOS FETs to reduced damage in the semiconducting channel access regions (underneath the metal contact) through adjustments in the deposition process (e.g., high-vacuum evaporation), and by implementing a stepped evaporation/deposition approach. As discussed in previous work, these changes can help minimize damage in the access regions resulting in overall improvements in contact resistivity and FET performance5,17.
Discussion
We have shown the electrical characteristics of high-performance WSe2 PMOS FETs and have demonstrated significant improvements in contact resistivity through high-vacuum evaporation and stepped deposition of metal contacts while using HKMG stacks. Here we show benchmarking of on-state current (Ion) versus subthreshold swing (SS) against previous work to indicate superior FET performance. Figure 5a compares our experimental results for devices prepared using low base pressure evaporation and stepped deposition of the metal contacts (to achieve low contact resistivity of ~ 6 kΩ-µm, comparable to previous efforts) against previous reports16,17,43,44. For comparison, the effective oxide thickness (EOT), calculated as tox*(KSiO2/Kox), is labeled for each data point. Here, tox and Kox are the thickness and dielectric constant of the gate oxide, and KSiO2 is the dielectric constant of SiO2. Our results are for devices with 8 nm Al2O3 as well as 8 nm HfO2 gate dielectrics (Ion extracted at sheet carrier densities of ~ 7 × 1012 and ~ 1.6 × 1013 cm−2 respectively) with few layer (~ 3 layers) of WSe2. Compared to previous reports, we show improvements in performance as determined by a large Ion while simultaneously a small SS. We note, however, that our data is on devices with few layers (~ 3 layers) of WSe2 compared to other efforts which are devices with WSe2 monolayer channels. Nonetheless, our results indicate that significant improvements in contact resistivity combined with scaled HKMG architectures can result in desirable improvements in 2D PMOS FETs towards ultimate scaling of CMOS technology.

(a) 2D PMOS FET performance benchmark of on-state current (Ion) versus subthreshold swing (SS). This plot includes our results from WSe2 devices prepared with high-vacuum evaporation and stepped metal contact deposition (low contact resistivity of ~ 6 kΩ-µm) with two different high-K dielectrics (Al2O3 and HfO2). Also shown are previous results with record contact resistivities. Our devices show improvements indicated by higher Ion while maintaining low SS (see text). (b) Contact Resistance as a function of temperature from three devices prepared with different metal evaporation techniques. For each case three curves are shown corresponding to three different Vg (i.e., different sheet carrier density). Moving from standard e-beam evaporation (10–5 torr), to mid-level vacuum (10–6 torr), and higher vacuum (10–7 torr) plus stepped evaporation we see a reduction in contact resistance and a transition in the temperature dependence (see text).
As already established, contacts play a crucial role in the performance and operation of 2D FETs, and the Schottky junctions at the metal connections with the channel are a key part of this role. However, our results show that even under significant Fermi-level pinning (i.e., poor control of Schottky barrier height with metal work function), the SBH for hole injection into WSe2 channels is typically small (< 100 meV). Furthermore, contact resistance appears to be more strongly dependent on the methods used to evaporate and deposit the metal contacts, and less by the workfunction of the metal and the SBH. Thus, we determine that resistance of the channel access region (i.e., the WSe2 region underneath the metal contact) can contribute significantly to contact resistance5,45. By using methods to fabricate metal contacts that minimize the damage to the access region we reduce the overall contact resistivity and improve performance. As further evidence we explore the temperature dependence of contact resistance for devices fabricated using different methods (i.e., standard e-beam evaporation, evaporation at lower pressure, and further reduction in pressure plus stepped deposition). Figure 5b plots contact resistance as a function of temperature for all three devices at different levels of sheet carrier density (i.e., different Vg, with larger Vg resulting in larger sheet carrier density and smaller contact resistance). The results show a clear transition from contact resistance increasing with temperature (i.e., dominated by scattering in the access region) for devices fabricated using standard e-beam evaporation at 10–5 torr, to contact resistance decreasing with temperature (i.e., dominated by thermionic emission in the Schottky barriers) for devices fabricated using a stepped evaporation at lower pressures of 10–7 torr5. By using a high vacuum and stepped evaporation, less damage is introduced during fabrication of the contacts leading to reduced scattering in the access region. Moreover, a high-K gate dielectric (~ 17 for HfO2) under the access region may enhance carrier density also reducing the access resistance. Altogether, this helps to significantly improve (reduce) the contact resistance to where we start to see a transition in the temperature dependence (dominance of Schottky barriers or interface resistance). This interface vs access resistance effects were previously observed in MoS2 n-channel FETs.
