
Abstract
A carbon-fiber (Cf) doped TiB2–SiC composite was prepared and investigated to determine its densification behavior, micro/nanostructural properties, and mechanical characteristics. TiB2–25 vol% SiC–2 wt% Cf was prepared at 40 MPa and 1800 °C for 7 min using the pulsed electric-current sintering technique, and a relative density of 98.5% was realized. The as-sintered composite was characterized using advanced techniques, e.g., X-ray diffractometry, energy-dispersive X-ray spectroscopy, X-ray photoelectron spectroscopy, field-emission scanning electron microscopy, high-resolution transmission electron microscopy, field-emission electron probe micro-analysis, and nanoindentation. The Cf additive could remove the surface oxide layers from the TiB2 and SiC domains, thus transforming them into TiB2 and SiC. According to micro/nanostructural studies, Cf could not retain its initial structure and was eventually converted into graphite nanosheets. In addition, the prepared composite was examined using the nanoindentation technique, and the following results were obtained for the calculated hardness, elastic modulus, and stiffness values: TiB2 > SiC > TiB2/SiC interface.
Similar content being viewed by others

Introduction
Titanium diboride (TiB2), a widely applicable ultra-high-temperature ceramic, possesses outstanding properties, including a superior melting point, high electrical conductivity, high thermal conductivity, and excellent hardness1,2,3,4,5. This ceramic's unique properties make it appropriate for a variety of advanced applications, including turbine blades, cutting tools, engine valves, electrodes for electro-discharge machining, and cathodes for aluminum electrolysis6,7,8,9. However, its strong covalent bonding and low self-diffusion coefficient hamper its sinterability, particularly in the monolithic form10,11,12,13. Consequently, obtaining porosity-free TiB2 compounds requires high-temperature sintering procedures, which generally result in microcracks and undesirable grain growth. Furthermore, the presence of TiO2 and B2O3 layers on the surface of TiB2 is unfavorable for the consolidation of the contemplated ceramic14,15,16,17. To circumvent these limitations, several practical strategies have been introduced in the literature18. For example, replacing the conventional powder metallurgy process with advanced techniques such as pulsed electric-current sintering, also known as spark plasma sintering (SPS), could be a plausible solution for manufacturing desirable ceramics19,20,21,22. The SPS technique has the advantage of external pressure compared to the sintering method, which noticeably decreases both the required dwelling time and sintering temperature23,24,25,26. Accordingly, the ceramics produced via the former method offer a finer microstructure, lower residual porosity, and superior mechanical features compared to their counterparts sintered using conventional methods27,28,29. In addition, introducing booster second phases comprising SiC, TiC, and B4C, as reinforcement or sintering aids has been reported to be beneficial for the sinterability and quality enhancement of TiB2-based composites30,31,32,33. The incorporation of a suitable second phase may result in the in-situ formation of nanosized phases, which significantly affects the final mechanical properties, especially the fracture toughness and strength34,35,36,37.
Among the examined ingredients used as additives for the preparation of TiB2-based ceramics, SiC has consistently shown reliable improvement owing to its ability to supplement high-temperature oxidation resistance, grain refining, fracture toughness, and flexural strength38. Yan et al.39 prepared TiB2–SiC composites comprising varying amounts of SiC of different morphologies (whiskers and particles). The composites were produced via hot-press sintering at 25 MPa and 1950 °C for 120 min. According to the acquired results, the composite having a higher SiC content presented higher values of relative densities compared to the other composites. However, considering the composites introduced by SiC whiskers, all the ceramics reached their expected completely dense state. Moreover, X-ray diffraction analysis (XRD) and field emission scanning electron microscopy (FESEM) results confirmed the in-situ generation of TiC and graphite during the sintering process, owing to which, chemical interactions occurred among the SiC phases and the oxide impurities existing in the system. Lin et al.40 studied the effect of the addition of carbon nanotube (CNTs) on the microstructure and mechanical properties of SPSed TiB2–SiC ceramics. No in-situ phase could be detected in the XRD patterns of the samples sintered at 1600–1800 °C, which indicates the low reactivity of the system under the applied conditions. In addition, a sintering temperature of 1750 °C and CNTs content of 15 vol% were found to be the optimum parameters for reaching the highest fracture toughness and flexural strength values of ~ 10.4 MPa.m1/2 and 925 MPa, respectively. In another interesting study, Vajdi et al.41 prepared a TiB2–SiC composite comprising 2 wt% graphene nanoplatelets (GNPs). The sintering process was achieved at 40 MPa and 1800 °C for 7 min using the SPS technique, which resulted in a ceramic with a relative density of 96% and two in-situ ingredients of B4C and TiC. The in-situ compounds were mainly formed owing to the reduction of TiB2 surface impurities owing to the added GNPs. Fei et al.42 investigated the role of short carbon fiber (Csf) reinforcement on the densification and mechanical properties of TiB2/C composite. The Csf additive not only enhanced the densification behavior of TiB2, but also increased the mechanical features and particularly the fracture toughness of the prepared composite, reaching the peak value of 3.61 MPa m1/2 when 4 wt% Csf was incorporated into the composite. The properties enhancement was achieved due to the activation of various toughening mechanisms in the presence of Csf.
This research introduces the preparation of a TiB2-25 vol% SiC composite containing 2 wt% carbon fibers (Cf) utilizing the constructive role of SiC and carbon fiber additives on the sinterablity and mechanical properties of the prepared composite. The overall preparation procedure of the composite is demonstrated in Fig. 1. We have also carefully evaluated the possibility of the formation of in-situ phases, including TiC and B4C, using complementary characterization techniques, e.g., X-ray photoelectron spectroscopy (XPS) and high-resolution transmission electron microscopy (HRTEM). In addition, the results presented in this work can be compared to those in some similar studies5,43,44,45,46,47.

