
Abstract
Torrefaction emerges as an industrial process that increases the energy content of conventional biomass. Primary and secondary sludge are the main solid residues generated in the Effluent Treatment Plants of bleached kraft pulp mills, and can be considered as biomass. Typically, these wastes are sent to industrial landfills. The present study aimed to evaluate the technical feasibility of transforming the primary sludge (PS), secondary sludge (SS) and mixed sludges (MIX) into torrefied biomass for energy generation. Three temperatures (260, 290 and 320 °C) and three residence times (20, 40 and 60′) were used in the sludge torrefaction process. Increasing the torrefaction temperature and residence time of the sludges produced several benefits on their physical and chemical properties. They promoted an increase in the heating value, due to the elimination of less energetic compounds and the concentration of the fixed carbon content; caused a reduction of moisture, with a consequent increase in the lower heating value of the sludges; and led to a high energy yield and an increased energy density, important parameters in sludges energy generation. The treatment at 320 °C for 60′ obtained increases of 76%, 27% and 41% over the reference, for PS, SS and MIX, respectively.
Similar content being viewed by others


Introduction
Renewable energy has emerged in recent years as an important driver of economic and social development to help protect communities from the effects of climate change1. Bioenergy is a valuable component of the renewable energy mix and can play a role in meeting our energy needs2,3.
Biomass can be sourced from planted forests or derived from wood residues, encompassing both forestry and industrial sectors, thus serving as a valuable renewable resource for energy production4,5,6. The transformation of these co-products into a biomass with a higher energy density and heating value can be obtained through the torrefaction process7.
Primary and secondary sludges are the main solid wastes generated in the Effluent Treatment Plants (ETP) of bleached kraft pulp mills, and can be regarded as significant biomass resources within the forest industry. According to Brazilian Technical Standard ABNT NBR 10004/2004, sludge is classified as Class II A, non-hazardous and non-inert8,9,10.
Primary sludge comes from the primary treatment of effluents and has a high fiber content. Secondary sludge comes from biological treatment (activated sludge) and consists mainly of microorganisms.
In several pulp mills, secondary sludge is mixed with primary sludge to facilitate water removal in the sludge dewatering process, which is normally carried out by belt presses or other pressing mechanism. An increase in dry solids from 2–3 to 25–40% can be accomplished11. Kraft mills produce, on average, 58 kg per air-dried ton of pulp (kg adt−1), of which 70% refers to primary sludge and 30% to secondary sludge12,13. In 2022, Brazilian pulp mills generated approximately 1 million tons of primary sludge and 375 thousand tons of secondary sludge14.
In Brazilian pulp mills, industrial landfilling is still the predominant practice for the disposal of both sludges. However, this approach can cause negative environmental impacts, such as soil and groundwater contamination. In addition, this approach has other negative aspects, such as high costs and increasingly stringent legislation. Costs can range from $30 per ton of sludge. The financial burden of sludge management is significant for these plants, with approximately 60% of total effluent treatment costs allocated to sludge management and disposal15,16,17.
The energetic content of sludge is comparable to wood and other biomasses that are already frequently used for energy generation. In the search for an increase in the energy potential of sludge, torrefaction emerges as an alternative capable of producing biomass with a lower hygroscopicity, a higher heating value and high carbon content18,19,20. In their respective research, Doddapaneni (2022) and Huang (2017) found significant increases in the higher heating value of sludge after torrefaction at 300 °C, with increases of 19% and 50%, respectively21,22.
Torrefaction is a versatile technique that can be employed on a wide variety of biomass18,19,21. To ensure better suitability and performance of torrefied materials, the process variables need to be properly defined and optimized. A gap was observed in parameters such as the optimal torrefaction temperatures and residence times. These parameters directly affect the mass balance, the quality and the final cost of the roasted products obtained from the ETP sludge from kraft pulp mills.
This approach holds promise for addressing the environmental, social, and governance (ESG) criteria, sustainable development goals (SDGs), and circular economy challenges facing the industry.
In the current literature, no technical scientific study was found showing the feasibility for the use of primary and secondary sludge generated in ETP of bleached kraft pulp mills as the raw material for torrefaction. Biomass torrefaction is not a new thermal treatment method. However, the use of this method for kraft pulp mill sludges has never been reported. The production of torrefied sludges proved to be an attractive alternative. Most kraft bleached pulp mills have biomass boilers, suitable for the application of this modern and sustainable biomass that contributes to energy efficiency with environmental and economic gains.
This study aimed to evaluate the technical feasibility of transforming primary sludge, secondary sludge and mixed sludge (the mixture of primary and secondary sludges) generated in a ETP of a Brazilian bleached kraft pulp mill into torrefied biomass for energy generation by optimizing the process parameters.
