
Abstract
The synergistic effect of crevice corrosion and galvanic coupling on the degradation of 304 stainless steel fasteners exposed to a chloride environment was investigated using electrochemical and surface analysis techniques. Results obtained revealed that the crevice region of the fastener showed lower corrosion resistance due to decreased surface passivation induced by the crevice geometry and low oxygen conditions, while the exposed region with a higher oxygen supply exhibited improved corrosion resistance. Coupling of the exposed and crevice regions of the fastener demonstrated accelerated corrosion attributable to galvanic effect. The driving force for the galvanic effect on the fastener was linked to three (3) key factors: (I) the potential difference established between the different regions on the fastener surface due to uneven oxygen distribution, (II) the difference in the solution environment, and (III) the difference in surface properties (active-passive surface). Morphological studies showed localised corrosion occurring mainly in the crevice.
Similar content being viewed by others
Introduction
Stainless steel fasteners have a wide range of industrial applications owing to their exceptional property of combining inherent durability with aesthetics, strength, ductility, formability, fire resistance, and corrosion resistance1,2,3. Studies have attributed the corrosion resistance property to its ability to form passive films on the metal surface with few nanometre thicknesses4. However, crevice corrosion is a major practical problem affecting stainless steel fasteners exposed to chloride environments. Chloride ions influence the corrosion kinetics, morphology, and protective properties of the passive films5,6,7. In addition to environmental factors, fastener corrosion is also influenced by the crevice geometry, mechanical, and metallurgical factors8,9,10,11,12. The IR drop effect is a critical aspect of the geometry that impacts crevice corrosion in fasteners. Galvanic effect is imposed on the fastening system by the coupling of the electrochemical half-cells established in the exposed and crevice regions of the bolt thread due to differential aeration. This phenomenon is similar to what is observed in batteries. The synergistic effect of the crevice geometry and aggressive environment increases the susceptibility of stainless steel fasteners to crevice corrosion-induced failures13,14.
Several structural failures and accidents linked to sudden failure of fasteners have been reported and corrosion accounts for about 10% of the failure modes15,16,17. Lachowicz et al.18 evaluated the influence of corrosion on fatigue of some high-strength bolts and reported that the combined presence of stresses and a corrosive environment was the cause of the failure. The corrosion was favoured by the oxygen concentration cell (differential aeration). Elshawesh et al.14 attributed the failure of some bolts used for the assembly of multistage water pump in an aggressive service environment containing saline water, CO2, and H2S to galvanic corrosion and stress-corrosion cracking due to the presence of crevices at the bolt/nut thread region. The lack of oxygen made the crevice environment more acidic and highly corrosive. Aziz et al.9 studied the effect of long-term exposure of full-size bolts to corrosive environments and reported pitting and crevice corrosion as the two main modes of corrosion observed in the bolts. The crevice corrosion was also attributed to the differential aeration effect and other contributory factors which may have been aggravated by the fastener geometry. In another study conducted by Ibrahim19 on the premature failure of different steel fasteners (bare and surface treated) exposed to the harsh marine atmospheric environment in the Arabian Gulf, it was reported that while the carbon steel bolts suffered excessive corrosion, the stainless steel bolts experienced pitting corrosion, crevice corrosion and chloride-induced stress corrosion cracking. In recent studies conducted by Daniel et al.20,21 using carbon steel fasteners, it was also revealed that the geometry/design of the fastener and the differential oxygen effect influenced the corrosion kinetics and characteristics of corrosion products formed in the exposed and crevice regions.
Despite the advances made in understanding the corrosion failure mode of structural materials, additional research is required to study the mechanisms involved in this electrochemical process on a case-by-case basis. The objective of this research is to better understand how galvanic coupling and crevice corrosion interact to accelerate the degradation of 304 stainless steel fasteners in chloride environments. The combined influence of design/geometry and environmental factors on the corrosion process and surface properties is systematically assessed.
Results and discussion
Surface morphology observation
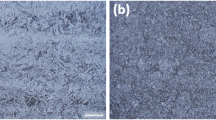
Figure 1 shows the surface morphologies of the 304SS threaded and planar fastener specimens. Figure 1a shows the surface of the bolt thread before corrosion with an initial surface roughness related to the production process. After the corrosion test, the crest area of the exposed bolt thread in Fig. 1b shows rough streaks that indicate mild corrosion. No obvious pit is detected in this region. However, for the crevice region (bolt-nut contact) as shown in Fig. 1c, the corrosion effect is obvious. The post-corrosion surface morphology reveals a deteriorated crest area and the presence of localised pits at the flank and root areas, which may be attributed to the coupling effect. At higher magnification (Fig. 1d–f), elliptical and shallow pits of >10 μm width are observed at the marked areas “e” and “f” (as indicated by the white arrows). The enlarged views of these areas are displayed in Fig. 1e, f and the enlarged pits are presented as P1–P4.

a As-received specimen, b exposed region after corrosion test, c crevice region after corrosion test, d enlarged view of the crevice region, e sampled area at the flank, f sampled area at the root, g exposed region of planar specimen, h crevice region of planar specimen, i enlarged view of the area labelled ‘i’ within the crevice region, and j enlarged view of the area labelled ‘j’.
Under similar test conditions, planar fastening components were also subjected to corrosion tests. Figure 1g, h shows the surface morphologies of the planar fasteners at the exposed and crevice regions, respectively. The exposed surface, as depicted in Fig. 1g, shows less corrosion, whereas the creviced surface in Fig. 1h exhibits severe corrosion damage. Figure 1i shows an enlarged view of the severely corroded area, while Fig. 1j depicts the edges of the severely depleted area within the crevice. From the surface analysis, it is obvious that the solution environment plays a role in the corrosion process in the different regions as would be seen in subsequent sections. The high oxygen content and low chloride content in the exposed region favour the formation of the passive film which protects the steel substrate from severe corrosion damage, however, the creviced region with oxygen deficiency and increased chloride content attributed to the crevice geometry show severe corrosion damage with evidence of localised pitting due to depletion of the passive film.