Preparation procedure of Cf-incorporated TiB2–SiC composite.
Material and methods
Preparation method
Commercially available hexagonal raw materials of TiB2, SiC, and Cf were used in this study. Table 1 summarizes the information on these materials. To obtain the desired composites (TiB2–25 vol% SiC–2 wt% Cf), 13, 3.08, and 0.33 g of the powders were carefully weighed using a digital balance. The Cf powder was dispersed in ethanol for 30 min in an ultrasonic bath. The same process was performed to mix the TiB2 and SiC. The obtained TiB2–25 vol% SiC slurry was ball-milled for 90 min at 120 rpm using zirconia cup/balls as milling tools. Then, the ethanol-dispersed Cf slurry was added to the ball-milled TiB2–SiC mixture and ultrasonicated for 60 min. Subsequently, the resulting mixture was heated using a hotplate stirrer for 4 h to evaporate the ethanol medium. Complete dehumidification was achieved at 120 °C for 20 h in a universal oven. The dried admixture was loaded into a graphite mold (25-mm thickness and 15-mm diameter) and sintered at 40 MPa and 1800 °C for 7 min using an SPS apparatus. After the sintering process, the specimen was gradually cooled inside the SPS instrument before being polished out from the graphite die (the final thickness of the as-sintered composite was 3.4 mm).
Characterizations
The Archimedes principle and rule of the mixture were used to determine the bulk density and theoretical density of the SPS-treated composite, respectively. A phase study was conducted using an XRD diffractometer (D8 Advance, Bruker). Micrographs were obtained using an FESEM (SUPRA 55VP, Zeiss, Germany) equipped with an energy-dispersive X-ray spectroscopy (EDS) detector. Complementary microstructural studies were performed using HRTEM (JEOL, JEM-2100F). The sample preparation for the HRTEM studies was realized using a focused ion beam (FIB, Helios G4 Thermo Fisher Scientific). Elemental distribution analysis was performed using a field-emission electron probe micro-analyzer (FEEPMA, JXA-8530F JEOL). XPS analysis was carried out using an Al Kα source (VG Scientifics, Sigma probe). For peak separation, the Fityk software (Ver. 1.3.1, Marcin Wojdyr) was used48. Computer programs, namely HSC (Ver. 6, Outokumpu Research Oy) and Gatan microscopy suite (Ver. 2.1114040, Gatan Inc.), were used to assess the chemical reactions and analyze the HRTEM images, respectively. To measure the mechanical characteristics of the composite, the nanoindentation method (Agilent G200, USA) was used with a Berkovich indenter comprising a three-sided pyramid tip. A load–displacement curve was plotted for each indentation (six indentations on average for each phase), and the relevant mechanical characteristics were extracted. The maximum load applied, holding time, and loading rate were 400 mN, 5 s, and 40 mN/S, respectively. The corresponding hardness value at any point was determined using the Oliver–Pharr technique (Eq. (1)).
In Eq. (1), H, Pmax, and Ac are the hardness, maximum load, and projected indentation area, respectively. Furthermore, hc is the contact depth, which can be calculated using Eq. (3). The value of ɛ is 0.75 for the present indenter, ht is the indenter displacement at maximal load, and S represents the stiffness. In addition, the elastic modulus can be obtained using Eqs. (4) and (5).
where ʋi and ʋs are the Poisson’s coefficient of the indenter and sample, respectively. Em, Ei, and Es, respectively, represent the modified elastic modulus and the elastic modulus of the indenter and specimen. Finally, δ is a constant (1.034) that depends on the indenter geometry.
Results and discussion
FESEM micrographs of the TiB2 and SiC precursors and their corresponding XRD patterns can be found in our previously published study30. Their morphologies show that both powders comprise irregular particles with sharp edges. Moreover, they are non-uniform and have a wide range of particle sizes. In the XRD patterns, only peaks associated with hexagonal TiB2 and SiC can be observed, indicating the low content of possible impurities in the precursors. These results are in agreement with the information provided by the supplier, as summarized in Table 1. Although no oxide impurities were detected in the precursors, it is well known that the surfaces of TiB2 and SiC particles are naturally covered in some impurities. TiO2 and B2O3 are considered the main species available on the TiB2 powders49. However, in the case of SiC, the main surface impurity is SiO2. Among the aforementioned oxides, B2O3 plays a governing role in the densification behavior of TiB2 ceramics. B2O3 is an amorphous phase that melts at ~ 510 °C and evaporates at ~ 1860 °C. Considering that the SPS process is performed under vacuum conditions, the evaporation of this oxide occurs at approximately 1350 °C50,51. Indeed, while all the B2O3 cannot be volatilized at this temperature, a small portion may remain in the system. Based on the experimental results, a thin layer of B2O3 could tolerate high temperatures up to 1950 °C51. However, the local temperature may dramatically increase on the surface of the particles because of the sparking phenomenon52. As a result, it is highly possible that the evaporation and condensation of B2O3 occurred immediately after the initiation of the SPS process. Thus, both liquid and gaseous forms of B2O3 were available throughout the sintering process. Furthermore, B2O3 can generate low-melting-point eutectic phases with both TiO2 and SiO2, resulting in the formation of more liquid phases in the system53,54,55. Owing to the presence of the carbonaceous phase, i.e., Cf, this molten phase can be reduced to non-oxide ingredients, as specified below.
After sintering, the relative density of the ceramic was calculated as described in the experimental section. According to the estimation, incorporating 2 wt% Cf into TiB2–25 vol% SiC resulted in a composite with a relative density of 98.5%. On comparing this value with that of the Cf-free sample sintered under similar conditions45, it can be inferred that the introduction of Cf could play an important role as a sintering aid for TiB2–SiC preparation. Torizuka et al.56 reported a relative density of 99% for TiB2–2.5 wt% SiC SPSed at 1600 °C. Furthermore, Vajdi et al.41 added 2 wt% graphene nanoplatelets to TiB2–25 vol% SiC, realizing a relative density of 96% using the SPS technique at 1800 °C. To understand how the addition of 2 wt% Cf could enhance the consolidation behavior, the TiB2–SiC system should be carefully studied, particularly in terms of densification mechanisms and reactivity.
