
Abstract
Dielectric losses are one of the key factors limiting the coherence of superconducting qubits. The impact of materials and fabrication steps on dielectric losses can be evaluated using coplanar waveguide (CPW) microwave resonators. Here, we report on superconducting CPW microwave resonators with internal quality factors systematically exceeding 5 × 106 at high powers and 2 × 106 (with the best value of 4.4 × 106) at low power. Such performance is demonstrated for 100-nm-thick aluminum resonators with 7–10.5 um center trace on high-resistivity silicon substrates commonly used in Josephson-junction based quantum circuit. We investigate internal quality factors of the resonators with both dry and wet aluminum etching, as well as deep and isotropic reactive ion etching of silicon substrate. Josephson junction compatible CPW resonators fabrication process with both airbridges and silicon substrate etching is proposed. Finally, we demonstrate the effect of airbridges’ positions and extra process steps on the overall dielectric losses. The best quality factors are obtained for the wet etched aluminum resonators and isotropically removed substrate with the proposed ultrasonic metal edge microcutting.
Similar content being viewed by others

Introduction
Superconducting CPW microwave resonators are the basic elements of superconducting circuits: quantum processors1, quantum-limited parametric amplifiers2, quantum memory3, photon detectors4, and artificial atoms5. There are many applications where resonators operating in a single-photon regime are characterized by a significant internal quality factor (Qi) decrease due to dielectric losses in bulk dielectrics and thin interfaces containing two-level systems (TLS)6,7. Dielectric losses directly affect the performance of superconducting devices, for example, the relaxation times of qubits6,8. CPW resonators internal quality factor at low microwave power (QiLP) depends dominantly on dielectric losses in interfaces: metal-substrate (MS), metal-vacuum (MA) and substrate-vacuum (SA) interfaces9,10. It has been shown, that the MS interface is dominant10 and it is generally determined by the choice of metal deposition and substrate cleaning procedures11. High QiLP values approaching 2.0 × 106 were obtained for TiN9 and NbTiN12 CPW resonators. However, thick metal films up to 300 nm and 750 nm respectively were used, which makes it harder to incorporate to qubit fabrication. The best QiLP reaching 2.0–3.0 × 106 in case of 100 nm thick aluminum film were demonstrated13 for CPW resonators with large cross section dimensions (center trace/gap of 24 μm). A silicon substrate etching with Al resonators was implemented in Ref.14, but with 250 nm thick aluminum the best QiLP up to 1.8 × 106 was achieved. The internal quality factor of CPW resonators can be increased using new materials compatible with aggressive treatment, thicker superconducting films and larger cross section dimensions leading to lower field intensity. However, it is very hard to integrate them into superconducting qubit circuits fabrication processes. Aluminum technology is still one of the leading platforms for superconducting qubits15,16, which requires base sub-150 nm thick Al layer16,17,18 with optimized cross section dimensions of resonators (center trace up to 10 μm19). Improving aluminum CPW resonators quality requires further technology investigation: ultra-high vacuum Al deposition13, advanced substrate cleaning17, substrate etching9,12, and etc.
In this paper, we report on high QiLP aluminum 100 nm thick resonators on etched silicon substrates compatible with superconducting qubits fabrication. We investigate Al metal and Si substrate etching, as well as post treatment steps, in order to reduce the loss on the MA and SA interfaces. Using the proposed technology, we demonstrate internal quality factors at low QiLP and high QiHP power exceeding 2.0 × 106 and 5.0 × 106 respectively for identical resonators at frequencies ranging from 4.0 to 5.0 GHz. It is fabricated using isotropic substrate etching of optimized cross section dimensions of resonators (10.5 μm center trace and 3.5 μm gap) with both airbridges and without them. The best internal quality factors obtained for the 2.91 GHz resonator are QiLP = 4.4 × 106 and QiHP = 1.9 × 107. We achieve it by introducing isotropic silicon substrate etching with subsequent ultrasonic resonators edge microcutting after aluminum wet etching.
