
Abstract
This article describes the application of the A-priori algorithm for defining the rule-based relationships between individual defects caused during the lamination process, affecting the deformation defect of the yacht shell. The data from 542 yachts were collected and evaluated. For the proper development of the algorithm, a technological process of the yacht lamination supported by expert decisions was described. The laminating technology is a complex process of a sequential application of individual laminates according to a special strategy. The A-priori algorithm allowed for obtaining the set of association rules defining the relationships between the defects resulting from the lamination process and influencing the deformation defect of the yacht shell, which is one of the most common errors in yacht production. The obtained aggregated rules were compared with the expert knowledge of the employees of the production, quality control, mould regeneration, and technology departments of the yacht yard. The use of the proposed A-priori algorithm allowed for the generation of relationship rules consistent with the general opinion of experts. Associative rules additionally took into account detailed causes of a specific error, which were not always noticed by employees of specific departments. The assessment of the lamination process using an artificial intelligence algorithm turned out to be more objective, which made it possible to gradually reduce the total number of errors occurring in the yacht shell lamination process, and thus shorten the time needed to repair errors and the total time of producing the yacht.
Similar content being viewed by others

Introduction
The Polish yacht industry has been developing rapidly in last decades gaining high position in international markets1. Quality assurance at each manufacturing stage is a key factor for the competitiveness of yacht producers. Activities at the design and production stages can help to eliminate or reduce the number of defects, and thus shorten the time needed to manufacture the yacht. Since yachts are made of composite laminates, lamination is a key manufacturing process in the whole production. Laminates can be manufactured by the hand lay-up technique (HLU)2, the vacuum-assisted resin infusion (VARI) method3, and resin transfer molding (RTM)4. For glass fiber reinforced polymer laminates mechanical performance was similar after first two methods, but fewer local structure defects were observed for the samples obtained by VARI method5. The form of the lay-up and the outer 2–3 layers have the largest influence on the damage of composite marine structures under low-velocity impact6. The mechanical properties of laminates can be also predicted by the deformation theory of plasticity as shown on the example of ceramic composite laminates7. Apart from the lay-up scheme and mechanical properties, the geometry and support conditions have a significant impact on the vibro-acoustic behavior of laminated composite flat panels8.
Artificial intelligence techniques can be used to properly assess the quality of laminates. This allows to develop rules for the relationship between errors, which can be compared with the expert knowledge of experienced employees from various positions, i.e. quality controllers, laminate production workers, technologists, technicians involved in making moulds. Work on applying artificial intelligence to the production process based on intelligent and agile manufacturing9 has been ongoing for many years10.
Intelligent production of yachts can enable flexible and adaptive implementation of manufacturing operations, taking into account information technologies (IT), expert knowledge and, above all, artificial intelligence (AI) and intelligent computing11. Machine learning and the right algorithms can be used to better understand the production process and more accurately predict and avoid future problems, thus leading to improved and defect-free production. Deep reinforcement learning was used in12 to predict through inverse analysis shaft deformation by following stern hull deformation. The Deep Neural Network (DNN) predictive models were applied to predict the product quality in terms of average kerf in pulsed laser cutting of silicon steel sheet by utilizing vibration signals measured from the machine tool13. Data mining techniques using the A-priori algorithm were successfully used in14 to support the moulding machine maintenance. As a result, qualified association rules were extracted for predictive maintenance strategy applied to the manufacturing of wooden doors. The improved A-priori algorithm basing on Rough Set theory was developed in15 to search for quality association rules on the example of steel products. Identifying potential failure modes for product sub-systems and components was pointed out as a critical step in failure mode and effects analysis (FMEA). The A-priori algorithm can be used for exploring common sets of failure types to enhance product and system reliability16 and to extract frequent sequences of events that cause machines to fail. It can also be used to efficiently retrieve data from cloud data servers using metadata17 which in turn apply to cloud manufacturing18 based on huge quantity of information19.
The main emphasis in this work is on the problem of deformation of the yacht shell, which should be identified at the quality control stage and then removed. Although reverse engineering is successfully used at the quality control stage20, allowing for the proper assessment of difficult-to-see defects in the deformation of the yacht shell, the identification and location of some deformed planes require the work of an experienced employee. It turns out that it is very difficult to formalize expert knowledge regarding the causes of defects in the lamination process. Attempts to create a clear and transparent description of the defects themselves and the causes of their formation using only experts and measuring devices have not yet produced the expected results. Therefore, it is necessary to use additional tools based on continuous data exploration. Experts from yacht manufacturing companies confirm the need to develop a process of formalizing knowledge in this area, preferably in the form of rules that describe the relationships between errors occurring during the yacht lamination process. The construction of such a rule model may contribute to reducing the number of defects or even eliminating some defects occurring in the lamination process.
The A-priori algorithm and association methods presented in21 allowed for the formulation of a number of dependencies for the occurrence of defects in the lamination process in yacht production. Revealed relationships were not obvious to experienced technologists, but could occur with a high probability of coexistence. The obtained results allowed to shorten the total production time, but did not take into account the number of defects, and therefore the actual repair time, but only the occurrence of a specific defect.
This article presents a research method that allowed for the formalization of knowledge about the causes of deformation error during the yacht shell lamination process, using information about the number of observed errors. The A-priori algorithm allowed for obtaining aggregated rules which were compared with the expert knowledge of the employees of the production, quality control, mould regeneration, and technology departments of the yacht yard. The use of the proposed A-priori algorithm allowed for the generation of relationship rules consistent with the general opinion of experts. Associative rules additionally took into account detailed causes of a specific error, which were not always noticed by experts and employees of specific departments.
The reminder of this paper is organised in the following order. Section “Description of the research object” contains a brief description of the research object. In Section “Technological process of the yacht lamination supported by decision-making system”, the stages of the yacht lamination process supported by the decision-making system is reported. Sample defects caused in the lamination process and frequency of occurrence of single errors observed in the production of 542 yachts are also presented in this Section. The proposed research methodology is shown in Section “Research methodology”. Section “Results from the application of the A-priori algorithm” contains obtained results which were validated and compared with the experts knowledge in Section “Comparison of the results of the A-priori algorithm with expert knowledge”. The developed procedure and obtained results are discussed in Section “Discussion”. Finally, the authors’ approach and contributions are summarised in Section “Conclusions”.
Description of the research object
For the research study, the CC6LA model of a laminated yacht was selected, with the general parameters presented in Table 1.
The data from the quality control after the preparation of the main mould (Fig. 1a) and the lamination process (Fig. 1b) were collected from 4 years. All yachts must meet high structural and aesthetic requirements during the quality control (Fig. 1c), so that the yachts can be shipped to the customer without the risk of complaints (Fig. 1d).

