
Abstract
In this study, different process types were processed on Hardox 400 steel. These processes were carried out with five different samples as heat treatment, cold forging, plasma welding, mig-mag welding and commercial sample. The aim here is to determine the changes in properties such as microstructure, microhardness and conductivity that occur in the structure of hardox 400 steel when exposed to different processes. Then, the samples affected by these changes were processed in WEDM with the box-behnken experimental design. Ra, Kerf, MRR and WWR results were analyzed in Minitab 21 program. In the continuation of the study, using these data, a prediction models were created for Ra, Kerf, MRR and WWR with Deep Learning (DL) and Extreme Learning Machine (ELM). Anaconda program Python 3.9 version was used as a program in the optimization study. In addition, a linear regression models are presented to comparison the results. According to the results the lowest Ra values were obtained in heat-treated, cold forged, master sample, plasma welded and mig-mag welded processes, respectively. The best Ra (surface roughness) value of 1.92 µm was obtained in the heat treated sample and in the experiment with a time off of 250 µs. Model F value in ANOVA analysis for Ra is 86.04. Model for Ra r2 value was obtained as 0.9534. The lowest kerf values were obtained in heat-treated, cold forged, master sample, plasma welded and mig-mag welded processes, respectively. The best kerf value of 200 µ was obtained in the heat treated sample and in the experiment with a time off of 200 µs. Model F value in ANOVA analysis for Kerf is 90.21. Model for Kerf r2 value was obtained as 0.9555. Contrary to Ra and Kerf, it is desirable to have high MRR values. On average, the highest MRR values were obtained in mig-mag welded, plasma welded, cold forged, master sample and heat-treated processes, respectively. The best mrr value of 200 g min−1 was obtained in the mig-mag welded sample and in the experiment with a time off of 300 µs. Model for MRR r2 value was obtained as 0.9563. The lowest WWR values were obtained in heat-treated, cold forged, master sample, plasma welded and mig-mag welded processes, respectively. The best wwr value of 0.098 g was obtained in the heat treated sample and in the experiment with a time off of 200 µs. Model F value in ANOVA analysis for WWR is 92.12. Model for wwr r2 value was obtained as 0.09561. In the analysis made with artificial intelligence systems; The best test MSE value for Ra was obtained as 0.012 in DL and the r squared value 0.9274. The best test MSE value for kerf was obtained as 248.28 in ELM and r squared value 0.8676. The best MSE value for MRR was obtained as 0.000101 in DL and the r squared value 0.9444. The best MSE value for WWR was obtained as 0.000037 in DL and the r squared value 0.9184. As a result, it was concluded that different optimization methods can be applied according to different outputs (Ra, Kerf, MRR, WWR). It also shows that artificial intelligence-based optimization methods give successful estimation results about Ra, Kerf, MRR, WWR values. According to these results, ideal DL and ELM models have been presented for future studies.
Similar content being viewed by others


Introduction
WEDM is an unconventional manufacturing process commonly used to process conductive high-strength materials. WEDM is adept at producing complex and complex shapes1,2,3. The very important machining responses of the process are the ideal metal removal rate, ideal the roughness of the finished surfaces, and the effective cutting width, which is the notch. Kara examined the optimum results in the finishing milling of Hardox 400 using the Taguchi method in his study4. Kerf is specified as the cutting width in WEDM activities. This depends on cutting parameters such as gap time between two pulses, wire feed, servo voltage, dielectric fluid pressure and wire tension1,2,3. Manoj et al.1 investigated changes in cutting speed, surface roughness, recast layer and microhardness in wedm using genetic algorithm. Using Taguchi experimental design method, it was found that factors for instance discharge current, pulse time and dielectric rate and their interactions have a significant effect on rough cutting operations in order to maximize material removal rate and minimize Ra and cutting width. Nas et al.5 investigated the effects of machining parameters on the experimental and statistical results using the electric discharge method in the machining of AISI D2 cold work tool steel. Nas and Kara investigated machinability tests on a corrosion resistant superalloy subjected to shallow (SCT) and deep cryogenic machining (DCT) with Electric erosion machining (EDM) and the effect of cryogenic treatment types applied to the material on EDM machining performance6. Bayraktar and Kara7 investigated the effect of deep cryogenic treatment on surface roughness parameters of Sleipner cold work tool steel using PVD coated carbide tools.
Ra estimation have been divided into three classes8, Methods based on machining process theory. The surface morphology is modelled and simulated by the analytical model, and then the Ra is calculated from the simulated surface morphology. Methods based on interrupt signals. Inferences are made on acoustic emission, vibration, and shear force signals and the most relevant feature quantities are determined to examine existing artificial intelligence based Ra methods. With algorithms, the mathematical structure between cutting parameters or cutting signals and Ra is established and Ra is estimated8,9,10.
Artificial intelligence (AI)-based approaches are suitable for existing data-driven production environments as they can integrate with production systems. For Ra prediction methods with artificial intelligence, Zhang et al. Built-in parallel convolution module to extract multidimensional feature information from Ra images. Then, Ra was evaluated with the deep learning model in the light of the extracted information11. Li et al.12 suggested an improved fireworks algorithm to monitor grinding Ra with force signals. Guo et al.13 suggested Ra prediction with features extracted from vibration, grinding force and acoustic emission signals. Patel and Gandhi14 studied the parameters affecting Ra in turning D2 steel. Tian et al.15 In their studies, Ra was estimated with fuzzy learning system together with process parameters and different signal properties. García Plaza et al.16 investigated how Ra would be affected by vibrational signals. Nguyen et al. developed a model for monitoring grinding wheel wear. It showed that the model could accurately predict Ra on the grinding surface with 98% confidence17.
By using AI and ML methods, fuzzy logic, artificial neural network, genetic algorithm, ANFIS and other methods have been made easier to solve engineering problems. Additionally, swarm intelligence optimization algorithms were used to estimate Ra based on tool wear10,18. With DL network structures, it is provided to improve tracking accuracy and learn multi-scale features19,20. Guleria et al.21 created a Ra model with an extreme learning machine (ELM) using effective features selected from the vibration signal as input. Erkan et al. a GFRP composite material was milled to experimentally minimise the damages on the machined surfaces, using two, three and four flute end mills at different combinations of cutting parameters. Also, study, Artificial Neural Network (ANN) models with five learning algorithms were used in predicting the damage factor to reduce number of expensive and time-consuming experiments22. Pimenov et al.23 adopted random forest to predict Ra according to tool wear and spindle power, but the prediction accuracy is not effective. Zhao et al.24 suggested a tuning method for Ra stabilization via the digital twin concept. Li et al.25 proposed a meta-learning model to predict tool wear. This model facilitated the interpretability of DL algorithms. Zhou et al.26 In order to optimize the cutting parameters, a Ra prediction model was established with an artificial neural network. Yan et al.27 introduces residual network with two-dimensional time–frequency domain signal for tool wear monitoring. Dedeakayoğulları et al.28 generated a Ra model through optimized neural network and cutting parameters.
Machine learning, deep learning, and other prediction solutions rely on data from the manufacturing process. The predictive view for quality allows product quality to be evaluated based on process data by removing repetitive template from the data and linking them to quality measures. In this process, evaluations form the basis for making decisions about quality improvement measures, such as adjusting parameters to avoid losses. The general approach to quality forecasting has four stages: formulating a production process and a quality objective, selecting and collecting process and quality data, running a learning model, and using a scoring model as the basis for decision making (Fig. 1). In this sense, estimated quality essentially involves supervised machine learning techniques29.

