
Abstract
Co3O4 nanoparticles (Co3O4-NPs) are synthesized using the facile solvothermal method. FT-IR and XRD spectroscopic analyses verify the creation of cobalt oxide nanoparticles with an average size of 13.20 nm. Furthermore, Zeta potential assessments were carried out to identify the electrical charge of the surface of the produced Co3O4-NPs, which was found to be -20.5 mV. In addition, the average pore size of Co3O4-NPs is 19.8 nm, and their BET surface area is 92.4 m/g. The study also concerned the effect of Co3O4-NPs on epoxy's improvement of mechanical and corrosion protection for carbon steel in salt solution. By including Co3O4-NPs in an epoxy (EP) coating, corrosion is effectively prevented by non-permeable protective coatings that effectively reduce the transfer of corrosion ions and oxygen.
Similar content being viewed by others
Introduction
A highly regarded area of study is the protective methodology against steel corrosion in the surrounding sea. Researchers have extended carbon steel's durability by looking into various practical and affordable strategies, like corrosion protection using coatings1,2. To protect carbon steel from corrosion in the sea surrounding, it is crucial to create and improve coatings with preferable corrosion protection quality and reliable mechanical characteristics3.
One of the most often used transition metal oxides is cobalt oxide (Co3O4) nanoparticles because of their relatively high electrochromic efficiency (25 cm2 C−1), large surface area, strong conductivity, and enhanced electrochemical stability4. Cobalt oxide alone or in mixed form is used as protective thin film under different temperatures and pressures5,6,7.
A thermosetting polymer called epoxy resin (EP) is frequently utilized as a corrosion protection coating due to its excellent chemical compatibility in acid/base environments8,9. Because even though EP coating possesses fine chemical reliability, corrosion protection effectiveness, and moderate adhesion to carbon steel substrates, a few small cracks, microscopic pores, and pinholes will be produced in the coating with time10,11. These tiny pinholes and cavities make it simple for corrosive species to enter the carbon steel surface and lead to corrosion. The hydrated forms of aggressive ions can actually permeate coating flaws, resulting in the corrosion process12,13,14. This causes a rise in the concentration of H+ ions, which causes hydrogen evolution and, as a result, a decrease in pH.
Inorganic nanoparticles like carbon nanotubes (CNTs), Silicon dioxide, and TiO2 have frequently been incorporated into the EP protective layer as nanofiller to enhance protection against corrosion and lengthen the operational life of EP coating15,16,17. Khun et al.18 studied the effect of multiwall carbon nanotube “MWCNT” on corrosion resistance of epoxy/aluminum alloy composite. The authors concluded that with a higher MWCNT content, the epoxy composite coatings' adhesive strength increased. Due to improved solid lubricating and rolling effects of the MWCNTs and higher load-bearing capacity of the composite coatings, increased MWCNT content also decreased the friction coefficient and raised the wear resistance of the epoxy composite coatings.
Lately, Co3O4 nanoparticles (Co3O4-NPs) have received a lot of interest in different areas as biomedicine uses due to their eco-friendliness3,19. El-Shamy and Deyab4 are concerned with the importance of Co3O4 nanoparticles in corrosion performance in different studies6,7,20. Herein, Co3O4-NPs were prepared and characterized via XRD and FT-IR, then added as a nano-filler to EP coating to significantly improve the coating's barrier to the transfer of aggressive species. Electrochemical impedance spectroscopy and mechanical assessments were performed to examine the corrosion protection capability and adhesive pull of Co3O4-NPs@EP coating for carbon steel in a 3.5 wt.% brine solution.
Experimental
Materials
Cobalt nitrate hexahydrate (98%) was purchased from Aldrich (Chemical Corporation, USA). Cetyltrimonium bromide (CTAB, > 98% by TLC) was obtained from Merck (Germany). Sodium hydroxide and absolute ethanol (99%) are acquired from Fluka Chimica (Switzerland). Without further purification, all chemicals have been used.
The steel elements' percentage weights were C = 0.242, P = 0.043, Si = 0.301, S = 0.03, Mn = 0.482, and Fe = up to100.