Selected stages of the yacht production: (a) preparation of the main mould, (b) lamination, (c) quality control, (d) preparation for shipping.
Technological process of the yacht lamination supported by decision-making system
The stages of the yacht lamination process and supporting this process using artificial intelligence methods are presented in Fig. 2. The Technology Department is obliged to provide technical documentation necessary to make and prepare the mould (Fabrication and preparation of the mould). Making a mould begins with creating its metric containing the product type, product elements, mold number and manufacturer’s name. After creating the individual metric, the mould construction begins, including the preparation of a model on which subsequent layers of gelcoat and hardener are applied22. The form is strengthened and stiffened with additional structural elements. After checking the hardness of the gelcoat coating and the structural layers of the mould (the acceptance procedure) it is transferred to the production department of polyester-glass (PG) laminates.

Stages of the yacht lamination process supported by AI methods and expert knowledge.
Making a PG laminate for a yacht hull begins with waxing and then applying individual layers of materials that make up the laminate. These activities must be carried out following the construction and technological documentation containing the number of layers, type, and weight of the material. The lamination process is not uniform for the entire product, as seen in the scheme of applying different layers of yacht deck laminate (Fig. 3).

Scheme of applying different layers of laminates of the yacht deck on a previously prepared mould.
Layers of different materials are applied at specific places according to a lamination code defined by color and number, following the sequence of layering presented in Table 2. The technological process for the exemplary laminates marked with seven colors and specific numbers requires 18 steps of layering and 2 technological breaks. It shows the complexity of the lamination process, which additionally must be carried out in controlled conditions taking into account temperature, humidity and air purity.
The PG laminate is inspected immediately after demoulding. The control card (Table 3) with a list of errors that can be identified after the lamination process is transferred to the repair department, where the number of errors (Quantity) is determined, expressed as the Qi value for the i-th error, which affects the total repair time (Ti). The preparatory time (PREPA) for repairing the defect, related to the collection of the necessary materials, such as sandpapers and gelcoats, as well as the unit times tui for repairing the error are downloaded from the Database and updated from time to time, resulting from the actual repair time. Thus total repair time Ti dedicated for the removal of the i-th defect is calculated as:
where: Ti—total repair time in minutes, PREPAi—preparatory time for repairing the defect in minutes, Qi—number of errors, tui—unit time for repairing the defect in minutes.
In addition to the number of errors, the places where they occur are also marked as shown in (Fig. 4). Images of sample errors occurring after the lamination process are shown in Fig. 5.

