
Abstract
Focused ion beam milling allows manipulation of the shape and size of nanostructures to create geometries potentially useful for opto-electronics, thermoelectrics, and quantum computing. We focus on using the ion beam to control the thickness of Bi2Se3 and to create nanowires from larger structures. Changes in the material structure of Bi2Se3 nanomaterials that have been milled using a focused ion beam are presented. In order to characterize the effects of ion beam processing on the samples, we use a variety of techniques including analytical transmission electron microscopy and atomic force microscopy. The results show that while part of the material remains intact after shaping, amorphous regions form where the beam has been used to thin the sample. For wires created by thinning the material down to the substrate, the sidewalls of the wires appear intact based on diffraction images from samples cut at an angle, but thin crystalline regions remain at the wire edges. Even with the resulting defects and limitations when thinning, focused ion beam milling can be used to fabricate custom geometries of Bi2Se3 nanostructures.
Similar content being viewed by others


Introduction
In the field of nanoelectronics some of the most interesting device proposals require the control of nanostructure properties, especially the shape and size. In the case of nanodevices made from topological insulators, such as bismuth selenide (Bi2Se3), proposals exist for observing exotic phenomena that could have far-reaching applications, including fault-tolerant quantum computing using Majorana fermions1,2,3,4,5,6,7 and dramatic increases in thermoelectric efficiency8,9,10,11,12,13. These proposals require the ability to fabricate structures such as wires with well-controlled dimensions1,12, antidot lattices with specific spacings9,10, and carefully patterned defects11,14,15. Directly growing nanotstructures bottom-up into the necessary geometries and defect densities would be ideal, but controlled growth and scaling of such devices is complicated. An alternative is to use top-down methods, such as ion milling, to modify the Bi2Se3 16,17,18,19,20,21,22,23,24,25.
In this article, we focus on the use of gallium-based focused ion beam (FIB) milling, diagramed in Fig. 1. FIB milling utilizes Ga+ ions to sputter away a target material and can be used to both sculpt the material16,17,21,22 and introduce defects18,21. Recent transport studies have shown that FIB-created nanowires of Bi2Se3 exhibit increased photoconductivity at room temperature22 and retain signatures of their topological surface states at low temperature16,17. The low-temperature transport results indicate, however, that the nanowires are not entirely Bi2Se3 and that the crystal structure has been partially altered by the FIB16. While these results are encouraging for FIB milling as a method of top-down fabrication of Bi2Se3, they do not fully address the materials analysis and changes in the material structure. Therefore, in order to better understand the effects of FIB imaging and modification on Bi2Se3, we have fabricated nanostructures via thinning and cutting with the ion beam and analyzed the material changes. In our study, we combine transmission electron microscopy (TEM) methods–such as energy dispersive x-ray spectroscopy (EDS) and selected area diffraction (SAED)–with atomic force microscopy (AFM).

Diagram of FIB milling setup. (a) With Bi2Se3 flake aimed toward FIB beam for straight-on milling. (b) With Bi2Se3 flake angled away from FIB beam for angled milling.
Results
An AFM map of a FIB-milled Bi2Se3 flake on a SiO2 substrate is shown in Fig. 2(a). Multiple 4 μm2 regions of the flake were exposed to the ion beam, each for a different length of time. The shortest mill time was 4 seconds, and the longest was 28 seconds. All milled regions have a roughness of less than 1 nm, which indicates uniform milling across each area. In comparison, Argon plasma etching23 creates surfaces with roughness greater than 2 nm for any etch time over a few seconds. Figure 2(b), which shows the dose in units of seconds per unit area versus etch depth, was calculated from the map in Fig. 2(a). The mill-rate appears constant until a depth of 110 nm, which is indicated by a vertical blue dashed line. Below this depth, the FIB had milled beyond the Bi2Se3 and was milling the underlying substrate. The linearity of the mill depth vs. dose before this point suggests that there was minimal sample heating during the exposure times used.