To clarify what happens during the sintering process, the SPSed composite was initially studied using an XRD analysis. The acquired XRD pattern (Fig. 2) was subsequently assessed with respect to the most probable crystalline phases, which resulted in the identification of the following compounds: TiB2 (crystalline hexagonal structure, reference code 01–075–0967, space group P6/mmm), SiC (hexagonal crystalline structure, reference code 01–073–1663, space group P63mc), and graphite-2H (hexagonal crystalline structure, reference code 00–041–1487, space group P63/mmc). The fact that no new phase could be identified in this composite implies the non-reactivity of the system. However, the possibility of the progress of some minor reactions still exists, especially with the participation of oxide impurities. It is worth mentioning that a eutectic phase can be formed in the TiB2–SiC system with 52 wt% SiC at 2190 °C. However, no liquid phase was expected from this source under the current sintering conditions50. In contrast, both TiO2–B2O3 and SiO2–B2O3 can form low-melting eutectic phases, which facilitate mass transfer during the sintering process. The most likely chemical interactions among the existing ingredients in the TiB2–SiC–Cf system are presented in Eqs. (6)–(8). Based on Eqs. (6) and (7), the TiO2 and B2O3 compounds can be reduced by Cf and SiC, which results in the in-situ formation of TiB2 and some gaseous phases57. These reactions were also assessed using the HSC chemical package in their feasibility studies under applied SPS conditions. As a result, ΔG° at 1800 °C was calculated to be − 331 and − 278 kJ for these equations, respectively, thus confirming their favorability at the ultimate sintering temperature under standard conditions. Although both Cf and SiC can eliminate the oxide phases, Cf is a stronger reductant than SiC. The Cf addition can also act as a strong reducing agent for SiO2 impurities. As shown in Eq. (8), SiO2 is reduced by Cf, forming in-situ SiC and a gaseous phase. Moreover, this reaction was studied using the HSC program and confirmed as a possible scenario in the sintering system (ΔG° at 1800 °C ~–90 kJ). The formation of such in-situ phases is highly important for ceramic-based composites. This phenomenon promotes solid diffusion and forms fresh fine particles with high activity, resulting in high relative densities and a strong binding of the matrix58.

XRD pattern of Cf-incorporated TiB2–SiC composite.
Although no new phase could be observed in the XRD pattern, the in-situ generation of TiC and B4C has been reported in similar studies41,58. Equations (9)–(10) present plausible reactions in which such phases can be generated45,58. A negative ΔG° at 1800 °C indicates the feasibility of both reactions under the present sintering conditions. Accordingly, the probable presence of these ingredients in the final microstructure should be further studied. Therefore, the SPSed sample was investigated using XPS, and the results are presented in Fig. 3. Interestingly, no peaks related to the Ti–C and B–C bonding energies could be identified in the relevant spectra. As a result, it can be concluded that the formation of TiC and B4C compounds was hindered by other favorable reactions; these in-situ phases were consumed after being generated. Wu et al.58 suggested Eq. (11) as a representation of this process, wherein TiC and B4C react together to realize the in-situ formation of TiB2 and graphite.

XPS analysis of Cf-incorporated TiB2–SiC composite (a) survey, (b) Si 2p, (c) B 1s, (d) C 1s, and (e) Ti 2p.
The microstructures of the samples were examined for both the fracture and polished surfaces. Figure 4 presents the backscattered FESEM image of the polished surface of the TiB2–SiC composite comprising added Cf and the corresponding FEEPMA map images. The uniform distribution of both the SiC reinforcement and carbonaceous phase in the TiB2 matrix is apparent. Moreover, according to the fractographs presented in Fig. 5, it can be observed that the final microstructure contains a low content of residual porosity. Thus, the densification progressed during the SPS process, which agrees with the value of relative density reported earlier. As previously discussed, the role of liquid-phase sintering is limited in this sintering system because of the low oxide impurity content. However, removing them by the advancement of some chemical interactions can significantly improve the sintering behavior of TiB2. Furthermore, it should be taken into consideration that the vaporization and condensation of B2O3 play a noticeable role in controlling the grain growth59. The residual liquid phase in the final composite fills some of the remaining pores because of the capillary force, thereby improving the relative density of the obtained composite51. The phenomena associated with oxide impurities and liquid-phase sintering are schematically illustrated in Fig. 6. Zhang et al.60 divided the SPS process of TiB2-based materials into three steps: (I) particle activation, (II) particle contact and connection, and (III) fast consolidation. Owing to the low self-diffusion coefficient of TiB2, no apparent changes were observed in the particles at low temperatures. Nevertheless, on reaching the sintering temperature of 1400 °C, neck formation occurs owing to the interruption of the surface oxide. Thus, the majority of TiB2 particles were activated in this phase. When the sintering temperature increased, densification accelerated owing to the cumulative effects of vaporization and condensation. The sintering temperature (1800 °C) is an important point at which rapid densification occurs. In comparison, TiB2 can reach a relative density of ~ 98% at 1800 °C, whereas this value is ~ 78% at a sintering temperature of 1500 °C.

FESEM image of the fracture surface of Cf-incorporated TiB2–SiC composite, and the relevant FEEPMA elemental mapping of Ti, B, Si, C, and O elements.

(a and b) FESEM images of Cf-incorporated TiB2–SiC composite in different magnifications.

Schematic of steps for the sintering of Cf-incorporated TiB2–SiC composite, which results in the final microstructure.
