
Abstract
Rapid progress in modern technologies demands zero thermal expansion (ZTE) materials with multi-property profiles to withstand harsh service conditions. Thus far, the majority of documented ZTE materials have shortcomings in different aspects that limit their practical utilization. Here, we report on a superior isotropic ZTE alloy with collective properties regarding wide operating temperature windows, high strength-stiffness, and cyclic thermal stability. A boron-migration-mediated solid-state reaction (BMSR) constructs a salient “plum pudding” structure in a dual-phase Er-Fe-B alloy, where the precursor ErFe10 phase reacts with the migrated boron and transforms into the target Er2Fe14B (pudding) and α-Fe phases (plum). The formation of such microstructure helps to eliminate apparent crystallographic texture, tailor and form isotropic ZTE, and simultaneously enhance the strength and toughness of the alloy. These findings suggest a promising design paradigm for comprehensive performance ZTE alloys.
Similar content being viewed by others
Introduction
Zero thermal expansion (ZTE) is indispensable in high-precision technological applications, ranging from optical components to aerospace structures1,2,3,4,5. Intermetallic compounds, the main branch of ZTE materials, have garnered increasing interest for their distinctive metallicity6,7,8,9,10,11,12. While possessing ZTE property solely is not enough for practical applications13,14,15,16,17,18,19. A desirable ZTE metal material should be a multi-property profile: (i) a wide ZTE temperature window (ΔT, covering room temperature), which can resist dimensional changes caused by large temperature fluctuations20,21; (ii) sufficient mechanical response (strength, stiffness, ductility, etc.) to withstand required mechanical loads22,23,24; (iii) isotropic ZTE performance (three-dimensional size stability). The anisotropic thermal expansion property will restrict the range of the material application25,26; (iv) cyclic thermal stability, i.e., the structure and thermal expansion characteristics are stable in the process of resisting thermal shock, etc. Unfortunately, so far few materials could satisfy these requirements simultaneously.
Since the thermal expansion is often coupled to magnetic interaction in metallic alloys, it is feasible to manipulate the coefficient of thermal expansion through chemical modifications. Owing to the drastic magnetic or structural phase transition, ZTE occurs predominantly at low temperatures (lower than 300 K) and its temperature windows are usually narrow, such as in La(Fe, Si)13-type11,27, Ni2In-type10,28,29 and (Hf, Ta)Fe2 series compounds7,30. In ReCo231,32,33 and Re2Fe17 (Re, rare earth element) series compounds20,21, broad temperature windows of ZTE were achieved. Frustratingly, these ZTE materials are inherently brittle and of low strength (<200 MPa), resulting in few practical uses. Although artificial composites can improve their mechanical properties34,35, the material fatigue fails in the process of resisting thermal shock and will cause catastrophic damage due to the weak interfacial bonding within the composites36,37. Recently, a series of dual-phase ZTE alloys with appropriate mechanical characteristics have been designed and prepared through eutectic reactions38,39, such as Ho-Fe13, Er-Fe-V-Mo40, La-Fe-Si41,42, etc. Alternatively, the microstructure of NiTi alloys25,43, and Mn5-xFexSi3 compounds44, is manipulated to tailor their two-dimensional (2D) ZTE performance. While the overall ZTE alloys are still suboptimal as they exhibit either strong anisotropic thermal expansion or a narrow ZTE temperature window. It is still a daunting challenge to design and develop a multi-property profile stable ZTE alloy45,46,47,48.
In this work, we aim to face the dilemma head-on. By incorporating a boron-migration-mediated solid-state reaction (ErFe10 + BGBs → Er2Fe14B + α-Fe; grain boundaries, GBs) into an Er-Fe-B ternary alloy, we were able to architect an intriguing “plum pudding” microstructure. It was composed of an Er2Fe14B matrix (E phase, pudding) with a negative thermal expansion (NTE) and two distinct types of α-Fe (α phase, plum) with a positive thermal expansion (PTE): the primary α phase at the grain boundaries (GBs) and the dispersed intragranular α phase in submicron size. The “plum pudding” microstructure enables the brittle E phase to be toughened at both GBs and intragranular grains, and its mechanical properties are remarkedly improved over the pure E phase37,49,50. More importantly, the solid-state reaction removes the crystallographic texture of the parent phase, resulting in the formation of the three-dimensional isotropic ZTE. The present strategy sheds light on designing and synthesizing metallic materials for structural applications51.