Bi2Se3 flake thinned using focused ion beam at 10 pA setting. (a) AFM image of FIB thinned Bi2Se3 on silicon oxide substrate. Each square is approximately 4 μm2 in area. (b) Plot of depth as a function of FIB beam dose. Dashed blue line represents the approximate dose at which the beam has milled through the Bi2Se3 and begun milling the silicon oxide.
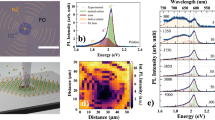
Figure 3 presents EDS and SAED analysis of a FIB-thinned sample on a silicon nitride TEM window. The silicon nitride windows are advantagous because they have a featureless SAED pattern and only contribute Si and N signals to the EDS measurement. A sample SAED pattern for a silicon nitride window is shown in Supplement Fig. S5.1. Figure 3(a) shows a counts per second image of an exfoliated and milled Bi2Se3 flake. Regions of the flake that were not milled are highlighted in green. The total ion doses used for each region are noted in Supplement Fig. S2.1 and range from 1015 cm−2 to 2 × 1016 cm−2. The effect of ion milling on the flake is evident in both the brightness of the stripes in the image and in the x-ray counts in the EDS line scan (path indicated by a red line across the sample in Fig. 3(a)), as shown in Fig. 3(b). The green regions in Fig. 3(b) again denote the unmilled regions. The first milled region, which recieved an ion dose of 1015 cm−2, shows minimal change in Se:Bi count ratio. Regions subjected to higher doses show a decrease in the Se:Bi ratio, which indicates preferential removal of Se. This is expected due to Se’s lower mass. The decrease in the ratio is most extreme in the small amount of leftover material at a horizontal distance 5.5 μm from the start of the line scan. At this position, the Bi signal dominates. EDS signatures from Ga were observed only in the areas below region 8, which has been milled down below a thickness of 10 nm. This suggests that the Ga ions largely pass through the Bi2Se3 and become embedded in the silicon nitride. SAED images from several bands across the flake are shown in Fig. 3(c–f). Figure 3(c) is from the top un-etched region, labeled 1 in Fig. 3(a), and shows a hexagonal diffraction pattern consistent with bulk Bi2Se3. The SAED images from regions 2 and 4, Fig. 3(d) and (e) respectively, show both the hexagonal pattern and a distinct ring with a diameter of 6.3 nm−1. The diffraction pattern from region 8 shows both the 6.3 nm−1 ring and some evidence of polycrystalline Bi2Se3. The polycrystalline structure is indicated by a ring of spots with a diameter of 9.1 nm−1, which corresponds to a lattice spacing of 0.22 nm. The 6.3 nm−1 diameter ring in the milled regions suggests that milling creates an amorphous surface. Given the decrease in the Se:Bi ratio, the surface is likely primarily Bi. The ring diameter equates to a lattice spacing of 0.32 nm, which means the surface could correspond to a bismuth oxide layer formed from air exposure after FIB milling26,27 or recrystalized bismuth28,29.

TEM image, EDS trace, and selected area diffraction spots from selected regions on a Bi2Se3 flake thinned using the focused ion beam at the 10 pA setting. SAED patterns from all regions are shown in Supplement Fig. S2.2. (a) Counts per second image of thinned Bi2Se3 flake. (b) Trace of EDS intensities of Bi (blue) and Se (red) across the sample as represented with a red arrow crossing the sample in (a). (c) Diffraction from bulk region, region 1 in (a). (d) Diffraction from region thinned for 1 second, region 2 in (a). (e) Diffraction from region thinned for 5 seconds, region 4 in (a). (f) Diffraction from region thinned for 10 seconds, region 8 in (a).