Material and methods
The primary sludge (PS) and secondary sludge (SS) were obtained from the ETP of a Brazilian bleached kraft pulp company. The experiment was developed in the Pulp and Paper Laboratory (LCP) and the Wood Panels and Energy Laboratory (LAPEM), both linked to the Forest Engineering Department of the Federal University of Viçosa, in Viçosa, Minas Gerais, Brazil.
The percentage of the mixture of sludges in the mixed sludge (MIX) (75% primary sludge and 25% secondary sludge) was based on the proportion usually generated at the mill.
The sludge samples were stored separately in polyethylene bags with a moisture content, on a wet basis, of 61 ± 1% for the PS, 86 ± 1% for the SS and 72 ± 1% for the MIX. They were placed in a cold storage room at a temperature of 6 ± 2 °C to avoid contamination and maintain their preservation.
The sludges were subjected to the experimental script described by the flow chart in Fig. 1.

Schematic flowchart of the experimental plan.
The term "reference sludge" refers to sludge samples that have not undergone any thermal or chemical treatment, serving as a reference for comparison with samples that have undergone thermal treatments. These reference samples are important to evaluate the effect of heat treatments on the chemical composition of the sludge and to determine the energy potential of treated sludge compared to sludge without heat treatment.
The PS, SS and MIX were characterized reference, that is, at the outlet of the ETP, by determining the moisture content, higher heating value and bulk density.
The sludges were dried in a SOLAB model SL102/1000 oven, with air circulation and renewal, at a temperature of 60 ± 2 °C, until reaching a moisture content, on a wet basis, of 12 ± 1%. After drying, each sludge was characterized to obtain its physical (moisture content and bulk density) and chemical (heating value—higher and lower, chemical—immediate and elemental and energy density) properties.
The secondary sludge, after drying, formed rigid and irregular agglomerates. To promote their homogenization, it was necessary to grind them. This characteristic is due to the fact that it is a fine material, generally non-mineralized, formed mainly by microorganisms and complex biopolymers, such as lignocellulosic compounds13,23,24.
The torrefied products of the PS, SS and MIX were characterized as to obtain its physical (moisture content and bulk density) and chemical (heating value—higher and lower, chemical—immediate and elemental, energy yield and energy density) properties.
Sludge properties
The moisture content of the sludges was obtained according to European Standard EN 14774-125. The bulk density (kg/m3) of the sludges was obtained according to Standard EN 1510326.
The ash content of the sludges was obtained according to Standard EN 1477527. The volatile matter of the sludges was obtained according to Standard EN 1514828. The fixed carbon was calculated using the sum of the ash and volatile matter content decreased by 100.
The percentages of the elemental chemical composition (carbon, hydrogen, nitrogen, and sulfur) of the sludges were determined using Elemental Analyzer equipment, model TruSpec CHN Micro and TruSpec S. The oxygen value was obtained by adding carbon, nitrogen, hydrogen, sulfur and ash content, decreased by 100, according to Standard EN 1529629.
The higher heating value was determined using a Parr 6300 adiabatic calorimeter, based on the American Society for Testing and Materials Standard D201530.
The estimation of the lower heating value was performed using Eq. 1, according to Annex E of Standard EN 1491831.
where LHV (constant pressure): lower heating value at constant pressure, in J g−1; HHV: higher heating value, in J g−1; H, O, N: hydrogen, oxygen, and nitrogen, respectively, in percent (%); M: moisture, wet basis, in percent (%).
The enthalpy of vaporization (constant pressure) for water at 25 °C is 44.01 kJ mol−1. This corresponds to 218.3 J g−1 for 1% (m m−1) hydrogen in the sample or 24.43 J g−1 for 1% (m m−1) moisture, respectively.
The energy density (GJ m−3) was obtained by the product of the lower heating value and the bulk density.
Sludge torrefaction
Samples of 132 ± 2 g of sludge were placed inside a metal container to conduct the thermal treatment for the torrefaction of the sludge. The dimensions of the metal container were 10 cm in diameter and 14.5 cm in height, with a volumetric capacity of 1300 ml, equipped with a lid which permitted the exit of gases resulting from thermal degradation (Fig. 2B).

Sludge thermal treatment layout. Muffle (A); Container (B) and Sludge (C).
The container was inserted in an electric oven, an oven muffle with ramps model SSFMr 16 L, connected to the external environment through a hollow metal rod 38 cm long, allowing its constant movement and the release of volatile compounds from the partial thermal degradation of the sludge (Fig. 2).
The container remained in the oven for five minutes until it reached the pre-set torrefaction temperature according to the treatment. After this period, the thermal treatment residence time was counted. The sludge was agitated inside the container every ten minutes, through the use of the hollow metal rod, in order to homogenize the sample.
