
Abstract
Printed organic thin-film transistors (OTFTs) are well suited for low-cost electronic applications, such as radio frequency identification (RFID) tags and sensors. Achieving both high carrier mobility and uniform electrical characteristics in printed OTFT devices is essential in these applications. Here, we report on printed high-performance OTFTs and circuits using silver nanoparticle inks for the source/drain electrodes and a blend of dithieno[2,3-d;2′,3′-d′]benzo[1,2-b;4,5-b′]dithiophene (DTBDT-C6) and polystyrene for the organic semiconducting layer. A high saturation region mobility of 1.0 cm2 V−1 s−1 at low operation voltage of −5 V was obtained for relatively short channel lengths of 9 μm. All fifteen of the printed pseudo-CMOS inverter circuits were formed on a common substrate and operated at low operation voltage of 2 V with the total variation in threshold voltage of 0.35 V. Consequently, the printed OTFT devices can be used in more complex integrated circuit applications requiring low manufacturing cost over large areas.
Similar content being viewed by others

Introduction
As a result of their printability and potential in realizing low-cost and large-area electronic devices, organic thin-film transistors (OTFTs) have attracted significant attention in the research and development of next-generation thin-film electronics1,2. Among the various kinds of printing technologies that are typically used, non-contact printing methods such as ink-jet printing and dispenser printing provide for drop-on-demand fabrication from digital data and can directly pattern customizable elements on a substrate. Moreover, OTFTs have intrinsic mechanical flexibility due to the loose van der Waals force between organic molecules. Furthermore, OTFTs can be formed on very thin plastic films by low temperature processes, which gives the devices excellent mechanical flexibility due to the low bending-induced strain3. These features are ideal for low-cost and flexible electronic applications, such as radio-frequency identification (RFID) tags4, medical sensors5, and biosensors6,7.
To realize OTFT devices for use in practical device and circuit applications, achieving both high field-effect mobility and uniform electrical characteristics is essential but also challenging. Although small-molecule semiconductor TFT devices possess high carrier mobility, they also exhibit large variations in electrical characteristics8. On the other hand, OTFTs based on polymeric semiconductor materials show more uniform electrical performance with lower carrier mobility9. When fabricating practical OTFTs using printing technology, we face this trade-off between high mobility and uniform electrical performance, although a compromise should be found.
Towards satisfying these requirements, improving the semiconductor layer formation properties with techniques that employ a blend of a small-molecule semiconductor and insulating polymers have recently been developed10,11. By using the solution that contains a small-molecule semiconductor and insulating polymers for the organic semiconducting layers, the morphology of the semiconductor films is changed as a result of the vertical nanophase separation phenomenon, which can lead to the improvement in carrier mobility and reduced variation in electrical characteristics12. These reports were based on the use of evaporated metals for the source/drain electrodes. TFT device performance achieved by applying a blended semiconductor solution as well as printed metal electrodes has yet to be evaluated.
Recently, we reported on the printed OTFTs with uniform electrical characteristics using a small-molecule semiconductor material named dithieno[2,3-d;2′,3′-d′]benzo[1,2-b;4,5-b′]dithiophene (DTBDT-C6)13,14 and described its potential in printed OTFT devices15. The OTFT devices using printed source/drain electrodes had high contact resistance (RC) because the thickness uniformity of printed electrodes was generally worse than that of evaporated electrodes due to the coffee ring effect, which causes a non-uniform ring-like profile16. Moreover, the work function and conductivity of printed electrodes deviated from their bulk values because of impurities17, which can be the origin of the poor charge transport from the electrodes to a semiconducting layer. Therefore, forming OTFT devices using printed electrodes with short channel lengths (<10 μm) and low-voltage operation is difficult.
In this study, we report on high performance organic transistors with inkjet-printed silver electrodes and the channel of DTBDT-C6/polystyrene blend. Blending small molecular semiconductors and polymer insulators reduced the contact resistance at the printed electrodes significantly, which enables us to realize high mobility up to 1.0 cm2 V−1 s−1 at a short channel length of 9 μm. Blending also improves the uniformity of the device characteristics. Their potential for practical integrated circuits were evaluated by fifteen pseudo-complementary metal-oxide-semiconductor (pseudo-CMOS) type logic inverters on the same substrate. All fifteen inverters worked properly at operation voltage of 2 V owing to the quite uniform threshold voltages of the OTFTs.