Considering the morphology of the carbonaceous phase in the final microstructure (Fig. 5), Cf could not retain its initial morphology during the sintering process. In the case of Cf, some graphite nanosheets nucleated and grew in the microstructure, particularly at the grain boundaries and triple junctions. In terms of the fracture mode, both intergranular and intragranular fracture types can be observed in the fractographs (Fig. 5). When a crack propagates through grain boundaries instead of grain domains, it deteriorates the fracture toughness because of the high energy consumption58. The difference between the thermal expansion coefficients of TiB2 (8.1 × 10−6 K-1) and SiC (4.7 × 10−6 K-1) is mainly responsible for this type of fracture51. However, when a crack reaches a large TiB2 particle, there is a strong possibility of it passing through, thus forming a smooth fracture surface. Furthermore, it can be observed in some areas that the fracture surface has a step-shaped morphology. According to the fracture mechanics of ceramic materials, the force that drives the spread of cracks diminishes if the fracture consumes the energy of the crack stress field, thus resulting in an improved toughness51.
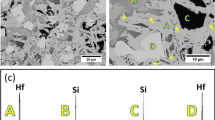
Figure 7 presents a scanning transmission electron microscope (STEM) micrograph of the prepared FIB sample of the TiB2–SiC composite comprising Cf along with the corresponding EDS map images. It can be inferred that the bright-color, grey-color, and dark-color phases are associated with the TiB2, SiC, and graphite compounds, respectively. Except for the oxygen-rich phase shown in the STEM image, no other ingredient can be observed in the EDS mapping. This observation is also in agreement with the previous XRD, XPS, and FEEPMA results. In the following, the FIB sample is discussed in greater detail, particularly with respect to the interfacial areas, using the TEM and HRTEM techniques.

STEM image of the FIB specimen of the Cf-incorporated TiB2–SiC composite, along with the relevant EDS maps of Ti, B, Si, C, and O elements.
Figure 8a demonstrates that the densification progressed appropriately, and some porosity-free interfaces were formed at both the SiC/TiB2 and SiC/SiC interfaces. Moreover, a triple pocket can be observed among the three SiC particles, which may be filled with a residual liquid phase. Monteverde et al.61 introduced the convention phenomenon as the driving force for drawing the liquid phase out of the grain boundaries and driving it to triple pockets and the residual porosity. This happens owing to the formation of a gradient in the surface tension of various molten phase zones of different compositions. As shown in Fig. 8a, a planar defect can be observed in the SiC phase, which is possibly generated owing to a mismatch between the coefficients of thermal expansion of this phase and the TiB2 matrix. The availability of an intragranular TiB2 phase in SiC (Fig. 8b) verifies the in-situ formation of ultrafine TiB2 and SiC grain coarsening. TiB2 particles were formed in-situ as a result of TiO2 reduction; however, they were entrapped between two adjacent SiC particles, which coalesced and formed a larger grain. This phenomenon is graphically illustrated in Fig. 6. Considering the TiB2/SiC interface (Fig. 8c), the boundary line is smooth on the SiC side, while some non-uniformity can be observed on the TiB2 side (indicated by three white arrows). Such a boundary was formed because of the vacancy concentration. Vacancies are typically formed by atomic diffusion. However, in the SPSed specimens, empty atomic positions can be formed because of the evaporation of the surface atoms between two adjacent particles in the initial step of the SPS during plasma formation at high temperatures62.

TEM images of the Cf-incorporated TiB2–SiC composite showing (a) TiB2 and SiC phases, (b) an intergranular TiB2 particle, and (c) the interface of TiB2/SiC.
The interfacial areas of TiB2 and oxygen-rich compounds are presented in Fig. 9. The TiB2 phase represents the (0 0 2) crystalline plane with a d-spacing of ~ 1.5 Å. The boundary non-uniformity line on the TiB2 side can be observed in the HRTEM image, which implies atomic diffusion. In contrast, the interfacial area in the oxide phase appears to comprise a crystalline structure. The pertaining fast Fourier transform (FFT) and inverse FFT (IFFT) from this oxide phase (red square) are presented in Fig. 9b, c. In the IFFT image in Fig. 9c, several dislocations and disordered atomic planes can be observed. Apart from the crystalline defects, the d-spacing of this phase was calculated to be ~ 5.1 Å, which does not match any of the available components in the system. This phase is perhaps associated with ZrO2 originated during the ball milling process of the precursors.

(a and b) HRTEM images of Cf-incorporated TiB2–SiC composite showing a TiB2/residual oxide interface, and (c) the corresponding IFFT analysis.
The morphology of the graphite in the SPSed sample is presented in Fig. 10. As noted previously, Cf could not maintain its initial morphology and was converted into graphite nanosheets. Figure 10b shows the interface between the (1 0 1) plane of SiC (d-spacing of 2.4 Å) and the (0 0 2) plane of graphite (d-spacing of 3.4 Å). The absence of an apparent boundary between these two phases can be attributed to the role of carbon in reducing SiO2 and the formation of ultra-fine SiC particles. When this effect is combined with liquid-phase sintering, it can form very strong interfaces. Graphite nanosheets were also studied using FFT and IFFT techniques (Fig. 10b), which revealed the presence of dislocations, atomic plane distortions, and atomic plane disorders in their crystalline structures. Moreover, the graphite phase experienced a shear strain, which deformed it, as shown in the HRTEM image (Fig. 10c). Similar to the previous cases, it appears that a mismatch between the coefficients of thermal expansion of graphite and other ingredients (SiC in this case) is responsible for such deformation during the cooling stage.

(a) TEM image of Cf-incorporated TiB2–SiC composite showing TiB2, SiC, and graphite compounds. (b) HRTEM of the SiC/graphite interface. (c) HRTEM of the deformed graphite nanosheets.