Cross-sectional morphology analysis
Cross-sectioning is useful in examining the interfacial morphology of threaded fasteners as it allows for a better view of the critical area where the bolt thread makes contact with the nut. To give a more systematic illustration, Fig. 2 presents the cross-sectional images of the threaded bolt and nut specimen at the exposed and crevice regions analysed before and after corrosion. Figure 2a shows the cross-sectional view of the exposed region of the bolt thread before the corrosion test. The designated areas A, B and C represent sampled points at the root, crest and flank of the bolt specimen, respectively. Figure 2c shows the cross-sectional view of the crevice region before immersion. Two areas within the crevice region consisting of the crest, root and flank of the bolt and nut in contact were sampled and designated as C1 and C2. From the pre-corrosion examination, there is less significant roughness on the surfaces of both the bolt and nut specimen at the exposed and crevice regions.

a, b Exposed regions, and c, d crevice regions.
After the corrosion test as shown in Fig. 2b, the surfaces at the exposed region of the bolt thread reveal mild changes when compared to the pre-immersion appearance. However, as depicted in Fig. 2d, the surfaces of the threaded bolt and nut specimen within the crevice region show evidence of localised corrosion, particularly at the flank and crest of the nut specimen for the three sample areas marked A1, A2 and A3. The yellow arrows and dotted shapes indicate the affected areas. The cross-section analysis supports the findings that the exposed region of the 304SS fastener is relatively protected by the passive film, whereas the crevice region is actively corroded under coupled conditions.
Surface film characterization
To study the surface film characteristics, an electron probe microanalyzer (EPMA) was employed for the detection and mapping of the distribution of the different elements. The corrosion products on the surface were scanty due to the short exposure duration, however, little information could still be obtained from the EPMA results. Figure 3a, b shows the EPMA element distribution on the corroded surfaces of the 304SS fastener at the exposed and crevice regions, respectively. From the results, the colour intensities show the main constituent of the steel substrate (Fe, Cr and Ni) on the surfaces of the samples in both regions. In addition, the environmental contaminants O and Cl are also detected on the sample surface. The oxygen content on the exposed surface is slightly higher than that of the crevice sample, while the Cl content is increased on the creviced surface relative to the exposed surface. Figure 3b shows a localised distribution of the Cl content on the creviced surface. It is observed that the metallic elements (Fe, Cr, Ni) are depleted at the sites where Cl- ions are enriched. The localised distribution of Cl ions within the film layer is probably the reason for the increased susceptibility of the crevice region to localised corrosion.

a Exposed region, b crevice region.
Composition analysis of oxide film layer on 304SS fasteners
To evaluate the effect of the solution environment on the formation of the oxide film, X-ray photoelectron spectroscopy (XPS) characterization was carried out to identify the compounds formed on the corroded samples (i.e. the exposed and crevice surfaces of the 304SS fastener) after 30 s sputtering time. Figure 4a–d presents the detailed spectra of Fe 2p3/2, Cr 2p3/2, Ni 2p3/2 and O 1s after deconvolution. From the XPS spectra, it is obvious that the three main constituents of the 304SS substrate (Fe, Cr, and Ni) are incorporated into the film as oxides or hydroxides. For the Fe 2p3/2 spectra in Fig. 4a, the peaks at ca. 707.0 eV and 708.2 eV corresponds to the metallic Fe (Fe0) and oxidized species (Fe2+), respectively22. The Fe3+ peak at ca. 710.2 eV is attributed to Fe2O3, while that at 711.5 eV is attributed to FeOOH23,24. In Fig. 4b, the deconvoluted Cr 2p3/2 spectra reveal the existence of three constituent peaks representing Cr0 (573.9 eV ± 0.2 eV), Cr2O3 (575.5 eV ± 0.3 eV) and Cr(OH)3 (577.1 eV ± 0.1 eV)25,26. For the Ni 2p3/2 spectra (Fig. 4c), the peaks at ca. 852.5 eV with a satellite peak at 858.0 eV correspond to Ni0, while that at 853.8 eV is assigned to NiO27. The component Ni(OH)2 is negligible. From the results obtained, the content of the metallic components (Fe0, Cr0 and Ni0) observed for the creviced sample is relatively higher than that of the exposed sample, whereas the metal oxide components are higher on the exposed sample. When comparing the Cr compounds formed in the two regions, Cr2O3 predominates on the exposed surface, indicative that the surface film formed on the exposed sample has a better protective ability. Moreover, a higher Cr-oxide to Cr-hydroxide ratio is recorded in this region. Conversely, a lower Cr2O3 to Cr(OH)3 ratio is recorded for the creviced surface, and this is attributable to the depassivation effect and decrease in the solution pH28. For the O 1s spectra as shown in Fig. 4d, the O2− is a major component in the metal oxides (Fe2O3, Cr2O3 and NiO), while the OH− constitutes a major component in the formation of metal hydroxides (Cr(OH)3 and FeOOH). The H2O corresponds to the bound water in the passive films owing to the dehydration of the hydroxides29. The composition of O2- and OH- on the exposed surface is 55% and 30% respectively, while that at the crevice is 41% and 55%. Generally, the oxide component is higher in the exposed region, while the hydroxide component which is known as the main constituent of the film in aggressive environments is relatively higher in the crevice region28.

a Fe 2p3/2, b Cr 2p3/2, c Ni 2p3/2, and d O 1s.