Predictive quality approach29.
Researchers have effectively used methods such as ANN, ML and DL to increase efficiency. Ziletti et al.30 proposed an ML-based approach towards not automatically classifying their work. Researchers used a machine learning prediction method for proposing to stimulate the design of medical parts Ti alloys with low modul31. Cardoso Silva et al.32 specified that machine learning approximation was laid out as systems to help machine learning systems work, provide appropriate resources, and make decisions. Zhang et al.33 contemplated alloys with superior properties by iteratively designing composition by means of Bayesian optimization using the ML strategy.
Du et al.34 roughness, profile deviation and roundness deviation were studied on the lathe. It achieved high prediction accuracy with artificial neural network based machine learning application. Researchers used random forests (RF) machine learning to estimate the dimensional accuracy and surface quality of holes35. Additionally recurrent neural networks methods for instance long short term memory and transformer networks, which represent the latest technology in natural language processing fields for instance speech recognition and machine translation29.
There are also different studies on deep learning in the literature. Researchers studied the analysis of milled surfaces using an experimental and deep learning model. They revealed that the proposed CNN model has a sensitive and thin structure that replaces high-cost Ra measuring devices36. Pan et al.37 used ultrasonic vibratory cutting technology for precision machining of W-tungsten alloy through deep learning method. More than 10% prediction accuracy has been achieved. Researchers worked on the model for machine speed prediction with deep learning. They worked on the model that included convolutional neural networks LSTM encoder-decoder architecture38. Wang et al. examined the advantages of deep learning for the prediction of product quality in welding processes. In addition, they focused on the deep learning technique, conventional neural networks (CNNs) and recurrent neural networks (RNNs), which are suitable for image processing and sequential modeling39.
The extreme learning machine has become a structure used in applications for instance 3D shape analysis and classification today. A single hidden layer feedforward neural network with N-hidden nodes is defined as in Eq. 140. Here, ai and bi are the learning parameters. Bi, i. is the weight of the hidden node. G(x) is the activation function40,41.
Chen et al.41 proposed an unsupervised attribution selection-based extreme learning machine for clustering that integrates ELM with norm editing to remove hidden neurons and cluster data directly without creating an embedding. Akusok et al.40 presents a new perspective on ELM solution in relation to conventional linear algebraic performance of high performance extreme learning machines for big data; and has successfully achieved the latest software and hardware performance. Zhou et al.42, addresses issues by proposing a new TCM method that uses only a few suitable property parameters of signals in combination with a two-layer angular core extreme learning machine. Wu et al.43, The article explored a voice recognition based ELM pattern detection method to end product poorness caused by cutting tool breakage or wear in the machining process.
Looking at the studies published in WEDM; The determined change of machining parameters and machining performance outputs for instance Kerf, Ra, Mrr and metallurgical structure change was analyzed by various studies. The detailed literature review showed that the number of studies on the extent to which the workpiece changes its properties when exposed to different processes is limited and the limited number of published studies are not comprehensive. Experimental and artificial intelligence-based theoretical studies on this subject will make a great contribution to this field. Therefore, this study investigated the effects of conductivity, microhardness and microstructure of the specimens with WEDM parameters, and the results were predicted for Ra, kerf, MRR and WWR outputs with deep learning and extreme learning machine.
Material and methods
In the first phase of this study, different process types were processed on the samples. The aim here is to determine the changes in properties such as microstructure, microhardness and conductivity that occur in the structure of hardox 400 steel when exposed to different processes. Then, the samples affected by these changes were processed in WEDM and measurement results (Figs. 2, 3) with the box-behnken experimental design. The results were analyzed in the Minitab 21 program. In the second phase of the study, a prediction models were created with DL and ELM for the Ra, Kerf, MRR and WWR to be made using these data. Tensorflow was used for DL and hpelm was used for ELM in the study. A linear regression models are also presented to compare with the results.