After resonators patterning, we fabricate airbridges to suppress parasitic slotline modes20. In order to evaluated airbridges influence on QiLP, we measured identical resonators without airbridges, with airbridges over feedline only, and over both resonators and feedline. Using the proposed technology, we are able to reach state-of-the-art internal quality factor at low power for aluminum CPW resonators9,12,13,14,17,21 compatible with superconducting qubit circuits fabrication process (Table 1).
Experimental details
To evaluate the effects of the Al film and Si substrate etching, airbridges fabrication, additional ultrasonic microcutting on QiLP of the resonators, we fabricated quarter-wave resonators according to the frequency multiplexing scheme22 on 25 × 25 mm silicon substrates with further cutting to 5 × 10 mm chips. There are 12 resonators on each chip with frequencies ranging from 4.0 to 7.0 GHz for devices without substrate etching and 6 resonators with frequencies ranging from 2.5 to 5.0 GHz for devices with substrate etching. All the resonators were designed to have 50 Ohm impedance (center trace widths/gap): 7.0/4.0 μm for resonators without substrate etching and 10.5/3.5 μm for resonators with substrate etching. The widths of the etched resonators are corrected to take into account the change in the effective dielectric permittivity (εeff23) during substrate etching. The coupling quality factor Qc was designed to be 3.0 × 105, but the experimental values are in the range of 2 × 105 to 4 × 105 due to simulation and design issues (It is difficult to determine the mutual influence of a large number of resonators on the QC by 3D modeling). The typical error in the determination of QiLP is 14%, and QiHP is 4%. A script18 based on a conformal mapping method was used to evaluate Qc and impedance of the resonators. In order to eliminate frequency dependence, we selected and compared the internal quality factors of the resonators with frequencies ranging from 4.0 to 5.0 GHz only.
For airbridges influence evaluation we used two designs: the first one with 9 airbridges over the feedline only; the second one with both 9 airbridges over the feedline and 4 airbridges evenly spaced over each resonator, which should be enough to eliminate the slotline modes20. Optical images of the chips can be found in the supplementary materials.
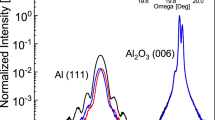
Figure 1a shows the fabrication sequence scheme of resonator chips. We used high-resistivity Si(100) substrates (> 10kOhm-cm) for all the samples. Al films were deposited by ultrahigh-vacuum electron-beam deposition system under a base pressure lower than 10–9 Torr. Before deposition substrates were cleaned in RCA1 solution, followed by HF treatment to remove native oxide and terminate the Si surface with hydrogen. Then we installed Si substrates in the load lock as quickly as possible after cleaning, typically within 10 min. Al films with a thickness of 100 nm were deposited according to the regime used in Ref.24 and Ref.25 to form the base metal layer. After photoresist mask spincoating and patterning, Al films were etched either by wet etching in an industrial Aluminum Etching Type A solution (Fig. 1b) or by dry etching in a BCl3/Cl2 gas mixture (Fig. 1c). Then we dry etched the silicon substrate either by Bosch DRIE process26 with 90 cycles (Fig. 1d) or by isotropic RIE process in SF6 gas mixture. During Al etching process the edges of resonators center trace are usually damaged (Fig. 1b,c) by thermal or chemical influence. To remove these damaged metal edges, we optimize our substrate etching processes to get the desired undercut, then by using strong ultrasonic microcutting in isopropyl alcohol, we cut them to obtain high-quality metal edges (Fig. 1e). At the final stage, airbridges were formed for a group of resonators according to the technology used in superconducting qubit circuits fabrication19.

(a) Fabrication sequence of resonator chips with different Al film and Si substrate treatment. SEM images of the resonators center trace edges: (b) Al wet etching; (c) Al dry etching; (d) Si substrate Bosch DRIE; the sagging edges of the thin film can be observed; (e) Si substrate isotropic etching followed by ultrasonic microcutting.