Results and Discussion
Electrical characteristics of small-molecule semiconductor/insulating polymer blend TFT devices
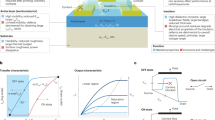
Figure 1a shows a schematic illustration of the fabricated bottom-gate, bottom-contact OTFT device. All layers except the dielectric layer were formed by using printing methods at a maximum process temperature of 140 °C. Two silver nanoparticle inks were used for the electrodes whose formulations were previously reported in the literature18,19. For the organic semiconducting layers, we employed a blend of DTBDT-C6 (1 wt%, Fig. 1b) and polystyrene (0, 0.1, 0.25, 0.5, and 1.0 wt%, Fig. 1c) in toluene. Figure 1d shows a photograph of a fabricated OTFT device. A printed fluoropolymer layer was used as a confining bank layer, whereby the semiconducting layer was printed in the area defined by the bank layer using dispenser equipment. These device fabrication processes used non-contact and plateless printing techniques such as ink-jet printing and dispenser printing for highly customizable patterning.

Printed small-molecule/polymer blend TFTs.
(a) Schematic illustration of the printed organic TFT devices. Chemical structure of (b) DTBDT-C6 and (c) Polystyrene (PS). (d) Photograph of a fabricated organic TFT device. (e) Transfer characteristics of the fabricated OTFTs. Plotted are drain-source current (IDS) for pure DTBDT-C6 devices (dashed blue lines) and 0.25 wt%-PS-blended DTBDT-C6 devices (solid red lines), as a function of gate-source voltage (VGS) and at a drain-source voltage (VDS) of −5 V. The average mobility in the saturation region were 0.22 cm2 V−1 s−1 with pure DTBDT-C6 and 1.00 cm2 V−1 s−1 with 0.25 wt%-PS-blended DTBDT-C6. (f) Dependency of the mobility (blue circles) and threshold voltage (VTH, red triangle) on PS concentration.
Figure 1e shows the transfer curves for ten devices with and without polystyrene (PS), respectively. The output curves were placed in Fig. S1, Supporting Information. The channel dimensions were W/L = 1070 μm/9 μm. For devices using pure DTBDT-C6 (dashed blue lines), the average mobility (μave) was 0.22 ± 0.06 cm2 V−1 s−1 (Maximum: 0.33 cm2 V−1 s−1, minimum: 0.14 cm2 V−1 s−1) at operating voltage of −5 V. However, for devices using DTBDT-C6/0.25 wt%-PS blend (solid red lines), an average mobility of 1.00 ± 0.20 cm2 V−1 s−1 (Maximum: 1.33 cm2 V−1 s−1, minimum: 0.68 cm2 V−1 s−1) was obtained, which is remarkably high compared to previously reported bottom-contact OTFTs using printed source/drain electrodes20,21. As a result of having employed a DTBDT-C6/0.25 wt%-PS blend, the statistical variation (σμ/μave) in the standard deviation of the mobility (σμ) was improved from 27% to 20% (Fig. S2, Supporting Information). The average threshold voltage (VTH) for devices processed with the DTBDT-C6/0.25 wt%-PS blend was 0.05 ± 0.04 V, as opposed to −0.55 ± 0.07 V for devices using pure DTBDT-C6. This standard deviation of the threshold voltage VTH (0.04 V) was quite low compared with previously reported OTFT devices that were printed15. Figure 2f shows field-effect mobility and VTH as a function of PS concentration. A maximum mobility of 1.0 cm2 V−1 s−1 was achieved for PS concentration of 0.25 wt%. As observed in polarized optical micrographs, the crystallinity of the semiconductor layer improved with increasing PS concentration up to 0.25 wt%. However, polymer concentration in excess of 0.25 wt% caused degradations in the crystallinity of the layers (Fig. S3, Supporting Information). The variations in VTH were reduced at PS concentration of more than 0.25 wt%. Therefore, the optimum PS concentration was found to 0.25 wt%, which corresponds the condition for maximum mobility in OTFT devices using a TIPS-Pentacene/PS blend reported by X. Li et al.11.

Contact resistance and channel resistance of the printed organic TFTs.