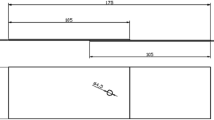
WEDM process44.

(a) Ra and (b) kerf images of this study.
Process type
Hardox steel was subjected to different processes (Table 1) to change its structure. These processes were carried out with five different samples as heat treatment, cold forging, plasma welding, mig-mag welding and commercial sample. In this context, it is expected that the microstructure, microhardness and electrical conductivity of Hardox steel samples will vary.
Master sample
Hardox is a versatile wear resistant steels with hardness of 400 HV. The chemical composition of Hardox 400 is shown in Table 2 and its mechanical properties are shown in Table 3. It is well suited for additional wear applications requiring high toughness, excellent weldability and bendability. They are also wear resistant steels in the form of versatile and wear resistant round bars and the high toughness provides good weldability. It is commercially available quenched to high tensile strength and hardness values. Hardox round bars open up new possibilities for stronger product designs. In addition, these steels help optimize workshop processes such as machining and welding.
Heat treatment
Conductivity, microhardness and microstructures of samples of Hardox Steel exposed to heat treatments were examined in this study. The purpose of this study is to obtain a distinct change on the sample micro structures by applying heat treatment and to determine the effect of this changed microstructures on machinibility with WEDM. The heat treatment of the samples was carried out in the Protherm 442 furnace. The samples were prepared in accordance with the EN 10325 heat treatment standard. Table 1 shows the heat treatment parameters for the austenitizing and subsequent tempering of the samples. Heat treatments applied to Hardox Steel that Heating to 960 °C (15 min) holding and quenching and Heating to 240 °C and holding 3 h after air cooling.
Cold forging
Cold drawn steel, such as cold rolled steel, is machined at room temperature. With the cold drawing process, it is ensured that the hot rolled products are brought to more precise measurement tolerances, more durable and superior surface quality is obtained. The desired hardness can be achieved on the surface without heat treatment, but since the structure of the material is interfered with, problems may occur in the internal structure and surface of the material. As a result of cold drawing, yield and tensile stress and hardness increase, while ductility decreases. In this study, cold drawing process was applied 3 times in succession by reducing the diameter of 2% in each process. The samples were drawn in accordance with the EN 10278 cold drawing standard.
Plasma welding and mig-mag welding
Hardox steels were joined by different welding (Plasma and Mig-mag) methods, but at the same amperage and feed rate. The samples were prepared in accordance with the EN 17632 Mig-Mag welding standard. The changes of these parameters on weld zone, heat affected zone width, microstructure, microhardness, conductivity were investigated. The effects of these changes on machinability in WEDM were investigated. Ra, Kerf, MRR and WWR measurements in welded samples include the average of the measurements of the weld zone and the heat affected zone.
Design of experiment for WEDM
RSM shows an experimental setup that aims to obtain the highest number of dependent variables on the response surface with the least possible number of observable values. Experimental design is made to examine the relations of the variables with the objective or response functions. However, during the experimental design, one variable is changed at a time, as in the classical approach. However, this approach is difficult and time consuming, especially in multivariate systems. On the other hand, the statistical design of experiments, reduces the number of experiments to be performed, takes into account the interactions between variables, and can be used for optimization of operating parameters in multivariate systems45. In this study, Box–Behnken statistical experimental design was used to investigate the effects of six independent variables on response functions and to determine the conditions that maximize Ra, Kerf, MRR, WWR efficiency. The Box–Behnken statistical experiment design method offers an empirical relationship between the response function and the independent variables. The approximation is a first-order model if it gives a good result on the response surface of the system as a linear function of the independent variable Eq. 245;
If the response surface of the system has a curvature, a quadratic model may be more appropriate Eq. 31,45;
As a result of structure change, the machinability of WEDM was examined. Machinability parameters were determined according to the box-behnken surface response methodology. Parameters and their levels are shown in Table 4. The result of Ra, Kerf, MRR, WWR were analyzed and graphics were examined by using Minitab 21 program. Experimental studies were performed on an ONA AF25 precision CNC WEDM. The following were used in the experimental setup; Ø 0.25 mm brass wire was used as the electrode and the dimensions of hardox 400 samples were Ø 40 mm in all experiments. Experiments were carried out to determine the variability in input parameters and the cutting width, surface quality and material removal rates on the workpiece.
Optimization with artificial intelligence
Optimization is a mathematical discipline and an approach to determining the optimific in a quantitatively well-defined sense. The math optimization of processes controlled by differential equations has shown significant advances in recent years. This has been applied to a large spectrum of disciplines for instance mathematics, engineering, economics. Optimization theory covers algorithms for solving optimization problems and their analysis. An optimization problem specifies an objective function to be maximized or minimized with constraints.
The prediction models were created with DL and ELM for the modeling studies to be made using these data. Before the analysis, the independent variables were normalized between [0,1], and the dependent variables were not normalized. Python 3.9 was used in the study. The normalization process was applied for all three methods (DL, ELM and regression). Rmsprop and adam methods as optimization algorithms were tried. sigmoid, relu, tanh and linear as activation functions were applied. In the experiments, the number of hidden layers was determined as 1, 2 and 3. The number of neurons in each hidden layer will vary from 6 to 150. 90% of the data were determined for training and 10% for testing (207 were used as training data and 23 were used as test data). Epochs were determined as 1000 (Table 5). Linear regression models is also introduced to compare with the efficiency of the results.
Results and discussion
Response surface metodology
The Ra, Kerf, MRR, WWR values obtained from the box behnken design of the parameters and subsequent 230 experiments in WEDM are shown in Table 6. Experiment results were analyzed using Minitab 21 program and graphs were drawn. After the samples were subjected to different processes, the changing hardness and microstructures also had an effect on the machinability.
After the heat treatment, the α-ferrite phase volume increased in the sample, while the pearlite phase volume decreased2. Observable decreases were detected in Ra and kerf values due to the relative decrease in hardness. In Figs. 4 and 5 microstructures of tempered samples at commercial and Heating to 960 °C holding and quenching + Heating to 240 °C and holding 3 h after air cooling are given respectively. In these microstructures as the tempering temperature increased α-ferrite phase volume also increased whereas pearlite phase volume decreased. Similar results were also encountered in literatüre3,46.