Results and Discussion
Microstructure and crystal structure
Figure 1a illustrates the overall boron-migration-mediated solid-state reaction (BMSR): ErFe10 + BGBs (precursor alloy) → Er2Fe14B + α-Fe (target alloy). First, a precursor alloy (ErFe10 + BGBs, labeled as Pre. Er-Fe-B, GBs: grain boundaries) was generated by annealing the as-cast sample at 1473 K (1 day) as shown in Fig. 1b and Supplementary Fig. 1. It is composed of the primary ErFe10 (~200 μm) phase and the intergranular α-Fe and Fe2B phases (Supplementary Fig. 2 and Supplementary Table 1). The metastable ErFe10 is a new phase discovered here, which possesses a 2:17-type topological structure (P63/mmc) with seven Wyckoff sites (Er2b, Er2d, Fe4f, Fe6g, Fe12j, Fe12k, and Fe4e; Supplementary Fig. 3 and Supplementary Table 2). These excess Fe atoms ( ~ 16.7 %) mainly replace the Er2b sites disorderly in the manner of Fe-Fe pairs to form Fe4e lattice sites (A types, Fe-Fe pairs, and Er atoms disordered substitution, Fig. 1a), as confirmed by synchrotron X-ray diffraction (Supplementary Fig. 4). Further high-angle annular dark-field (HAADF) and annular bright-field (ABF) images evidence the long-range atomic chemical disorder Er2b site along the <100> zone axis (Fig. 1c and Supplementary Fig. 5). Interestingly, a chemical short-range order (SRO) is observed, where the single Fe atom replaces the Er2b site hierarchically to form B-C-B-C (C: Er2b replaced by a single Fe atom; B: Er2b not replaced, Fig. 1a) layers along the c axis as shown in Fig. 1d, e. Besides, the Er2d site is also partially occupied by the single Fe atoms according to the single crystal diffraction (SCD, Supplementary Fig. 6). We enumerated the structural model of the new ErFe10 phase in Supplementary Fig. 7. Such structural singularity is related to the formation of the “plum pudding” microstructure and will be discussed in detail later.

a Mechanism of boron-migration-mediated solid–state reaction (BMSR) and the crystal structure model of the phases. The structure models of ErFe10 phase, E phase and α phase. b The microstructure of the Pre. Er-Fe-B is determined by an electro-probe microanalyzer (EPMA). c The HAADF-STEM image of the ErFe10 phase along the [100] zone axis, the inset is an enlarged view of the disordered atomic structure. The white rectangle is the area of chemical short-range order (SRO). d The enlarged HAADF-STEM and annular bright-field (ABF) images of the SRO area marked in (c). e The intensity profile of B-C layers in (d). f The microstructure of the Tar. Er-Fe-B determined by EPMA. g TEM images of the Tar. Er-Fe-B. h-i The HAADF-STEM image of the E phase and α phase along [001] zone axes.
The Pre. Er-Fe-B alloy is subsequently annealed at 1323 K (5 days). The BMSR reaction is proceeded by the selective diffusion of boron atoms: the boron atoms migrate from grain boundaries (GBs) to the interior of the grains of the precursor ErFe10 phase upon thermal treatments (Supplementary Fig. 8). The 2:17-type ErFe10 matrix transforms to a 2:14:1-type Er2Fe14B phase and an intergranular α phase (Supplementary Figs. 9 and 10). The re-precipitated α phase is homogeneously dispersed into the E phase matrix with grain sizes of about 0.1 ~ 10 μm (Fig. 1f and Supplementary Fig. 11). A “plum pudding” microstructure is architected as a result of such a process (Fig. 1g, plum: α-Fe, labeled as α phase, pudding: Er2Fe14B, labeled as E phase). Further transmission electron microscopy (TEM) observations revealed that parts of the reprecipitated α phase are composed of tiny polycrystalline iron grains (~200 nm, Supplementary Fig. 11 and Fig. 12). The atomic arrangements along the <001> zone axis of the α and E phases clearly exhibit the tetragonal crystal symmetry (space group: P42/mnm) and cubic crystal symmetry (space group: I m−3m), consistent with the diffraction results (Fig. 1h and i).
Thermal expansion behaviors
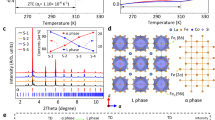
The matrix of the E phase exhibits a negative thermal expansion (NTE, Supplementary Fig. 13), whereas the α phase shows a positive thermal expansion52,53. Consequently, the total thermal expansion performance of the Er-Fe-B alloy can be facilely tuned by the phase content proportions. Figure 2a is the dilatometer thermal expansion of a series of Er2Fe14+xB1+0.07x alloys (x = 0.0, 2.5, 5.0 (Tar. Er-Fe-B in the present BMSR), 12.5, and 22.5) with decreasing E/α ratio. It can be tailored from strong NTE of pure E phase (αl = −7.95 × 10−6 K−1 at x = 0.0, 100 − 550 K) to PTE (αl = 6.62 × 10−6 K−1 at x = 22.5, 100 − 550 K). Especially, a remarkable low thermal expansion performance of the Tar. Er-Fe-B (LTE, αl = 1.40 × 10−6 K−1 at x = 5, 100 − 450 K) is attained and it shows zero thermal expansion in the temperature window of 100 − 550 K (ZTE, αl = 0.28 × 10−6 K−1). More importantly, in contrast to the Pre. Er-Fe-B displays a strong anisotropy in the thermal expansion (Fig. 2b): NTE along the LD (αl = −2.56 × 10−6 K−1, 100 − 315 K; LD, loading direction) and PTE in the TD - ND plane (αl = 4.37 × 10−6 K−1, 100 − 315 K; transverse direction, TD; normal direction, ND), the dilatometer thermal expansion of the Tar. Er-Fe-B is nearly isotropic in three dimensions (Fig. 2c). Such isotropy of this dual-phase alloy has the potential to greatly expand the area of its applications.