Surface and depth profiling of the oxide layer
Figure 5 shows the XPS composition depth profiles of the oxide film formed on the surface and within the film depths as a function of sputtering times. XPS spectral signals for Fe 2p, Cr 2p, and Ni 2p at sputtering times of 0 s, 30 s, 60 s, and 120 s for exposed and crevice samples are shown in Fig. 5a–c. For the exposed region (Fig. 5a), the oxide and hydroxide components denoted as Fe2+ and Fe3+ are significant at 0 s, 30 s and 60 s sputtering times, while the metallic component, Fe0 is dominant at 120 s of sputtering. The Fe 2p signal of the oxide species recorded for the creviced sample is stronger at 0 s sputtering time, however, this signal declines drastically after 30 s, while the metallic Fe0 signal becomes significant at subsequent sputtering times on approaching the steel matrix30. As for the Cr 2p signals as shown in Fig. 5b, the Cr oxide components on the exposed sample is higher than the Cr0 at the surface and within the depths at sputtering intervals of 0–60 s. However, after 120 s of ion bombardment, the Cr0 component becomes dominant. Conversely, within the crevice region, the Cr-oxide components are significantly low on the surface, but increase within the depths, although Cr0 still dominates. Comparatively, the ratio of Cr-oxide/Cr0 is higher on the exposed surface, and lower within the crevice. When compared to the other metallic constituents, the signals for Ni 2p shown in Fig. 5c are quite low in both regions which may be attributed to the low concentration of Ni in the steel matrix and its slow rate of oxidation. Figure 5d, e presents the XPS depth profile for the O1s, and Cl 2p signals recorded for the exposed and creviced surfaces, respectively. The intensity of the signals detected in both regions varies, but the trend is similar. In Fig. 5d, the intensity of the oxide components at both regions is higher at the solution/film interface, but a decreasing trend is observed in moving toward the matrix. The oxide component in the surface film is higher in the exposed region than in the crevice region, suggesting an increased film thickness. In contrast, the intensity of the Cl 2p signals shown in Fig. 5e is higher for the creviced sample compared to the exposed sample. The Cl content is higher at the solution/film interface at the creviced regions and decreases within the depths, while that of the exposed surface is relatively stable across the film layer.

a Fe 2p, b Cr 2p, c Ni 2p, d O 1 s and e Cl 2p.
Using the sputtering rate (0.1 nm s−1), the depth in nm was estimated and plotted against the element concentration (at.%). Half of the maximum concentration of oxygen was used as a reference for estimating the depth of the substrate/film interface. For the exposed sample, the estimated thickness of the surface film was about 4.3 nm, while that of the crevice was 2.6 nm. Figure 6a shows the element concentration (at.%) in the film formed on the exposed and crevice surfaces of 304SS as a function of depth (nm), and the schematic illustration of the substrate/interface. The oxide film formed on the exposed surface is depicted in Fig. 6a, while that on the creviced surface is shown in Fig. 6b.

a Exposed surface, and b crevice surface.
On a whole, the XPS results demonstrate heterogeneity in surface film properties at the exposed and crevice regions of the 304SS fastener. The presence of Cl- ions on the surface and inner oxide layers reveals the process of adsorption and migration of Cl− ions through the passive film to the substrate. A higher metallic component recorded at the crevice region relative to the exposed region is indicative of a decreased thickness and protectiveness of the passive film. This is attributed to the corrosive environment caused by the low oxygen and high chloride ions content which are both a function of the crevice geometry. As previously seen in the EPMA analysis, the higher content of chloride ions in the crevice region promotes localised defects in the passive film layer, resulting in the formation of pits. The formation of localised pits increases the active surface area in the crevice region. This promotes the metal dissolution process and enhances the galvanic coupling effect. Thus, increasing the susceptibility of the 304SS fastener to corrosion degradation.
Electrode potential and galvanic behaviour analysis
Figure 7a shows the time-dependent plots of the open-circuit potential (OCP) recorded at the exposed and crevice surfaces, alongside their coupling potential. From the OCP data, it is observed that at the initial time of immersion, the potential of the crevice and exposed samples are within the passive region (ca. −0.20 V vs. Ag/AgCl). With time, a gradual increase in potential is recorded for the exposed sample, while that of the crevice sample records a decline within the first 5 days of immersion and afterwards tends towards stability until the end of the test duration. The changing trend in OCP indicates local changes in the solution chemistry as related to the electrode surfaces31. For the exposed surface, the increase in OCP is related to the formation and gradual growth of the passive film, and the decrease observed within 5–14 days of immersion is linked to the destabilization of the passive film due to the activity of chloride ions present in the electrolyte media. At near-neutral pH, the presence of dissolved oxygen in the bulk solution plays an important role in the passivation process on the exposed electrode. On the other hand, the depletion of oxygen within the crevice region promotes the ingress of Cl- ion into the gap, resulting in rapid passivity breakdown. As demonstrated by the decreasing OCP trend, this passivity breakdown stage indicates the onset of active dissolution which results in crevice corrosion.

a Time-dependent plots of the OCP recorded at the exposed and crevice surfaces and their coupling potential, b average current density vs. time profile of the crevice/exposed galvanic couple, c polarization curves.
To study the galvanic effect when these two components are coupled, it is important to evaluate their potential difference. For this study, the highest potential difference recorded between the exposed and crevice electrodes was ca. 0.40 V, and this is enough to drive the galvanic process, with the crevice acting as the anode while the exposed sample is the cathode. According to the galvanic series, the potential of 304SS is positioned in both the noble (passive) and active regions, with an estimated potential difference of about 0.40 V. This indicates that a galvanic cell would be established between the crevice and exposed surface on the fastener due to the difference in the surface properties. The coupling potential as shown in Fig. 7a lies between the OCP of the exposed and crevice electrodes.