Synthesis of Co3O4-NPs
The solvothermal method21 was implemented for the preparation of cobalt oxide nanoparticles (Co3O4-NPs) by dissolving (0.024 mol, 0.678 g) of Co(NO3)2.6H2O in 12 ml of ethyl alcohol forming red color solution (A). In another 250 ml conical flask, prepare 0.09 mol of sodium hydroxide by dissolving appropriately in ethanol, forming a colorless solution (B). Then, solution (A) was added drop by drop to solution (B) during vigorous stirring using a magnetic stirrer. The previous mixture was allowed to complete for 20 min by forming blue color solution (C). The reaction was then completed by transferring mixture (C) after adding 0.6 g CTAB (prevent aggregation of the NPs) to 100 ml autoclave with Teflon linear and heated for five hours at 180 °C. Finally, black powder of Co3O4 nanoparticles was obtained after washing several times using ethanol and drying in the oven.
Preparation of Co3O4-NPs@EP coating
The Co3O4-NPs@EP coating was created by combining EP resin from Ciba, poly-amidoamine (hardener) from Arkema, and 2.5 wt.% Co3O4-NPs. When a high concentration of Co3O4-NPs is added (more than 2.5 wt.% Co3O4-NPs), agglomerates form, causing the dispersion to be deemed insufficient to be used any further quantity.
The EP resin to hardener weight ratio became 2:1. All of the components were blended for 3 h with a speed mixer (1300 rpm)22,23. High-purity N2 flow was bubbled into the mixture while stirring.
The uniform dispersion of Co3O4-NPs in EP resin was checked using a scanning electron microscope (ZEISS scan electron microscopy, SEM). Figure 1a illustrates that the surface of the neat EP resin is smooth and free of impurities. In contrast, spherical particles are visible on the Co3O-NPs@EP surface (Fig. 1b). In EP resin, the Co3O4-NPs particles were dispersed uniformly.

SEM images (a) neat EP resin, (b) Co3O-NPs@EP coating.
Before coating, the metal sheets were degreased with acetone and ultrasonic cleaning with 95% ethanol, then with de-ionized water and drying.
The clean substrate was covered with Co3O4-NPs@EP coatings using a film applicator24. The dry film thickness of EP resin and Co3O4-NPs@EP coating was determined using a coating micrometer of 45.2 ± 3 and 63 ± 4 μm, respectively.
Corrosion and mechanical tests
As the working electrode, a carbon steel panel was employed to evaluate the resin's resistance to corrosion in 3.5% NaCl solution.
The EIS was applied using a Gamry-Interface-5000E potentiostat/galvanostat to investigate the coating system's effectiveness. For EIS experimental tests, an electrochemical cell defining a set was used. The platinum (counter electrode), coated carbon steel (working electrode), and saturated calomel (reference electrode) electrodes were used to build the cell.
The exposed surface of the coating is one side with a dimension of 30 mm × 10 mm during the EIS measurement. Impedance spectra were recorded at open circuit potential (6 h) with frequencies ranging from 1 Hz to 30 kHz and potential amplitudes equal to 10 mV. After seven days of immersion, the test was carried out. The nano-indentation method was used to evaluate mechanical characteristics (Micro Materials instruments). Using Micro Materials instruments, the nano-indentation test was carried out on the nanocomposite sample in three stages: loading, holding, and unloading25. The international standard ISO 14577 governs these experiments. Impact resistance and scratch-hardness tests were performed by ASTM specifications (ASTM-D2794, ASTM-D7027)26. The experiments were done in triplicate, and the outcomes were very reproducible.
The salt spray experiment (3.5 wt.% solution) was performed in a corrosion tester cabinet at 323 K in accordance with ASTM B117. After 168 h, the samples surfaces and degree of rusting were inspected visually and evaluated.