Channel- width-normalized total on-resistance (RONW) of (a) pure DTBDT-C6 devices and (b) 0.25 wt%-PS-blended DTBDT-C6 devices as a function of channel length and gate-source voltage (VGS). (c) Channel-width-normalized contact resistance (RCW, solid plots) and channel resistance (RchW, 9 μm channel length, open plots) for pure DTBDT-C6 (triangle plots) and 0.25 wt%-PS-blended DTBDT-C6 (circle plots).
Extraction of contact resistance and channel resistance
To better understand the improvements in OTFT device mobility using the DTBDT-C6/PS blend, we extracted the channel resistance (Rch) and contact resistance (RC) from the total on-resistance (RON) by using the transmission line method (TLM)22. RON of the OTFT device is defined as follows:

where μch is the channel mobility, Ci is the insulator capacitance per unit area, and VGS is the gate-source voltage. The channel-width-normalized RON were plotted as a function of channel length for the devices using pure DTBDT-C6 (Fig. 2a) and those using a DTBDT-C6/0.25 wt%-PS blend (Fig. 2b). According to Eq. 1, RchW and RCW can be obtained from slope and y intercept of the least-squares fitted line of RON. The extracted values RchW for L = 9 μm and RCW were plotted as a function of VGS in Fig. 2c. The RCW for the pure DTBDT-C6 devices was 238 kΩ cm at a VGS of −5 V and the RCW for the DTBDT-C6/PS blend devices was 20 kΩ cm at a VGS of −5 V, indicating that blending a small-molecule semiconductor and insulating polymer materials contributed to a reduction in RC. The RchW of 9 μm channel length at VGS of −5 V were also reduced from 58 to 40 kΩ cm by blending the small-molecule and polymer materials.
For discussing separately the contributions of reductions in Rc and Rch to the improvement in effective mobility, we estimated intrinsic channel mobility (μch) which excludes the effect of contact resistance23 by using the following Equation:

The estimated μch for pure DTBDT-C6 and PS-blend devices was 0.56 and 0.93 cm2 V−1 s−1, respectively, showing that the blend of PS also improves the channel mobility by factor 1.7. The effective mobility for pure DTBDT-C6 devices was 2.5 times lower than the channel mobility due to the high contact resistance RCW of 238 kΩ cm, whereas the effective mobility for PS-blend devices was quite close to the channel mobility due to relatively low RCW of 20 kΩ cm, indicating that the reduction in RCW was attributed to get the full performance of the μch.
Characterization of crystalline surface of semiconducting layer
By comparing the crystal films of OTFT devices with semiconductor layers using pure DTBDT-C6 and DTBDT-C6/PS blends, we considered the origin of reductions in channel resistance. There was no obvious difference in crystallinity of semiconducting layers such as domain size and the number of grain boundaries between pure DTBDT-C6 (Fig. 3a) and DTBDT-C6/PS blends (Fig. 3e). However, topological images evaluated using atomic force microscopy (AFM) show differences between these two semiconducting layers, whereby chasm was observed at the grain boundary in the pure DTBDT-C6 layer (Fig. 3b). A magnified AFM image and sectional profile of the chasm at the grain boundary (Fig. 3c) indicates a rough surface with root mean square (RMS) roughness of about 4.0 nm, which is similar to that of the parylene surface (Fig. S4, Supporting information). Therefore, there was no semiconducting layer found at the chasm region. On the other hand, these chasms were not observed and smooth connections of the domains were observed from the AFM image of DTBDT-C6/PS blends (Fig. 3f), which would be one of the factors of reduction in channel resistance. In magnified AFM images and sectional profiles of the pure DTBDT-C6 layer (Fig. 3d) and DTBDT-C6/PS blends domain (Fig. 3g), there was no distinct difference between two domains in which 1.8-nm-thick step and terrace surface were formed. The thickness corresponded to the intermolecular distance of DTBDT-C613. We note that the chasms may not be the only reason why contact resistance was reduced as a result of blending. In general, contact resistance is closely related to film morphology such as chasms, energy levels, and molecular packing at the semiconductor/electrode interface24. We still continue studying the mechanism of reduction in contact resistance.

Crystalline surface of printed DTBDT-C6 layer.