Master sample Hardox microstructures.

Heat treated Hardox microstructures.
Microhardness
The hardness values of the samples were measured and given in Fig. 6. According to the hardness results, the commercial sample hardness was 394. Following the heat treatment, the hardness of the sample was measured as 330. The sample hardness was 348 by cold drawing process. The microhardness values of the welded samples were relatively lower than the other processes. It was measured as plasma welded 245 and mig-mag welded 262. Microhardness also affected machinability due to changes in microstructure and conductivity. Master sample has tempered martensite structure (Fig. 2). These hardox steels are produced thoroughly hardened and presented as such2. Similar results were also encountered in literatüre2,46.

Microhardness result.
In hardox bars, 2% diameter reduction was achieved in each cold drawing process. After this process repeated twice, a relative increase in hardness values was expected. This affected its machinability and caused Ra, kerf values to be lower than the commercial sample. The underlying reason for giving similar results with heat treatment can be explained by increased conductivity values.
The effect of heat input and subsequent cooling process to the sample on the microstructure is very important. Since the welding heat of Hardox rods will create a tempering effect in this region after welding3, it is inevitable that a fine perlite structure will form in the microstructure. In addition, heat input affected the electrical conductivity in welded samples. As a result, Ra affected the Kerf, MRR and WWR outputs. Lamel bainite in the weld metal zone microstructure of the sample significantly affected the machinability (Fig. 7).

Plasma welded Hardox microstructures.
In Fig. 8, the weld zone microstructure of the sample welded using 180 A with the MAG method is given. Here, the α-ferrite phase morphology is dendritic. In addition, a thin pearlite phase was observed between the dendritic phases.

Mig-mag welded Hardox microstructures.
Analysis of variance (ANOVA) tests were also performed for the responses and the results are presented in Tables 7, 10, 13 and 16. As seen in Table 7, the model F value was calculated as 86.04 according to the Ra ANOVA. In addition, since the model p value is < 0.05, it shows that the determined variables and the model are statistically significant. In addition, all WEDM parameters are extremely important for the model according to F and P values. According to the ANOVA results, the most important parameter affecting the surface roughness was found to be the hardox samples exposed to different processes (40.40%).
In the analysis for Ra, Model R2 value was obtained as 0.9534. Estimated and adjust R2 values were calculated as 0.9290 and 0.9423, and these two values show a statistically significant agreement (Table 8).
Regression analyses are performed for the modeling and analysis of different variables with a relationship between one dependent variable and one or more independent variables22. Linear regression models are relatively simple and provide an mathematical formula that can produce predictions. In this study, the equations for estimation of the Ra, kerf, MRR and WWR were calculated using regression analysis. Response function equations with determined coefficients for Ra, Kerf, MRR, WWR efficiency are shown in Tables 9, 12, 15 and 18. Signs and magnitudes of the coefficients in the response functions show the effect of the independent variables on the response function and its importance in this context. The most ideal regression equations for ra are given in Table 9, depending on the results of the Box behnken experimental design.
When Fig. 9 is examined, an increase in Ra values was observed with the increase of Toff, one of the WEDM parameters. A general decrease in Ra values was observed with the increase of Current, Dielectric, wire feed and wire tension values. When the effects of the samples on Ra were examined according to the process type, the lowest Ra values were acquired in the heat-treated, cold forged, master sample, plasma welded and mig-mag welded processes, respectively. Similar results were also encountered in literatüre1,12,28.

Main effect plot for Ra.
As seen in Table 10, the model F value was calculated as 90.21 according to the kerf ANOVA. In addition, since the model p value is < 0.05, it shows that the determined variables and the model are statistically significant. In addition, all WEDM parameters were found to be extremely important for the model according to F and P (< 0.05) values. According to the ANOVA results, the most important parameter affecting the kerf was found to be the hardox samples exposed to different processes (41.92%).
In the analysis for Kerf, the Model R2 value was obtained as 0.9555. Estimated and adjust R2 values were calculated as 0.9324 and 0.9449, and these two values show a statistically significant agreement (Table 11). The most ideal regression equations for kerf are given in Table 12, depending on the results of the Box behnken experimental design.
When Fig. 10 is examined, an increase in kerf values was observed with the increase of Toff, one of the WEDM parameters. A general decrease in kerf values was observed with the increase in Current, Dielectric, wire feed and wire tension values. When the effects of the samples on the kerf were examined according to the process type, the lowest kerf values were obtained in the heat-treated, cold forged, master sample, plasma welded and mig-mag welded processes, respectively. There are similar results in some studies in literature2,47,48,49,50,51.