Methods of characterization
FT-IR spectroscopic measurement was obtained using a Perkin Elmer-Spectrum spectrophotometer on the prepared Co3O4-NPs (KBr pellet technique). Spectral data were gathered from 400 to 4000 cm−1. Functional reference spectra were used to determine groups. The produced nao-metal oxide' crystallinity was proven using an X-ray diffractometer (XRD). The applied wavelength (λ) was 1.5418 Å using Cu Kα radiation (PANalytical XPERT PRO MPD, Netherlands). At room temperature, the diffraction pattern is recorded in the angular range (2θ) of 10–80 with a step size of 0.02. In addition, zeta potential measurements (Malvern Zetasizer ZS-HT, UK) were used to identify the anti-aggregation resistance of the synthesized metal oxide nanoparticles. The measures depend on the electrophoresis where the value of zeta potential is related to the electrophoresis (Henry equation)27.
The N2 gas adsorption/desorption performance and specific surface area of the resulting material were studied using Brunauer–Emmett–Teller (BET) analysis with a Quantachrome NOVA Station A.
Results and discussion
Characterization of Co3O4-NPs
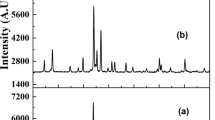
Figure 2 declares the Co3O4-NPs characteristic XRD pattern, which confirms their crystallinity and crystal structure28,29. The observed diffraction peaks supported by the planes (111), (220), (311), (222), (400), (422), (511), and (440), which are all associated with the sharp diffraction peaks found at 2θ values of 18.99°, 29.56°, 36.95°, 39.04°, 44.79°, 55.64°, 61.61°, and 65.21°, which are in good accord with the JCPDS card No. 43-100330.

XRD spectrum of Co3O4-NPs.
Debye-Scherer’s equation determined the average particle size (D) of Co3O4-NPs31.
where, λ is the wavelength of the X-ray radiation source (0.15405 nm), θ is the half diffraction angle (also known as the Bragg angle), and β is the full width at half-maximum value (FWHM) in radians of the XRD diffraction lines. The previous equation declares that the peak width, as measured perpendicular to the reflecting planes, is inversely related to crystal thickness32. The mean diameter of the synthesized Co3O4-NPs is calculated and found to be 13.20 nm depending on (311).
The recorded FT-IR spectrum (Fig. 3) is used to obtain structural data from the functional groups of the produced Co3O4-NPs. Strong metal oxide bands at 666.63 cm−1 and 574.03 cm−1 are related to Co(III) in an octahedral and Co(II) in a tetrahedral site33,34. In addition, the peak present at 1390 cm−1 regards to C-H bending of CTAB that capped the formed nanoparticles35.

FT-IR pattern of the synthesized Co3O4-NPs.
Zeta potential is a physical property defined as the electrical potential between the investigated material and the surrounding liquid36. Figure 4 shows the zeta potential distribution with a mean value of −20.5 mV. Zeta potential is a good tool that can determine the particles' electrical surface charge37. When an electric field is applied over the scattered Co3O4-NPs, the nanoparticles will move toward the oppositely charged electrode at a rate proportional to the zeta potential. High zeta potential for a dispersion system, whether positive or negative, suggests that the particles are resistant to aggregation and indicates an apparently stable system38. The surface of synthesized Co3O4-NPs is the negative value of zeta potential which agrees with the literature39,40.

Zeta potential distribution of Co3O4-NPs.
Co3O4-NPs have a BET surface area of 92.4 m2/g and an average pore size of 19.8 nm.
Corrosion protection features of Co3O4-NPs@EP coating
This section used EIS plots to evaluate the effectiveness of EP-coated carbon steel in both the incorporation and absence of Co3O4-NPs in 3.5% NaCl solution (see Fig. 5). As depicted in Fig. 5, two capacitive loop circuits make up the Nyquist, Bode-module, and phase angle plots for both coatings (Fig. 5a–c). The two capacitive circuits at high and low frequencies are induced by the capacitance and resistivity of the EP covering and the steel/electrolyte interface, respectively41,42. Figure 6 depicts an equivalent electric circuit that utilizes two-time constants for both coatings. Electrolyte resistance (Rs), charge-transfer resistance (Rct), coating resistance (Rc), coating capacitance (Cc), and double-layer capacitance (Cdl) are all present in this structure43. The coating capacitive circuits' radius was extended by adding 2.5 wt.% Co3O4-NPs (Fig. 5). The Rc and Cc qualities for neat EP coating are 15.3 MΩ cm2 and 1.6 × 10–8 F cm−2, respectively. In addition to an increase in Rc to 84.4 MΩ cm2 and a decrease in Cc value to 0.78 × 10–9 F cm−2, in the Co3O4-NPs@EP coating. Co3O4-NPs coating seemed to have a greater phase angle than a neat EP coating, denoting that it could be quite resistant (see Fig. 5c). In the case of neat EP coating, it is nearly impossible to prevent significant moisture transport through coating layers to control the corrosion process10. The electrochemical processes that take place at the defect points in the coating layer can be outlined using the equations below44,45:

EIS spectra (a) Nyquist, (b) Bode-module, (c) Bode-phase angle plots for carbon steel coated with neat EP and Co3O4-NPs@EP coating in 3.5% NaCl liquid at 298 K after 7 days of immersion.