Results from sculpting and milling wires from a flake are presented in Fig. 4. Figure 4(a) shows a counts per second EDS image of a sample milled to make eight wires of varying widths, from 260 nm to 26 nm. Areas in which the beam etched entirely through the Bi2Se3 and into the silicon nitride appear as lighter gray regions in between the wires. The lighter color is indicative of Ga embedded in the substrate. Elemental maps of the Ga, Se, and Bi in the sample are presented in Supplement Fig. S3.1. Numbered 1–4 in the image are wires selected for further analysis. Figure 4(b) shows the diffraction pattern from the bulk Bi2Se3 region of the flake with the selected area inset. SAED from wires 1–4 are shown in Fig. 4(c–f) respectively, with the selected areas inset. As the wires decrease in width, the Bi2Se3 diffraction spots disappear. For wire 3 (width 120 nm) only one pair of blurred Bi2Se3 diffraction spots is visible, and for wire 4 (width 26 nm) none are visible. The disappearance of these diffraction spots combined with the emergence of spots with a spacing similar to the thinned regions from Fig. 2, suggests that as the wire width decreases, defected or recrystallized material makes up a larger proportion of the wire. The edge regions could be the result of recrystallization of incompletely sputtered materials or the formation of an oxide, diagrammed in Supplement Figure S1.1.

Bi2Se3 sample cut into wires with diffraction and EDS imaging. (a) Counts per second image of Bi2Se3 wire sample. (b) SAED pattern, and inset image, of unaltered Bi2Se3 region. (c) SAED of wire 1, width of 260 nm, with inset of selected region. (d) SAED of wire 2, width of 160 nm, with inset of selected region. (e) SAED of wire 3, width of 120 nm, with inset of selected region. (f) SAED of wire 4, width of 26 nm, with inset of selected region. (g) EDS map of wire sample, blue represents regions containing Bi and Se and red represents their absence.
The destruction of the Bi2Se3 as a function of wire width is further evidenced by the EDS elemental mapping shown in Fig. 4(g). In the map, blue areas represent regions containing Bi/Se/Si, and the red areas represent Si only. The Ga signal, while observable in an elemental map, is low enough that the EDS software does not distinguish it in the phase maps. As can be seen in the map, wire 4 is not distinguishable from the substrate. This indicates that although some material remains, as shown in the counts per second image, the wire may no longer be Bi2Se3. This supports what was observed in the diffraction pattern in Fig. 4(f), which shows no evidence of a Bi2Se3 crystal structure. These results are comparable to the transport results in Bhattacharyya et al.16. In that article, the authors observe Ahranov-Bohm oscillations in FIB-cut nanowires that show a period associated with wire cross-sections smaller than their physical cross-sections, indicating damage to the wires from the FIB milling. The authors suggested this was due to deformations/cracking or Ga+ ion implantation; our results suggest that the dominant factor is defect creation, which is supported by the minimal Ga signal in the EDS of the thinned sample and by the disappearance of the Bi2Se3 diffraction spots as a function of width in the wires. It should also be noted that we observe no evidence of large scale cracking from the ion milling, which would appear as splitting in the SAED pattern and as visible cracks in the TEM images of the wires.
In order to look more carefully at the material along the wire edges and the structure of wire 4, we collected high resolution TEM (HRTEM) images. These images and their fast Fourier transforms (FFT) are shown in Fig. 5. The HRTEM image of the edge of wire 2 is shown in Fig. 5(a) and its FFT is shown inset. We define the wire “edge” as the approximately 20 nm-wide region in from the physical edge of the wire (denoted in Fig. 5(a) with dashed lines). The difference between the edge region and bulk is represented in Fig. 5(b) and (c), which show FFTs from the interior (red) and edge region (blue) respectively. The FFT in Fig. 5(b) shows a hexagonal pattern with lattice spacing similar to bulk. The edge region, Fig. 5(c), shows a single pair of lattice spots with a lattice spacing of 0.3 nm. This indicates a different crystal structure than 110 Bi2Se3. A similar treatment of wire 4, whose width is on the order of the edge region observed in larger wires, is shown in Fig. 5(d) and (e), an HRTEM image and its FFT respectively. While a pair of Bi2Se3 diffraction spots is observed, they are not the dominant signal. Inspection of the HRTEM images reveals islands of bismuth selenide lattice in wire 4, but they are isolated from each other and make up only a small fraction of the material in the wire. Instead, lattice planes similar to those observed at the edges of other wires and milled regions dominate.