Defects marked by the technical staff during the quality control after the lamination process for the sample yacht No. 346: air bubbles (A), burnt surfaces (B), cracks (F), deformation (H), demould defects (I), anti-sliding defects (O), matte finish (P).

Sample defects caused in the lamination process: (a) surpluses to grind (defect C), (b) scratches (defect E), (c) cracks (defect F), (d) marking cracks that need to be repaired, (e) matte finish (defect P), (f) damage to anti-sliding (defect O) with concavity.
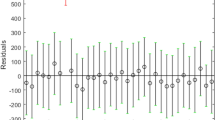
The frequency of occurring individual errors observed in the production of N = 542 yachts is presented in Fig. 6. Although the H error is not the most common error (Fig. 6), the time needed to repair it is usually the longest (Table 3).

Boxplot of individual quantitative errors for all N-observations (N = 542).
The statistical description of all errors is presented in Table 4. Analysis of the value of the first quartile (1st Qu) shows that 25% of the manufactured yachts had no more than 15 errors of A type. Error A appeared every time (from 3 to 73 air bubbles on one yacht). The remaining errors were not so notorious.
Research methodology
The proposed research method allows for the formalization of knowledge about the causes of the H deformation error during the lamination process, using information about the number of observed errors and, therefore, indirectly about the time needed to repair them. With the help of the A-priori algorithm, a database of rules describing the relationships between individual errors observed in the lamination process was built.
The advantage of the presented method is the ability to take into account the “air bubbles” error, which was not included in the methodology presented in21, but is one of the most common errors occurring during the lamination process, impossible to ignore in the opinion of technologists. In this research, authors improved the methodology by considering this very important defect A. According to the company standards, there is a minimum acceptable time which can be spent on the quality control and repairs, treated as a threshold for a defect qualification. If the number of defects is smaller, than the repair time is shorter and the defect may be qualified as a permissible and acceptable defect, not as a critical one.
In order to be able to effectively use information about the presence of error A for analysis, its quantitative assessment was introduced. It was based on the ratio of the number of type A defects to all observed Qc errors. If error A constituted at least 15% of all errors, it was considered as a critical error and its occurrence was coded with the value 1. Below the 15% threshold, the error A was considered as an acceptable one and its occurrence was coded with the value 0 (Table 5). The value of 15% was determined in accordance with the industrial practice used in the analysed enterprise. As the production process is improved by introducing improvement activities, this value systematically decreases. Described procedure was applied to all 542 yachts and Table 5 contains the binary values 0 or 1 assigned to the defect A only for six exemplary yachts.
Algorithm of discovering strong binary association rules A-priori was firs described in23. An association rule is based on the implication \(\alpha \to \beta\) ; If antecedent (\(\alpha\)) then consequent \((\beta )\). The feature that distinguishes association rules from classic rules is the ability to assess their quality based on the indicators: support, confidence and lift.
The measure support \(supp(\alpha \to \beta )\) is a measure for the \(\alpha \to \beta\) rule and describes the relationship:
It is the ratio of the frequency of occurrence of records with α and β to all analysed transactions. The confidence \(conf\left(\alpha \to \beta \right)\) measure tells about the conditional probability of the rule occurring:
The lift \(lift(\alpha \to \beta )\) measure is a measure of rule importance, using both support and confidence measures:
The lift measure tells how much the probability of the event \(P(\alpha \cap \beta )\) is greater than the probability of events \(P(\alpha )\) and \(P(\beta )\) occurring independently of each other. As the lift index increases, the quality of the rule increases. The A-priori algorithm was used to discover the most frequently occurring event sets.
Ethical approval and Informed consent
All experimental protocols and written surveys were approved by the management board of Ostróda Yacht Sp. z o.o. Informed consent was obtained from all subjects and their legal guardians.
Guideline statement
All methods were carried out in accordance with relevant guidelines and regulations.
Results from the application of the A-priori algorithm
The A-priori algorithm was run with the assumption that consequent refers to the H defect, having at its disposal the set of observations described in the previous section. Taking into account that the observed errors may appear rarely, but always in the same correlation, the following coefficient values were assumed: \(supp=0.1\), \(conf=0.1\). For the assumptions adopted in this way, 73 rules were obtained, but only those rules for which the value of the lift parameter was significant, i.e. \(lift>2\), were selected for analysis. In this way, the most significant relationships were nominated, the presence of which may correlate with the appearance of deformation error (Table 6).
Based on the computations performed, it was noticed that for two-element frequent sets there is a strong relationship only between the deformation error (H) and cracks F up to 250 mm (Fig. 5c), and damage to anti-sliding O (Fig. 5f). This relationship is determined by a rule created on the basis of inference from two-element frequent sets. The rule is in the form:
A more complex relationship was constructed based on the aggregation of rules from three-element frequent sets:
And based on the aggregation of rules from four-element frequent sets, the following formula was constructed:
The method used also allowed to identify and formalize the strong dependence of deformation (H) on the crack error up to 250 mm (F) and the burnt surfaces error (B). The resulting rule can be written as:
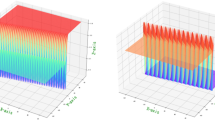
According to the rule described by Eq. (7), the dependence of the deformation error H on F and O strengthens the presence of errors P, I or B. Similarly, according to the rule described by Eq. (8), the dependence of the deformation error H on B and F strengthens the presence of error O or C. The rules resulting from analyses of five-element frequent sets and their graphical interpretations (Figs. 7 and 8) show that the strongest influence on the deformation error is exerted by errors B, C, F, I, O, P. The rules that describe this relationship have higher values of the lift and support indicators.