Three temperatures (260, 290 and 320 °C) and three residence times (20, 40 and 60 min) were used in the sludge torrefaction process. These values were obtained from tests that were performed preliminarily. The temperature was recorded through a datalogger attached to the oven muffle. A portable digital chronometer was used to reference the residence time of the sludges.
After the thermal treatment, the container was removed from the oven muffle and the opening for releasing the gases from the thermal degradation of the sludge was sealed to stop the reactions. The container was placed on a lab bench, at room temperature, until it reached a temperature of approximately 25 °C.
After cooling, the torrefied sludge was removed from the container and weighed to obtain the mass balance of the process, then stored in sealed polyethylene bags for further characterization.
Efficiency of the torrefaction process
The mass yield of the torrefied sludge was obtained by dividing the final particle mass of the torrefied sludge by the initial particle mass of the reference sludge, multiplied by 100, according to Eq. 2. The mass loss was obtained by the difference between 100 and the mass yield
where MY: mass yield, in %; FMts: final mass of torrefied sludge particles, in kg; IMs: initial particle mass of the reference sludge, in kg.
The energy yield was obtained by dividing the average value of the higher heating value (HHV) of the torrefied sludge by the average value of the reference sludge particles HHV multiplied by the mass yield, according to Eq. 3.
where EY: energy yield, in %; HHVst: higher heating value of the torrefied sludge particles, in kcal/kg; HHVs: higher heating value of the reference sludge particles, in kcal/kg; MY: mass yield, in %.
The energy density (GJ m−3) of the sludge was obtained by multiplying the lower heating value by the bulk density.
Experimental design
The experimental design used for statistical analysis was entirely randomized, arranged in a factorial design with two factors: three times (20, 40 and 60 min) and three temperatures (260, 290 and 320 °C), in four repetitions, plus the reference, totaling 37 sampling units for each sludge. The sludges were evaluated independently.
The data (moisture content, bulk density, chemical—elemental and immediate, heating value—higher and lower and energy density) were subjected to analysis of variance (ANOVA), and when there were significant differences between treatments, the Tukey test was applied for the treatments at 5% significance. The results considered to be reference values were submitted to the Dunnett test for the treatments at a 5% significance level.
Statistical analyses were performed using SigmaPlot 14.0 (Systat Software, Inc.) and RStudio (R Core Team, 2020) software.
Complies with international, national and/or institutional guidelines
The experimental research complied with relevant institutional, national, and international guidelines and legislation.
Results and discussion
Properties of wet sludge
The lower heating value, moisture contents, bulk and energy density of the PS, SS and MIX, before the drying process, after dewatering presses at the Effluent Treatment Plants (ETP) are presented in Table 1.
The sludge presents a low LHV due to the high moisture content. The SS showed the lowest LHV when compared to the PS and MIX, which is directly related to its higher moisture content. The combustion of sludge in a biomass boiler, when it presents a high moisture content, can result in a zero or even negative energy balance. It is estimated that the energy yield of reference sludge is 35% of its total energy content13,32,33.
The bulk density is a factor that generally contributes positively to the increase in energy density. However, it is important to note that the energy density is influenced by the lower heating value and the bulk density of the material, both affected by the moisture content34,35. In the case of sludges, the high bulk density is directly related to its high moisture content. This results in a low energy density of the reference sludge, which is a negative point regarding energy reuse36.
Properties of the torrefied sludge
Physical analysis
The moisture content, wet basis, and bulk density of both the reference and torrefied samples of PS, SS and MIX are presented in Table 2.
The moisture content of the sludge decreased significantly with increasing torrefaction time and temperature, with a reduction of more than 90% compared to the references when thermal treated at 320 °C for 60 min. The lower moisture of the sludge is related to the elimination of some more hydrophilic chemical components, such as hemicelluloses, which are rich in hydroxyl groups (–OH), and the concentration of more thermally stable hydrophobic components13,37,38. The moisture loss of torrefied sludge contributes to its low biodegradability and the non-generation of mold, facilitating its storage for long periods of time.
The bulk density of the PS and MIX decreased with increasing temperature and torrefaction time compared to the reference. The reduction in bulk density of the sludge occurred due to moisture loss and as a result of thermal degradation of its main components. In the treatment, at 320 °C for 60 min, with a decrease of 45% and 22% for the PS and MIX, respectively. The bulk density of the reference secondary sludge did not differ for the treatments at 260 °C for 40 min and 60 min; at 290 °C for 20 min and 60 min; and at 320 °C for 20 min and 60 min.