High resolution TEM and FFT images of wires. (a) HRTEM image of of wire 2 from Fig. 4(a), edge of the wire is denoted between dashed red lines. Inset is FFT of entire image. (b) FFT of region 1 (red box) from (a). (c) FFT of region 2 (blue box) from (a). (d) HRTEM image of edge of wire 4 from Fig. 4(a). (e) FFT of (d).
This further supports the results from Fig. 4(f) and (g). The FFT and HRTEM images of the wire edges indicate that while some crystal order exists, the edges are largely not Bi2Se3. This material could be a bismuth oxide26,27 or crystalline bismuth28,29, similar to that suggested by the thinning results. However, the material by the edge may not directly reflect the edge itself.
To study the effect of the ion beam on the edges it creates during milling, without the interference of excess material, a sample was milled at an angle. The angle cutting will sputter material away from the sample leaving a surface which has been minimally affected by the beam, as illustrated in the Supplement S1.1. The TEM and AFM results from this sample are shown in Fig. 6. The red circle on the TEM image in Fig. 6(a) highlights the primary analyzed region, though the sample was milled in multiple locations. In this region the beam was incident from right of the sample at an angle of 52° from the substrate normal. Figure 6(b) shows the diffraction from this region, with the selected area shown in the inset. The diffraction pattern from this area is hexagonal and has a lattice parameter of 0.21 nm. Unlike the thinned regions presented in Fig. 3, no amorphous rings appear, which indicates the angle-cut surface is minimally damaged and nominally indistinguishable from un-milled Bi2Se3. In an AFM slice of this region (Fig. 6(c)), we find that the dose from the beam (direction shown by the green arrow), was also able to mill into the silicon nitride window. The surface of the cut is smooth, and the angle of the cut relative to the substrate normal is 58°. The higher angle of the cut indicates that some material was removed in excess.

TEM and FFT images and analysis of Bi2Se3 flake cut at a 52° angle from the substrate normal. (a) TEM image of angle-cut flake. (b) SAED image of region circled in red in (a). Inset is the image of the actual area selected for taking diffraction. (c) Height versus position slice from FIB cut region circled in red in (a). Green arrow indicates the approximate direction of the beam relative to the sample. (d) HRTEM image from a region in the circled region in (a) at end of milled region, red-dashed line indicates where image and FFT no longer show any evidence of crystalline structure. (e) FFT of entire image in (d). (f) FFT of region 1 (red box) in (d). (f) FFT of region 2 (blue box) in (d). (f) FFT of region 3 (yellow box) in (d). (f) FFT of region 4 (green box) in (d).
To better investigate the thinnest regions of the cut where the highest proportion of defected material to Bi2Se3 is located we analyze the HRTEM of thinned region, shown in Fig. 6(d). The FFT of this entire region, Fig. 6(e), shows multiple lattice spots corresponding to multiple crystal phases, including Bi2Se3, unlike the diffraction, which shows only Bi2Se3 spots. The FFTs from specific regions in this sample, shown as boxes in Fig. 6(d), illustrate the transition from regions where the Bi2Se3 structure is dominant (thicker regions) to the end of the cut where the structure varies (at approximately the 800 nm position in Fig. 6(c)). The end of the cut is denoted by the red dashed line in Fig. 6(d) and is the point after which no spots or order is observed in the image or FFT. The top two thicker regions, Fig. 6(f) and (g), clearly show the Bi2Se3 lattice spots in the FFT with a spacing close the the bulk value and show the hexagonal pattern. The regions close to the end show very different patterns. Specifically, Fig. 6(h) shows two pair of nearly superimposed lattice spots with a lattice spacing similar to Bi2Se3, while Fig. 6(i) shows the previously observed lattice spacing of 0.3 nm. This shows that in the thinner regions near the physical edge, crystalline Bi2Se3 coexists with another crystalline phase or phases that are not observed in thicker regions. The results from all four regions show that even though the flake has been cut by the FIB beam, the face of the cut has not be greatly affected. Thus, the “edge” regions from the wires were most likely leftover material from the top down milling, and the sidewalls were not affected in an observable way using our methods.