a The dilatometer thermal expansion property of Er2Fe14+xB1+0.07x alloys and pure iron. b The dilatometer thermal expansion of the Pre. Er-Fe-B (ZTE composition). c The dilatometer thermal expansion of the Tar. Er-Fe-B alloy along loading direction (LD), transverse direction (TD), and normal direction (ND), respectively. d The temperature dependence of (200)E, (006)E, and (211)α reflections determined by SXRD. e The lattice thermal expansion of the Tar. Er-Fe-B alloy. f The dilatometer thermal expansions of the Tar. Er-Fe-B alloy in the 1st, 100th, and 200th cycles. Insert the cyclic thermal shock experiment that undergoes a thermal shock from 77 K to 600 K.
Figure 2d illustrates the evolution of the (200)E, (006)E, and (211)α synchrotron diffraction peaks of the Tar. Er-Fe-B during heating. The shifting of the (200)E, (006)E, and (211)α peak positions reveals the lattice contraction along the a-axis (NTE) of the E phase and lattice expansion (PTE) of the α phase. The lattice thermal expansions derived from the temperature-dependent synchrotron X-ray diffraction measurements are (Fig. 2e): αV = 30.67 × 10−6 K−1 for the α phase and αV = −8.93 × 10−6 K−1 for the E phase (Supplementary Fig. 14). The apparent lattice thermal expansion of the Tar. Er-Fe-B alloy is \(\bar{{{{{{\rm{\alpha }}}}}}}\)l ≈ \(\frac{1}{3}{{{{{\rm{\alpha }}}}}}\)V = −0.81 × 10−6 K−1 (100 − 550 K, the specific calculation is provided in Methods), which corroborates to dilatometer measurement. Additional Rietveld refinements quantifying the linear relationship between the content of α phase (mass %) and the coefficient of thermal expansion (Supplementary Figs. 15 and 16). The magnetic measurement confirms that the NTE behavior of both the ErFe10 phase and the pure E phase originates from the ferrimagnetic order (Supplementary Fig. 17)52,53. Besides, the cyclic thermal shock experiments of the Tar. Er-Fe-B demonstrates its thermal stability, as the dilatometer thermal expansion remained constant (Fig. 2f) and the microstructure also retained its integrity after more than 200 thermal cycles (Supplementary Fig. 18). This may be due to the relatively stable phase interface connected by chemical bonds in natural composites (Supplementary Fig. 19)36,49.
Three-dimensional crystallographic orientations
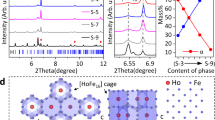
Using three-dimensional neutron diffraction texture measurements, we analyzed the crystallographic orientation behaviors of the Pre. Er-Fe-B and Tar. Er-Fe-B alloys (Supplementary Fig. 20). The evolutions of the Pre. Er-Fe-B diffraction peaks with the sample stage rotation angle (Ω) collected by the 90˚ detector (bank 1) are shown in Fig. 3a. The strong crystallographic anisotropy of the ErFe10 phase was manifested by the fact that the intensity of the (004) reflection decreased rapidly and disappeared as the sample angle was rotated from 45° to 90°, while the (302) reflection exhibited the opposite trend. The variation of the (110)α peak intensity was negligible, indicating the weak anisotropy of the α phase therein. Compared to the Pre. Er-Fe-B alloy, the intensities of nearly all the reflections in the Tar. Er-Fe-B, such as (110)α, (412)E, and (442)E, did not change obviously (Fig. 3b), demonstrating their isotropic behavior. To further investigate the interphase orientation relationship, we calculated the neutron pole figures of several characteristic reflections (Fig. 3c, d). The primary α phase in Pre. Er-Fe-B alloy has a weak preferred orientation with ∠([110]α, LD) ≈ 45°, whereas the ErFe10 phase has a strong fiber texture with [001] // LD. In contrast, both the α and E phases of Tar. Er-Fe-B alloy exhibits uniformly distributed crystallographic orientation relationships (Fig. 3d). The dissimilar crystallographic textures of the Pre. Er-Fe-B and the Tar. Er-Fe-B alloys are attributed to the disordered nucleation and grain growth during reactions54. Hence, the BMSR weakens the crystallographic texture of the parent phase and enables the isotropic ZTE property of the Er-Fe-B alloy.

a, b The intensity changes of the representative reflections corresponding to the rotation (Ω) of the sample collected in bank 1 detector. c, d Pole figures of the representative reflections in the Pre. Er-Fe-B and the Tar. Er-Fe-B.