The lignocellulosic composition of sludge with increasing torrefaction time and temperature preserves the most hydrophobic component, mainly the compounds derived from lignin13,21. SS and MIX have higher concentrations of hydrophobic components, thus having higher moisture losses during thermal treatments when compared to PS.
PS and MIX had a greater decrease in bulk density because their feedstock comes mainly from lignocellulosic materials with a higher concentration of sugars, such as hemicellulose, which is the fraction most degraded during torrefaction9,21.
In general, the bulk density of the thermal treatments of the secondary sludge remained similar to the reference sludge. There was a reduction in the particle size of the sludge after grinding for its homogenization, which promoted an increase in surface area and, consequently, a greater accommodation of the particles. Moreover, this fact shows that there were no modifications or losses by thermal degradation in the sludge composition, probably due to its nature. The secondary sludge is fine and consists essentially of microorganisms and complex biopolymers, such as lignin23,39.
Analysis of immediate and elemental chemical composition
The average values of the immediate chemical composition (ash content, fixed carbon and volatile matter) of the reference and torrefied sludge samples are presented in Table 3.
With increasing temperature and torrefaction time, an increase in ash and fixed carbon contents and a reduction in volatile matter contents of the torrefied sludge can be observed.
The contents of volatile matter of the reference PS and MIX were similar to those observed in other lignocellulosic biomass such as eucalyptus (84%) and coffee (83%)40,41. The fixed carbon contents were lower than those observed for eucalyptus wood (15%)41. The volatile matter contents of the secondary sludge were lower than those observed for the other sludges, due to its biopolymers, mainly lignin23,39. High contents of volatile matter result in faster burning of the material35,42.
The volatile matter content in the PS, SS and MIX after torrefaction was reduced by 45%, 22% and 32%, respectively, when thermal treated at 320 °C for 60 min, compared to the reference sludges. Under the same torrefaction conditions, the fixed carbon content increased by 339%, 70% and 196%. It is noteworthy that the higher the fixed carbon content in biomass, the slower will be its burning, resulting in a longer residence time of the sludge in the boiler35,43.
Ash content is undesirable for energy generation because it reduces the heating value, increases the frequency of ashtray cleaning and causes corrosion in biomass boiler equipment13,42,44. With torrefaction, the ash content increased, which was expected given the degradation of the organic fraction of the sludge. When thermal treated at a temperature of 320 °C for 60 min, the ash content in the PS, SS and MIX increased by 182%, 32% and 98%, respectively, compared to the reference sludges.
The ash content in the primary sludge possibly indicates inorganic compounds present in the plant effluent, especially the effluent from the causticization sector16,45,46.
The ash content observed for the secondary sludge (24.2%) was higher than the average values found in the literature (12.5%)13, probably due to the high cell residence time (sludge age) in the activated sludge process used in the mill23,24.
The average values of the elemental chemical composition (C, H, N, S and O) of the reference and torrefied sludges are presented in Table 4.
The carbon content of all the sludges increased with the increase of temperature and torrefaction time, but there was a reduction in hydrogen and oxygen contents. The carbon content of the PS, SS and MIX submitted to torrefaction at 320 °C for 60 min increased about 53%, 7% and 24%, respectively, compared to the references. The oxygen contents of the sludge had reductions of 53%, 37% and 40%, respectively, compared to the reference sludges. This deoxygenation occurs mainly due to dehydration and depolymerization of the torrefied sludge21,47.
Evaluating the effect of the thermal treatment on the sludge, a reduction in nitrogen content and a stabilization of the sulfur content in the PS and MIX can be observed. In the secondary sludge there was no increase in these elements. It should be noted that there are already high concentrations of these elements in its composition, approximately 5% nitrogen and 1% sulfur. The presence of nitrogen contents in sludge can negatively affect its energy value, and increases emissions of harmful gases during combustion21,36,48.
The Van Kreveken diagram is a graph of the chemical structure of the material in relation to the influence of the hydrogen to carbon (H/C) atomic ratio versus the oxygen to carbon (O/C) atomic ratio. The Van Kreveken diagram of the reference samples of PS, SS and MIX and the same 3 after thermal treatments are presented in Fig. 3.

Van Krevelen diagram of the reference samples PS (a), SS (b) and MIX (c) and thermal treatments.
The H/C and O/C atomic ratios of the sludges decreased with increasing torrefaction time and temperature, moving towards the lower left region. The H/C and O/C ratios of the sludge torrefied at 320 °C for 60 min were more energy efficient, showing an H/C atomic ratio closer to 1.1 and an O/C atomic ratio of 0.3, especially for the primary sludge that obtained the lowest atomic ratio, justifying its high heating value.
Usually, fuels with lower H/C and O/C ratios are classified as having a higher heating value, which helps in higher energy efficiency21,49,50.
The higher and lower heating values of the reference and torrefied sludges are presented in Table 5.