Discussion
In conclusion, FIB milling of Bi2Se3 shows promise as method for sculpting this topological insulator to create application-specific geometries. While FIB-thinning the sample creates a uniform and smooth surface, it also damages the material and creates regions that are Se-deficient and partially amorphous. The edges created when cutting wires in the Bi2Se3 are smooth, and their diffraction patterns are indistinguishable from bulk regions as shown via HRTEM and cutting samples at an angle. The excess edge material from direct exposure is shown to be crystalline, but the exact nature of this material was not determinable in this study. The quality of the wires decreased below a width of approximately 150 nm. Smaller wires that maintain the Bi2Se3 crystal may be achievable, however, depending on the characteristics of the FIB tool. Overall, FIB milling of Bi2Se3 nanostructures has some limitations highlighted here, but is an overall promising and easy method for manufacturing nanostructures.
Methods
Nanostructure Transfer
Nanostructures were mechanically exfoliated from bulk Bi2Se3 obtained from Alfa Aesar (99.999% purity). For Bi2Se3 samples on SiO2, they were directly exfoliated onto the substrate. For samples on silicon nitride membranes, the Bi2Se3 was exfoliated onto PMMA, then positioned and transferred onto a 100 nm thick membrane substrate using a micromanipulator and microscope method outlined in Mlack et al.30. After positioning, acetone was used to remove the PMMA and complete the transfer of the Bi2Se3 to the membrane. In between all measurements, samples were stored in a vacuum desiccator to reduce the effects of oxidation.
FIB Milling
The samples were milled using a FEI Strata DB235 focused ion beam at 30 kV and 10 pA beam current setting.
TEM Measurement
The samples were analyzed using a JEOL 2010F TEM operating at 200 kV. Samples were measured in both cases where the chip is face up(sample hit by beam first) and face down(sample hit by beam through nitride window), as depicted in the Supplement S4.1. This is primarily important for obtaining HRTEM images(best face down) and EDS (best face up to maximize signal to detector). For SAED images, the nitride window has a minimal effect as it merely adds an amorphous background. SAED of nitride is shown in Supplement S5.1. The images, EDS, and diffraction in Figs. 2, 3, S2.2, S3.1, and S3.2 were taken in the face-up position and all others in the face-down position. The FFTs from the HRTEM images were processed using Gatan Digital Micrograph.
AFM Measurement
The AFM was a Brucker Icon atomic force microscope operated in tapping mode.
References
Ilan, R., Bardarson, J. H., Sim, H.-S. & Moore, J. E. Detecting perfect transmission in josephson junctions on the surface of three dimensional topological insulators. New Journal of Physics 16, 053007, https://doi.org/10.1088/1367-2630/16/5/053007 (2014).
Fu, L. & Kane, C. L. Superconducting proximity effect and majorana fermions at the surface of a topological insulator. Phys. Rev. Lett. 100, 096407–096411, https://doi.org/10.1103/PhysRevLett.100.096407 (2008).
Akhmerov, A. R., Nilsson, J. & Beenakker, C. W. J. Electrically detected interferometry of majorana fermions in a topological insulator. Phys. Rev. Lett. 102, 216404, https://doi.org/10.1103/PhysRevLett.102.216404 (2009).
Hsieh, T. H. & Fu, L. Majorana fermions and exotic surface andreev bound states in topological superconductors: Application to cu x bi2se. 3. Phys. Rev. Lett. 108, 107005, https://doi.org/10.1103/PhysRevLett.108.107005 (2012).
Beenakker, C. W. J. Search for majorana fermions in superconductors. In Langer, J. (ed.) Annual Review of Condensed Matter Physics, vol. 4, 113–136 (Annual Reviews, 2013).
Kitaev, A. Fault-tolerant quantum computation by anyons. Annals of Physics 303, 2–30, https://doi.org/10.1016/S0003-4916(02)00018-0 (2003).