Main effect plot for kerf.
As seen in Table 13, the model F value was calculated as 92.11, according to the MRR ANOVA. In addition, since the model p value is < 0.05, it shows that the determined variables and the model are statistically significant. In addition, all WEDM parameters were found to be extremely important for the model according to F and P (< 0.05) values. According to the ANOVA results, the most important parameter affecting the MRR was found to be the hardox samples exposed to different processes (41.87%).
In the analysis for MRR, the Model R2 value was obtained as 0.9563. Estimated and adjust R2 values were calculated as 0.9339 and 0.9460, and these two values show a statistically significant agreement (Table 14). The most ideal regression equations for mrr are given in Table 15, depending on the results of the Box behnken experimental design.
When Fig. 11 is examined, an increase in MRR values was observed with the increase of Toff, one of the WEDM parameters. Contrary to Ra and Kerf, it is desirable to have high MRR values. A general decrease in kerf values was observed with the increase in Current, Dielectric, wire feed and wire tension values. When the effects of the samples on the MRR were examined according to the process type, the highest MRR values were obtained in the mig-mag welded, plasma welded, cold forged, master sample and heat-treated processes, respectively. There are similar results in some studies in literatüre2,6,40,52,53.

Main effect plot for MRR.
As seen in Table 16, the model F value was calculated as 92.12, according to the wwr ANOVA. In addition, since the model p value is < 0.05, it shows that the determined variables and the model are statistically significant. In addition, all WEDM parameters were found to be extremely important for the model according to F and P (< 0.05) values. According to the ANOVA results, the most important parameter affecting the WWR was found to be the hardox samples exposed to different processes (41.88%).
In the analysis for WWR, the Model R2 value was obtained as 0.9561. Estimated and adjust R2 values were calculated as 0.9341 and 0.9462, and these two values show a statistically significant agreement (Table 17). The most ideal regression equations for wwr are given in Table 18, depending on the results of the Box behnken experimental design.
When Fig. 12 is examined, an increase in WWR values was noticed with the increase of Toff, one of the WEDM parameters. A general decrease in WWR values was observed with the increase in Current, Dielectric, wire feed and wire tension values. When the effects of the samples on the wwr were examined according to the process type, the lowest WWR values were obtained in the heat-treated, cold forged, master sample, plasma welded and mig-mag welded processes, respectively.

Main effect plot for WWR.
Optimization with artificial intelligence
In this study, 36 different trial run were applied with these DL parameters. Additionally 8 different trial run were applied with these ELM parameters. The DL and ELM model used in the study are shown in Figs. 13 and 14. The dataset for DL and ELM are set to (230 * 4). In deep learning, the maximal vigorous results were determined according to the mean square error. Adam as the optimization algorithm, sigmoid as the activation function, number of hidden layers 3, number of neurons 6 and were determined as 10% of the data to be tested. In the extreme learning machine, the activation function is sigmoid in the hidden layers and linear in the output layers. The number of neurons in both the input layers is 6 and the number of neurons in the output layers is 6.

DL architecture of this study.

ELM architecture of this study.
The results are optimized with the DL and ELM. MSE values and r square values of Ra, Kerf, MRR and WWR values as a result of DL and ELM optimization are given in Table 19. It is also optimized by linear regression to compare the optimization results. In addition, the regression equations of the outputs are shown in Eqs. 4–7.
Deep learning model runs for two learning algorithms (RmsProp, Adam), two activation functions (ReLU, Sigmoid) and different neuron numbers. ELM models runs for basic-ELM, P-ELM and OP-ELM. For Ra, Kerf, MRR and WWR, the best MSE value for test data are given in bold. The results are given supplementary documents.
The best test MSE value for Ra was obtained as 0.012 in DL and the r squared value 0.9274. The best test MSE value for kerf was obtained as 248.28 in ELM and r squared value 0.8676. The best MSE value for MRR was obtained as 0.000101 in DL and the r squared value 0.944. The best MSE value for WWR was obtained as 0.000037 in DL and the r squared value 0.918473. As a result, it was concluded that different optimization methods can be applied according to different outputs (Ra, Kerf, MRR, WWR). It also shows that artificial intelligence-based optimization methods give successful estimation results about Ra, Kerf, MRR, WWR values.
Comparative graphs of the actual value in the test values of the best model obtained for Ra, Kerf, MRR and WWR and the predicted values of the model are given in the Fig. 15. In the graphs, the black and solid lines show the actual values, and the red and dashed lines show the predicted values of the best model. The graphs show that the best model achieves results very close to the true values.