Equivalent circuit for fitting of the impedance data.
When Co3O4-NPs are added to an EP coating, impermeable protective coatings are created that effectively block the transfer of corrosion ions and oxygen, preventing corrosion from occurring.
Co3O4-NPs can act as barriers within the epoxy matrix, hindering the movement of corrosive species such as water, oxygen, and ions. This physical barrier reduces the contact between the metal substrate and the corrosive environment, thereby slowing down the corrosion process46.
Using the nano-indentation method, the mechanical characteristics of carbon steel with EP coating in both the absence and addition of Co3O4-NPs were examined. Loading–unloading charts for carbon steel surfaces coated with neat EP and Co3O4-NPs@EP are seen in the Fig. 7.

Loading–unloading charts for carbon steel surfaces coated with neat EP and Co3O4-NPs@EP.
Evidently, the EP coating adapted with Co3O4-NPs provided markedly improved EP coating hardness (from 126 to 445 mN/m2). This trend could be attributed to the Co3O4-NPs' propensity to fill in cracks and open spaces in the EP coating, which lowers the overall free volume and raises the cross-linking density of the dried epoxy47,48. The physicomechanical features of carbon steel surfaces coated with neat EP and Co3O4-NPs@EP are described in Table 1.
It's worth noting that incorporating Co3O4-NPs into the neat EP positively affects the EP coating's scratch resistance. The scratch hardness of Co3O4-NPs@EP was the highest. The growth in scratch hardness could be associated with a decline in indentation caused by rising physical interaction between the EP resin and the Co3O4-NPs. Co3O4-NPs appear to be included in the EP polymer backbone to restrict chain mobility, leading to high-impact resistance (see Table 1). The dispersion of Co3O4-NPs within EP resin and the powerful interactions of Co3O4-NPs and EP resin with the epoxy polymer are the main considerations for improving the mechanical features of Co3O4-NPs@EP coating49,50.
The salt spray experiment was carried out for 168 h to assess the impact of Co3O4-NPs introduction on the corrosion inhibition behavior of the EP resin coating. The various observable corrosions that formed across the scratch, as seen in Fig. 8a, indicate that neat EP seems to have poor corrosion inhibition features. The addition of Co3O4-NPs to the EP coating significantly minimized the degree of corrosion throughout the scratch of the coating (Fig. 8b). As a result, adding Co3O4-NPs will improve the compactness and the corrosion inhibition of EP coating.

Photographs of cyclic salt-spray test in the case of (a) EP resin and (b) Co3O4-NPs@EP.
Conclusion
Co3O4-NPs were prepared by solvothermal method and then analyzed by FT-IR and XRD spectroscopic measurements. In a brine solution, the effect of Co3O4-NPs on the improvement of epoxy's corrosion protection and mechanical performance for carbon steel was investigated. For a neat EP coating, the Rc and Cc qualities are 15.3 MΩ cm2 and 1.6 × 10–8 F cm−2, respectively. Two capacitive circuits can be seen in the Co3O4-NPs@EP coating, with Rc increasing to 84.4 MΩ cm2 and Cc decreasing to 0.78 × 10–9 F cm−2. It was clear that the EP coating that had been modified with Co3O4-NPs increased the hardness of the EP coating (from 0.126 to 0.445 GPa). Incorporating Co3O4-NPs into an epoxy (EP) coating produces non-permeable protective layer that effectively inhibits the transmission of corrosion ions and oxygen, stopping corrosion.