The higher heating values of the reference sludges were similar to that of urban ETP sludge (17.5 MJ kg−1)51, and also to that of other lignocellulosic biomasses that are used for energy, such as coffee stem waste (17.7 MJ kg−1)52, sugarcane bagasse (17.4 MJ kg−1)53 and soybean wastes (bark, stalk and defective grains) (16.7 MJ kg−1)54. The data obtained in other studies encourages the incineration of sludge in boilers that have high potential for energy production in mills55.
The heating value of the sludges increased with the increase of temperature and torrefaction time. The treatment with torrefaction at 320 °C for 60 min had a significant increase of 48%, 8% and 18% compared to the reference, respectively, for PS, SS and MIX.
As presented in Tables 3 and 5, the loss of volatile matter and the degradation of less thermally stable lower heating value constituents may be the main reason for the energy gains with increasing torrefaction temperature and time. Consequently, there is an increase in fixed carbon as a result of the concentration of lignin in the sludge13,18,19,37.
In general, it is noted that the secondary sludge had lower increases in heating value with torrefaction. This may have occurred due to the higher ash content and lower carbon and hydrogen content in its composition, which negatively influence the energy generation of any biomass53,56.
The increase in LHV from sludge torrefaction is desirable because the process reduces the moisture content and atomic O/C ratio21,50,52.
Following the same trend as HHV, the LHV of the sludge increased with the increase of temperature and time of torrefaction. The sludge torrefied at a temperature of 320 °C for 60 min obtained increases of 76%, 27% and 41% over the reference, for PS, SS and MIX, respectively.
The torrefied SS had lower increases in LHV when compared to the PS and MIX. The secondary sludge presented high H/C and O/C atomic ratios and high nitrogen contents that can contribute to the formation of undesirable nitrogen compounds, such as NOx, N2O and HCN, reducing the energy efficiency of the process21,40,57.
Sludge with low moisture content can be considered a potential fuel source, but as mentioned earlier, the high moisture content can leave the energy gain nil or even negative13,37,55,58.
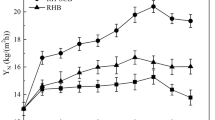
The energy density indicates the energy potential of the sludge, in units of energy per volume. There was an effect of the thermal treatments on the energy density of the sludges evaluated. An increase in energy density occurred from 8.2 and 2.9 GJ m−3 to 10.3 and 3.2 GJ m−3 of the reference for the SS and MIX, respectively, submitted to torrefaction at 320 °C for 60 min. The sludge torrefied at 320 °C for 60 min had significant increments of 26 and 10% over the reference, for the SS and MIX, respectively.
The primary sludge torrefied at a temperature of 320 °C for 60 min, on the contrary, obtained a decrease of 3% in energy density compared to the reference. This fact was due to its physicochemical characteristic of a higher concentration of sugars, such as hemicelluloses, which is the less thermally stable fraction and consequently more degraded during torrefaction9,21.
Torrefaction significantly increases the energy density of the sludge, and thus is a technically feasible method for eliminating some of the disadvantages of raw sludge for energy purposes, because it reduces transportation and storage costs, since it contains a greater amount of energy per unit volume49,59.
The energy yield of the sludges decreased with increasing torrefaction temperature and time, showing the lowest performance when torrefied at 320 °C for 60 min. The energy yield of the sludge ranged from 99 to 72% for the temperature range of 260–320 °C.
The energy yield of sludges decreases during torrefaction, mainly due to the higher degradation of hemicelluloses, a less thermally stable fraction, while cellulose and lignin degrade only partially, being thermally more stable at the temperatures used in this experiment13,21,50.
This is one of the great advantages of the sludge torrefaction process, eliminating low-energy materials and enhancing its energetic characteristics for combustion in biomass boilers in the kraft pulp mills themselves.
Conclusions
The present study presented the technical feasibility of transforming primary, secondary and mixed (primary and secondary) sludges generated in the effluent treatment plant of kraft pulp mills into torrefied sludge for energy generation. This research plays a key role in promoting the circular economy, Sustainable Development Goals (SDGs) and Environmental, Social and Governance (ESG) criteria.
Increasing the torrefaction temperature and residence time of the primary, secondary and mixed sludges, several improvements in their physical and chemical properties were observed. These include an increase in heating value by eliminating less energetic compounds and concentrating the fixed carbon content, a reduction in moisture content leading to a higher lower heating value, and high energy yield and increased energy density, which are crucial factors for sludges intended for energy utilization.
The treatment using 320 °C for 60 min showed the best energy efficiency for the sludges. The primary sludge, in relation to the other sludges, was the one that stood out the most after the thermal treatments for energy generation.