After dicing, the chips were mounted in copper sample holders made in according to the recommendations given in Ref.27, and mounted in a 10 mK stage in the dilution fridge. We used infrared and magnetic shielding to protect our samples against quasiparticles generations28 and magnetic vortices. We measured the transmission coefficient S21 of the resonators with a vector network analyzer (VNA) according to the method described in Ref.29. A total attenuation of 90 dB was installed on cryostat stages, all the measurements are performed under the temperatures 10 mK. The input and output lines were equipped with powder infrared filters-eccosorb, as well as low-pass filters. At the output line at 4 K stage, there is an amplifier on a high electron mobility transistor (HEMT). The wiring diagram of a measurement setup for the samples can be found in supplementary materials. We varied the drive power so that the photon population ⟨np⟩ in the resonator ranged from the single-photon levels up to 107 photons. We experimentally observed, that at the lowest power QiLP can fluctuate by more than 34% over several hours period due to fluctuations in TLS populations30. Here, we present the time-averaged QiLP values instead of maximum values.
Experimental results and discussion
Groups of resonators
Figure 2a shows QiLP measurements for the CPW resonators grouped by different Al film and Si substrate etching technology. Groups 1a and 1b with the average QiLP of 6.0 × 105 and 1.18 × 106 include resonators obtained by RIE and wet Al etching, respectively, without Si substrate etching. Group 2a with the average QiLP of 6.1 × 105 includes resonators obtained by wet Al etching with Si substrate Bosch DRIE. Groups 2b and 2c with the average QiLP of 1.21 × 106 and 2.05 × 106 contain resonators obtained by wet Al etching with Si substrate isotropic etching without ultrasonic edge microcutting and with it, respectively. Figure 2b–d show SEM images of the structure specifics for groups 2a, 2b, 2c. The measurement results of all our samples are shown in the supplementary materials.

(a) Internal quality factor in single-photon regime of resonators grouped by fabrication technological features into groups. Group 1a—RIE Al, without substrate etching; group 1b—wet etching Al, without substrate etching; group 2a—wet etching Al, DRIE Bosch substrate; group 2b—wet etching Al, isotropic substrate etching; group 2c—wet etching Al, isotropic substrate etching, additional ultrasonic microcutting (crosses indicate the average value of QiLP for each resonator, whereas the error bars indicate the standard deviations and mean value). SEM images of the cross section of the resonators: (b) group 2a, (c) group 2b, (d) group 2c. (e) Intracavity photon number dependence of the internal quality factor of resonators with wet etching Al and isotropic etching of substrate with airbridges over feedline (blue lines), with airbridges over feedline and resonators (yellow lines), without airbridges (red lines, the bars show a typical error in determining the Qi) in 4—5 GHz range and outside this range (violet line) on average photon population in resonator. Lines were added for better visibility. (f) SEM image of the feedline section with bridges; (g) SEM image of the feedline and resonator section with bridges; (h) SEM image of a single bridge on resonator with etching of the substrate in the gap.
Resonators without substrate etching
One can notice the systematic dependence of QiLP on the metal and substrate etching processes. We found that the QiLP of resonators fabricated by wet etching is twice higher compared to our dry etching. We attribute this dependence to the metal-vacuum (MA) and substrate-vacuum (SA) interfaces having significantly lower loss tangents after wet etching than after dry etching. It could be definitely observed, that the surface of resonator center trace is damaged31 at a distance of about 200 nm from the edge (Fig. 1c), which is the area with the highest field intensity. At the same time, it was demonstrated by simulation10 that the substrate etching by only 10 nm reduces the participation ratio of the metal-air-substrate corners by 50%, while having a negligible impact on the other participation ratios, which should have a positive effect on the QiLP level. In our case, we have dry etched the substrate to 80 nm depth, but the QiLP level is still much lower than in the case of wet etching, where no etching of the substrate took place. We suppose that the reason is a very high concentration of TLS in the damaged region together with the high field intensity.