(a) Polarized optical micrograph of printed pure DTBDT-C6 crystal on parylene surface with source and drain (S/D) electrodes. (b) AFM image of a grain-boundary for a pure DTBDT-C6 channel layer. Magnified AFM image (left) and sectional profile (right) of (c) grain-boundary and (d) domains for a pure DTBDT-C6 channel layer. (e) Polarized optical micrograph of 0.25 wt%-PS-blended DTBDT-C6 crystal on parylene surface with S/D electrodes. (f) AFM image of grain-boundary of 0.25 wt%-PS-blended DTBDT-C6 channel. (g) Magnified AFM image (left) and sectional profile of a 0.25 wt%-PS-blended DTBDT-C6 domain.
Printed pseudo-CMOS inverter array with uniform electrical properties
To evaluate the applicability of our DTBDT-C6/PS blend OTFT devices to integrated circuits, we fabricated fifteen inverters on the same substrate (Fig. 4a) whose circuit diagrams are shown in Fig. 4b. The fabricated inverters were known as the pseudo-CMOS type logic, which consists of four OTFTs for one inverter circuit (Fig. 4c)25. Figure 4d shows the input voltage (VIN) vs. output voltage (VOUT) characteristics of fifteen inverters with an yield of 15/15 or 100%. The estimated total variation of trip voltage (VTrip) was 0.35 V at supply voltage (VDD) ranging from 1 to 5 V. This uniformity in performance was comparable with the organic inverter circuits fabricated with evaporated semiconductor layer and metal contacts26, implying sufficient applicability to integrated circuits. Furthermore, all fifteen of the inverters operated at a VDD of 1 V, which indicates that our inverter circuits were functional with low levels of power consumption. Figure 4e shows VTrip and inverter gain (dVOUT/dVIN) plotted as a function of VDD. The standard deviation of VTrip was 0.09 at each VDD. These results clearly suggest that the OTFT characteristics were quite uniform. As for applications, an amplifier for use in sensors27 could be fabricated owing to an average of inverter gain of greater than 100 at a VDD from 3 to 5 V. Accordingly, by employing small-molecule/polymer blends, we have successfully fabricated high-performance inverters with high yield, uniform VTrip, and low-voltage operation.

Printed pseudo-CMOS inverter array with uniform electrical performance.
(a) Photograph of a printed organic pseudo-CMOS inverter array. Circuit diagram of the fabricated (b) pseudo-CMOS inverter array and (c) pseudo-CMOS inverter. (d) Static input-output characteristics of fifteen inverters in a fabricated array. The supply voltages (VDD) were set from 1 to 5 V in 1 V steps and the tuning voltage was VSS = −VDD. (e) Plotted are the trip voltage (VTrip, blue solid circles) and small-signal gain (red solid triangles), as a function of VDD.
Conclusion
In summary, we have succeeded in printing short-channel OTFT devices with a high mobility, low-voltage operation and uniform electrical characteristics by employing a blend of DTBDT-C6 and polystyrene semiconductor materials. The small-molecule/polymer blend contributed to significant reductions in both the channel resistance (Rch) and contact resistance (RC) for printed OTFT devices with bottom-gate, bottom-contact geometries. Pseudo-CMOS inverters with excellent performance, uniformity and low-voltage operation were realized, indicating that the printed OTFT devices can be used in more complex integrated circuit applications requiring low manufacturing cost over large areas. These results will contribute to the establishment of the reliability in printed electronics.