Nayak, C., Simon, S. H., Stern, A., Freedman, M. & Das Sarma, S. Non-abelian anyons and topological quantum computation. Rev. Mod. Phys. 80, 1083–1159, https://doi.org/10.1103/RevModPhys.80.1083 (2008).
Sun, G. L. et al. Enhanced thermoelectric performance of nanostructured topological insulator bi2se3. Applied Physics Letters 106, https://doi.org/10.1063/1.4907252 (2015).
Tretiakov, O. A., Abanov, A. & Sinova, J. Thermoelectric efficiency of topological insulators in a magnetic field. Journal of Applied Physics 111, https://doi.org/10.1063/1.3672847 (2012).
Tretiakov, O. A., Abanov, A. & Sinova, J. Holey topological thermoelectrics. Applied Physics Letters 99, https://doi.org/10.1063/1.3637055 (2011).
Shi, H., Parker, D., Du, M.-H. & Singh, D. J. Connecting thermoelectric performance and topological-insulator behavior: Bi2te3 and bi2te2 se from first principles. Phys. Rev. Applied 3, 014004, https://doi.org/10.1103/PhysRevApplied.3.014004 (2015).
Shin, H. S. et al. The surface-to-volume ratio: a key parameter in the thermoelectric transport of topological insulator bi2se3 nanowires. Nanoscale 8, 13552–13557, https://doi.org/10.1039/C6NR01716A (2016).
Wu, K., Ramachandran, B., Kuo, Y., Sankar, R. & Chou, F. Influence of induced defects on transport properties of the bridgman-grown bi2se3-based single crystals. Journal of Alloys and Compounds 682, 225–231, https://doi.org/10.1016/j.jallcom.2016.04.306 (2016).
Sacksteder, V., Ohtsuki, T. & Kobayashi, K. Modification and control of topological insulator surface states using surface disorder. Phys. Rev. Applied 3, 064006, https://doi.org/10.1103/PhysRevApplied.3.064006 (2015).
Philip, T. M., Hirsbrunner, M. R., Park, M. J. & Gilbert, M. J. Performance of topological insulator interconnects. IEEE Electron Device Letters 38, 138–141, https://doi.org/10.1109/LED.2016.2629760 (2017).
Bhattacharyya, B. et al. Observation of quantum oscillations in fib fabricated nanowires of topological insulator (bi2se3). Journal of Physics Condensed Matter 29, https://doi.org/10.1088/1361-648X/aa5536 (2017).
Bhattacharyya, B., Sharma, A., Awana, V., Senguttuvan, T. & Husale, S. Fib synthesis of bi2se3 1d nanowires demonstrating the co-existence of shubnikov-de haas oscillations and linear magnetoresistance. Journal of Physics Condensed Matter 29, https://doi.org/10.1088/1361-648X/29/7/07LT01 (2017).
Sharma, P. A. et al. Ion beam modification of topological insulator bismuth selenide. Applied Physics Letters 105, https://doi.org/10.1063/1.4904936 (2014).
Zhou, W., Zhu, H., Valles, C. M. & Yarmoff, J. A. Preparation of clean surfaces and se vacancy formation in bi2se3 by ion bombardment and annealing. Surface Science 662, 67–73, https://doi.org/10.1016/j.susc.2017.04.004 (2017).
Tan, Y. et al. Tailoring nonlinear optical properties of bi2se3 through ion irradiation. Scientific Reports 6, https://doi.org/10.1038/srep21799 (2016).
Fukui, N. et al. in situ microfabrication and measurements of bi2se3 ultrathin films in a multichamber system with a focused ion beam, molecular beam epitaxy, and four-tip scanning tunneling microscope. e-Journal of Surface Science and Nanotechnology 12, 423–430, https://doi.org/10.1380/ejssnt.2014.423 (2014).
Sharma, A., Bhattacharyya, B., Shrivastava, A. K., Senguttuvan, T. D. & Husale, S. High performance broadband photodetector using fabricated nanowires of bismuth selenide. Scientific Reports 6, https://doi.org/10.1038/srep19138 (2016).