Original data and model output comparison graph for best test MSE Value.
The coefficients of the regression equations obtained without normalization on the data are given Eqs. 4–7.
Conclusion
Hardox steel was subjected to different processes to change its structure. These processes were carried out with five different samples as heat treatment, cold forging, plasma welding, mig-mag welding and commercial sample. In this context, the microstructure, microhardness and electrical conductivity of Hardox steel samples are expected to vary. Then, the samples affected by these changes were processed in WEDM with the box-behnken experimental design. Ra, Kerf, MRR and WWR results were analyzed in Minitab 21 program.
In the next phase of the study, a prediction model was created for Ra, Kerf, MRR and WWR with DL and ELM using these data. Anaconda Python 3.9 version was used as a program in the optimization study. Additionally, a linear regression models are presented to compare the results. According to these results, ideal DL and ELM models have been presented for future studies.
According to the experimental results;
-
The lowest Ra values were obtained in heat-treated, cold forged, master sample, plasma welded and mig-mag welded processes, respectively. The best Ra (surface roughness) value of 1.92 µm was obtained in the heat treated sample and in the experiment with a time off of 250 µs.
-
Model F value in ANOVA analysis for Ra is 86.04. In addition, the model showed that the determined variables and the model were statistically significant since the p value was < 0.05.
-
WEDM parameters are extremely important for Ra compared to F and P values.
-
In the analysis made for Ra, the model r2 value was obtained as 0.9534.
-
The lowest kerf values were obtained in heat-treated, cold forged, master sample, plasma welded and mig-mag welded processes, respectively. The best kerf value of 200 µ was obtained in the heat treated sample and in the experiment with a time off of 200 µs.
-
In the ANOVA analysis for Kerf, the model F value is 90.21. In addition, the model showed that the determined variables and the model were statistically significant since the p value was < 0.05.
-
WEDM parameters are extremely important for kerf compared to F and P values.
-
In the analysis made for Kerf, the model r2 value was obtained as 0.9555.
-
Contrary to Ra and kerf, it is desirable to have high mrr values. On average, the highest mrr values were obtained in mig-mag welded, plasma welded, cold forged, master sample and heat-treated processes, respectively. The best mrr value of 200 g min−1 was obtained in the mig-mag welded sample and in the experiment with a time off of 300 µs.
-
Model F value in ANOVA analysis for Mrr is 92.12. In addition, the model showed that the determined variables and the model were statistically significant since the p value was < 0.05.
-
WEDM parameters are extremely important for mrr compared to F and P values.
-
In the analysis made for Mrr, the model r2 value was obtained as 0.9563.
-
The lowest wwr values were obtained in heat-treated, cold forged, master sample, plasma welded and mig-mag welded processes, respectively. The best wwr value of 0.098 g was obtained in the heat treated sample and in the experiment with a time off of 200 µs.
-
Model F value in ANOVA analysis for Wwr is 92.12. In addition, the model showed that the determined variables and the model were statistically significant since the p value was < 0.05.
-
WEDM parameters are extremely important for wwr compared to F and P values.
-
In the analysis made for WWR, the model r2 value was obtained as 0.09561.
In the analysis made with artificial intelligence systems;
-
The best test MSE value for Ra was obtained as 0.012 in DL and the r squared value 0.9274.
-
The best test MSE value for Kerf was obtained as 248.28 in ELM and r squared value 0.8676.
-
The best MSE value for MRR was obtained as 0.000101 in DL and the r squared value 0.9444.
-
The best MSE value for WWR was obtained as 0.000037 in DL and the r squared value 0.9184
As a result, it was concluded that different optimization methods can be applied according to different outputs (Ra, Kerf, MRR, WWR). It also shows that artificial intelligence-based optimization methods give successful estimation results about Ra, Kerf, MRR, WWR values. According to these results, ideal DL and ELM models have been presented for future studies.
Data availability
All the raw data of analysis are available as supplementary data. Any other data generated or analyzed during this study are available from the corresponding authors on reasonable request. https://docs.google.com/spreadsheets/d/1BbrfVpeJvSvvjXV5HjVqyY9Fbl8gTu4l/edit?usp=sharing&ouid=104439447976128858155&rtpof=true&sd=true.
Abbreviations
- AI:
-
Artificial intelligence
- DL:
-
Deep learning
- ML:
-
Machine learning
- ANN:
-
Artificial neural networks
- ELM:
-
Extreme learning machine
- P-ELM:
-
Pruned-ELM
- OP-ELM:
-
Optimum pruned-ELM
- WEDM:
-
Wire electrical discharge machining
- Ra:
-
Surface roughness
- RSM:
-
Response surface methodology
- X-RD:
-
X-ray diffraction
- MSE:
-
Mean squared error
- MRR:
-
Material removal rate
- WWR:
-
Wire wear rate
- GRA:
-
Grey relational analysis
- SEM:
-
Scanning electron microscope
- HTS:
-
Heat treated sample
- IPC:
-
Ignition pulse current
- TBTP:
-
Time between two pulses
- SV:
-
Servo reference voltage
- De:
-
Dielectric
- WF:
-
Wire feed
- WT:
-
Wire tension
- σ:
-
Conductivity
- P:
-
Resistivity
References
