
Abstract
The conception of materials with fewer carbon dioxide emissions, using natural fibers, and recycling resources, is of increasing relevance to the world today to combat climatic change and pollution. This is a significant step toward reducing the environmental effect of building materials and addressing a multitude of sustainable development goals (SDGs) in a direct or indirect way. This research investigates using sugarcane bagasse (SCB) as a local green base material in Egypt for creating composite fiberboard that can be used in a multitude of architectural applications as an interior cladding board and was found to have thermal insulation qualities, achieving a dual aim of aesthetically pleasing interiors, in addition to a step towards thermal comfort, thus, enhancing human well-being. At the same time, this will cut down on energy use and carbon emissions. Finally, creating a partially green cladding particleboard will decrease the environmental impact two-fold, utilizing abundant agro-waste and hence, eliminating its disposal hazards, and simultaneously decreasing the environmental impact of construction material in its life cycle. Relevant mechanical and physical properties of the developed board were experimentally tested to investigate and characterize its material, hence, validate its potential operability.
Similar content being viewed by others


Introduction
Climate change is one of the most important issues facing the entire world in the twenty-first century1. It has become increasingly debated in terms of actions to be taken in order to limit its genuine predictions and propose solution for the problems which are facing humanity, rather than as a dispute over the scientific phenomenon or its impact, in order to avoid the significant alterations in the external environment caused by climatic conditions. The most substantial energy consumer and greenhouse gas emitter annually is buildings2. The building and construction industry consumes huge resources and emits a lot of pollution globally. The ability of a technology to be sustained over the long term has been one of the most important factors in judging its viability in recent years. Any new technique needs to be created with environmentally friendly practices in mind, including the use of non-toxic and organic solvents, the discharge of no hazardous materials into the environment, and minimal energy consumption. One of the most popular methods to reduce manufacturing costs is to use current wastes and transform them into high-value engineered goods.
Additionally, technologies for producing renewable items from waste must be fully developed for long-term sustainability3. Spiegle asserts that employing environmentally sustainable green building materials helps to meet the market's growing need for natural, non-toxic, energy-efficient, and environmentally friendly products4. Green building materials assure the sustainable use of the planet's resources. Hey interact within the confines of natural cycle and ecosystem interactions. In green construction, nontoxic materials are used, they’re made of recycled materials and sometimes can be reused as well. They are both energy and water efficient. Green products are those that are environmentally friendly in their production, use, and recycling processes. Sustainable green materials have a positive impact on resource management, waste management and (IEQ) indoor environmental quality, and efficiency5.
Hence, this research aims to create a composite fiberboard that can be utilized in the building industry as a particleboard with by using one of the most abundant local agro-waste material fiber in Egypt; SCB. The board is fabricated. Its properties are then investigated through an experimental approach, by characterizing the board’s physical and mechanical properties. Previous trials of developing and characterizing different composite materials were spotted; some of which applied binders such as Polyvinyl alcohol (PVA)6, foam7, starch, formaldehyde resin with hardener emulsified paraffin wax, polyurethane, or epoxy6,8,9,10,11. The proposed fiberboard utilizes sugarcane bagasse as a base material utilizing one of the most commonly used binders in the building industry; epoxy resin as a binding matrix. The originality of the research is that the developed board was characterized to determine its proposed industrial usage as an interior cladding board, with the most relevant mechanical and physical properties and compared to other boards to understand where it stands comparatively in relation to other previously developed materials.
Literature review on sugarcane bagasse
Sugarcane Bagasse is a bio-product of sugarcane fiber which is retained after the juice has been extracted from the sugarcane12, resultant from the squeezing and crushing process in the form of a fibrous residue13. SCB waste is chosen as an ideal raw material in manufacturing new products because of its low fabricating costs and high quality green end material. It is a suitable green material since it is widely available due to widespread sugarcane planting in many locations around the world14,15, providing a valid and consistent supply16. Hence, it is an easy to obtain accessible and sustainable material17.
In Egypt, sugarcane is an abundant crop cultivated mainly in Upper Egypt18 (the land surrounding the southern part of the River Nile in Egypt till Sudan)14. Its main components are of cellulose, hemicellulose and lignin, in addition to ash and some extractives19,20. The main components of the SCB are listed in Table 1
The main purposes for sugarcane harvesting locally in Egypt are sugar and molasses production, in addition to seeds for subsequent cultivation and juice. The largest of which is the first. Sugarcane milling process results in many products and byproducts22 such as such as green tops, dry leaves, molasses, soil, mud, furnace ash and SCB23. According to research, SCB presents 30% of the cultivated sugarcane as an agriculture crop24. In 2020, the amount of cultivated sugarcane in Egypt was 14.9 million tons25. Thus, the amount of SCB can be deduced by calculations is about 4.5 million tons. About 30% of this amount is lost due to uncontrolled burning, causing pollution and presenting a lost opportunity for a recyclable, biodegradable material23. As it is considered one of the largest agro-waste materials in Egypt26. Recycling it is the optimum eco-friendly solution that reduces the negative effect of burning27. This open burning process contributes to environmental issues such as air pollution, degraded soil, and global warming28.