Mechanical properties
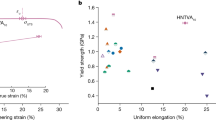
We compared the mechanical properties of the pure E phase, the Pre. Er-Fe-B and the Tar. Er-Fe-B together with the α phase. The E phase (Er2Fe14B) exhibits intrinsic brittleness with low compressive strength (δcs = ~191 ± 100 MPa, Fig. 4a), which is a prevalent issue in the majority of ZTE intermetallic compounds. The compressive strength of the Pre. Er-Fe-B is enhanced to δcs = 800 ± 80 MPa. This exceptional strength is a result of the robustness of the primary α phase at grain boundaries. Intriguingly, the Tar. Er-Fe-B possesses a compressive strength of δcs = 1.42 ± 0.10 GPa and a toughness of 16.98 ± 1.0 J cm−3. Its compressive strength nearly doubles that of the Pre. Er-Fe-B and is one order of magnitude larger than that of the pure E phase. This indicates that the “plum pudding” microstructure with intragranular α phase precipitations further improves the mechanical properties of the resulting alloy. The hardness of the E phase, the Pre. Er-Fe-B, and the Tar. Er-Fe-B alloys are similar, i.e., 837 ± 23 MPa, 729 ± 129 MPa and 755 ± 29 MPa (Fig. 4b), respectively, but the compressive strength (δcs) is significantly different further demonstrating the dominance of “plum pudding” microstructure on mechanical property improvement. Furthermore, the high elastic modulus (E = 61.47 ± 1.0 GPa) of the Tar. Er- Fe-B reveals its high stiffness. As a result, the present ZTE alloy can be machined into intricately shaped objects such as the gears in Fig. 4c thanks to its improved mechanical properties. The present Tar. Er-Fe-B alloy is distinguished by its comprehensive properties (Supplementary Fig. 21 and Supplementary Table 3).

a Engineering compressive stress-strain curves of the ZTE alloy (Tar. Er-Fe-B), Pre. Er-Fe-B, Er2Fe14B and α-Fe. b The compressive strength and Vickers hardness of the as-synthesized alloys. The error bars donate standard deviation. c Gears as fabricated in the laboratory. d, e Lattice strain (515)E, (110)α and the corresponding full width at half maximum (FWHM) evolution with the applied stress derived by the single peak fitting. The error bars donate standard deviation. f Stress partitioning dependence of the applied stress, Note the tensile stress is depicted as negative. g, h The microstructure of the fracture surface of the pure E (g) phase and Tar. Er-Fe-B (h) alloy. The inset in (h) is an enlarged area in which the dimples of the α-phase are indicated by orange circles. i The strengthening mechanism of the “plum pudding” microstructure.
To understand the mechanism of the improved strength of this dual-phase alloy with “plum pudding” microstructure, in-situ neutron diffraction during loading was conducted (Supplementary Fig. 22). As shown in Fig. 4d, there are two deformation stages: (i) cooperative elastic deformation of the two phases (δ < 700 MPa, stage I); (ii) elastic deformation of the E phase and plastic deformation of the α phase (δ ≥ 700 MPa, stage II), with the α phase exhibiting work hardening in the plastic stage. The full width at half maximum (FWHM) of (110)α peak rapidly increases at this stage, indicating that the slip system is activated, and dislocations begin to generate and multiply to transmit stress, thereby reducing and eliminating the stress concentration in grain boundaries and intragranular grains (Fig. 4e). Also, the consistent FWHM of (515)E along LD and TD reveals the uniform elastic deformation of the E phase, implying the soft α phase plays a key role in the strain delocalization relative to the hard E phase. In addition, Figure 4f demonstrates the phase-specific stress in the E and α phases (Specific calculation in Methods and Supplementary Fig. 23). The E phase, which is a structural cornerstone of the alloy, bears the majority of stress in the whole stage. The α phase bears the load during the synergistic deformation stage and then transmits the stress to the E phase during the plastic deformation stage38,55,56.
As demonstrated in Fig. 4g, the pure E phase has the typical brittle cleavage fractures, i.e., a smooth and flat surface, and is composed of numerous cleavage planes of roughly equivalent grains. The Tar. Er-Fe-B alloy exemplifies the relative ductile fracture (Fig. 4h and Supplementary Fig. 24), with a bumpy surface and spectacular dimples of various shapes that are uniformly and densely distributed in the microstructure, indicating that the phase has undergone significant plastic deformation. They are compressed, twisted, and sheared to be extracted from the matrix. During the loading process, a large amount of energy is absorbed, the internal stress is released at the phase boundaries, and the propagation of E-phase cracks is inhibited, resulting in an improved ability of the E phase to bear load (Fig. 4i). Thus, the precise engineering of the grain boundaries and intragranular grains in this dual-phase alloy to create a “plum pudding” microstructure can significantly enhance its strength and toughness of the control of grain boundary and intragranular grain engineering to architect “plum pudding” microstructure can greatly improve strength and toughness36,49.
Mechanisms for the boron-migration-mediated solid-state reaction (BMSR)
Finally, we discuss the key factors in the BMSR of the current system. As presented above, upon the selective migration of boron atoms from the grain boundary to the precursor grains during the prolonged annealing, the initial 2:17-type ErFe10 matrix transforms to a 2:14:1-type E phase, and the intergranular α phase re-precipitates and homogeneously disperses into the tetragonal E phase matrix, forming the Tar. Er-Fe-B alloy. Apparently, the slow selective migration of boron atoms from the grain boundaries to the ErFe10 matrix is beneficial for the formation of such a homogenous “plum pudding” microstructure. The sluggish diffusion of light atoms (boron and carbon elements) has also been observed in other metal materials15,51,56; Furthermore, in the Pre. Er-Fe-B alloy, we identified six potential chemical configurations (Supplementary Fig. 25) based on the substitution of Er2b position (B types) by Fe-Fe pair (D types) and single Fe atoms (C types)21,57. According to the density functional theory (DFT) calculations, the chemical short-range order (B-C types, SRO) has a higher binding energy (ΔG) than the stoichiometric Er2Fe17 (Fig. 5), indicating its structural metastability. The metastability of the special chemical SRO in the precursor could reduce the energy barrier of its reaction with the migrated boron and may serve as a nucleation site to promote the BMSR.