Methods
OTFT Device Fabrication
Glass plates (0.7 mm thick) were used as base substrates. Cross-linked poly (4-vinyl-phenol) (PVP) material was used as a surface planarization layer. PVP (MW ≈ 25,000, Sigma-Aldrich), and poly (melamine-co-formaldehyde) (MN ≈ 432, 84 wt%, Sigma-Aldrich) was used as a cross-linking agent. These were mixed in propylene glycol monomethyl ether acetate. The surface of the cross-linked PVP layer was then treated for 1 min. in an oxygen plasma (plasma power of 100 W) to alter its wettability. Next, silver nanoparticle ink in an aqueous solvent (DIC Corp. Japan, JAGLT-01) was patterned as gate electrodes by using an inkjet printer (Fujifilm Dimatix, model DMP2831) with a print head having 10 pl nozzles. The silver nanoparticle ink was printed using a customized waveform and the droplets were deposited with a dot-to-dot spacing of 60 μm. During the inkjet patterning process, the substrate temperature was kept at 30 °C. After printing, the substrates were stored for 30 min. in an environmental test chamber (ESPEC, model SH-221), which was maintained at 30 °C and relative humidity of 95%RH, in order to help planarize the electrodes18. After the drying process, the substrates were heated at 140 °C for 30 min. to sinter the silver nanoparticles. A parylene (KISCO, diX-SR) gate dielectric layer (350 nm thick) was then formed by chemical vapor deposition. After forming the dielectric layer, the substrates were heated at 120 °C for 1 hr. in a Nitrogen atmosphere. Next, a silver nanoparticle ink in a tetradecane-based solvent (Harima Chemicals, NPS-JL) was patterned with an inkjet printer (TMP Corp. IJ-DESK) to form the source/drain (S/D) electrodes19. The droplets were deposited at 600 dots per inch, during which the substrate temperature was maintained at 70 °C. After the printing process, the substrates were heated at 120 °C for 1 hr. to sinter the silver nanoparticles. Next, a self-assembled monolayer (SAM) treatment for S/D electrodes was prepared by immersing the substrates in a 30 × 10−3 mol/L propanol solution of pentafluorobenzenethiol for 5 min. at room temperature. The substrates were then rinsed with pure propanol and dried with nitrogen. The SAM treatment changed the work function of the printed silver S/D electrodes from 4.7 to 5.4 eV, which reduces the energy barrier between the organic semiconducting layer and the S/D electrodes28. Fluoropolymer (DuPont, Teflon AF1600) bank layers (200 nm thick) were printed using dispenser equipment (MUSASHI Engineering, Image Master 350 PC) at a pattering speed of 20 mm s−1 and with a discharge pressure of 5 kPa. During the dispenser patterning process, the platen and nozzle temperatures were kept at 30 °C. After printing the bank layers, the substrates were stored in an air ambient for 10 min. to remove the solvent. The final step in the fabrication process was formation of the organic semiconducting layer, whereby a solution of DTBDT-C6 (1.0 wt%) and polystyrene (0, 0.1, 0.25, 0.5, 1.0 wt%, MW ≈ 280,000, Sigma-Aldrich) blends in toluene was printed onto the area defined by the bank layers by using dispenser equipment at a patterning speed of 20 mm s−1 and discharge pressure of 1 kPa. During the dispenser patterning process, the platen and nozzle temperatures were maintained at 30 °C, after which the substrates were stored in an air ambient for 10 min. to remove the solvent.
Additional Information
How to cite this article: Shiwaku, R. et al. Printed 2 V-operating organic inverter arrays employing a small-molecule/polymer blend. Sci. Rep. 6, 34723; doi: 10.1038/srep34723 (2016).
References
Fukuda, K. et al. Fully-printed high-performance organic thin-film transistors and circuitry on one-micron-thick polymer films. Nat. Commun. 5, 4147 (2014).
Schwartz, E. D. et al. Comparison of static and dynamic printed organic shift resisters. IEEE Electron Device Lett. 34, 271 (2013).
Sekitani, T. et al. Flexible organic transistors and circuits with extreme bending stability. Nat. Mater. 9, 1015 (2010).
Myny, K. et al. Organic RFID transponder chip with data rate compatible with electronic product coding. Org. Electron. 11, 1176 (2010).
Lee, S. et al. A strain-absorbing design for tissue-machine interfaces using a tunable adhesive gel. Nat. Commun. 5, 5898 (2014).
Minamiki, T. et al. Accurate and reproducible detection of proteins in water using an extended-gate type organic transistor biosensor. Appl. Phys. Lett. 104, 243703 (2014).
Minami, T. et al. An anion sensor based on an organic field effect transistor. Chem. Comm. 51, 9491 (2015).
Minemawari, H. et al. Inkjet printing of single-crystal films. Nature, 475, 364 (2011).
Kang, W. et al. High performance inkjet-printed C60 fullerene thin-film transistors: Toward a low-cost and reproducible solution process. Org. Electron. 14, 644 (2013).
Ohe, T. et al. Solution-processed organic thin-film transistors with vertical nanophase separation. Appl. Phys. Lett. 93, 053303 (2008).
Li, X. et al. Charge transport in high-performance ink-jet printed single-droplet organic transistors based on a silylethynyl substituted pentacene/insulating polymer blend. Org. Electron. 12, 1319 (2011).
Shin, N. et al. Vertically segregated structure and properties of small molecule-polymer blend semiconductors for organic thin-film transistors. Adv. Funct. Mater. 23, 366 (2013).