Figure 7b shows the average current density vs. time profile of the crevice/exposed couple obtained using zero resistance ammeter (ZRA) mode with respect to the crevice sample. A positive current recorded over the entire test duration demonstrates that the crevice sample is the anode in the galvanic pair. The passive nature of the metal substrate is indicated by the low anodic current densities32. At the initial immersion time where the OCPs of the two electrodes are within the passive region, a significantly low average current density of <0.01 µA cm−2 is recorded. However, the coupling current density values are observed to increase with the increase in the potential difference between the two regions as the corrosion proceeds with time. Under coupled conditions, a sequence of parallel reactions linked to passivation and breakdown of the passive film occurs on the electrode surface as evidenced by the flux in current and potential with time. This changing trend in current and potential for active-passive systems such as stainless steel in aqueous solutions have also been reported in literature33.
The corrosion kinetic behaviour of the fastening components and the galvanic effect imposed on the system were also studied using the polarization method. Figure 7c shows the polarization curves of the exposed and crevice 304SS electrodes in the test media. Both surfaces exhibit anodic polarization characteristics that indicate intrinsic passivity. The cathodic process involves the reduction of oxygen and the passive oxide film. Under uncoupled conditions (self-corrosion), the corrosion potential, Ecorr and current density, icorr values were −0.146 V vs. Ag/AgCl and 0.09 μ Acm−2 for the exposed specimen, and −0.376 V vs. Ag/AgCl and 0.15 μA cm−2 for the creviced specimen, respectively. In addition, it is observed that the pitting potential (Epit) of the creviced sample is lower than that of the exposed sample. Previous studies have shown that chloride ions have a significant effect on polarization behaviour; an increase in chloride ion concentration lowers Epit, reduces the passive region, and increases the passive current density34. The extrapolated galvanic parameters for the coupling potential, Ecouple and galvanic current density, icouple are −0.260 V vs. Ag/AgCl and 0.3 μA cm−2, respectively. Compared with the polarization data obtained under self-corrosion, it is apparent that when the two electrodes are coupled, the current densities of the two regions increases, which implies increased passive film dissolution at the exposed region (cathode), and an increased metal dissolution process at the crevice region (anode). This observation demonstrates that the differential aeration and concentration effects accelerate the corrosion process in the bolt fastener.
Electrochemical impedance spectroscopic analysis
To study the electronic properties of passive films on metals and alloys, electrochemical impedance spectroscopy (EIS) was employed. Figure 8 shows the mechanism of corrosion for the different systems under investigation. Figure 8a, c shows the Bode and Nyquist plots for the exposed sample after the galvanic test as a function of different immersion times. In Fig. 8a, all the impedance modules show a straight line with a slope close to −1 in the middle and low frequencies for the impedance vs. frequency plots. In addition, the phase angles reach their maximum values in the region of frequencies (100–0.01 Hz) with broad and plateau-like shapes at the upper limit which is the characteristic response of a capacitive behaviour often associated with a passive layer35,36.

a, b Bode plots, c, d Nyquist plots, e, f equivalent electrical circuits (EEC) for modelling the corrosion in the different regions.
In Fig. 8c, all the Nyquist curves exhibit characteristics of incomplete capacitive arcs. The observed trend indicates an improved passivation process at the early stage of immersion followed by weakening of the passive film with prolonged immersion time. Figure 8b, d shows the Bode and Nyquist plots for the creviced sample after the corrosion test as a function of different immersion times. In Fig. 8b, the Bode plots for the crevice sample exhibit straight lines with steep slopes (ca. −0.6) in the low-frequency region for all the impedance modules with the phase angles reaching their maximum values at low frequencies (within 10–0.01 Hz) indicative of an increased charge transfer process. Within the frequency range of 1 Hz–10 kHz the value of the phase angle is maintained at zero. A high-frequency phase shift is observed from 10 to 100 kHz for the crevice sample which may be attributed to the constricted crevice geometry and its interaction with the reference electrode37. Comparatively, the impedance responses for the exposed electrodes are relatively higher than those of the crevice electrodes at all the immersion times. The large impedance values recorded in the exposed system demonstrate a relatively protective passive layer, whereas the low values for the crevice samples indicate a low passivation effect due to the active dissolution process within the crevice region.
To further elucidate the mechanism of interfacial reaction on the fastener system, equivalent electrical circuits (EEC) were adopted to model the EIS data, as shown in Fig. 8. The EEC with two-time constants denoted as Rs(Qc(Rc(QaRa))) and (QhfRs)(Qc(Rc(QaRa))) as illustrated in Fig. 8e, f were adopted for fitting the crevice and exposed systems, respectively. In these circuits, Rs represents the solution resistance, Rc and Ra represent the cathodic and anodic polarization resistances, Qc denotes the constant phase element (CPE) of the passive film, and Qa is the CPE of the electric double layer. Qhf represents the CPE for fitting the high-frequency phase shift in the EIS data as reported by another author38,39. CPE is often related to frequency dispersion attributed to surface inhomogeneity and distributed time constants25. Furthermore, the component combination (QcRc) represents the EIS response of the cathodic region, (QaRa) represents that of the anodic region while (QhfRs) was used for the high-frequency domain where the crevice geometry influences the resistance. The impedance of the constant phase element (ZCPE) is shown by Eq. (1);7
where ZCPE is the impedance of CPE, Q is the magnitude of the CPE element, j is the imaginary unit, ω angular frequency, and n is the CPE exponent within the range of 0 ≤ n ≤ 1. When n equals 1, Q could be regarded as C. The chi-squared (χ2) values obtained were smaller than the magnitude of 10−3 which proved that the experimental data were well-fitted.