This research not only supports the principles of the circular economy but also aligns with Sustainable Development Goals (SDGs) and Environmental, Social, and Governance (ESG) criteria. It contributes to SDG 7 (Clean and Affordable Energy) and SDG 12 (Responsible Consumption and Production) by offering cleaner energy sources and promoting sustainable practices.
From an ESG perspective, the conversion of sludge into torrefied biomass reduces greenhouse gas emissions, enhances waste management, and utilizes renewable energy. Process optimization ensures operational efficiency, safety, and compliance with environmental regulations.
The transformation of sludge into torrefied biomass for energy generation presents an innovative and sustainable solution with potential benefits for the Brazilian bleached kraft pulp industry, including environmental preservation, greenhouse gas emission reduction, and socioeconomic development. However, addressing challenges related to commercial-scale implementation remains essential, requiring further research to improve technical and economic feasibility. The findings of this research can help overcome this industry bottleneck.
Data availability
The datasets generated during and/or analysed during the current study are available from the corresponding author on reasonable request.
References
van Ewijk, S., Stegemann, J. A. & Ekins, P. Limited climate benefits of global recycling of pulp and paper. Nat. Sustain. 4, 180–187 (2021).
IEA. Technology Roadmap: Delivering Sustainable Bioenergy 94 (2017).
IEA. Global biorefinery status report 2022. 94 https://www.ieabioenergy.com/wp-content/uploads/2022/09/IEA-Bioenergy-Task-42-Global-biorefinery-status-report-2022-220712.pdf (2022).
Faubert, P. et al. Land application of pulp and paper mill sludge may reduce greenhouse gas emissions compared to landfilling. Resour. Conserv. Recycl. 150, 104415 (2019).
Maraver, A. G. Optimización del proceso de pelletización de residuos agrícolas procedentes del olivar para su aplicación en calderas domésticas (Universidad de Granada, 2013).
Valdés, C. F. et al. Co-gasification and co-combustion of industrial solid waste mixtures and their implications on environmental emissions, as an alternative management. Waste Manag. 101, 54–65 (2020).
de Castro, V. R. et al. Resistance of in natura and torrefied wood chips to xylophage fungi. Sci. Rep. 9, 11068 (2019).
ABNT. ABNT NBR 10004—Resíduos sólidos—Classificação. 71 http://www.abntcatalogo.com.br/norma.aspx?ID=936 (2004).
Malaiskiene, J., Kizinievic, O., Kizinievic, V. & Boris, R. The impact of primary sludge from paper industry on the properties of hardened cement paste and mortar. Constr. Build. Mater. 172, 553–561 (2018).
Suhr, M. et al. Best available techniques (BAT)–Reference document for the production of pulp, paper and board (European Commission, 2015).
Fang, S. et al. Co-pyrolysis characters between combustible solid waste and paper mill sludge by TG-FTIR and Py-GC/MS. Energy Convers. Manag. 144, 114–122 (2017).
Fahim, S. et al. Managing paper and pulp industry by-product waste utilizing sludge as a bio-fertilizer. Pol. J. Environ. Stud. 28, 83–90 (2018).
Lopes, A. do C. P., Silva, C. M., Rosa, A. P. & Rodrigues, F. de Á. Biogas production from thermophilic anaerobic digestion of kraft pulp mill sludge. Renew. Energy 124, 40–49 (2018).
IBÁ. Statistics of Brazilian tree industry/4th Quarter 2022. 5 https://www.iba.org/datafiles/publicacoes/cenarios/72-edicao.pdf (2023).
Fioreze, M., Labotić, L., Torres, C. M. M. E. & Silva, C. M. Effects of pretreatments on the solubilization and theoretical methane production of waste activated sludge from a Brazilian eucalyptus kraft pulp mill. BioResources 17, 5300–5318 (2022).
Kamali, M., Gameiro, T., Costa, M. E. V. & Capela, I. Anaerobic digestion of pulp and paper mill wastes—An overview of the developments and improvement opportunities. Chem. Eng. J. 298, 162–182 (2016).
Simão, L., Hotza, D., Raupp-Pereira, F., Labrincha, J. A. & Montedo, O. R. K. Wastes from pulp and paper mills—A review of generation and recycling alternatives. Cerâmica 64, 443–453 (2018).
Barzegar, R., Yozgatligil, A., Olgun, H. & Atimtay, A. T. TGA and kinetic study of different torrefaction conditions of wood biomass under air and oxy-fuel combustion atmospheres. J. Energy Inst. 93, 889–898 (2020).
Saba, A., Saha, N., Williams, K.-C., Coronella, C. J. & Reza, M. T. Binder-free torrefied biomass pellets: significance of torrefaction temperature and pelletization parameters by multivariate analysis. Biomass Convers. Biorefinery https://doi.org/10.1007/s13399-020-00737-7 (2020).