Data availability
The datasets used and/or analysed during the current study available from the corresponding author on reasonable request.
References
Shen, T., Liang, Z.-H., Yang, H.-C. & Li, W. Anti-corrosion coating within a polymer network: Enabling photothermal repairing underwater. Chem. Eng. J. 412, 128640 (2021).
Alipanah, N., Yari, H., Mahdavian, M., Ramezanzadeh, B. & Bahlakeh, G. MIL-88A (Fe) filler with duplicate corrosion inhibitive/barrier effect for epoxy coatings: Electrochemical, molecular simulation, and cathodic delamination studies. J. Ind. Eng. Chem. 97, 200–215 (2021).
Xue, Y. et al. Robust self-cleaning and marine anticorrosion super-hydrophobic Co–Ni/CeO2 composite coatings. Adv. Eng. Mater. 22, 2000402 (2020).
El-Shamy, O. A. A. & Deyab, M. A. The Most Popular and Effective Synthesis Processes for Co3O4 Nanoparticles and Their Benefit in Preventing Corrosion. https://doi.org/10.1515/zpch-2022-0131 (2023).
Al-Senani, G. M. & Al-Saeedi, S. I. The use of synthesized CoO/Co3O4 nanoparticles as a corrosion inhibitor of low-carbon steel in 1 M HCl. Materials 15, 33 (2022).
Han, B., Choi, K. H., Park, K., Han, W. S. & Lee, W.-J. Low-temperature atomic layer deposition of cobalt oxide thin films using dicobalt hexacarbonyl tert-butylacetylene and ozone. Electrochem. Solid-State Lett. 15, D14–D17 (2011).
Nayana, K. O., Ranganatha, S., Shubha, H. N. & Pandurangappa, M. Effect of sodium lauryl sulphate on microstructure, corrosion resistance and microhardness of electrodeposition of Ni–Co3O4 composite coatings. Trans. Nonferrous Met. Soc. China 29, 2371–2383 (2019).
Deyab, M. A. Alberto De Riccardis, Giuseppe Mele, novel epoxy/metal phthalocyanines nanocomposite coatings for corrosion protection of carbon steel. J. Mol. Liq. 220, 513–517 (2016).
Deyab, M. A. & Awadallah, A. E. Advanced anticorrosive coatings based on epoxy/functionalized multiwall carbon nanotubes composites. Prog. Organ. Coat. 139, 105423 (2020).
Liu, T. et al. Self-healing corrosion protective coatings based on micro/nanocarriers: A review. Corros. Commun. 1, 18–25 (2021).
Deyab, M. A. et al. Synthesis and characteristics of alkyd resin/M-porphyrins nanocomposite for corrosion protection application. Prog. Organ. Coat. 105, 286–290 (2017).
Deyab, M. A. Understanding the anti-corrosion mechanism and performance of ionic liquids in desalination, petroleum, pickling, de-scaling, and acid cleaning applications. J. Mol. Liq. 309, 113107 (2020).
Deyab, M. A., Fouda, A. S., Osman, M. M. & Abdel-Fattah, S. Mitigation of acid corrosion on carbon steel by novel pyrazolone derivatives. RSC Adv. 7, 45232–45240 (2017).
Deyab, M. A. & Guibal, E. Enhancement of corrosion resistance of the cooling systems in desalination plants by green inhibitor. Sci. Rep. 10, 4812 (2020).
Zhang, D., Huang, Y. & Wang, Y. Bonding performances of epoxy coatings reinforced by carbon nanotubes (CNTs) on mild steel substrate with different surface roughness. Compos. Part A Appl. Sci. Manuf. 147, 106479 (2021).
Bahramnia, H., Semnani, H. M., Habibolahzadeh, A. & Abdoos, H. Epoxy/polyurethane hybrid nanocomposite coatings reinforced with MWCNTs and SiO2 nanoparticles: Processing, mechanical properties and wear behavior. Surf. Coat. Technol. 415, 127121 (2021).