Manoj, I. V., Soni, H., Narendranath, S., Mashinini, P. M. & Kara, F. Examination of machining parameters and prediction of cutting velocity and surface roughness using RSM and ANN using WEDM of Altemp HX. Adv. Mater. Sci. Eng. 2022, 1–9 (2022).
Altuğ, M. Investigation of Hardox 400 steel exposed to heat treatment processes in WEDM. J. Polytech. 0900, 237–244 (2018).
Altuğ, M. Investigation of machinability of welded jointed Hardox steel in WEDM. Anadolu Univ. J. Sci. Technol. Appl. Sci. Eng. 20, 92–103 (2019).
Kara, F. Optimization of cutting parameters in finishing milling of Hardox 400 steel. Int. J. Anal. Exp. Finite Elem. Anal. 5, 44–49 (2018).
Nas, E., Özbek, O., Bayraktar, F. & Kara, F. Experimental and statistical ınvestigation of machinability of AISI D2 steel using electroerosion machining method in different machining parameters. Adv. Mater. Sci. Eng. 2021, 1–17 (2021).
Nas, E. & Kara, F. Optimization of EDM machinability of hastelloy C22 super alloys. Machines 10, 1131 (2022).
Bayraktar, F. & Kara, F. Investigation of the effect on surface roughness of cryogenic process applied to cutting tool. Int. J. Anal. Exp. Finite Elem. Anal. 7, 19–27 (2020).
Cheng, M. et al. Prediction and evaluation of surface roughness with hybrid kernel extreme learning machine and monitored tool wear. J. Manuf. Process. 84, 1541–1556 (2022).
Bouhalais, M. L. & Nouioua, M. The analysis of tool vibration signals by spectral kurtosis and ICEEMDAN modes energy for insert wear monitoring in turning operation. Int. J. Adv. Manuf. Technol. 115, 2989–3001 (2021).
Yao, Z., Fan, C., Zhang, Z., Zhang, D. & Luo, M. Position-varying surface roughness prediction method considering compensated acceleration in milling of thin-walled workpiece. Front. Mech. Eng. 16, 855–867 (2021).
Zhang, T. et al. AMS-Net: Attention mechanism based multi-size dual light source network for surface roughness prediction. J. Manuf. Process. 81, 371–385 (2022).
Li, Y., Liu, Y., Tian, Y., Wang, Y. & Wang, J. Application of improved fireworks algorithm in grinding surface roughness online monitoring. J. Manuf. Process. 74, 400–412 (2022).
Guo, W., Wu, C., Ding, Z. & Zhou, Q. Prediction of surface roughness based on a hybrid feature selection method and long short-term memory network in grinding. Int. J. Adv. Manuf. Technol. 112, 2853–2871 (2021).
Patel, V. D. & Gandhi, A. H. Analysis and modeling of surface roughness based on cutting parameters and tool nose radius in turning of AISI D2 steel using CBN tool. Meas. J. Int. Meas. Confed 138, 34–38 (2019).
Tian, W. et al. Prediction of surface roughness using fuzzy broad learning system based on feature selection. J. Manuf. Syst. 64, 508–517 (2022).
García Plaza, E., Núñez López, P. J. & Beamud González, E. M. Efficiency of vibration signal feature extraction for surface finish monitoring in CNC machining. J. Manuf. Process. 44, 145–157 (2019).
Nguyen, D. T., Yin, S., Tang, Q., Son, P. X. & Duc, L. A. Online monitoring of surface roughness and grinding wheel wear when grinding Ti-6Al-4V titanium alloy using ANFIS-GPR hybrid algorithm and Taguchi analysis. Precis. Eng. 55, 275–292 (2019).
Li, B. & Tian, X. An effective PSO-LSSVM-based approach for surface roughness prediction in high-speed precision milling. IEEE Access 9, 80006–80014 (2021).
Li, Z. et al. A novel ensemble deep learning model for cutting tool wear monitoring using audio sensors. J. Manuf. Process. 79, 233–249 (2022).
Liu, X. et al. Intelligent tool wear monitoring based on parallel residual and stacked bidirectional long short-term memory network. J. Manuf. Syst. 60, 608–619 (2021).
Guleria, V., Kumar, V. & Singh, P. K. Prediction of surface roughness in turning using vibration features selected by largest Lyapunov exponent based ICEEMDAN decomposition. Meas. J. Int. Meas. Confed 202, 111812 (2022).
Erkan, Ö., Işık, B., Çiçek, A. & Kara, F. Prediction of damage factor in end milling of glass fibre reinforced plastic composites using artificial neural network. Appl. Compos. Mater. 20, 517–536 (2013).
Pimenov, D. Y., Bustillo, A. & Mikolajczyk, T. Artificial intelligence for automatic prediction of required surface roughness by monitoring wear on face mill teeth. J. Intell. Manuf. 29, 1045–1061 (2018).
Zhao, Z. et al. Surface roughness stabilization method based on digital twin-driven machining parameters self-adaption adjustment: A case study in five-axis machining. J. Intell. Manuf. 33, 943–952 (2022).
Li, Y., Wang, J., Huang, Z. & Gao, R. X. Physics-informed meta learning for machining tool wear prediction. J. Manuf. Syst. 62, 17–27 (2022).
Zhou, G. et al. Prediction and control of surface roughness for the milling of Al/SiC metal matrix composites based on neural networks. Adv. Manuf. 8, 486–507 (2020).
Yan, B., Zhu, L. & Dun, Y. Tool wear monitoring of TC4 titanium alloy milling process based on multi-channel signal and time-dependent properties by using deep learning. J. Manuf. Syst. 61, 495–508 (2021).
Dedeakayoğulları, H., Kaçal, A. & Keser, K. Modeling and prediction of surface roughness at the drilling of SLM-Ti6Al4V parts manufactured with pre-hole with optimized ANN and ANFIS. Meas. J. Int. Meas. Confed 203, 112029 (2022).
Tercan, H. & Meisen, T. Machine learning and deep learning based predictive quality in manufacturing: A systematic review. J. Intell. Manuf. 33, 1879–1905 (2022).
Ziletti, A., Kumar, D., Scheffler, M. & Ghiringhelli, L. M. Insightful classification of crystal structures using deep learning. Nat. Commun. 9, 2775 (2018).
Liu, X. et al. Machine learning assisted prediction of microstructures and Young’s modulus of biomedical multi-component β-Ti alloys. Metals (Basel) 12, 796 (2022).