The hardness values of TiB2 and SiC and their interfacial areas were measured via nanoindentation tests. The results are presented in Fig. S1 and Table 2. Some FESEM images of indentation areas are shown in Fig. S2. It should be mentioned that the numbers presented in Table 2 are the mean values of six indentation tests. All the load–displacement curves illustrated in Fig. S1 fall under three zones: “ascending”, “linear”, and “descending”. The calculation of the hardness using the Oliver–Farr method results in data propagation owing to the surface roughness50,51. When the routine technique is used to measure the penetration depth, the hardness changes significantly in areas near the surface. For instance, the slippage of the indenter’s tip may occur at protrusions at low loads. As a result, the obtained value for the indentation depth and consequently the projected area would be greater than those on flat surfaces or surfaces comprising depressions, which results in lower hardness values. In summary, even slight wrinkles may result in different hardness values related to a single phase. As presented in Table 2, the sequence of the phases in terms of elastic modulus, hardness, and stiffness values is as follows; hardness: TiB2 > SiC > TiB2/SiC interface; elastic modulus: TiB2 > SiC > TiB2/SiC interface; and stiffness: TiB2 > SiC > TiB2/SiC interface.
As an intrinsic characteristic of a substance, its elastic modulus depends on its crystalline structure and atomic bonding forces. For a multi-phase composite, the overall elastic modulus can be appraised using the elastic modulus and volume fraction of each phase. The stiffness values follow a similar trend to those of the elastic modulus. The lowest mechanical values obtained for the TiB2/SiC interfacial areas can be attributed to the nature of such interfaces.
The plastic and elastic energies stored on the surface of the phases after the application of the indentation can be determined using the load–displacement curve. The total mechanical work (Ut) is equal to the area under the loading curve, whereas the elastic energy (Ue) can be measured by calculating the area under the unloading curve. With both these values, the plastic energy (Up) can be obtained from Eq. (12)63,64.
For each phase, the plasticity index (Up/Ut) and elastic recovery (Ue/Ut), which are the two main factors controlling the mechanical behavior of a material, were calculated, as presented in Table 3 and Fig. S3. The plasticity index represents the intrinsic behavior of a compound under plastic deformation, whereas the elastic recovery indicates the resistance of a phase against impact loading65. As shown in Fig. S3, the most significant elastic recovery was obtained for the TiB2/SiC interface, whereas the highest plasticity index was obtained for the SiC reinforcement.
Conclusions
The microstructure, densification behavior, and mechanical characteristics of the Cf-incorporated TiB2–SiC composite were investigated in this study. The ceramic composite was sintered at 40 MPa and 1800 °C for 7 min. It attained a relative density of 98.5%. The added carbonaceous phase could participate in the removal of surface oxides, thus transforming them into ultra-fine TiB2 and SiC particles. Furthermore, no Cf residue was found in the SPSed sample, as it transformed into graphite nanosheets. According to the micrographs, the prepared composite was fractured in a mixed mode, i.e., both intra- and intergranular. Moreover, owing to the role of the liquid-phase sintering and oxide removal, majority of the interfaces were found to be free of undesirable phases and residual porosity. Finally, the TiB2, SiC, and TiB2/SiC interfaces were studied using the nanoindentation technique to obtain the following sequence in terms of the calculated hardness, elastic modulus, and stiffness values: TiB2 > SiC > TiB2/SiC interface.
Data availability
All data generated or analyzed during this study are included in this published article.
References
Tatarko, P. et al. Highly textured and strongly anisotropic TiB2 ceramics prepared using magnetic field alignment (9T). J. Eur. Ceram. Soc. 40, 1111–1118. https://doi.org/10.1016/j.jeurceramsoc.2019.11.006 (2020).
Hu, M. et al. Rapid sintering of TiB2 ceramics using Co as sintering aid under high pressure condition. Mater. Sci. https://doi.org/10.2478/msp-2020-0050 (2020).
Tan, D.-W. et al. Wear behavior and mechanism of TiB2-based ceramic inserts in high-speed cutting of Ti6Al4V alloy. Ceram. Int. 46, 8135–8144. https://doi.org/10.1016/j.ceramint.2019.12.041 (2020).
Cai, X. Q., Wang, D. P., Wang, Y. & Yang, Z. W. Microstructural evolution and mechanical properties of TiB2–TiC–SiC ceramics joint brazed using Ti–Ni composite foils. J. Eur. Ceram. Soc. 40, 3380–3390. https://doi.org/10.1016/j.jeurceramsoc.2020.03.053 (2020).
Yu, H. et al. Nanoindentation and TEM investigation of spark plasma sintered TiB2–SiC composite. Ceram. Int. https://doi.org/10.1016/j.ceramint.2022.03.309 (2022).
Sun, J. et al. Hybrid multilayer graphene and SiC whisker reinforced TiB2 based nano-composites by two-step sintering. J. Alloys Compd. https://doi.org/10.1016/j.jallcom.2020.157283 (2020).
Jinpeng, S., Shaowei, L., Ahmad, R., Jiaojiao, G. & Ming, L. Tribological behaviour of TiB2-HfC ceramic tool material under dry sliding condition. Ceram. Int. 46, 20320–20327. https://doi.org/10.1016/j.ceramint.2020.05.120 (2020).
Zhu, J., Zhou, H., Qin, B. & Zhao, Z. Design, fabrication and properties of TiB2/TiN/WC gradient ceramic tool materials. Ceram. Int. 46, 6497–6506. https://doi.org/10.1016/j.ceramint.2019.11.131 (2020).
Lin, J., Yang, Y., Zhang, H., Su, B. & Yang, Y. Optimization of CNTs growth on TiB2-based composite powders by CVD with Fe as catalyst. Ceram. Int. 46, 3837–3843. https://doi.org/10.1016/j.ceramint.2019.10.107 (2020).