Deyab, M. A. Anticorrosion properties of nanocomposites coatings: A critical review. J. Mol. Liq. 313, 113533 (2020).
Khun, N. W., Troconis, B. C. R. & Frankel, G. S. Effects of carbon nanotube content on adhesion strength and wear and corrosion resistance of epoxy composite coatings on AA2024-T3. Prog. Org. Coat. 77, 72–80 (2014).
Waris, A. et al. Green fabrication of Co and Co3O4 nanoparticles and their biomedical applications: A review. Open Life Sci. 16, 14–30 (2021).
Maruyama, T. & Nakai, T. Cobalt thin films prepared by chemical vapor deposition from cobaltous acetate. Appl. Phys. Lett. 59, 1433–1434 (1991).
UmaSudharshini, A., Bououdina, M., Venkateshwarlu, M., Manoharan, C. & Dhamodharan, P. Low temperature solvothermal synthesis of pristine Co3O4 nanoparticles as potential supercapacitor. Surf. Interfaces 19, 100535 (2020).
Deyab, M. A. & Mele, G. Polyaniline/Zn-phthalocyanines nanocomposite for protecting zinc electrode in Zn-air battery. J. Power Sources 443, 227264 (2019).
Deyab, M. A. & Mele, G. PANI@Co-porphyrins composite for the construction of supercapacitor. J. Energy Storage 26, 101013 (2019).
Kotok, V., Kovalenko, V. & Stathopoulos, V. N. Techniques for coating applications. In Encyclopedia of Smart Materials. 243–257 (2021).
Ismail, A. F. & Goh, P. S. Carbon-Based Polymer Nanocomposites for Environmental and Energy Applications (Elsevier, 2018).
Gore, P. M., Balakrishnan, S. & Kandasubramanian, B. Superhydrophobic corrosion inhibition polymer coatings. In Superhydrophobic Polymer Coatings. 223–243 (Elsevier, 2019).
Hunter, R. J. Zeta Potential in Colloid Science: Principles and Applications. Vol. 2 (Academic Press, 2013).
Liu, J. et al. Determination of lead (II) using glassy carbon electrode modified with hexagonal Co3O4 microparticles. Int. J. Electrochem. Sci. 13, 10415–10426 (2018).
Abdallah, A. M. & Awad, R. Study of the structural and physical properties of Co3O4 nanoparticles synthesized by co-precipitation method. J. Supercond. Nov. Magn. 33, 1395–1404 (2020).
Yarestani, M., Khalaji, A. D., Rohani, A. & Das, D. Hydrothermal synthesis of cobalt oxide nanoparticles: Its optical and magnetic properties. J. Sci. Islam. Repub. Iran 25, 339–343 (2014).
El-Shamy, O. A. A., Nassar, I. M. & Ragab, A. A. Facile synthesis of graphene sand composite from asphalt as an effective adsorbent for chromium ions in aqueous media. Polym. Bull. https://doi.org/10.1007/s00289-022-04545-z (2022).
El-Dib, F. I., Mohamed, D. E., El-Shamy, O. A. A. & Mishrif, M. R. Study the adsorption properties of magnetite nanoparticles in the presence of different synthesized surfactants for heavy metal ions removal. Egypt. J. Pet. 29, 1–7 (2020).
Packiaraj, R. et al. Electrochemical investigations of magnetic Co3O4 nanoparticles as an active electrode for supercapacitor applications. J. Supercond. Nov. Magn. 32, 2427–2436 (2019).
Diallo, A., Beye, A. C., Doyle, T. B., Park, E. & Maaza, M. Green synthesis of Co3O4 nanoparticles via Aspalathus linearis: Physical properties. Green Chem. Lett. Rev. 8, 30–36 (2015).
Su, G., Yang, C. & Zhu, J.-J. Fabrication of gold nanorods with tunable longitudinal surface plasmon resonance peaks by reductive dopamine. Langmuir 31, 817–823 (2015).
Hanaor, D., Michelazzi, M., Leonelli, C. & Sorrell, C. C. The effects of carboxylic acids on the aqueous dispersion and electrophoretic deposition of ZrO2. J. Eur. Ceram. Soc. 32, 235–244 (2012).