Resonators with substrate etching
Bosch DRIE substrate etching allowed the fabrication of resonators with low QiLP values. The most possible reason is a high TLS concentration in the MA and SA interfaces as a result of incomplete removal of specific Bosch process polymer residues, which could be further cleaned. Isotropic etching of the Si substrate allowed a slight increase in QiLP compared to the level of wet-etched Al resonators (from 1.18 × 106 to 1.21 × 106), but the standard deviation in the group increased significantly. The possible reason is a non-reproducibility of metal edge geometry, which turns out to be "suspended" after etching, which negatively affects MA interface, resonator impedance and resonant frequency. We confirm this assumption by introducing an additional treatment in isopropyl alcohol with ultrasound: the "suspended" metal edge is broken off and the geometry of the resonators is reproduced exactly. With the width of the removed metal being of 600 nm, which is 3 times the width of the Al section damaged during etching, resulting in an almost twofold increase in the average QiLP to 2 × 106 while the standard deviation value decreases.
Resonators with substrate etching and airbridges
Figure 2e shows the QiLP dependences of resonators with wet Al etching and isotropic Si substrate etching with airbridges over the feedline (Fig. 2f,h, blue lines), with airbridges over the feedline and resonators (Fig. 2g, yellow lines), and without airbridges (red lines) on the average photon population in the resonator. The average photons number was determined based on applied power, Qc and the loaded quality factor Ql according to the recommendations from Ref.32. For the group of resonators without airbridges, only the results with the highest and lowest QiLP are shown. Figure 2e also shows Qi of our best resonators without air bridges at the frequencies 2.91 GHz and 3.25 GHz and QiLP equal to 4.4 × 106 and 3.4 × 106, respectively (violet line). One can notice, that airbridges location directly affects resonator QiLP (Fig. 2e), which is in a good agreement with Ref. 20. The airbridges placed over the feedline does not affect the resonators internal quality factor (it is within the variation of QiLP for resonators without airbridges).
Conclusions
In summary, we have measured the internal quality factors of 100 nm thick aluminum CPW resonators which are compatible with superconducting qubits fabrication route for various base metal and silicon substrate etching processes, as well as post treatment technological step. Wet Al film etching with isotropic Si substrate dry etching followed by the proposed ultrasonic resonators edge microcutting leads to the average QiLP above 2.0 × 106, achieved resonators with w = 10.5 μm and f0 = 4.0–5.0 GHz. The highest achieved QiLP value is 4.4 × 106 for the resonator with w = 10.5 μm and f0 = 2.91 GHz. Finaly, we fabricate high quality factor superconducting CPW resonators with Si substrate etching and airbridges showing that the additional fabrication steps do not result in overall circuit performance decrease. The samples are fabricated at the BMSTU Nanofabrication Facility (Functional Micro/Nanosystems, FMNS REC, ID 74,300).
See supplementary material for the design and fabrication details for the two types of devices we investigated: a resonator circuit without substrate etching and a resonator circuit with substrate etching, measurment setup and wiring diagram of a measurement setup for the samples, table with all device fabrication parameters.
Data availability
The data that support the findings of this study are available within the article and its supplementary material.
References
Blais, A., Huang, R. S., Wallraff, A., Girvin, S. M. & Schoelkopf, R. J. Cavity quantum electrodynamics for superconducting electrical circuits: An architecture for quantum computation. Phys. Rev. A https://doi.org/10.1103/PhysRevA.69.062320 (2004).
White, T. C. et al. Traveling wave parametric amplifier with Josephson junctions using minimal resonator phase matching. Appl. Phys. Lett. https://doi.org/10.1063/1.4922348 (2015).
Matanin, A. R. et al. Toward highly efficient multimode superconducting quantum memory. Phys. Rev. Appl. 19, 3. https://doi.org/10.1103/PhysRevApplied.19.034011 (2023).