Visualization of the relationship between errors that have a direct impact on deformation (H), along with information about the values of support and lift indicators.

Deformation error dependency grid (H) as a successor of rules and their antecedent (Items in LHS Groups) including information about the values of support and lift indicators.
The analysis of the collected observations allowed to additionally detect a negative correlation between errors A and H (\(lift<1\)). H error usually occurs when there is a smaller amount of A error or \(\{A,I\}\) errors (Table 7).
Three relationships were noticed for the opposite case when trying to find rule consequents with the antecedent H (Table 8). With the same initial assumptions, the algorithm generated 8 more rules. None of them had a \(lift > 2\).
Comparison of the results of the A-priori algorithm with expert knowledge
The rules generated using the A-priori algorithm, presented in Table 9 and described in Eqs. (5)–(8), were compared with the opinions of experts from four departments of the company: production, quality control, mould regeneration, and technology. The expert questionnaires were completed without knowledge of the results obtained from the applied computational procedure. The impact of each defect on the H error was assessed by experts on a scale from 0 to 100%, where 100% meant the greatest impact.
After completing 50 questionnaires, the results were normalized to be between 0 and 1—Fig. 9. According to experts, the greatest impact on the deformation error H has the defects occurring in the four-element rule R8 and the three-element rule R4, i.e. in the group of defects F, O, I (R4) with defect C (R8). Next, the defects included in the four-element rules R9 and R7 were classified, containing defects F, O, C from group R2, with defect B (R7) or P (R9). The three-element rules R6, R3 and R5 and the two-element rule R1 were classified the lowest. These rules also obtained lower values of the normalized lift coefficient—Fig. 9. Similarly, the rules R8, R9, R7 and R2, highly classified by experts, have higher values of the lift coefficient, close to or equal to 1. A lower value of the lift coefficient was obtained by the three-element rule R4, highly rated by experts, which is, however, included in the R8 rule, highly rated both by experts and the A-priori algorithm.

The influence of two-, three- and four-element rules R1–R9 on the deformation error H according to expert opinions and the lift indicator.
The greatest impact of the R4 and R8 rules on the deformation error H indicated in all expert surveys (Fig. 9) was also noticed and confirmed in the surveys completed by employees of specific departments – Fig. 10. However, the impact of the error components of specific rules is perceived differently by employees of different departments. Experts from the production department, i.e. department directly involved in the process of manufacturing the laminate shell, indicated in the surveys that all 6 defects P, I, O, F, C, B from the R1–R9 relationships deduced using the AI algorithm have an impact on the deformation error H – Fig. 10a.