Shahedi Asl, M., Nayebi, B., Motallebzadeh, A. & Shokouhimehr, M. Nanoindentation and nanostructural characterization of ZrB2–SiC composite doped with graphite nano-flakes. Compos. Part B Eng. 175, 107153. https://doi.org/10.1016/j.compositesb.2019.107153 (2019).
Liu, B., Wei, W., Gan, Y., Duan, C. & Cui, H. Preparation, mechanical properties and microstructure of TiB2 based ceramic cutting tool material toughened by TiC whisker. Int. J. Refract. Met. Hard Mater. 93, 105372. https://doi.org/10.1016/j.ijrmhm.2020.105372 (2020).
Islak, B. Y. & Candar, D. Synthesis and properties of TiB2/Ti3SiC2 composites. Ceram. Int. 47, 1439–1446. https://doi.org/10.1016/j.ceramint.2020.09.098 (2021).
Liu, L., Minasyan, T., Ivanov, R., Aydinyan, S. & Hussainova, I. Selective laser melting of TiB2–Ti composite with high content of ceramic phase. Ceram. Int. 46, 21128–21135. https://doi.org/10.1016/j.ceramint.2020.05.189 (2020).
Kovalčíková, A. et al. Mechanical and tribological properties of TiB2–SiC and TiB2–SiC-GNPs ceramic composites. J. Eur. Ceram. Soc. 40, 4860–4871. https://doi.org/10.1016/j.jeurceramsoc.2020.04.045 (2020).
Popov, O., Avramenko, T. & Vishnyakov, V. Thermal conductivity and thermal shock resistance of TiB2-based UHTCs enhanced by graphite platelets. Mater. Today Commun. https://doi.org/10.1016/j.mtcomm.2020.101756 (2020).
Liu, X. et al. TiB2–ZrB2–SiC composite ceramic coating with the formation of solid-phase (TixZr1-x)B2 deposited by atmospheric plasma spraying as a barrier to molten cryolite-based salt. Ceram. Int. 46, 20672–20682. https://doi.org/10.1016/j.ceramint.2020.04.149 (2020).
Yu, H. et al. Microstructure of spark plasma sintered TiC–TiB2–SiCw composite. Mater. Chem. Phys. 281, 125877. https://doi.org/10.1016/j.matchemphys.2022.125877 (2022).
Zhao, G. et al. Microstructure and mechanical properties of TiB2–SiC ceramic composites by reactive hot pressing. Int. J. Refract. Met. Hard Mater. 42, 36–41. https://doi.org/10.1016/j.ijrmhm.2013.10.007 (2014).
Karimirad, S. & Balak, Z. Characteristics of spark plasma sintered ZrB2-SiC-SCFs composites. Ceram. Int. 45, 6275–6281. https://doi.org/10.1016/j.ceramint.2018.12.109 (2019).
Sabahi Namini, A., Dilawary, S. A. A., Motallebzadeh, A. & Shahedi Asl, M. Effect of TiB2 addition on the elevated temperature tribological behavior of spark plasma sintered Ti matrix composite. Compos. Part B Eng. 172, 271–280. https://doi.org/10.1016/j.compositesb.2019.05.073 (2019).
Darihaki, F., Balak, Z. & Eatemadi, R. Effect of nano and micro SiC particles on the microstructure and fracture toughness of ZrB2–SiC nanocomposite produced by SPS method. Mater. Res. Express. 6, 095608. https://doi.org/10.1088/2053-1591/ab2e45 (2019).
Yu, H. et al. HRTEM study and mechanical properties of ZrB2–SiC composite: An insight into in-situ carbon formation over the SPS process. Int. J. Refract. Met. Hard Mater. 104, 105789. https://doi.org/10.1016/j.ijrmhm.2022.105789 (2022).
Nguyen, V.-H. et al. A novel spark plasma sintered TiC–ZrN–C composite with enhanced flexural strength. Ceram. Int. https://doi.org/10.1016/j.ceramint.2020.08.073 (2020).
Nguyen, V.-H. et al. Combined role of SiC whiskers and graphene nano-platelets on the microstructure of spark plasma sintered ZrB2 ceramics. Ceram. Int. 47, 12459–12466. https://doi.org/10.1016/j.ceramint.2021.01.103 (2021).
Eatemadi, R. & Balak, Z. Investigating the effect of SPS parameters on densification and fracture toughness of ZrB2–SiC nanocomposite. Ceram. Int. 45, 4763–4770. https://doi.org/10.1016/j.ceramint.2018.11.169 (2019).
Nguyen, V. et al. A survey on spark plasma sinterability of CNT-added TiC ceramics. Int. J. Refract. Met. Hard. 96, 105471. https://doi.org/10.1016/j.ijrmhm.2021.105471 (2021).
Nguyen, V.-H. et al. Effects of discrete and simultaneous addition of SiC and Si3N4 on microstructural development of TiB2 ceramics. Ceram. Int. https://doi.org/10.1016/j.ceramint.2020.09.196 (2020).
Shahedi Asl, M. et al. A TEM study on the microstructure of spark plasma sintered ZrB2-based composite with nano-sized SiC dopant. Prog. Nat. Sci. Mater. Int. 31, 47–54. https://doi.org/10.1016/j.pnsc.2020.11.010 (2021).
Vaziri, P. & Balak, Z. Improved mechanical properties of ZrB2–30 vol% SiC using zirconium carbide additive. Int. J. Refract. Met. Hard Mater. 83, 104958. https://doi.org/10.1016/j.ijrmhm.2019.05.004 (2019).
Nguyen, V.-H. et al. Microstructural evolution of TiB2–SiC composites empowered with Si3N4, BN or TiN: a comparative study. Ceram. Int. 47, 1002–1011. https://doi.org/10.1016/j.ceramint.2020.08.214 (2021).