B represents Er2b site is not substituted, C represents Er2b is replaced by single Fe atoms (usually in the form of Fe-Fe atomic pairs, labeled as D type). As a result, a total of six structural models were established: B-B type is stoichiometric Er2Fe17; B-D type is Er2b atoms is partly replaced by Fe-Fe pairs; B-C is the local chemical ordering discovered in ErFe10 (SRO); D-D and C-C types are Er2b site replaced by Fe-Fe pairs and single Fe atoms, respectively. D-C is the Er2b site replaced by Fe-Fe pairs and single Fe atoms hierarchically.
In a summary, a multi-property profile stable ZTE dual-phase alloy (Tar. Er-Fe-B) is achieved by employing boron-migration-mediated solid-state reaction (BMSR), which boosts isotropic ZTE (three-dimensional stability), wide temperature window (100 − 550 K, ΔT = 450 K), combined high strength-stiffness (δcs = 1.44 ± 0.10 GPa and E = 61.47 ± 1.0 GPa) and robust thermal shock resistance. In the Er2Fe14B matrix with a negative thermal expansion, the submicron α-Fe with positive thermal expansion precipitates in both ingrain and inter-grain forms. Chemical short-range order (SRO) and the sluggish selective diffusion of boron atoms are crucial to the efficient occurrence of the BMSR. This reaction disrupts the local crystallographic texture of the Pre. Er-Fe-B phase, resulting in isotropic ZTE performance. BMSR also leads to the formation of a unique “plum pudding” microstructure, which can enhance the strength and toughness of the resulting Tar. Er-Fe-B. By manipulating microstructures, we anticipate more ZTE alloys and high-performance functional materials could be generated.
Methods
Sample preparation
The samples of Er2Fe14+xB1+0.07x (x = 0, 2.5, 5, 12.5, 22.5) were prepared by arc melting with Er, Fe and B elements ( > 99.9% purity) under high purity argon atmosphere. The samples were turned over and melted four times to ensure homogeneity. Then, the sample was followed by annealing in two steps: (i) high temperature (1473 K) in an argon atmosphere for about 24 hours (Precursor alloy); (ii) low temperature (1323 K) for about 120 hours and quenched in liquid nitrogen (Target alloy).
Structural and electron microscopy characterization
The microstructure analysis was measured by electro-probe microanalyzer backscattering electron (EPMA-BSE) spectrum (SHIMADZU 1720) equipped with wave-length dispersive spectrometer analysis (WDS) to quantitatively determine the phase composition. The brightfield images, SAED, and high-resolution transmission electron microscopy (HRTEM) were conducted at FEI Tecnai F30 transmission electron microscopy (TEM). The HAADF-STEM and ABF-STEM images were obtained on an aberration-corrected TEI Tecnai ETEM, JEM-ARM 200 F. The surface of fracture microstructure orientation of the samples was measured by scanning electron microscope (SEM, Zeiss Geminisem 500). SEM and EPMA samples were polished down to the 2000-grit SiC paper and then polished with a metal polishing agent. TEM samples were mechanically ground to 50 μm thickness, and then twin-jet electropolished using H2SO4 (10%) and CH4O (90%) solution under −30 °C. HAADF-STEM samples were fabricated by focused ion beam (FIB) into 50 nm thick slices.
Mechanical properties measurements and dilatometer thermal expansion
The room-temperature strain-stress curves were measured using a CMT4105 universal electronic compressive testing machine with a Φ 6 × 8 mm cylinder and an initial strain rate of 0.25 mm/min. The Vickers hardness was measured by a Vickers diamond indenter (FALCON 507, INNOVATEST, Netherlands) with a load of 1.96 N for 10 s. The dilatometer thermal expansion was tested by an advanced thermo-dilatometer (NETZSCH DIL402). The coefficient of thermal expansion of αl was calculated by the Eq. (1):
In the formula dL/L0 = (L1-L0)/L0, dT = T1-T0; It is defined as the ratio of the length change (dL/L0) to the temperature interval within the specified temperature range (dT).
Crystal structure and crystallographic texture characterization
Single crystal diffraction was determined by X-ray diffraction analysis at 150 K using an Oxford Diffraction Gemini E system with Mo Kα radiation, λ = 0.71073 Å. The three-dimensional crystallographic texture and in-situ loading study by neutron diffraction were carried out at the VULCAN beamline (BL-7) in Oak Ridge National Laboratory (ORNL), USA. The temperature dependence of synchrotron X-ray diffraction (SXRD) of the samples was collected at the BL44B2 beamline in SPring-8 (λ = 0.45 Å), Japan.