Rasmussen, M. K., Pedersen, J. N. & Marie, R. Size and surface charge characterization of nanoparticles with a salt gradient. Nat. Commun. 11, 2337 (2020).
Elshamy, O. A. & El-Fawal, E. M. Synthesis of NiFe2O4 @AC/UiO-66(Zr) for enhancement of the photocatalytic performance of Alizarin Yellow R under visible-light. ChemistrySelect 6, 995–1007 (2021).
He, S. et al. Fabrication and nucleation study of β-PbO2–Co3O4 OER energy-saving electrode. SN Appl. Sci. 1, 1–10 (2019).
Al-Qasmi, N. Sustainable and efficacy approach of green synthesized cobalt oxide (Co3O4) nanoparticles and evaluation of their cytotoxicity activity on cancerous cells. Molecules 27, 8163 (2022).
Lashgari, S. M. et al. Application of nanoporous cobalt-based ZIF-67 metal-organic framework (MOF) for construction of an epoxy-composite coating with superior anti-corrosion properties. Corros. Sci. 178, 109099 (2021).
Deyab, M. A., Abd El-Rehim, S. S., Hassan, H. H. & Shaltot, A. M. Impact of rare earth compounds on corrosion of aluminum alloy (AA6061) in the marine water environment. J. Alloys Compds. 820, 153428 (2020).
Haddadi, S. A., Mahdavian, M. & Arjmand, M. Epoxy nanocomposite coatings with enhanced dual active/barrier behavior containing graphene-based carbon hollow spheres as corrosion inhibitor nanoreservoirs. Corros. Sci. 185, 109428 (2021).
El-Katori, E. E., Nessim, M. I., Deyab, M. A. & Shalabi, K. Electrochemical, XPS and theoretical examination on the corrosion inhibition efficacy of stainless steel via novel imidazolium ionic liquids in acidic solution. J. Mol. Liq. 337, 116467 (2021).
Deyab, M. A. Enhancement of corrosion resistance in MSF desalination plants during acid cleaning operation by cationic surfactant. Desalination 456, 32–37 (2019).
Shi, X., Nguyen, T. A., Suo, Z., Liu, Y. & Avci, R. Effect of nanoparticles on the anticorrosion and mechanical properties of epoxy coating. Surf. Coat. Technol. 204(3), 237–245 (2009).
Hanemann, T. & Szabó, D. V. Polymer–nanoparticle composites: From synthesis to modern applications. Materials (Basel) 3, 3468–3517 (2010).
Deyab, M. A. & Mele, G. Stainless steel bipolar plate coated with polyaniline/Zn-porphyrin composites coatings for proton exchange membrane fuel cell. Sci. Rep. 10, 3277 (2020).
El-Shamy, O. A. A. & Deyab, M. A. Novel anticorrosive coatings based on nanocomposites of epoxy, chitosan, and silver. Mater. Lett. 330, 133298 (2023).
El-Shamy, O. A. A. & Deyab, M. A. Improvement of the corrosion resistance of epoxy coatings with the use of a novel zinc oxide-alginate nanoparticles compound. Mater. Lett. 331, 133402 (2023).
Acknowledgements
The authors extend their appreciation to the Deanship of Scientific Research at King Khalid University for funding this work through small group Research Project under grant number (RGP. 1/336/44).
Author information
Authors and Affiliations
Contributions
M.A.D., O.A.A.E., M.M.A., A.A.E. reviewed the manuscript.
Corresponding author
Ethics declarations
Competing interests
The authors declare no competing interests.
Additional information
Publisher's note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Deyab, M.A., El-Shamy, O.A.A., Alghamdi, M.M. et al. Impact of Co3O4 nanoparticles on epoxy's mechanical and corrosion-resistance properties for carbon steel in seawater. Sci Rep 14, 3535 (2024). https://doi.org/10.1038/s41598-024-53967-4
Received:
Accepted:
Published:
DOI: https://doi.org/10.1038/s41598-024-53967-4
Keywords
Comments
By submitting a comment you agree to abide by our Terms and Community Guidelines. If you find something abusive or that does not comply with our terms or guidelines please flag it as inappropriate.