Jayakumar, K. Machining of TiB2–SiC ceramic composites through WEDM process. Mater. Sci. Forum. 979, 22–27. https://doi.org/10.4028/www.scientific.net/MSF.979.22 (2020).
Wu, N. et al. Effects of WC content on core/rim phases and microstructure of TiB2–TiC–WC–(Co–Ni) cermets. Mater. Today Commun. 25, 101311. https://doi.org/10.1016/j.mtcomm.2020.101311 (2020).
Hu, M., Bi, N., Liu, M., Li, S. & Su, T. Synthesis and performance of TiB2–B4C composites by high pressure of TiC–B mixture. Int. J. Appl. Ceram. Technol. 17, 1629–1635. https://doi.org/10.1111/ijac.13526 (2020).
Nguyen, T. P. et al. Enhanced densification of spark plasma sintered TiB2 ceramics with low content AlN additive. Ceram. Int. 46, 22127–22133. https://doi.org/10.1016/j.ceramint.2020.05.278 (2020).
Liu, Y. et al. Continuous carbon fiber reinforced ZrB2–SiC composites fabricated by direct ink writing combined with low-temperature hot-pressing. J. Eur. Ceram. Soc. 42, 3699–3707. https://doi.org/10.1016/j.jeurceramsoc.2022.03.045 (2022).
Zhang, D. et al. Ablation behavior and mechanisms of 3D Cf/ZrB2-SiC composite applied in long-term temperature up to 2400 °C. Corros. Sci. 190, 109706. https://doi.org/10.1016/j.corsci.2021.109706 (2021).
Mehrabian, M. et al. Deformation, cracking and fracture behavior of dynamically-formed oxide layers on molten metals. Met. Mater. Int. 27, 1701–1712. https://doi.org/10.1007/s12540-019-00537-3 (2021).
Shahedi Asl, M., Delbari, S. A., Shayesteh, F., Ahmadi, Z. & Motallebzadeh, A. Reactive spark plasma sintering of TiB2–SiC–TiN novel composite. Int. J. Refract. Met. Hard Mater. 81, 119–126. https://doi.org/10.1016/j.ijrmhm.2019.02.022 (2019).
Yan, S.-R., Lyu, Z. & Foong, L. K. Effects of SiC amount and morphology on the properties of TiB2-based composites sintered by hot-pressing. Ceram. Int. https://doi.org/10.1016/j.ceramint.2020.04.199 (2020).
Lin, J., Yang, Y., Zhang, H. & Gong, J. Effects of CNTs content on the microstructure and mechanical properties of spark plasma sintered TiB2–SiC ceramics. Ceram. Int. 43, 1284–1289. https://doi.org/10.1016/j.ceramint.2016.10.078 (2017).
Vajdi, M. et al. Role of graphene nano-platelets on thermal conductivity and microstructure of TiB2–SiC ceramics. Ceram. Int. 46, 21775–21783. https://doi.org/10.1016/j.ceramint.2020.05.289 (2020).
Fei, J. et al. Mechanical properties and densification of short carbon fiber-reinforced TiB2/C composites produced by hot pressing. J. Alloys Compd. 584, 87–92. https://doi.org/10.1016/j.jallcom.2013.09.004 (2014).
Shahedi Asl, M., Ahmadi, Z., Sadegh Moghanlou, F., Vajdi, M. & Shokouhimehr, M. Nanocharacterization of spark plasma sintered TiB2–SiC–graphene composites. Mater. Charact. 189, 111986. https://doi.org/10.1016/j.matchar.2022.111986 (2022).
Koval, A. et al. Mechanical and tribological properties of TiB2–SiC and TiB2–SiC-GNPs ceramic composites. J. Eur. Ceram. Soc. https://doi.org/10.1016/j.jeurceramsoc.2020.04.045 (2020).
Nekahi, S. et al. Microstructural, thermal and mechanical characterization of TiB2–SiC composites doped with short carbon fibers. Int. J. Refract. Met. Hard Mater. 82, 129–135. https://doi.org/10.1016/j.ijrmhm.2019.04.005 (2019).
Sadegh Moghanlou, F. et al. Effects of graphite nano-flakes on thermal and microstructural properties of TiB2–SiC composites. Ceram. Int. 46, 11622–11630. https://doi.org/10.1016/j.ceramint.2020.01.192 (2020).
Farhadi, K., Sabahi Namini, A., Shahedi Asl, M., Mohammadzadeh, A. & Ghassemi Kakroudi, M. Characterization of hot pressed SiC whisker reinforced TiB2 based composites. Int. J. Refract. Met. Hard Mater. 61, 84–90. https://doi.org/10.1016/j.ijrmhm.2016.08.004 (2016).
Wojdyr M. Fityk manual (2011).
Nguyen, V.-H. et al. Role of co-addition of BN and SiC on microstructure of TiB2-based composites densified by SPS method. Ceram. Int. https://doi.org/10.1016/j.ceramint.2020.07.001 (2020).
Singlard, M. et al. Spark plasma sintering and mechanical properties of compounds in TiB2–SiC pseudo-diagram. Ceram. Int. 44, 22357–22364. https://doi.org/10.1016/j.ceramint.2018.08.362 (2018).
Wang, S. et al. Preparing B4C–SiC–TiB2 composites via reactive pressureless sintering with B4C and TiSi2 as raw materials. J. Mater. Res. Technol. 9, 8685–8696. https://doi.org/10.1016/j.jmrt.2020.05.124 (2020).
Nguyen, T. P. et al. Densification behavior and microstructure development in TiB2 ceramics doped with h-BN. Ceram. Int. https://doi.org/10.1016/j.ceramint.2020.04.223 (2020).
Kirillova, S. A., Almjashev, V. I. & Gusarov, V. V. Phase relationships in the SiO2-TiO2 system. Russ. J. Inorg. Chem. 56, 1464–1471. https://doi.org/10.1134/S0036023611090117 (2011).