Wang, L., Chang, Y. & Li, A. Hydrothermal carbonization for energy-efficient processing of sewage sludge: A review. Renew. Sustain. Energy Rev. 108, 423–440 (2019).
Doddapaneni, T. R. K. C., Pärn, L. & Kikas, T. Torrefaction of pulp industry sludge to enhance its fuel characteristics. Energies 15, 6175 (2022).
Huang, M. et al. Production of torrefied solid bio-fuel from pulp industry waste. Energies 10, 910 (2017).
Tratamento Biológico de Esgoto: Princípios, Modelagem e Projeto, 2a edição (IWA Publishing, 2022). https://doi.org/10.2166/9781789063233.
Von Sperling, M. Lodos Ativados. in Princípios do tratamento biológico de águas residuárias vol. 4 461 (Editora UFMG, 2016).
DIN. DIN EN 14774-1—Solid biofuels—Determination of moisture content—Oven dry method—Part 2: Total moisture—Simplified method. 9 (2009).
DIN. DIN EN 15103—Solid biofuels—Determination of bulk density. 14 (2010).
DIN. DIN EN 14775—Solid Biofuels—Determination of Ash Content. 12 (2012).
DIN. DIN EN 15148—Solid biofuels—Determination of the content of volatile matter. 14 (2010).
DIN. DIN EN 15296—Conversion of analytical results from one basis to another. 15 (2011).
ASTM. ASTM D2015—Standard test method for Gross Calorific Value of Coal and Coke by the adiabatic bomb calorimeter (1982).
DIN. DIN EN 14918—Determination of calorific value. 63 (2010).
Grimm, A. et al. Slagging and fouling characteristics during co-combustion of Scots pine bark with low-temperature dried pulp and paper mill chemical sludge. Fuel Process. Technol. 193, 282–294 (2019).
Mohammadi, A. et al. Environmental performance of end-of-life handling alternatives for paper-and-pulp-mill sludge: Using digestate as a source of energy or for biochar production. Energy 182, 594–605 (2019).
de Castro, P. G. S. et al. Quality of Pinus sp. pellets with kraft lignin and starch addition. Sci. Rep. 11, 900 (2021).
Santana, D. A. R. et al. Pelletizing of lignocellulosic wastes as an environmentally friendly solution for the energy supply: Insights on the properties of pellets from Brazilian biomasses. Environ. Sci. Pollut. Res. https://doi.org/10.1007/s11356-020-11401-y (2020).
Zambare, V. P. & Christopher, L. P. Integrated biorefinery approach to utilization of pulp and paper mill sludge for value-added products. J. Clean. Prod. 274, 122791 (2020).
Rosa, T. S. D., Trianoski, R., Michaud, F., Belloncle, C. & Iwakiri, S. Efficiency of different acetylation methods applied to cellulose fibers waste from pulp and paper mill sludge. J. Nat. Fibers 1, 1–14 (2020).
Yaras, A. Combined effects of paper mill sludge and carbonation sludge on characteristics of fired clay bricks. Constr. Build. Mater. 249, 118722 (2020).
Pradhan, P., Mahajani, S. M. & Arora, A. Production and utilization of fuel pellets from biomass: A review. Fuel Process. Technol. 181, 215–232 (2018).
Martinez, C. L. M. et al. Characterization of residual biomasses from the coffee production chain and assessment the potential for energy purposes. Biomass Bioenergy 120, 68–76 (2019).
Neiva, D. M., Araújo, S., Gominho, J., Carneiro, A. de C. & Pereira, H. Potential of Eucalyptus globulus industrial bark as a biorefinery feedstock: Chemical and fuel characterization. Ind. Crops Prod. 123, 262–270 (2018).
Garcia, D. P., Caraschi, J. C., Ventorim, G., Vieira, F. H. A. & Protásio, T. de P. Comparative energy properties of torrefied pellets in relation to pine and elephant grass pellets. BioResources 13, 2898–2906 (2018).
Barbosa, B. M. et al. Structural and chemical characterization of lignin and hemicellulose isolated from corn fibers toward agroindustrial residue valorization. Cellulose 29, 8117–8132 (2022).
Pereira, B. L. C. et al. Influence of chemical composition of eucalyptus wood on gravimetric yield and charcoal properties. BioResources 8, 4574–4592 (2013).
Cabrera, M. N. Pulp mill wastewater: Characteristics and treatment. Biol. Wastewater Treat. Resour. Recovery https://doi.org/10.5772/67537 (2017).