Day, P. K., LeDuc, H. G., Mazin, B. A., Vayonakis, A. & Zmuidzinas, J. A broadband superconducting detector suitable for use in large arrays. Nature 425(6960), 817–821. https://doi.org/10.1038/nature02037 (2003).
Fedorov, G. P. Photon transport in a Bose-Hubbard chain of superconducting artificial atoms. Phys. Rev. Lett. 126(18), 180503. https://doi.org/10.1103/PhysRevLett.126.180503 (2021).
McRae, C. R. H. et al. Materials loss measurements using superconducting microwave resonators. Rev. Sci. Instrum. https://doi.org/10.1063/5.0017378 (2020).
Müller, C., Cole, J. H. & Lisenfeld, J. Towards understanding two-level-systems in amorphous solids: insights from quantum circuits. Rep. Prog. Phys. https://doi.org/10.1088/1361-6633/ab3a7e (2019).
Martinis, J. M. et al. Decoherence in Josephson qubits from dielectric loss. Phys. Rev. Lett. https://doi.org/10.1103/PhysRevLett.95.210503 (2005).
Woods, W. et al. Determining interface dielectric losses in superconducting coplanar-waveguide resonators. Phys. Rev. Appl. https://doi.org/10.1103/PhysRevApplied.12.014012 (2019).
Wenner, J. et al. Surface loss simulations of superconducting coplanar waveguide resonators. Appl. Phys. Lett. https://doi.org/10.1063/1.3637047 (2011).
Sage, J. M., Bolkhovsky, V., Oliver, W. D., Turek, B. & Welander, P. B. Study of loss in superconducting coplanar waveguide resonators. J. Appl. Phys. https://doi.org/10.1063/1.3552890 (2011).
Bruno, A. et al. Reducing intrinsic loss in superconducting resonators by surface treatment and deep etching of silicon substrates. Appl. Phys. Lett. https://doi.org/10.1063/1.4919761 (2015).
Dunsworth, A. et al. Characterization and reduction of capacitive loss induced by sub-micron Josephson junction fabrication in superconducting qubits. Appl. Phys. Lett. https://doi.org/10.1063/1.4993577 (2017).
Melville, A. et al. Comparison of dielectric loss in titanium nitride and aluminum superconducting resonators. Appl. Phys. Lett. https://doi.org/10.1063/5.0021950 (2020).
Arute, F. et al. Quantum supremacy using a programmable superconducting processor. Nature 574(7779), 505–510. https://doi.org/10.1038/s41586-019-1666-5 (2019).
Kosen, S. et al. Building blocks of a flip-chip integrated superconducting quantum processor. Quantum Sci. Technol. https://doi.org/10.1088/2058-9565/ac734b (2022).
Earnest, C. T. et al. Substrate surface engineering for high-quality silicon/aluminum superconducting resonators. Supercond. Sci. Technol. 31(12), 125013. https://doi.org/10.1088/1361-6668/aae548 (2018).
Besedin, I. & Menushenkov, A. P. Quality factor of a transmission line coupled coplanar waveguide resonator. EPJ Quantum Technol. 5(1), 1–16. https://doi.org/10.1140/epjqt/s40507-018-0066-3 (2018).
Moskalenko, I. N. et al. High fidelity two-qubit gates on fluxoniums using a tunable coupler. Npj Quantum Inf. 8(1), 130. https://doi.org/10.1038/s41534-022-00644-x (2022).
Chen, Z. et al. Fabrication and characterization of aluminum airbridges for superconducting microwave circuits. Appl. Phys. Lett. https://doi.org/10.1063/1.4863745 (2014).
Nersisyan, A. et al. Manufacturing low dissipation superconducting quantum processors. In 2019 IEEE international electron devices meeting (IEDM) (pp. 31–1). IEEE. https://doi.org/10.1109/IEDM19573.2019.8993458 (2019).
Gao, J., Zmuidzinas, J., Mazin, B. A., LeDuc, H. G. & Day, P. K. Noise properties of superconducting coplanar waveguide microwave resonators. Appl. Phys. Lett. https://doi.org/10.1063/1.2711770 (2007).