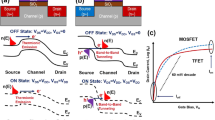
Finally, we elucidate the performance limits of extremely scaled 2D PMOS FETs using a ballistic transport model based on the Landauer formalism46,47,48. Here, the drain-to-source current for is given by \(\text{I = (2q/h)}\int \text{dE T(E) M}\left({\text{E}}\right)\text{ [}{\text{f}}_{\text{S}} \, - \, {\text{f}}_{\text{D}}\text{]}\), where (2q/h) represents the quantum of conductance, M(E) is the density of modes in the 2D channel, T(E) is the transmission coefficient, and fS(fD) is the Fermi function in the source(drain). For a ballistic device the transmission coefficient in the channel is equal to one (no backscattering), but T(E) account for thermionic emission and tunneling through the Schottky barriers at the contacts. Tunneling probabilities are based on the WKB approximation and assume triangular barriers (see Fig. 6a)18,21,49,50,51,52. The application of a gate voltage adjusts the energy bands in the 2D semiconductor, thus modulating the Schottky barriers (height and width) for injecting carriers into the channel. This effect is captured in the model based on the capacitive coupling of the gate to the channel as given by \({\text{V}}_{{\text{C}}} = \left( {{\text{V}}_{{\text{g}}} - {\text{V}}_{0} } \right)\frac{{{\text{C}}_{{{\text{ox}}}} }}{{{\text{C}}_{{{\text{ox}}}} + {\text{C}}_{{\text{q}}} \left( {{\text{V}}_{{\text{C}}} } \right)}}\), where \({\text{C}}_{\text{q}}\) is the quantum capacitance of the channel, \({\text{C}}_{\text{ox}}\) is the oxide capacitance, and \({\text{V}}_{0}\) is the gate voltage for which the channel potential is zero (i.e., for which the source Fermi-level align with middle of the gap). The parameter \({\text{V}}_{0}\) allows accounting for a metal–semiconductor work function difference and for the effects of surface states (interface traps)20,21,53,54. More details of the modeling approach are provided in the supplementary information. Figure 6b plots the current contribution from holes (green dotted line) in the valence band, electrons (red dashed line) in the conduction band, as well as the total current (solid black line) as a function of the channel potential. The labels in the plot show where the I–V characteristics transition from purely thermionic emission to where tunneling starts to contribute (this happens when bands go flat at the metal/semiconductor junctions). Figure 6c plots the drain current vs gate voltage (Id–Vg) characteristics at room temperature for interface traps densities (Dit) of 0, 4 × 1012, 8 × 1012, 1.2 × 1013, and 1.6 × 1013 cm−2 eV−1. We note that these are typical trap densities for FETs with 2D channel materials22. Model parameters for these calculations are shown in Fig. 6c. As shown, interface traps can impact on-state current as well as subthreshold swing. The calculations in Fig. 6b serve only as an example of the modeling approach and the model parameters were not adjusted to fit any particular device. Instead, we now apply the Landauer-based model to simulate ballistic WSe2 SB-FETs (SBH adjusted to fit extractions from WSe2 FETs with Pt contacts) and estimate performance benchmarks of Ion vs SS in nanoscale devices with ballistic transport. We show calculations for devices with ultrascaled gate dielectrics with different EOT, as well as for different levels of interface trap density. Figure 6d plots the calculations of Ion vs SS in single channel 2D WSe2 FETs (red lines with symbols), as well as for stacked 2D nanosheet FETs (blue). All values are for Vg = – 2 V (sheet carrier densities vary from ~ 1012 to ~ 7 × 1012 cm−2). The model calculations indicate that large Ion (~ 270 µA/µm) values can be achieve together with ideal SS values (~ 60 mV/dec) in single-channel device with 2 nm HfO2 gate dielectrics at moderate sheet carrier densities of ~ 7 × 1012 cm−2 (larger Ion can be achieved at higher sheet carrier densities by further scaling of tox, or at larger Vg). Moreover, by stacking 2D nanosheets a multiplicative effect on current will result in significant enhancement in performance.