The impact of error components contained in rules R1–R9 on the deformation error H according to the opinions of experts from various yacht company departments: (a) production, (b) quality control, (c) mould regeneration, (d) technology.
Experts from the quality department indicated the impact of five defects P, I, O, F, C, with a minimal impact of defect P and no impact of defect B—Fig. 10b. Experts from the mould regeneration department indicated the impact of four defects I, O, F, C, with no influence of defects P and B—Fig. 10c. However, experts from the technology department, having the least contact with production, indicated the influence of only two defects I and F on the deformation error H—Fig. 10d.
Discussion
The proposed research method allowed for the formalization of knowledge about the causes of the H deformation error during the lamination process, using information about the number of observed errors. The A-priori algorithm allowed for obtaining aggregated rules defining the relationships between the defects resulting from the lamination process and influencing the deformation defect of the yacht shell, which is the most common defect in the yacht production.
The presented results confirm the validity of the rule inference algorithm used, and also indicate the advisability of its application in a company where production is based on significant human participation at every stage of production, i.e. at the design, manufacturing, quality control and repair. This is influenced by, among others, different levels of expert knowledge and professional experience of people employed in individual departments. The division of expert surveys into the following departments: production, quality control, mould regeneration and technology, showed different perceptions by their employees of the impact of individual defects, which are components of aggregated rules generated using the A-priori algorithm, on the deformation error. The use of the proposed A-priori algorithm allowed for the generation of dependency rules consistent with the general opinion of experts, but taking into account detailed causes of a specific error, not always noticed or even ignored by employees of specific departments. This makes the assessment using an artificial intelligence algorithm more objective, enabling, through the introduction of technological improvements, to gradually reduce the total number of errors occurring in the yacht shell lamination process, and thus shorten the time needed to repair errors and the total time of producing the yacht.
Conclusions
The main contributions and benefits of this work can be summarised as:
-
The proposed methodology allowed for the formalization of knowledge about the causes of defects in the yacht lamination process;
-
The A-priori algorithm allowed for obtaining aggregated rules defining the relationships between the defects resulting from the lamination process and influencing the deformation defect of the yacht shell;
-
The generated dependencies turned out to be consistent with the general opinion of experts, but they also took into account more detailed causes of a specific error, not always noticed or even ignored by employees of specific departments.
-
The developed methodology can be applied in companies with various production profiles, especially those based on significant human participation at every stage of the production, i.e. at the design, manufacturing, quality control and regeneration.
-
Assessment of the laminating process using an artificial intelligence algorithm turned out to be more objective due to employees’ different perceptions of individual errors and relationships between specific defects. This is influenced by, among others, different levels of knowledge and professional experience of people employed in individual departments.
Data availability
The data that support the findings of this study are available from the corresponding author, [MD], upon reasonable request.
References
Czapliński, P. Determinants and prospects for the development of the Polish yacht industry. Works Ind. Geogr. Committee Polish Geogr. Soc. 34(4), 9–21 (2020).
Cucinotta, F., Guglielmino, E. & Sfravara, F. Life cycle assessment in yacht industry: A case study of comparison between hand lay-up and vacuum infusion. J. Clean. Prod. 142, 3822–3833 (2017).
Agwa, M. A., Youssef, S. M., Ali-Eldin, S. S. & Megahed, M. Integrated vacuum assisted resin infusion and resin transfer molding technique for manufacturing of nano-filled glass fiber reinforced epoxy composite. J. Ind. Text. 51, 5113S–5144S (2022).
Ekuase, O. A., Anjum, N., Eze, V. O. & Okoli, O. I. A review on the out-of-autoclave process for composite manufacturing. J. Compos. Sci. 6(6), 172 (2022).