Cardoso Silva, L. et al. Benchmarking Machine learning solutions in production, in 2020 19th IEEE International Conference on Machine Learning and Applications (ICMLA) 626–633 (IEEE, 2020). https://doi.org/10.1109/ICMLA51294.2020.00104.
Zhang, H., Fu, H., Zhu, S., Yong, W. & Xie, J. Machine learning assisted composition effective design for precipitation strengthened copper alloys. Acta Mater. 215, 117118 (2021).
Du, C., Ho, C. L. & Kaminski, J. Prediction of product roughness, profile, and roundness using machine learning techniques for a hard turning process. Adv. Manuf. 9, 206–215 (2021).
Klein, S., Schorr, S. & Bähre, D. Quality prediction of honed bores with machine learning based on machining and quality data to improve the honing process control. Procedia CIRP 93, 1322–1327 (2020).
Bhandari, B. & Park, G. Non-contact surface roughness evaluation of milling surface using CNN-deep learning models. Int. J. Comput. Integr. Manuf. 00, 1–15 (2022).
Pan, Y. et al. On-line prediction of ultrasonic elliptical vibration cutting surface roughness of tungsten heavy alloy based on deep learning. J. Intell. Manuf. 33, 675–685 (2022).
Essien, A. & Giannetti, C. A deep learning model for smart manufacturing using convolutional LSTM neural network autoencoders. IEEE Trans. Ind. Inform. 16, 6069–6078 (2020).
Wang, Q., Jiao, W., Wang, P. & Zhang, Y. A tutorial on deep learning-based data analytics in manufacturing through a welding case study. J. Manuf. Process. 63, 2–13 (2021).
Akusok, A., Bjork, K.-M., Miche, Y. & Lendasse, A. High-performance extreme learning machines: A complete toolbox for big data applications. IEEE Access 3, 1011–1025 (2015).
Chen, J., Zeng, Y., Li, Y. & Huang, G.-B. Unsupervised feature selection based extreme learning machine for clustering. Neurocomputing 386, 198–207 (2020).
Zhou, Y., Sun, B., Sun, W. & Lei, Z. Tool wear condition monitoring based on a two-layer angle kernel extreme learning machine using sound sensor for milling process. J. Intell. Manuf. 33, 247–258 (2022).
Wu, Q., Liu, E., He, Y. H. & Tang, X. Application research on extreme learning machine in rapid detection of tool wear in machine tools. J. Phys. Conf. Ser. 2025, 012091 (2021).
Aggarwal, V., Pruncu, C. I., Singh, J., Sharma, S. & Pimenov, D. Y. Empirical investigations during WEDM of Ni-27Cu-3.15Al-2Fe-1.5Mn based superalloy for high temperature corrosion resistance applications. Materials (Basel) 13, 3470 (2020).
Uğur, L. 7075 Alüminyum Malzemesinin Frezelenmesinde Yüzey Pürüzlülüğünün Yanıt Yüzey Metodu İle Optimizasyonu. Erzincan Üniversitesi Fen Bilim Enstitüsü Derg 12, 326–335 (2019).
Gökmeşe, H. & Özdemİr, M. Hardox- 500 Sac Malzemenin Şekillendirilebilirlik Davranışı Üzerinde Isıl İşlemin Etkisi. Gazi Univ. J. Sci. Part C Des. Technol. 4, 343–349 (2016).
Burek, J., Babiarz, R., Buk, J., Sułkowicz, P. & Krupa, K. The accuracy of finishing WEDM of inconel 718 turbine disc fir tree slots. Materials (Basel) 14, 1–19 (2021).
Altug, M., Erdem, M. & Ozay, C. Experimental investigation of kerf of Ti6Al4V exposed to different heat treatment processes in WEDM and optimization of parameters using genetic algorithm. Int. J. Adv. Manuf. Technol. 78, 1573–1583 (2015).
Unune, D. R. & Mali, H. S. Experimental investigation on low-frequency vibration assisted micro-WEDM of Inconel 718. Eng. Sci. Technol. Int. J. 20, 222–231 (2017).
Paturi, U. M. R., Devarasetti, H., Reddy, N. S., Kotkunde, N. & Patle, B. K. Modeling of surface roughness in wire electrical discharge machining of Inconel 718 using artificial neural network. Mater. Today Proc. 38, 3142–3148 (2020).
Subrahmanyam, M. & Nancharaiah, T. Optimization of process parameters in wire-cut EDM of Inconel 625 using Taguchi’s approach. Mater. Today Proc. 23, 642–646 (2020).
Bobbili, R., Madhu, V. & Gogia, A. K. Effect of wire-EDM machining parameters on surface roughness and material removal rate of high strength armor steel. Mater. Manuf. Process. 28, 364–368 (2013).
Altuğ, M. Investigation of material removal rate (MRR) and wire wear ratio (WWR) for alloy Ti6Al4 V exposed to heat treatment processing in WEDM and optimization of parameters using Grey relational analysis. Mater. Test 58, 794–805 (2016).
Acknowledgements
This study is supported by Inonu University Scientific Researches Projects with number FBA-2018-610. We thank the Rectorate of Inonu University for their support. After the great earthquakes experienced on 6 th of February 2023 in southeast of Türkiye, which turned our lives upside down; We would like to thank and express our gratitude to the Dean of the Faculty of Engineering at 19 Mayıs University for opening its doors to us and providing an academic working environment and opportunities.
Author information
Authors and Affiliations
Contributions
M.A. and H.S. wrote the main manuscript text. All authors reviewed the manuscript.
Corresponding author
Ethics declarations
Competing interests
The authors declare no competing interests.
Additional information
Publisher's note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Altuğ, M., Söyler, H. Optimization with artificial intelligence of the machinability of Hardox steel, which is exposed to different processes. Sci Rep 13, 14100 (2023). https://doi.org/10.1038/s41598-023-40710-8
Received:
Accepted:
Published:
DOI: https://doi.org/10.1038/s41598-023-40710-8
Comments
By submitting a comment you agree to abide by our Terms and Community Guidelines. If you find something abusive or that does not comply with our terms or guidelines please flag it as inappropriate.