(a) Energy-band diagram for short-channel 2D WSe2 PMOS FET with definitions of relevant energy levels and potentials used in calculation of ballistic FET I-V characteristics (see text). (b) Calculations of electron, hole, and total FET drain-to-source current as a function of the channel potential (i.e., relative position of the Fermi-level in the source to the semiconductor bands). Note that the zero energy reference is exactly at the middle of the bandgap. (c) Calculation of ballistic drain-to-source current as a function of Vg for various levels of interface trap density (model parameters labelled in this plot). (d) Model predictions of Ion vs SS in ballistic devices with different gate dielectrics (thickness and dielectric constant) as well as different levels of interface trap density. All values are for Vg = – 2 V (sheet carrier density vary from ~ 1012 to ~ 7 × 1012 cm−2). Results in red are for single 2D WSe2 channel, results in blue are for stacked 2D nanosheet channels (2D nanosheet FETs, see Fig. 1a).
This work provides significant insights on emerging methods to enhance contact quality and improve performance of FETs with 2D channel materials. This is presented in context of recent efforts that have emerged to elucidate the issues encountered with 2D PMOS devices. Comprehensive analysis is given for characterizing contact resistance, and to identify the key components that contribute to contact resistance in 2D PMOS FETs. Devices prepared using these improved methods, such as high-vacuum evaporation and stepped deposition of metal contacts to reduce damage to channel access regions, as well as using scaled HKMG stacks, resulted in noticeable improvements on benchmarks of Ion vs SS. Moreover, we present a physics-based model estimates for nanoscale ballistic WSe2 devices to elucidate the performance of extremely scaled 2D PMOS FETs towards the ultimate CMOS scaling limits.
Methods
TLM device fabrication
90 nm Si/SiO2 Substrate has been patterned using the EVG Aligner 620 photolithography with a chrome shadow mask. Substrate was prepatterned with independent back gate by etching 40 nm into Si/SiO2 and depositing metal layer, followed by liftoff. An ALD layer of 8 nm Al2O3 or HfO2 was deposited using Cambridge Savannah ALD Deposition Tool at 180 °C. ALD film quality was checked using non-contact mode AFM surface topography scanning. Few layer WSe2 was obtained by mechanical exfoliation of commercially available Tungsten bulk crystal using the adhesive plastic film supplied by Ultron technology. Visual assessment of the optical contrast on TMD flakes on the PDMS resulted in the selection of WSe2 flake with rectangular shape with uniform thickness. Selected flake was deterministically transferred using a custom-built transfer station at SAES lab on top of the ALD on trench gated region. Electron beam lithography was conducted with JEOL 6000FS to define the TLM pattern of source and drain electrodes using PMMA(Polymethyl methacrylate) as mask. followed by developed in IPA and MIBK (3:1) developer solution at room temperature. The metals (Pt/Au, Pd/Au) were deposited by E-beam metal evaporation (Lesker 3) at a rate of 2 Armstrong per second at a pressure of 10–6 torr to ensure the uniformity of the electrode pads. Acetone was used to do liftoff to obtain the final TLM FET structure with a defined channel length of 400 nm, 800 nm and 1.8 µm. The approximate thickness of WSe2 flakes used in this study are 3 ~ 5 atomic layer as verified by tapping mode atomic force microscopy (AFM) and Raman Spectroscopy. Stepped e-beam evaporation process, for instance, included several steps of 10 nm Pt depositions at a rate of 2 Å/s. After each 10 nm of deposition, the evaporation was stopped for an hour to allow the material to cool and return to room temperature.
Room-temperature Raman
Room temperature micro Raman spectroscopy was carried out in a Janis ST-500. Using a specially constructed Raman spectrometer with a 180° geometry, the Raman data were gathered. A 150 mW Coherent Sapphire SF laser with a 532 nm laser wavelength was used to stimulate the sample. A neutral density filters wheel was used to adjust the laser power, which started at 100mW.
Atomic force microscopy measurements
The surface morphology and thickness is characterized by a XE-100 modular AFM. PSIA 910 M-NCHR probe with an 8 nm tip radius is used to record the sample height in a non-contact mode and 256-line resolution. The images are plotted and processed using Gwyddion software.