Rydarowski, H. & Koziol, M. Repeatability of glass fiber reinforced polymer laminate panels manufactured by hand lay-up and vacuum-assisted resin infusion. J. Compos. Mater. 49(5), 573–586 (2015).
Li, X., Zhu, Z., Chen, Q., Cai, Y. & Xiong, Y. Simulations and tests of composite marine structures under low-velocity impact. Polish Maritime Res. 28, 59–71 (2021).
Rajan, V. P., Shaw, J. H., Rossol, M. N. & Zok, F. W. An elastic–plastic constitutive model for ceramic composite laminates. Compos. A Appl. Sci. Manuf. 66, 44–57 (2014).
Sharma, N., Mahapatra, T. R. & Panda, S. K. Vibro-acoustic behaviour of shear deformable laminated composite flat panel using BEM and the higher order shear deformation theory. Compos. Struct. 180, 116–129 (2017).
Wang, B. et al. Smart manufacturing and intelligent manufacturing: A comparative review. Engineering 7(6), 738–757 (2021).
Wang, L. From intelligence science to intelligent manufacturing. Engineering 5(4), 615–618 (2019).
Pan, Y. Heading toward artificial intelligence 2.0. Engineering 2(4), 409–413 (2016).
Choi, S. P., Lee, J. U. & Park, J. B. Application of deep reinforcement learning to predict shaft deformation considering hull deformation of medium-sized oil/chemical tanker. J. Mar. Sci. Eng. 9(7), 767 (2021).
Kusuma, A. I. & Huang, Y. M. Product quality prediction in pulsed laser cutting of silicon steel sheet using vibration signals and deep neural network. J. Intell. Manuf. 34, 1683–1699 (2023).
Djatna, T. & Alitu, I. M. An application of association rule mining in total productive maintenance strategy: An analysis and modelling in wooden door manufacturing industry. Proced. Manuf. 4, 336–343 (2015).
Cai-yan, L. & You-fa, S. Application of data mining in production quality management. In: 2009 Third International Symposium on Intelligent Information Technology Application Vol. 2, pp. 284–287 (IEEE, 2009).
Xu, Z., Dang, Y., Munro, P. & Wang, Y. A data-driven approach for constructing the component-failure mode matrix for FMEA. J. Intell. Manuf. 31, 249–265 (2020).
Anitha, R. & Mukherjee, S. ‘MaaS’: Fast retrieval of E-file in cloud using metadata as a service. J. Intell. Manuf. 28, 1871–1891 (2017).
Xu, X. From cloud computing to cloud manufacturing. Robot. Comput.-Integr. Manuf. 28(1), 75–86 (2012).
Tao, F., Cheng, Y., Da Xu, L., Zhang, L. & Li, B. H. CCIoT-CMfg: Cloud computing and internet of things-based cloud manufacturing service system. IEEE Trans. Ind. Informat. 10(2), 1435–1442 (2014).
Deja, M., Dobrzyński, M. & Rymkiewicz, M. Application of reverse engineering technology in part design for shipbuilding industry. Polish Maritime Res. 26(2), 126–133 (2019).
Niksa-Rynkiewicz, T., Landowski, M. & Szalewski, P. Application of apriori algorithm in the lamination process in yacht production. Polish Maritime Res. 27(3), 59–70 (2020).
Rajak, D. K., Wagh, P. H. & Linul, E. Manufacturing technologies of carbon/glass fiber-reinforced polymer composites and their properties: A review. Polymers 13(21), 3721 (2021).
Agrawal, R. & Srikant, R. Fast algorithms for mining association rules. In Proceedings of VLDB ‘94: Proceedings of the 20th International Conference on Very Large Data Bases Vol. 1215, pp. 487–499. (1994).
Acknowledgements
This work is funded by the European Commission in the framework HORIZON-WIDERA-2021-ACCESS-03, project 101079398 ‘New Approach to Innovative Technologies in Manufacturing (NEPTUN)’. Authors would like to thank the management board of Ostróda Yacht Sp. z o.o. http://ostroda-yacht.com.pl/en/ for providing relevant data used in the research obtained during Paweł Szalewski’s internship in the company. Computations carried out with the use of software and computers from Academic Computer Centre in Gdansk—TASK (http://www.task.gda.pl).
Author information
Authors and Affiliations
Contributions
Conceptualization: P.S., T.N.-R., M.D.; Methodology: P.S., T.N.-R., M.D.: Formal analysis and investigation: P.S., T.N.-R., M.D.; Writing - original draft preparation: P.S., T.N.-R., MD; Writing - review and editing: P.S., T.N.-R., M.D.; Funding acquisition: P.S., T.N.-R., M.D.; Resources: P.S., T.N.-R., MD; Supervision: M.D.
Corresponding author
Ethics declarations
Competing interests
The authors declare no competing interests.
Additional information
Publisher's note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Szalewski, P., Niksa-Rynkiewicz, T. & Deja, M. The study on the appearance of deformation defects in the yacht lamination process using an AI algorithm and expert knowledge. Sci Rep 14, 6305 (2024). https://doi.org/10.1038/s41598-024-56410-w
Received:
Accepted:
Published:
DOI: https://doi.org/10.1038/s41598-024-56410-w
Keywords
Comments
By submitting a comment you agree to abide by our Terms and Community Guidelines. If you find something abusive or that does not comply with our terms or guidelines please flag it as inappropriate.