Magnetization measurements
The magnetization measurements were measured by a physical property measurement system (PPMS) of Quantum Design with the vibrating sample magnetometer (VSM), which is cooled by liquid helium
Lattice thermal expansion of the Er-Fe-B dual alloy
Due to the homogeneous microstructure with isotropic crystallographic texture. The lattice thermal expansion of dual-phase alloy was calculated as Eq. (2) and (3):
where αl is the apparent lattice thermal expansion; mol.α% and mol.E% are molar fractions of the α and E phase determined by the results of SXRD data.
Lattice strain under loading calculations
The lattice strain of the specific (h k l) reflections during the loading was determined by the single peak fitting method. The lattice strain was calculated by following Eq. (4)
Here, d1 and d0 represent the interplanar crystal spacing of the (h k l) crystal plane after and before loading, respectively. For average lattice strain (εi), the d1 and d0 are replaced by the unit cell parameters (a1 and a0).
Thermal residual expansion and phase-specific stress calculation
Owing to the mismatch in thermal expansion of the two phases, the thermal residual stress was evaluated by Eq. (5):
where Δαl is the difference in CTE (Δαl = αl, α - αl, E), E is elastic modulus determined by engineering stress-strain curves, RT is room temperature, TC is the curie temperature.
The phase-specific stress was calculated by following Eq. (6):
where i stands for the α and E phase, σi is the stress in the loading direction, Ei is the diffraction elastic modulus, νi is the Poisson’s ratio, σr is the thermal residual stress, εi, 11 is the lattice strain in LD, εi, 22 and εi, 33 are the lattice strains in TD and ND, respectively. The εi, 22 = εi, 33 and can be measured by TD.
Density functional theory (DFT)
DFT calculations were conducted by Vienna ab initio simulation package (VASP) with the Perdew–Burke–Ernzerhof (PBE)-generalized exchange and correlation energy. The binding energy (ΔG) is calculated as the Eq. (7):
Data availability
The data that support the findings of this study are available from the corresponding authors upon request.
References
Mohn, P. A century of zero expansion. Nature 400, 18–19 (1999).
Guan, Q. et al. Lightweight, tough, and sustainable cellulose nanofiber-derived bulk structural materials with low thermal expansion coefficient. Sci. Adv. 6, eaaz1114 (2020).
Yamamoto, H., Imai, T., Sakai, Y. & Azuma, M. Colossal negative thermal expansion in electron-doped PbVO3 perovskites. Angew. Chem. Int. Ed. Engl. 57, 8170–8173 (2018).
Azuma, M. et al. Colossal negative thermal expansion in BiNiO3 induced by intermetallic charge transfer. Nat. Commun. 2, 347 (2011).
Goodwin, A. L. et al. Colossal positive and negative thermal expansion in the framework material Ag3[Co(CN)6]. Science 319, 794–797 (2008).
Yibole, H. et al. Manipulating the stability of crystallographic and magnetic sub-lattices: A first-order magnetoelastic transformation in transition metal based Laves phase. Acta Mater. 154, 365–374 (2018).
Li, L. et al. Good comprehensive performance of Laves phase Hf1-xTaxFe2 as negative thermal expansion materials. Acta Mater. 161, 258–265 (2018).
Li, S. et al. Zero thermal expansion achieved by an electrolytic hydriding method in La(Fe,Si)13 Compounds. Adv. Funct. Mater. 27, 1604195 (2017).
Song, X. et al. Adjustable zero thermal expansion in antiperovskite manganese nitride. Adv. Mater. 23, 4690–4694 (2011).
Shen, F., Zhou, H., Hu, F., Wang, J. T. & Wu, H. A Distinct Spin Structure and Giant Baromagnetic Effect in MnNiGe Compounds with Fe-Doping. J. Am. Chem. Soc. 143, 6798–6804 (2021).
Huang, R. et al. Giant negative thermal expansion in NaZn13-type La(Fe, Si, Co)13 compounds. J. Am. Chem. Soc. 135, 11469–11472 (2013).
Salvador, J. R., Guo, F., Hogan, T. & Kanatzidis, M. G. Zero thermal expansion in YbGaGe due to an electronic valence transition. Nature 425, 702–705 (2003).
Yu, C. et al. Plastic and low-cost axial zero thermal expansion alloy by a natural dual-phase composite. Nat. Commun. 12, 4701 (2021).
Kim, S., Kim, H. & Kim, N. J. Brittle intermetallic compound makes ultrastrong low-density steel with large ductility. Nature 518, 77–79 (2015).
Yang, T. et al. Ultrahigh-strength and ductile superlattice alloys with nanoscale disordered interfaces. Science 369, 427–432 (2020).
Wang, Y. et al. Outstanding Comprehensive Performance of La(Fe, Si)13 Hy/In Composite with Durable Service Life for Magnetic Refrigeration. Adv. Electron. Mater. 4, 1700636 (2018).
Takenaka, K., Okamoto, Y., Shinoda, T., Katayama, N. & Sakai, Y. Colossal negative thermal expansion in reduced layered ruthenate. Nat. Commun. 8, 14102 (2017).