Table 1 shows the fitted EIS parameters for the exposed and creviced steel samples. The Rc and Ra are two important parameters relating to the current densities of the cathode and anode. Notably, the Ra and Rc values for all the samples are high (in the order of magnitude of 105) as reported in literature, indicative of the protective nature of the passive layer and improved corrosion resistance36,40. However, higher Ra values are recorded for the exposed samples when compared to that of the crevice samples. This indicates improved resistance to metal dissolution and anodic charge transfer process41. As a function of time, the Ra value for the different systems shows characteristic passivity at the initial immersion period. With time, the Ra values for the exposed surface increase slightly but are relatively stable in the same order of magnitude of 105. This suggests that fewer defects/pores are present on the passive film formed in the exposed region. However, a significant decrease in Ra value is observed for the creviced surface after the initial immersion time, and this is attributed to an increase in the charge transfer process due to the disrupted passivation process resulting from the activity of chloride ions and metal hydrolysis within the crevice. Studies have revealed that the crevice corrosion of stainless steel follows the passive film dissolution mechanism in the neutral NaCl solution42. Furthermore, the Rc can be used to study the resistance to the cathodic polarization processes on the electrode surfaces inclusive of the film resistance.
As shown in Table 1, the Rc values obtained for the exposed samples are significantly higher than those of the crevice samples which implies increased film thickness. On the other hand, the crevice samples show inhomogeneous surface properties with lower values of CPE power of passive film (nc) as compared to the exposed sample. This implies that the passive layer formed at the crevice region exhibits more defects and is less protective. According to studies, increasing chloride ions in the crevice speed up the passivity breakdown process, making these breakdown sites extremely vulnerable to localised corrosion40,43,44. The EIS fitting also showed that the Rs values of the crevice sample are significantly higher than those of the exposed sample which is probably linked to the constricted geometry and the resistance effect established between the working electrode inside the crevice and the reference electrode. However, the Rs values are <2% of the total polarization resistances (Ra + Rc) obtained for the crevice sample, thus its effect on the overall resistance value is minimal. Also, these values tend to decrease with an increase in immersion time which implies increased solution conductivity. This is attributed to the decrease in solution pH arising from the hydrolysis of metal ions and increased Cl- ions in the crevice.
Mechanism of corrosion in 304SS bolt fastener
For the 304SS threaded fastener system, both the exposed and crevice regions are in the passive state at the initial time of immersion and the corrosion process proceeds at a similar rate. Under this condition, the anodic half-cell reaction involves the dissolution of the metallic elements (Fe, Cr, Ni) as shown in Eqs. (2–4),
The dominant cathodic half-cell reaction corresponds to the reduction of dissolved oxygen according to Eq. (5).
With time, the oxygen within the bolt-nut contact (crevice) region becomes depleted due to restricted mass transport attributed to the narrow geometry. As a result, the cathodic oxygen reduction is hampered within the crevice while the anodic reaction becomes accelerated. However, for the exposed region, the cathodic oxygen reaction dominates the corrosion process. Thus, a potential difference is created between the exposed and crevice regions of the fastener which results in the formation of differential concentration cells with the crevice region as the anode and the exposed region as the cathode. The coupling of the anodic and cathodic half-cell reactions is accompanied by the formation of the metal oxides according to Eqs. (6–8). According to the XPS composition analysis, Fe2O3, Cr2O3 and NiO are oxides that constitute the oxide film layer found in both regions.
Once the concentration of the metal ions exceeds their solubility values, hydrolysis occurs. The hydrolysis of Fe2+, Cr3+, and Ni2+ produces the hydroxide species Fe(OH)2, Cr(OH)3, and Ni(OH)2, respectively. The hydrolysis of Cr is usually linked with the decrease in the solution pH, which is ascribed to the higher hydrolysis constant of the chromium ion31,45. Because the hydrolysis process releases H+ into the solution, the crevice environment becomes more corrosive. Thus, the metal dissolution process is increased which results in a higher content of dissolved metal ions in the crevice region. To maintain ionic balance, more Cl- ions are forced to migrate into the crevice region and further hydrolysis may occur resulting in increased acidification of the crevice solution. In this study, a decreased pH in the range of 3–4 was obtained for the crevice solution. Meanwhile, the H+ accumulated within the crevice could be reduced on the uncorroded electrode surface and hydrogen bubbles formed inside the crevice according to Eq. (9). The accumulation of hydrogen gas within the crevice may lead to hydrogen embrittlement in the fastener.
Generally, the difference in the content of dissolved oxygen and chloride ions influences both the distribution of corrosion half-cells on the surface and the intensity of degradation of the 304SS bolt fastener as illustrated in Fig. 9a, b. The low or depleted oxygen content in the crevice region promotes the metal dissolution process, whereas the abundant dissolved oxygen content in the exposed region aids the passivation and repassivation processes. The establishment of differential concentration cells accelerates the metal dissolution within the crevice (bolt-nut joint) where passivation has been disrupted by chloride ion activity causing the region to serve as the anode while the exposed region becomes the cathode. Furthermore, the decrease in the crevice solution pH intensifies the galvanic process. This observation for the 304SS fastener is in agreement with the potential (IR) drop proposed by Pickering and Frankenthal46,47, and the critical crevice solution (CCS) mechanisms proposed by Fontana and Greene48.

a Coupled condition, b isolated condition and c time-dependent evolution of the 304SS fastener corrosion process.
Figure 9c shows the mechanism for the corrosion evolution of the 304SS fastener with time. At immersion (stage I), the two regions are in the passive state. After the initial immersion period, the system exhibits passivity breakdown (stage II). Meanwhile, it should be noted that the screwing process may also result in accelerated mechanical wear of the passive film49. Thus, the passivity breakdown sites now become potential sites for localised corrosion at a later time of immersion (stage III). Once, the passive film is damaged at any particular site, exposing the metal substrate, the metal dissolution process initiates at that point and continues to propagate if the needed conditions are met. At a later time when repassivation becomes unattainable, the corrosion process in both regions becomes accelerated, with the crevice region being the most vulnerable. The degree of degradation of the fastener depends on the potential difference established between these two regions on the threaded surface.