Virkutyte, J. 4—Aerobic treatment of effluents from pulp and paper industries. In Current Developments in Biotechnology and Bioengineering (eds. Lee, D.-J., Jegatheesan, V., Ngo, H. H., Hallenbeck, P. C. & Pandey, A.) 103–130 (Elsevier, 2017). https://doi.org/10.1016/B978-0-444-63665-2.00004-7.
Ma, Z. et al. Oxygen migration characteristics during bamboo torrefaction process based on the properties of torrefied solid, gaseous, and liquid products. Biomass Bioenergy 128, 105300 (2019).
Gottumukkala, L. D., Haigh, K., Collard, F.-X., van Rensburg, E. & Görgens, J. Opportunities and prospects of biorefinery-based valorisation of pulp and paper sludge. Bioresour. Technol. 215, 37–49 (2016).
Faria, B. de F. H. de et al. Emulation of field storage conditions for assessment of energy properties of torrefied sugarcane bagasses. Biomass Bioenergy 145, 105938 (2021).
Huang, Y.-F., Chiueh, P.-T. & Lo, S.-L. Energy recovery from sewage sludge: Product characteristics, heating value prediction and reaction kinetics. Chemosphere 268, 128783 (2021).
Wang, L. et al. Hydrothermal co-carbonization of sewage sludge and high concentration phenolic wastewater for production of solid biofuel with increased calorific value. J. Clean. Prod. 255, 120317 (2020).
Martinez, C. L. M. et al. Evaluation of thermochemical routes for the valorization of solid coffee residues to produce biofuels: A Brazilian case. Renew. Sustain. Energy Rev. 137, 110585 (2021).
de Faria, B. de F. H. et al. Effect of leaching and fungal attacks during storage on chemical properties of raw and torrefied biomasses. Waste Biomass Valoriz. (2020). https://doi.org/10.1007/s12649-020-01081-7.
Scatolino, M. V. et al. Options for generation of sustainable energy: Production of pellets based on combinations between lignocellulosic biomasses. Waste Biomass Valoriz. 9, 479–489 (2018).
Bekhta, P., Sedliačik, J., Kačík, F., Noshchenko, G. & Kleinová, A. Lignocellulosic waste fibers and their application as a component of urea-formaldehyde adhesive composition in the manufacture of plywood. Eur. J. Wood Wood Prod. 77, 495–508 (2019).
Carneiro, A. de C. O. et al. Potencial energético da madeira de Eucalyptus sp. em função da idade e de diferentes materiais genéticos. Rev. Árvore 38, 375–381 (2014).
Rodrigues, B. V. C., Carneiro, A. de C. O., Silva, C. M., Torres, C. M. M. E. & Magalhães, M. A. de. Wet route pellets production using primary sludge from kraft pulp mill. Nord. Pulp Pap. Res. J. (2021). https://doi.org/10.1515/npprj-2020-0105.
Jaria, G. et al. Obtaining granular activated carbon from paper mill sludge—A challenge for application in the removal of pharmaceuticals from wastewater. Sci. Total Environ. 653, 393–400 (2019).
Nhuchhen, D., Basu, P. & Acharya, B. A comprehensive review on biomass torrefaction. Int. J. Renew. Energy Biofuels. https://doi.org/10.5171/2014.506376,56 (2014).
Acknowledgements
The authors thank the dedication of all servers and students DEF (LCP and LAPEM) UFV. We also acknowledge the Conselho Nacional de Tecnologia e Desenvolvimento Científico (CNPq—830235/1999-0), Coordenação de Aperfeiçoamento de Pessoal de Nível Superior (CAPES—1840925) and Fundação de Amparo à Pesquisa do Estado de Minas Gerais (FAPEMIG—503) for the support provided for this investigation.
Author information
Authors and Affiliations
Contributions
C.M.M.E.T: Investigation; Writing—Original Draft; Formal analysis. A.C.O.C.: Supervision; Writing—Review & Editing; Formal analysis. B.V.C.R.: Writing—Review & Editing; Formal analysis. M.F.S.B.: Writing—Review & Editing; Formal analysis. C.M.S.: Supervision; Funding acquisition; Writing—Review & Editing; Formal analysis.
Corresponding author
Ethics declarations
Competing interests
The authors declare no competing interests.
Additional information
Publisher's note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Moreira Miquelino Eleto Torres, C., Oliveira Carneiro, A.d., Cunha Rodrigues, B.V. et al. Torrefaction of kraft pulp mills sludges. Sci Rep 13, 22247 (2023). https://doi.org/10.1038/s41598-023-46158-0
Received:
Accepted:
Published:
DOI: https://doi.org/10.1038/s41598-023-46158-0
Comments
By submitting a comment you agree to abide by our Terms and Community Guidelines. If you find something abusive or that does not comply with our terms or guidelines please flag it as inappropriate.