Gao, P. et al. Dithieno[2,3-d;2′,3′-d′]benzo[1,2-b;4,5-b′]dithiophene (DTBDT) as semiconductor for high-performance, solution-processed organic field-effect transistors. Adv. Mater. 21, 213 (2009).
Li, L. et al. High performance field-effect ammonia sensors based on a structured ultrathin organic semiconductor film. Adv. Mater. 25, 3419 (2013).
Fukuda, K. et al. Printed organic transistors with uniform electrical performance and their application to amplifiers. Adv. Electron. Mater. 1, 7 (2015).
Deegan, R. D. et al. Capillary flow as the cause of ring stains from dried liquid drops. Nature, 389, 827 (1997).
Kim, D. et al. Heterogeneous interfacial properties of ink-jet-printed silver nanoparticulate electrode and organic semiconductor. Adv. Mater. 20, 3084 (2008).
Fukuda, K. et al. Profile control of inkjet printed silver electrodes and their application to organic transistors. ACS Appl. Mater. Interfaces. 5, 3916, (2013).
Takeda, Y. et al. Integrated circuits using fully solution-processed organic TFT devices with printed silver electrodes. Org. Electron. 14, 3362 (2013).
Yoshimura, Y. et al. High-speed operation in printed organic inverter circuits with short channel length. Org. Electron. 15, 2696 (2014).
Fukuda, K. et al. Reverse-offset printing optimized for scalable organic thin-film transistors with submicrometer channel lengths. Adv. Electron. Mater. 1, 8 (2015).
Kano, M. et al. Control of device parameters by active layer thickness in organic field-effect transistors. Appl. Phys. Lett. 98, 073307 (2011).
Lefenfeld, M. et al. High-performance contacts in plastic transistors and logic gates that use printed electrodes of DNNSA-PANI doped with single-walled carbon nanotubes. Adv. Mater. 15, 1188 (2003).
Kim, -H. C. et al. Decoupling the effects of self-assembled monolayers on gold, silver, and copper organic transistor contacts. Adv. Mater. Interf. 2, 1400384 (2015).
Huang, -C. T. et al. Pseudo-CMOS: A design style for low-cost and robust flexible electronics. IEEE Trans. on Electron Devices. 58, 141 (2011).
Yokota, T. et al. Sheet-type organic active matrix amplifier system using VTH-tunable, pseudo-CMOS circuits with floating-gate structure. IEEE Trans. Electron Devices. 59(12), 3434 (2012).
Matsuhisa, N. et al. Printable elastic conductors with a high conductivity for electronic textile applications. Nat. Commun. 6, 7461 (2015).
Hong, -P. J. et al. Tuning of Ag work functions by self-assembled monolayers of aromatic thiols for an efficient hole injection for solution processed triisopropylsilylethynyl pentacene organic thin film transistors. Appl. Phys. Lett. 92 143311 (2008).
Acknowledgements
This study was partially supported by the Japan Science and Technology Agency (JST). We thank Mr. C. Shepherd and Mr. Shiba for his technical support and helpful discussion.
Author information
Authors and Affiliations
Contributions
R.S., T.F., K.F., D.K. and S.T. designed the research and experiments. R.S. and Y.T. carried out the experimental work and data analysis. R.S., K.F., H.M. and S.T. wrote the manuscript incorporating comments from all authors.
Ethics declarations
Competing interests
The authors declare no competing financial interests.
Electronic supplementary material
Rights and permissions
This work is licensed under a Creative Commons Attribution 4.0 International License. The images or other third party material in this article are included in the article’s Creative Commons license, unless indicated otherwise in the credit line; if the material is not included under the Creative Commons license, users will need to obtain permission from the license holder to reproduce the material. To view a copy of this license, visit http://creativecommons.org/licenses/by/4.0/
About this article

Cite this article
Shiwaku, R., Takeda, Y., Fukuda, T. et al. Printed 2 V-operating organic inverter arrays employing a small-molecule/polymer blend. Sci Rep 6, 34723 (2016). https://doi.org/10.1038/srep34723
Received:
Accepted:
Published:
DOI: https://doi.org/10.1038/srep34723
Comments
By submitting a comment you agree to abide by our Terms and Community Guidelines. If you find something abusive or that does not comply with our terms or guidelines please flag it as inappropriate.