In conclusion, studying the crevice and exposed regions of the 304SS fastener after galvanic coupling revealed decreased corrosion resistance in the crevice owing to the diminished passivation effect when compared with the exposed surface. Furthermore, the coupling of the exposed and crevice parts of the fastener resulted in increased corrosion activity in the bolt fastener attributable to galvanic effect. The driving force for the galvanic effect depended on the difference in potential established between the different regions on the fastener surface due to uneven oxygen distribution, the differential solution environment, and the variation in surface properties (active-passive surface).
Methods
Materials and sample preparation
A2-70 hexagonal head bolt and nut fasteners with chemical composition (in wt.%): C 0.029, Si 0.41, Mn 0.83, P 0.036, S 0.001, Ni 8.02, Cr 18.09, Mo 0.06, Cu 1.07 and Fe (balance) were used for the study. Figure 10a shows the pictures of the representative bolt and nut specimens. As regards the bolt sizing, the major diameter, d was 2 cm and 0.8 cm for the M22 and M8 bolt specimens, respectively, while the bolt length, l was varied (2–6 cm). The as-received bolt and nut specimens were properly cleaned using deionized water and ethanol. Planar samples cut out from the M22 bolt were used for surface and electrochemical analysis. Prior to the electrochemical tests, the specimens were sealed with epoxy resin leaving an exposed surface area of 1 cm2. The exposed surface was mechanically wet-ground with silicon carbide abrasive paper of 120 down to 2000 grit size. The threaded bolt and nut samples used for cross-section observation were first mechanically sectioned using the dry-milling method. Thereafter, they were encapsulated in epoxy resin exposing only the planar surface. The exposed surface was wet-ground following the same procedures described above. The SiC polished samples were further polished with a diamond paste of 2.5 μm particle size using emery cloth. Afterwards, the samples were ultrasonically cleaned with deionized water, degreased with absolute ethanol and air-dried. For improved conductivity, the samples for SEM cross-sectional analysis were subjected to surface carbon spraying. The corrosive media used for all the electrochemical tests was 0.06 M sodium chloride solution with neutral pH (6.8 ± 0.2) prepared using analytical grade reagent (98% NaCl) and deionized water.

a Pictures of the bolt and nut fasteners, b schematic illustration of the area of interest on the threaded fastener surface, c experimental model/electrochemical set-up.
Configuration of the experimental models
To model the bolt and nut connection, two similar working electrodes (WEs) of equal area ratio (1:1) were first soldered with copper wire to create an electrical connection. The electrodes were then encapsulated in an epoxy mould leaving an insulating distance of 3 mm apart. One of the WEs hereafter called “crevice” was fully shielded within the crevice with only a small volume of electrolyte reaching its surface, while the second hereafter called “exposed” was exposed directly to the bulk solution. The sample “couple” describes the combination of the single crevice and exposed electrodes electrically connected. An epoxy slab was used as an artificial crevice former. To create an artificial crevice, a polytetrafluoroethylene (PTFE) gasket of 250 μm thickness was placed between the creviced working electrode and the crevice former. The test solution of about 60 μl volume was injected into the crevice using a micro-syringe. The modelled crevice assembly was then immersed in the bulk test solution. For the OCP measurement, two Ag/AgCl reference electrodes (REs) were used. One RE was embedded in the crevice former to measure the local potential of the solution in the crevice while another was placed near the working electrode exposed to the bulk solution. Figure 10b shows the area of interest in the real bolt and nut system that was modelled, and Fig. 10c depicts the schematic representation of the experimental model and electrochemical setup for the planar specimen. The modelled bolt and nut assembly were studied under isolated and coupled electrode conditions. The real fastener system was composed of the external thread part (bolt) and internal thread part (nut) excluding the bolt head. To simulate the real service condition, no purge gas was used and all experiments were performed at a controlled temperature of 30 ± 2 °C using a water bath.
Surface morphology observation and film characterization
The surface and cross-sectional morphology of test samples before and after corrosion tests were observed using a Scanning electron microscope (SEM, InspectTM F, developed by FEI Company, Oregon, USA). The distribution of elements on the corroded surfaces was observed using an Electron probe micro-analyzer (EPMA, Shimadzu EPMA-1610, Kyoto, Japan) at a 15 kV accelerated voltage. The oxide films formed on the surfaces were analysed using X-ray photoelectron spectroscopy (XPS, ESCALAB250, Thermo VG, USA) utilizing an Al Kα line with 1486.7 eV energy. A pass energy of 50.0 eV and a spot size of 500 μm were used to acquire the spectra. To study the film composition as a function of depth, depth profiling of the components was carried out. The XPS curve fitting was performed using the commercial software package XPSPEAK version 4.1, which contains the Shirley background subtraction and Gaussian-Lorentzian tail function. The C1s peak of 284.6 eV was used to fix the charge shift deviation.
Electrochemical studies
The electrochemical studies were performed using the open-circuit potential (OCP), galvanic corrosion (zero-resistance ammeter, ZRA), and electrochemical impedance spectroscopy (EIS) technique. A Gamry reference 600 electrochemical workstation (Warminster, USA) was used for taking the readings. OCP measurements were taken separately for the uncoupled crevice and exposed electrodes. Zero-resistance ammeter (ZRA) mode was used to study the galvanic effect on the fasteners. The specimen inside the crevice was connected to the working electrode terminal, while the specimen exposed to the bulk solution was connected to the counter electrode terminal. The reference electrode was connected to measure the coupling potential. Both the coupling potential and current density were measured for 3600 s per sampling period. EIS measurements were taken for the single electrodes after each ZRA measurement. The conventional three-electrode cell consisting of a platinum counter electrode, Ag/AgCl (1 M KCl) reference electrode and the working electrode was used. A sinusoidal voltage signal of ±10 mV amplitude within a frequency range of 10−2 to 105 Hz at OCP immediately after the open circuit potential of the WE reached a steady-state value. The EIS data were fitted using Zsimpwin software (Michigan, USA). All tests were performed for periods ranging between 1 and 30 days.