Wang, X. et al. Large negative thermal expansion promoted by microstructure in hexagonal Fe1-xCoxS. J. Alloy Compd. 862, 158616 (2021).
Yuan, X. et al. Design of negative/nearly zero thermal expansion behavior over a wide temperature range by multi-phase composite. Mater. Des. 203, 109591 (2021).
Dan, S., Mukherjee, S., Mazumdar, C. & Ranganathan, R. Zero thermal expansion with high Curie temperature in Ho2Fe16Cr alloy. RSC Adv. 6, 94809–94814 (2016).
Cao, Y. et al. Ultrawide temperature range super-Invar behavior of R2(Fe,Co)17 materials (R = Rare Earth). Phys. Rev. Lett. 127, 055501 (2021).
Wang, J. et al. Balancing negative and positive thermal expansion effect in dual-phase La(Fe,Si)13/α-Fe in-situ composite with improved compressive strength. J. Alloy Compd. 769, 233–238 (2018).
Ouyang, Y. et al. Plastically deformed La-Fe-Si: Microstructural evolution, magnetocaloric effect and anisotropic thermal conductivity. Acta Mater. 187, 1–11 (2020).
Pan, Q. S. et al. Gradient cell-structured high-entropy alloy with exceptional strength and ductility. Science 374, 984 (2021).
Li, Q., Onuki, Y. & Sun, Q. Tailoring thermal expansion of shape memory alloys through designed reorientation deformation. Acta Mater. 218, 117201 (2021).
Li, Q. et al. In-plane low thermal expansion of NiTi via controlled cross rolling. Acta Mater. 204, 116506 (2021).
Manosa, L. et al. Inverse barocaloric effect in the giant magnetocaloric La-Fe-Si-Co compound. Nat. Commun. 2, 595 (2011).
Shen, F. et al. Cone-spiral magnetic ordering dominated lattice distortion and giant negative thermal expansion in Fe-doped MnNiGe compounds. Mater. Horiz. 7, 804–810 (2020).
Zhao, Y. et al. Giant negative thermal expansion in bonded MnCoGe-based compounds with Ni2In-type hexagonal structure. J. Am. Chem. Soc. 137, 1746–1749 (2015).
Li, B. et al. Colossal negative thermal expansion induced by magnetic phase competition on frustrated lattices in Laves phase compound (Hf,Ta)Fe2. Phys. Rev. B 93, 224405 (2016).
Minakata, R., Shiga, M. & Nakamura, Y. Spontaneous volume magnetostriction of RCo2 compounds. J. Phys. Soc. Jpn. 41, 1435–1436 (1976).
Song, Y. et al. Zero thermal expansion in magnetic and metallic Tb(Co,Fe)2 intermetallic compounds. J. Am. Chem. Soc. 140, 602–605 (2018).
Hu, J. et al. Adjustable magnetic phase transition inducing unusual zero thermal expansion in cubic RCo2-based intermetallic compounds (R = Rare Earth). Inorg. Chem. 58, 5401–5405 (2019).
Yang, C. et al. ZrW2O8/ZrO2 composites with low/near-zero coefficients of thermal expansion fabricated at ultralow temperature: An Integration of hydrothermal assembly and a cold sintering process. ACS Appl. Mater. Inter. 13, 39738–39747 (2021).
Wu, G., Zhou, C., Zhang, Q. & Pei, R. Decomposition of ZrW2O8 in Al matrix and the influence of heat treatment on ZrW2O8 /Al–Si thermal expansion. Scr. Mater. 96, 29–32 (2015).
Lu, K., Lu, L. & Suresh, S. Strengthening materials by engineering coherent internal boundaries at the nanoscale. Science 324, 349–352 (2009).
Yang, T. et al. Multicomponent intermetallic nanoparticles and superb mechanical behaviors of complex alloys. Science 362, 933–937 (2018).
Shi, P. et al. Enhanced strength-ductility synergy in ultrafine-grained eutectic high-entropy alloys by inheriting microstructural lamellae. Nat. Commun. 10, 489 (2019).
Shi, P. et al. Hierarchical crack buffering triples ductility in eutectic herringbone high-entropy alloys. Science 373, 912–918 (2021).
Lin, K. et al. High performance and low thermal expansion in Er-Fe-V-Mo dual-phase alloys. Acta Mater. 198, 271–280 (2020).
Liu, J. et al. Realization of zero thermal expansion in La(Fe,Si)13 -based system with high mechanical stability. Mater. Des. 148, 71–77 (2018).
Hu, F. et al. Influence of negative lattice expansion and metamagnetic transition on magnetic entropy change in the compound LaFe11.4Si1.6. Appl. Phys. Lett. 78, 3675–3677 (2001).
Monroe, J. et al. Tailored thermal expansion alloys. Acta Mater. 102, 333–341 (2016).
Yu, C. Y. et al. Two-dimensional zero thermal expansion in low-cost MnxFe5-xSi3 alloys via integrating crystallographic texture and magneto-volume effect. Sci. China Mater. 65, 1912–1919 (2022).
Nutor, R. K. et al. A dual-phase alloy with ultrahigh strength-ductility synergy over a wide temperature range. Sci. Adv. 7, eabi4404 (2021).