Göppl, M. et al. Coplanar waveguide resonators for circuit quantum electrodynamics. J. Appl. Phys. https://doi.org/10.1063/1.3010859 (2008).
Besedin, I. S. et al. Topological excitations and bound photon pairs in a superconducting quantum metamaterial. Phys. Rev. B 103(22), 224520. https://doi.org/10.1103/PhysRevB.103.224520 (2021).
Rodionov, I. A. et al. Quantum engineering of atomically smooth single-crystalline silver films. Sci. Rep. 9(1), 12232. https://doi.org/10.1038/s41598-019-48508-3 (2019).
Baklykov, D. A. et al. Self-controlled cleaving method for silicon DRIE process cross-section characterization. Micromachines 12(5), 534. https://doi.org/10.3390/mi12050534 (2021).
Lienhard, B. Microwave packaging for superconducting qubits. In 2019 IEEE MTT-S International Microwave Symposium (IMS) (pp. 275–278). IEEE. https://doi.org/10.1109/MWSYM.2019.8701119 (2019).
Barends, R. et al. Minimizing quasiparticle generation from stray infrared light in superconducting quantum circuits. Appl. Phys. Lett. https://doi.org/10.1063/1.3638063 (2011).
Probst, S., Song, F. B., Bushev, P. A., Ustinov, A. V. & Weides, M. Efficient and robust analysis of complex scattering data under noise in microwave resonators. Rev. Sci. Instrum. https://doi.org/10.1063/1.4907935 (2015).
Megrant, A. et al. Planar superconducting resonators with internal quality factors above one million. Appl. Phys. Lett. https://doi.org/10.1063/1.3693409 (2012).
Quintana, C. M. et al. Characterization and reduction of microfabrication-induced decoherence in superconducting quantum circuits. Appl. Phys. Lett. https://doi.org/10.1063/1.4893297 (2014).
Gao, J. The Physics of Superconducting Microwave Resonators (California Institute of Technology, 2008). https://doi.org/10.7907/RAT0-VM75.
Acknowledgements
Technology was developed and samples were fabricated at the BMSTU Nanofabrication Facility (Functional Micro/Nanosystems, FMNS REC, ID 74300).
Author information
Authors and Affiliations
Contributions
E.V.Z.: Conceptualization (equal); Formal analysis (lead); Methodology (lead); Investigation (equal); Writing—original draft (lead); Visualization (lead). A.I.I.: Methodology (equal); Investigation (equal); Writing—review and editing (supporting). N.S.S.: Investigation (equal); Writing—review and editing (supporting). D.O.M.: Investigation (supporting); Writing—review and editing (supporting). V.I.P.: Investigation (equal); Writing—review and editing (supporting). A.R.M.: Formal analysis (supporting); Investigation (equal); Writing—review and editing (supporting). E.I.M.: Formal analysis (supporting); Investigation (supporting). V.V.E.: Formal analysis (supporting); Investigation (supporting). T.G.K.: Formal analysis (supporting); Investigation (supporting). I.A.R.: Conceptualization (lead); Investigation (equal); Formal analysis (equal); Writing—original draft (equal); Writing—review and editing (lead); Supervision (lead).
Corresponding author
Ethics declarations
Competing interests
The authors declare no competing interests.
Additional information
Publisher's note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Supplementary Information
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Zikiy, E.V., Ivanov, A.I., Smirnov, N.S. et al. High-Q trenched aluminum coplanar resonators with an ultrasonic edge microcutting for superconducting quantum devices. Sci Rep 13, 15536 (2023). https://doi.org/10.1038/s41598-023-42332-6
Received:
Accepted:
Published:
DOI: https://doi.org/10.1038/s41598-023-42332-6
Comments
By submitting a comment you agree to abide by our Terms and Community Guidelines. If you find something abusive or that does not comply with our terms or guidelines please flag it as inappropriate.