Wemple, S. H., Pinnow, D. A., Rich, T. C., Jaeger, R. E. & Van Uitert, L. G. Binary SiO2single bond sign B2O3 glass system: refractive index behavior and energy gap considerations. J. Appl. Phys. 44, 5432–5437. https://doi.org/10.1063/1.1662170 (1973).
Zhang, T. et al. Preparation of highly-dense TiB2 ceramic with excellent mechanical properties by spark plasma sintering using hexagonal TiB2 plates. Mater. Res. Express. 6, 125055. https://doi.org/10.1088/2053-1591/ab5829 (2019).
Torizuka, S., Sato, K., Nishio, H. & Kishi, T. Effect of SiC on interfacial reaction and sintering mechanism of TiB2. J. Am. Ceram. Soc. 78, 1606–1610. https://doi.org/10.1111/j.1151-2916.1995.tb08858.x (1995).
Chen, H., Wang, Z. & Wu, Z. Investigation and characterization of densification, processing and mechanical properties of TiB2–SiC ceramics. Mater. Des. 64, 9–14. https://doi.org/10.1016/j.matdes.2014.07.012 (2014).
Wu, C., Li, Y., Cheng, X. & Xie, S. Microstructural evolution and oxidation behavior of TiB2–SiC–B4C composite fabricated by reactive spark plasma sintering. J. Alloys Compd. 765, 158–165. https://doi.org/10.1016/j.jallcom.2018.06.219 (2018).
Shayesteh, F., Delbari, S. A., Ahmadi, Z., Shokouhimehr, M. & Shahedi Asl, M. Influence of TiN dopant on microstructure of TiB2 ceramic sintered by spark plasma. Ceram. Int. 45, 5306–5311. https://doi.org/10.1016/j.ceramint.2018.11.228 (2019).
Zhang, Z. H., Shen, X. B., Wang, F. C., Lee, S. K. & Wang, L. Densification behavior and mechanical properties of the spark plasma sintered monolithic TiB2 ceramics. Mater. Sci. Eng. A. 527, 5947–5951. https://doi.org/10.1016/j.msea.2010.05.086 (2010).
Monteverde, F. & Bellosi, A. Effect of the addition of silicon nitride on sintering behaviour and microstructure of zirconium diboride. Scr. Mater. 46, 223–228. https://doi.org/10.1016/S1359-6462(01)01229-5 (2002).
Shahedi Asl, M., Nayebi, B. & Shokouhimehr, M. TEM characterization of spark plasma sintered ZrB2–SiC–graphene nanocomposite. Ceram. Int. 44, 15269–15273. https://doi.org/10.1016/j.ceramint.2018.05.170 (2018).
Hynowska, A. et al. Nanostructured β-phase Ti–31.0Fe–9.0Sn and sub-μm structured Ti–39.3Nb–13.3Zr–10.7Ta alloys for biomedical applications: microstructure benefits on the mechanical and corrosion performances. Mater. Sci. Eng. C. 32, 2418–2425. https://doi.org/10.1016/j.msec.2012.07.016 (2012).
Bao, Y. W., Wang, W. & Zhou, Y. C. Investigation of the relationship between elastic modulus and hardness based on depth-sensing indentation measurements. Acta Mater. 52, 5397–5404. https://doi.org/10.1016/j.actamat.2004.08.002 (2004).
Selva Kumar, M., Chandrasekar, P., Chandramohan, P. & Mohanraj, M. Characterisation of titanium–titanium boride composites processed by powder metallurgy techniques. Mater. Charact. 73, 43–51. https://doi.org/10.1016/j.matchar.2012.07.014 (2012).
Acknowledgements
This research was supported by National Research Foundation of Korea (NRF) funded by the Ministry of Science and ICT (2020H1D3A1A04081409, 2020M2D8A206983011, 2021R1A4A3027878, 2021R1C1C2006142, and 2022R111A1A0106757211). The financial support of the Basic Science Research Program (2017R1A2B3009135) through the National Research Foundation of Korea is also appreciated. Furthermore, this work was carried out with the support of the Cooperative Research Program for Agriculture Science and Technology Development (Project No. PJ01706702) Rural Development Administration, Republic of Korea.
Author information
Authors and Affiliations
Contributions
M.S., A.S.N., S.Y.K., and H.W.J. designed and conceived the idea. M.S., S.A.D., and A.S.N. prepared the samples. M.S., S.A.D., A.S.N., E.T., S.J. J.H.C., Q.V.L., and J.H.C. performed the analyses and characterizations. M.S., S.A.D., and A.S.N., developed the project and revised the manuscript. M.S., A.S.N., S.Y.K., and H.W.J. supervised the project. All authors contributed in scientific discussions and preparing the manuscript.
Corresponding authors
Ethics declarations
Competing interests
The authors declare no competing interests.
Additional information
Publisher's note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Supplementary Information
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Shokouhimehr, M., Delbari, S.A., Namini, A.S. et al. Nanostructure and nanoindentation study of pulse electric-current sintered TiB2–SiC–Cf composite. Sci Rep 13, 379 (2023). https://doi.org/10.1038/s41598-022-27186-8
Received:
Accepted:
Published:
DOI: https://doi.org/10.1038/s41598-022-27186-8
This article is cited by
-
Microstructure, Mechanical Properties, and Sintering Behavior of Ti3O-Fe2TiO4-TiC Composites
Journal of Materials Engineering and Performance (2024)
-
Finite element simulation of mechanical properties of TaC-based core/graphite shell fibrous monolithic ceramics
Carbon Letters (2024)
Comments
By submitting a comment you agree to abide by our Terms and Community Guidelines. If you find something abusive or that does not comply with our terms or guidelines please flag it as inappropriate.