Data availability
The data that support the findings of this study are available from the corresponding authors upon reasonable request.
References
Revie, R. W. & Uhlig, H. H. Corrosion and Corrosion Control: An Introduction to Corrosion Science and Engineering. Vol. 2 (John Wiley & Sons, Inc., 2008).
Baddoo, N. R. Stainless steel in construction: a review of research, applications, challenges and opportunities. J. Constr. Steel Res. 64, 1199–1206 (2008).
Kenny, B. & Patterson, E. A. Load and stress distribution in screw threads. Exp. Mech. 25, 208–213 (1985).
Rees, E. E., McPhail, D. S., Ryan, M. P., Kelly, J. & Dowsett, M. G. Low energy SIMS characterisation of ultra-thin oxides on ferrous alloys. Appl. Surf. Sci. 203–204, 660–664 (2003).
Niu, L. B. et al. Effect of chloride and sulfate ions on crevice corrosion behavior of low-pressure steam turbine materials. Corros. Sci. 132, 284–292 (2018).
Ma, Y., Li, Y. & Wang, F. Corrosion of low carbon steel in atmospheric environments of different chloride content. Corros. Sci. 51, 997–1006 (2009).
Udoh, I. I., Shi, H., Liu, F. & Han, E. H. Synergistic effect of 3-amino-1,2,4-triazole-5-thiol and cerium chloride on corrosion inhibition of AA2024-T3. J. Electrochem. Soc. 166, C185–C195 (2019).
Gedge, G. Structural uses of stainless steel - buildings and civil engineering. J. Constr. Steel Res. 64, 1194–1198 (2008).
Aziz, N., Craig, P., Nemcik, J. & Hai, F. Rock bolt corrosion – an experimental study. Min. Technol. 123, 69–77 (2014).
Yang, X. et al. Atmospheric corrosion behaviour and degradation of high-strength bolt in marine and industrial atmosphere environments. Int. J. Electrochem. Sci. 16, 1–17 (2021).
Udoh, I. I., Shi, H., Soleymanibrojeni, M., Liu, F. & Han, E. H. Inhibition of galvanic corrosion in Al/Cu coupling model by synergistic combination of 3-Amino-1,2,4-triazole-5-thiol and cerium chloride. J. Mater. Sci. Technol. 44, 102–115 (2020).
Li, X. et al. Materials science: share corrosion data. Nature 527, 441–442 (2015).
Li, Y. Z., Guo, X. P. & Zhang, G. A. Synergistic effect of stress and crevice on the corrosion of N80 carbon steel in the CO2-saturated NaCl solution containing acetic acid. Corros. Sci. 123, 228–242 (2017).
Elshawesh, F., Abusowa, K., Mahfud, H. & Ezuber, H. Stress-corrosion cracking and galvanic corrosion of internal bolts from a multistage water injection pump. J. Fail. Anal. Prev. 8, 48–53 (2008).
Melhemt, G. N. Aerospace Fasteners: Use in Structural Applications, in Encyclopedia of Aluminum and Its Alloys (CRC Press, 2019).
Álvarez, J. A., Lacalle, R., Arroyo, B., Cicero, S. & Gutiérrez-Solana, F. Failure analysis of high strength galvanized bolts used in steel towers. Metals 6, 1–14 (2016).
Yu, Z. W. & Xu, X. L. Fracture failure of bolts assembled in tuning-wheel of a marine diesel engine. J. Fail. Anal. Prev. 16, 489–498 (2016).
Lachowicz, M. B. & Lachowicz, M. M. Influence of corrosion on fatigue of the fastening bolts. Materials 14, 1–17 (2021).
Muzghi, I. A. Fastener corrosion in arabian gulf offshore installations. In EUROCORR 2004 - Eur. Corros. Conf. Long Term Predict. Model. Corros. 1–5 (2004).
Daniel, E. F. et al. Insights into the characteristics of corrosion products formed on the contact and exposed regions of C1045 steel bolt and nut fasteners exposed to aqueous chloride environments. J. Mater. Sci. Technol. 135, 250–264 (2023).
Daniel, E. F. et al. Corrosion behaviour of carbon steel fasteners in neutral chloride solution. Acta Metall. Sin. 35, 563–576 (2022).
Zhao, K. et al. Passivation behavior of 2507 super duplex stainless steel in hot concentrated seawater: influence of temperature and seawater concentration. Acta Metall. Sin. 35, 326–340 (2022).
Chen, D., Han, E. H. & Wu, X. Effects of crevice geometry on corrosion behavior of 304 stainless steel during crevice corrosion in high temperature pure water. Corros. Sci. 111, 518–530 (2016).
Lorang, G., Da Cunha Belo, M., Simões, A. M. P. & Ferreira, M. G. S. Chemical composition of passive films on AISI 304 stainless steel. J. Electrochem. Soc. 141, 3347–3356 (1994).
Zhang, Y., Luo, H., Zhong, Q., Yu, H. & Lv, J. Characterization of passive films formed on as-received and sensitized AISI 304 stainless steel. Chin. J. Mech. Eng. 32, 1–12 (2019).
Kocijan, A., Donik, Č. & Jenko, M. Electrochemical and XPS studies of the passive film formed on stainless steels in borate buffer and chloride solutions. Corros. Sci. 49, 2083–2098 (2007).
Liu, C. T. & Wu, J. K. Influence of pH on the passivation behavior of 254SMO stainless steel in 3.5% NaCl solution. Corros. Sci. 49, 2198–2209 (2007).
Cui, Z. et al. Passivation behavior and surface chemistry of 2507 super duplex stainless steel in artificial seawater: Influence of dissolved oxygen and pH. Corros. Sci. 150, 218–234 (2019).