Childres, I., Tian, J., Miotkowski, I. & Chen, Y. Afm and raman studies of topological insulator materials subject to argon plasma etching. Philosophical Magazine 93, 681–689, https://doi.org/10.1080/14786435.2012.728009 (2013).
Saji, A., Ampili, S., Yang, S.-H., Ku, K. J. & Elizabeth, M. Effects of doping, electron irradiation, h+ and he+ implantation on the thermoelectric properties of bi2se3 single cr. ystals. Journal of Physics: Condensed Matter 17, 2873, https://doi.org/10.1088/0953-8984/17/19/005 (2005).
Jia, G., Wu, Z., Wang, P., Yao, J. & Chang, K. Morphological evolution of self-deposition bi2se3 nanosheets by oxygen plasma treatment. Scientific Reports 6, https://doi.org/10.1038/srep22191 (2016).
Wang, Y., Jiang, L., Tang, D., Liu, F. & Lai, Y. Characterization of porous bismuth oxide (bi2o3) nanoplates prepared by chemical bath deposition and post annealing. RSC Adv. 5, 65591–65594, https://doi.org/10.1039/C5RA09949H (2015).
In, J. et al. Polymorph-tuned synthesis of α and β bi2o3 nanowires and determination of their growth direction from polarized raman single nanowire microscopy. Chemistry - A European Journal 17, 1304–1309, https://doi.org/10.1002/chem.201001684 (2011).
Chen, J., Wu, L.-M. & Chen, L. Syntheses and characterizations of bismuth nanofilms and nanorhombuses by the structure-controlling solventless method. Inorganic Chemistry 46, 586–591, https://doi.org/10.1021/ic0615067 (2007).
Chang, X. et al. Insights into the growth of bismuth nanoparticles on 2d structured biocl photocatalysts: an in situ tem investigation. Dalton Trans. 44, 15888–15896, https://doi.org/10.1039/C5DT02217G (2015).
Mlack, J. T. et al. Transfer of monolayer tmd ws2 and raman study of substrate effects. Scientific Reports 7, https://doi.org/10.1038/srep43037 (2017).
Acknowledgements
This work was supported under by the National Science Foundation through the grant EFRI 2-DARE 1542707. Use of University of Pennsylvania Nano/Bio Interface Center instrumentation is acknowledged.
Author information
Authors and Affiliations
Contributions
J.T.M., S.F., and M.D. devised experiments. J.T.M. and S.F. prepared samples. J.T.M. performed FIB milling. S.F. performed AFM and TEM measurement. J.T.M. analyzed AFM and TEM data and prepared all figures and results discussion. All authors contributed to the manuscript preparation.
Corresponding author
Ethics declarations
Competing Interests
The authors declare that they have no competing interests.
Additional information
Publisher's note: Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Electronic supplementary material
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license, and indicate if changes were made. The images or other third party material in this article are included in the article’s Creative Commons license, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons license and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this license, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Friedensen, S., Mlack, J.T. & Drndić, M. Materials analysis and focused ion beam nanofabrication of topological insulator Bi2Se3 . Sci Rep 7, 13466 (2017). https://doi.org/10.1038/s41598-017-13863-6
Received:
Accepted:
Published:
DOI: https://doi.org/10.1038/s41598-017-13863-6
This article is cited by
-
Top-down patterning of topological surface and edge states using a focused ion beam
Nature Communications (2023)
-
Ab initio prediction of semiconductivity in a novel two-dimensional Sb2X3 (X= S, Se, Te) monolayers with orthorhombic structure
Scientific Reports (2021)
-
Metallic edge states in zig-zag vertically-oriented MoS2 nanowalls
Scientific Reports (2019)
-
Spin-dependent scattering induced negative magnetoresistance in topological insulator Bi2Te3 nanowires
Scientific Reports (2019)
Comments
By submitting a comment you agree to abide by our Terms and Community Guidelines. If you find something abusive or that does not comply with our terms or guidelines please flag it as inappropriate.