Han, L. et al. A mechanically strong and ductile soft magnet with extremely low coercivity. Nature 608, 310–316 (2022).
Li, W. et al. A seawater-corrosion-resistant and isotropic zero thermal expansion (Zr,Ta)(Fe,Co)2 Alloy. Adv. Mater. 34, e2109592 (2022).
Su, X. et al. High thermoelectric performance in the wide band‐Gap AgGa1‐xTe2 compounds: Directional negative thermal expansion and intrinsically low thermal conductivity. Adv. Funct. Mater. 29, 1806534 (2018).
Ding, R. et al. Chemical boundary engineering: a new route toward lean, ultrastrong yet ductile steels. Sci. Adv. 6, eaay1430 (2020).
Wang, H. et al. Manufacture-friendly nanostructured metals stabilized by dual-phase honeycomb shell. Nat. Commun. 13, 2034 (2022).
An, X. et al. A new strong pearlitic multi-principal element alloy to withstand wear at elevated temperatures. Acta Mater. 227, 117700 (2022).
van Schilfgaarde, M., Abrikosov, I. & Johansson, B. Origin of the Invar effect in iron-nickel alloys. Nature 400, 46–49 (1999).
Qiao, Y. et al. Controllable thermal expansion and magnetic structure in Er2(Fe,Co)14B intermetallic compounds. Inorg. Chem. Front. 6, 3225–3229 (2019).
Inoue, H., Ishio, M. & Takasugi, T. Texture of TiNi shape memory alloy sheets produced by roll-bonding and solid phase reaction from elementary metals. Acta Mater. 51, 6373–6383 (2003).
Kwiatkowski da Silva, A. et al. A sustainable ultra-high strength Fe18Mn3Ti maraging steel through controlled solute segregation and alpha-Mn nanoprecipitation. Nat. Commun. 13, 2330 (2022).
Wang, Z. et al. Solving oxygen embrittlement of refractory high-entropy alloy via grain boundary engineering. Mater. Today 54, 83–89 (2022).
Givord, D. & Lemaire, R. Magnetic transition and anomalous thermal expansion in R2Fe17 compounds. IEEE T. Magn. 10, 109–113 (1974).
Acknowledgements
This research was supported by the National Key R&D Program of China (2020YFA0406202) (X.R.X.), the National Natural Science Foundation of China (22090042 and 21971009) (X.R.X.), Guangxi BaGui Scholars Special Funding, and the Fundamental Research Funds for the Central Universities, China (FRF-IDRY-GD21-03 and GJRC003) (K.L.). The synchrotron radiation experiments were performed at the BL44B2 of SPring-8 with the approval of the Japan Synchrotron Radiation Research Institute (JASRI) (Proposal No. 2019A1378, 2018B1515); Neutron diffraction work was carried out at the Spallation Neutron Source (SNS) (Proposal No. 2020B26069), which is the U.S. Department of Energy (DOE) user facility at the Oak Ridge National Laboratory, sponsored by the Scientific User Facilities Division, Office of Basic Energy Sciences. We thank Dr. Masato Hoshino for the support in high-energy X-ray CT, JASRI, SPring-8, Japan.
Author information
Authors and Affiliations
Contributions
X.X., K.L. and C.Y. conceived the idea of the work and supervised the project. C.Y. synthesized the alloys. C.Y. and W. L. carried out the main experiments. C.Y., L.K. and K.K. analyzed the SXRD data. Y.Ca. helped the measurements of magnetism. L.C. processed the single crystal diffraction data. X.K., J.D. and Q.L. analyzed the thermal expansion results. Q.Z., L.Y. and L.G. conducted the TEM measurements. S.J. helped analyze the TEM results. X.C. carried out the theoretical calculation. H.W., K.A., Y.Ch. and D.Y. analyzed the in-situ neutron diffraction results. All authors discussed the results and commented on the manuscript.
Corresponding authors
Ethics declarations
Competing interests
The authors declare no competing interests.
Peer review
Peer review information
Nature Communications thanks Jian Liu, Yulin Hao and Wenquan Ming for their contribution to the peer review of this work. A peer review file is available.
Additional information
Publisher’s note Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Supplementary information
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license, and indicate if changes were made. The images or other third party material in this article are included in the article’s Creative Commons license, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons license and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this license, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Yu, C., Lin, K., Chen, X. et al. Superior zero thermal expansion dual-phase alloy via boron-migration mediated solid-state reaction. Nat Commun 14, 3135 (2023). https://doi.org/10.1038/s41467-023-38929-0
Received:
Accepted:
Published:
DOI: https://doi.org/10.1038/s41467-023-38929-0
This article is cited by
-
An isotropic zero thermal expansion alloy with super-high toughness
Nature Communications (2024)
-
Anomalous thermal expansion and enhanced magnetocaloric effect in <001>-textured MnxFe5–xSi3 alloys
Rare Metals (2024)
-
Single thiolate replacement of metal nanoclusters
Science China Chemistry (2024)
Comments
By submitting a comment you agree to abide by our Terms and Community Guidelines. If you find something abusive or that does not comply with our terms or guidelines please flag it as inappropriate.