Tian, H., Cheng, X., Wang, Y., Dong, C. & Li, X. Effect of Mo on interaction between α/γ phases of duplex stainless steel. Electrochim. Acta 267, 255–268 (2018).
Dou, Y., Han, S., Wang, L., Wang, X. & Cui, Z. Characterization of the passive properties of 254SMO stainless steel in simulated desulfurized flue gas condensates by electrochemical analysis, XPS and ToF-SIMS. Corros. Sci. 165, 108405 (2020).
Alavi, A. & Cottis, R. A. The determination of pH, potential and chloride concentration in corroding crevices on 304 stainless steel and 7475 aluminium alloy. Corros. Sci. 27, 443–451 (1987).
Agarwal, A. S., Landau, U. & Payer, J. H. Modeling the current distribution in thin electrolyte films with applications to crevice corrosion. J. Electrochem. Soc. 157, C9–C12 (2010).
Moshrefi, R., Mahjani, M. G., Ehsani, A. & Jafarian, M. A study of the galvanic corrosion of titanium/L 316 stainless steel in artificial seawater using electrochemical noise (EN) measurements and electrochemical impedance spectroscopy (EIS). Anti-Corros. Methods Mater. 58, 250–257 (2011).
Hägg Mameng, S. Localised corrosion and atmospheric corrosion of stainless steels. (Sukanya Hägg Mameng, 2019).
Della Rovere, C. A. et al. Characterization of passive films on shape memory stainless steels. Corros. Sci. 57, 154–161 (2012).
Li, Y. Z., Wang, X. & Zhang, G. A. Corrosion behaviour of 13Cr stainless steel under stress and crevice in 3.5 wt.% NaCl solution. Corros. Sci. 163, 108290 (2020).
Mansfeld, F., Lin, S., Chen, Y. C. & Shih, H. Minimization of high‐frequency phase shifts in impedance measurements. J. Electrochem. Soc. 135, 906–907 (1988).
Etim, I. I. N. et al. Mitigation of sulphate-reducing bacteria attack on the corrosion of 20SiMn steel rebar in sulphoaluminate concrete using organic silicon quaternary ammonium salt. Constr. Build. Mater. 257, 119047 (2020).
Xue, F. et al. Effect of residual dissolved oxygen on the corrosion behavior of low carbon steel in 0.1 M NaHCO3 solution. J. Mater. Sci. Technol. 34, 1349–1358 (2018).
Guo, M., Yin, Q., Liu, M., Pan, C. & Wang, Z. Corrosion behavior of 304 stainless steel exposed to a simulated salt lake atmosphere. Acta Metall. Sin. 33, 857–870 (2020).
Lebrini, M., Robert, F., Lecante, A. & Roos, C. Corrosion inhibition of C38 steel in 1M hydrochloric acid medium by alkaloids extract from Oxandra asbeckii plant. Corros. Sci. 53, 687–695 (2011).
Hu, Q., Zhang, G., Qiu, Y. & Guo, X. The crevice corrosion behaviour of stainless steel in sodium chloride solution. Corros. Sci. 53, 4065–4072 (2011).
Zhu, M., Zhang, Q., Yuan, Y., Guo, S. & Huang, Y. Study on the correlation between passive film and AC corrosion behavior of 2507 super duplex stainless steel in simulated marine environment. J. Electroanal. Chem. 864, 114072 (2020).
Bhandari, J., Khan, F., Abbassi, R., Garaniya, V. & Ojeda, R. Modelling of pitting corrosion in marine and offshore steel structures - A technical review. J. Loss Prev. Process Ind. 37, 39–62 (2015).
Park, S. A., Le, D. P. & Kim, J. G. Alloying effect of chromium on the corrosion behavior of low-alloy steels. Mater. Trans. 54, 1770–1778 (2013).
Pickering, H. W. & Frankenthal, R. P. On the mechanism of localized corrosion of iron and stainless steel: I. Electrochemical studies. J. Electrochem. Soc. 119, 1297–1304 (1972).
Pickering, H. W. The significance of the local electrode potential within pits, crevices and cracks. Corros. Sci. 29, 325–341 (1989).
Fontana, M. G. Corrosion Engineering (McGraw Hill-Book Co., 1985).
Turnbull, A. The solution composition and electrode potential in pits, crevices and cracks. Corros. Sci. 23, 833–870 (1983).
Acknowledgements
This work was financially supported by the Youth Innovation Promotion Association of the Chinese Academy of Sciences (2019193, KGFZD-135-19-02), and the National Natural Science Foundation of China (No. 51801219). Special appreciation to the CAS-TWAS Presidential Fellowship for sponsorship.
Author information
Authors and Affiliations
Contributions
E.F.D.: Conceptualization, methodology, validation, investigation, writing—original draft, formal analysis. C.W.: Project administration, supervision, visualization, conceptualization, writing—review and editing. C.L.: Visualization, resources. J.D.: Funding acquisition, project administration, supervision, visualization, conceptualization, methodology, writing—review and editing. D.Z.: Methodology, resources, W.Z.: Resources. S.Z.: Methodology, resources. I.I.U.: Writing—review & editing. P.C.O.: Validation, writing—review & editing.
Corresponding authors
Ethics declarations
Competing interests
The authors declare no competing interests.
Additional information
Publisher’s note Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license, and indicate if changes were made. The images or other third party material in this article are included in the article’s Creative Commons license, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons license and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this license, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Daniel, E.F., Wang, C., Li, C. et al. Synergistic effect of crevice corrosion and galvanic coupling on 304SS fasteners degradation in chloride environments. npj Mater Degrad 7, 11 (2023). https://doi.org/10.1038/s41529-023-00327-8
Received:
Accepted:
Published:
DOI: https://doi.org/10.1038/s41529-023-00327-8