Scanning electron microscopy measurements
The surface topography is characterized by a Hitachi S-4700 Field Emission Scanning Electron Microscope (SEM). A variable beam accelerating voltage of 0.5–30 keV was used to capture the detail image.
Electrical measurements
The electrical measurements both room and low temperature was conducted on a Lakeshore semi-automatic probe station using a Keysight b1500a parameter analyzer system. The in situ temperature controlled I–V measurements were performed using three of the source measure units (SMUs) connected to Lakeshore Cryotronics probestation 8425 at a vacuum of 10–6 torr with ZN50R-CVT probe (uninterrupted variable temperature probes) connected to the SMUs. The data were derived directly as a function of applied voltage for different temperature. Temperature was read using a temperature controller M336 with a chart recorder LSA16S2 (Kelvin vs time).
Data availability
Data that supports the plots within this paper and other findings of this study are available from the corresponding author upon reasonable request.
References
Novoselov, K. S. et al. Electric field in atomically thin carbon films. Science 306, 666–669 (2004).
Liu, Y. et al. Promises and prospects of two-dimensional transistors. Nature 591, 43–53 (2021).
Uchida, K., Watanabe, H., Koga, J., Kinoshita, A. & Takagi, S. Experimental study on carrier transport mechanism in ultrathin-body SOI MOSFETs. Int. Conf. Simul. Semicond. Process. Devices 2003, 8–13 (2003).
Schmidt, M. et al. Mobility extraction in SOI MOSFETs with sub 1 nm body thickness. Solid. State. Electron. 53, 1246–1251 (2009).
English, C. D., Shine, G., Dorgan, V. E., Saraswat, K. C. & Pop, E. Improved contacts to MoS2 transistors by ultra-high vacuum metal deposition. Nano Lett. 16, 3824–3830 (2016).
Liu, W. et al. Role of metal contacts in designing high-performance monolayer n-type WSe2 field effect transistors. Nano Lett. 13, 1983–1990 (2013).
Cheng, R. et al. Few-layer molybdenum disulfide transistors and circuits for high-speed flexible electronics. Nat. Commun. 5, 1–9 (2014).
Wang, Y. et al. Van der Waals contacts between three-dimensional metals and two-dimensional semiconductors. Nature 568, 70–74 (2019).
Li, J. et al. General synthesis of two-dimensional van der Waals heterostructure arrays. Nature 579, 368–374 (2020).
Schram, T. et al. WS2 transistors on 300 mm wafers with BEOL compatibility. Eur. Solid State Device Res. Conf. 1, 212–215. https://doi.org/10.1109/ESSDERC.2017.8066629 (2017).
Song, T. et al. Giant tunneling magnetoresistance in spin-filter van der Waals heterostructures. Science 360, 1214–1218 (2018).
Zhang, D., Yeh, C. H., Cao, W. & Banerjee, K. 0.5T0.5R-an ultracompact RRAM cell uniquely enabled by van der Waals heterostructures. IEEE Trans. Electron. Devices 68, 2033–2040 (2021).
Hong, X. et al. Ultrafast charge transfer in atomically thin MoS2/WS2 heterostructures. Nat. Nanotechnol. 9, 682–686 (2014).
Lemme, M. C., Akinwande, D., Huyghebaert, C. & Stampfer, C. 2D materials for future heterogeneous electronics. Nat. Commun. 13, 1392 (2021).
Dorow, C. J. et al. Advancing monolayer 2D NMOS and PMOS transistor integration from growth to van der Waals interface engineering for ultimate CMOS scaling. IEEE Trans. Electron Devices 68, 6592–6598 (2021).
O’Brien, K. P. et al. Advancing 2D monolayer CMOS through contact, channel and interface engineering. IEDM 1, 711–714. https://doi.org/10.1109/iedm19574.2021.9720651 (2022).
Wang, Y. et al. P-type electrical contacts for 2D transition-metal dichalcogenides. Nature 610, 1–10 (2022).
Penumatcha, A. V., Salazar, R. B. & Appenzeller, J. Analysing black phosphorus transistors using an analytic Schottky barrier MOSFET model. Nat. Commun. 6, 1–8 (2015).
Das, S., Chen, H., Penumatcha, A. & Appenzeller, J. High performance multilayer MoS2 transistors with scandium contacts. Nano Lett. 13, 100–105 (2013).
Yan, X., Wang, H. & Sanchez Esqueda, I. Temperature-dependent transport in ultrathin black phosphorus field-effect transistors. Nano Lett. 19, 482–487 (2019).
Esqueda, I. S., Tian, H., Yan, X. & Wang, H. Transport properties and device prospects of ultrathin black phosphorus on hexagonal boron nitride. IEEE Trans. Electron. Devices 64, 5163–5171 (2017).
Illarionov, Y. Y. et al. Insulators for 2D nanoelectronics: The gap to bridge. Nat. Commun. 11, 3385 (2020).
Jung, D. H., Kim, S. & Kim, T. W. Characteristics of electrical metal contact to monolayer WSe2. Thin Solid Films 719, 138508 (2021).
Zhang, X. et al. Molecule-upgraded van der Waals contacts for Schottky–Barrier–free electronics. Adv. Mater. 33, 1–10 (2021).
Kong, L. et al. Doping-free complementary WSe2 circuit via van der Waals metal integration. Nat. Commun. 11, 1–7 (2020).
Jung, Y. et al. Transferred via contacts as a platform for ideal two-dimensional transistors. Nat. Electron. 2, 187–194 (2019).
Ofuonye, B. et al. Electrical and microstructural properties of thermally annealed Ni/Au and Ni/Pt/Au Schottky contacts on AlGaN/GaN heterostructures. Semicond. Sci. Technol. 29, 095005 (2014).
Yu, L. et al. Design, modeling, and fabrication of chemical vapor deposition grown MoS2 circuits with E-mode FETs for large-area electronics. Nano Lett. 16, 6349–6356 (2016).
Zeng, H. et al. Optical signature of symmetry variations and spin-valley coupling in atomically thin tungsten dichalcogenides. Sci. Rep. 3, 2–6 (2013).
Easy, E., Hernandez, J., Chou, T. & Zhang, X. Non-linear behavior of Raman linewidth of 1–3 Layer WSe2. Arxiv (2021).
Smithe, K. K. H., English, C. D., Suryavanshi, S. V. & Pop, E. Intrinsic electrical transport and performance projections of synthetic monolayer MoS2 devices. 2D Mater. 4, 011009 (2017).
Schroder, D. K. Semiconductor Material and Device Characterization (Wiley, 2005). https://doi.org/10.1002/0471749095.
Xie, J. et al. Analysis of Schottky barrier heights and reduced Fermi-level pinning in monolayer CVD-grown MoS2field-effect-transistors. Nanotechnology 33, 225702 (2022).
Kim, C. et al. Fermi level pinning at electrical metal contacts of monolayer molybdenum dichalcogenides. ACS Nano 11, 1588–1596 (2017).
Allain, A., Kang, J., Banerjee, K. & Kis, A. Electrical contacts to two-dimensional semiconductors. Nat. Mater. 14, 1195–1205 (2015).
Liu, W., Sarkar, D., Kang, J., Cao, W. & Banerjee, K. Impact of contact on the operation and performance of back-gated monolayer MoS2 field-effect-transistors. ACS Nano 9, 7904–7912 (2015).
Anwar, A., Nabet, B., Culp, J. & Castro, F. Effects of electron confinement on thermionic emission current in a modulation doped heterostructure. J. Appl. Phys. 85, 2663–2666 (1999).
Rastikian, J. et al. High performance room temperature p-type injection in few-layered tungsten diselenide films from cobalt and palladium contacts. Mater. Res. Express 6, 1–10 (2019).
Jung, D. H. & Kim, T. Quantification of Schottky barrier height and contact resistance of a Au electrode on multilayer WSe2. J. Korean Phys. Soc. 80, 307–310 (2022).
Sata, Y. et al. N- and p-type carrier injections into WSe2 with van der Waals contacts of two-dimensional materials. Jpn. J. Appl. Phys. 56, 4–8 (2017).
Pande, G. et al. Ultralow Schottky barriers in hexagonal boron nitride-encapsulated monolayer WSe2 tunnel field-effect transistors. ACS Appl. Mater. Interfaces 12, 18667–18673 (2020).
Liu, Y. et al. Approaching the Schottky–Mott limit in van der Waals metal–semiconductor junctions. Nature 557, 696–700 (2018).
Cheng, C. C. et al. First demonstration of 40-nm channel length top-gate WS2 pFET using channel area-selective CVD growth directly on SiOx/Si substrate. Dig. Tech. Pap. Symp. VLSI Technol. 2019, 244–245 (2019).
Li, K. S. et al. MoS2 U-shape MOSFET with 10 nm channel length and poly-Si source/drain serving as seed for full wafer CVD MoS2 availability. Dig. Tech. Pap. Symp. VLSI Technol. 2016, 2015–2016 (2016).
Kumar, A. et al. Sub-200 Ω·µm alloyed contacts to synthetic monolayer MoS2. 7.3.1–7.3.4 (2022). https://doi.org/10.1109/iedm19574.2021.9720609.
Lundstrom, M. & Rhew, J. H. A Landauer approach to nanoscale MOSFETs. J. Comput. Electron. 1, 481–489 (2002).
Landauer, R. Spatial variation of currents and fields due to localized scatterers in metallic conduction. IBM J. Res. Dev. 44, 251–259 (2000).
Rahman, A., Guo, J., Datta, S. & Lundstrom, M. S. Theory of ballistic nanotransistors. IEEE Trans. Electron. Devices 50, 1853–1864 (2003).
Padilla, J. L. et al. Simulation of fabricated 20-nm Schottky barrier MOSFETs on SOI: Impact of barrier lowering. IEEE Trans. Electron. Devices 59, 1320–1327 (2012).
Jiménez, D. A current-voltage model for Schottky-barrier graphene-based transistors. Nanotechnology 19, 345204 (2008).
Matsuzawa, K., Uchida, K. & Nishiyama, A. Unified simulation of Schottky and Ohmic contacts. IEEE Trans. Electron. Devices 47, 103–108 (2000).
Xiong, S., King, T. J. & Bokor, J. A comparison study of symmetric ultrathin-body double-gate devices with metal source/drain and doped source/drain. IEEE Trans. Electron. Devices 52, 1859–1867 (2005).
Sanchez Esqueda, I., Barnaby, H. J. & King, M. P. Compact modeling of total ionizing dose and aging effects in MOS technologies. IEEE Trans. Nucl. Sci. 62, 1501–1515 (2015).
Esqueda, I. S. & Barnaby, H. J. Modeling the non-uniform distribution of interface traps. Proc. Eur. Conf. Radiat. Eff. Compon. Syst. RADECS 1, 15–19. https://doi.org/10.1109/RADECS.2011.6131293 (2011).
Acknowledgements
This work was supported in part by the National Science Foundation (NSF) Grant Number CCF-2001107 and ECCS-2052527. S.T also acknowledges NSF 2129412 for materials synthesis and optimization. I.S.E. would like to acknowledge Eric Pop for useful discussions on contact resistance in 2D transistors.
Author information
Authors and Affiliations
Contributions
N.H.P., J.X., and M.S. fabricated the WSe2 devices. N.H.P. performed Raman, AFM, and SEM characterization. N.H.P. performed electrical characterization. N.H.P., G.Z., F.A.M., and I.S.E. analyzed the experimental results. I.S.E. did model calculations. N.H.P., J.X., G.Z., F.A.M., M.S., S.T., and I.S.E. wrote the manuscript. I.S.E. conceived and designed the experiments.
Corresponding author
Ethics declarations
Competing interests
The authors declare no competing interests.
Additional information
Publisher's note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Supplementary Information
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Patoary, N.H., Xie, J., Zhou, G. et al. Improvements in 2D p-type WSe2 transistors towards ultimate CMOS scaling. Sci Rep 13, 3304 (2023). https://doi.org/10.1038/s41598-023-30317-4
Received:
Accepted:
Published:
DOI: https://doi.org/10.1038/s41598-023-30317-4
This article is cited by
-
Electrical characterization of multi-gated WSe2/MoS2 van der Waals heterojunctions
Scientific Reports (2024)
Comments
By submitting a comment you agree to abide by our Terms and Community Guidelines. If you find something abusive or that does not comply with our terms or guidelines please flag it as inappropriate.