Sugarcane bagasse thermal properties
According to a recent study, sugarcane bagasse as a plant fiber with density: 100–125 kg/m3 had thermal conductivity 0.046–0.049 W/(m K) which is lower than coconut husk, sunflower fiber, cotton stalk fiber, coriander stalk fiber and date palm fiber29. Meherzad at al.30 tested a group of specimens with thickness 20, 30, and 40 mm and unit weight 100, 150, and 200 kg/m3. The used resin is Polyvinyl alcohol water-soluble polymer. The thermal conductivity of the fabricated specimens ranges between 0.00157 and 0.0021 W/(m k) for specimens of thickness 20mm and three densities 100–200 kg/m3. The other specimens with thickness 30mm, the thermal conductivity ranges between 0.00189 and 0.00177 W/(m k) for the same densities. For specimens with thickness 40 mm, the corresponding values are 0.00146 to 0.00203 W/(m k). The Thermal properties of composites of cement and SCB can be found in the work of Onésippe et al. (2010). According to Abedom9, composite materials with a mix of Bagasse/Bamboo fibers exhibited thermal conductivity values between 0.130 and 0.086 W/(m K) for percentage 100%, 70%, 50%, 30%, and 0% of bagasse. Previous research investigated the effect of the amount of fiber on the thermal behavior of composites made of cement composites reinforced with vegetable bagasse fibers; a decrease in thermal conductivity from 0.62 to 0.46 W/(m K) was encountered in composites when the content of fiber was increased from 1.5 to 3.0%, respectively31. Also, for light particleboard from sugarcane bagasse residues, the thermal conductivity varied from (0.045 to 0.0051 W/(m K), which is in the range of other insulation boards made of ligno-cellulosic materials32. Researchers discovered that ceiling insulation boards made completely of sugarcane bagasse with a 470.3 kg/m3 density had a better thermal conductivity than other components frequently used in the ceilings such as Plaster of Paris, asbestos, and PVC33. According to29, thermal conductivity is influenced by fiber composition. The efficiency of thermal insulating materials is highly depending on the thermal conductivity (K) of the materials which depends on various factors such as density, porosity and Moisture content of the material34.
Sugarcane bagasse physical properties
Research has been conducted to determine the density, absorbency, and dimensional constancy of polymeric combinations made of bagasse fibers. In general, natural fibers demonstrate low density with relatively high toughness, thus, exhibit acceptable mechanical properties35. According to Ramlee, the effect of soaking bagasse fiber-based particle board in heated and cool water for various durations on its mechanical properties was investigated. The mechanical properties of the combination were severely reduced by both hot and cold-water submersion. In addition, as compared to unprocessed bagasse fiber-based combinations, poly (methylene polyphenyl isocyanate) treated particle boards showed good damp resistance29.
Previous research revealed the potential of adding SCB36 as a reinforcement due to its mechanical features including flexural hardness, tensile strength, flexural absolute value, stiffness, and impact strength when suitable adjustments and production technologies are used16,20. Previous research of particleboards with different percentages of bagasse determined that its use for particleboard fabrication resulted in enhanced water absorption and thickness swelling characteristics37. It can be chemically treated and modified, as well as combining well with different binding materials to develop various forms of the new compound materials16.
Experimental work
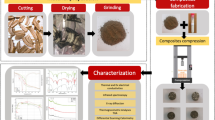
The purpose of the experiment is to develop a composite panel board with potentially good thermal insulation properties by utilizing SCB as the base material fiber and applying epoxy resin as the binding matrix. The methodology adopted in the experimental procedures is illustrated in Fig. 1.

Fiberboard development process method.
SCB treatment
SCB fibers should be treated before incorporating them in composite manufacturing12. The chemical treatment aims to enhance resistance against water and to improve compatibility with polymeric matrix. Different regimens of treatment can be found in the literature12,38,39. The adopted technique of treatment in this research is by washing the fiber with warm water several times to remove the sugar. Afterwards, the bagasse fibers are cut to smaller particles for sizing. Then, chemical treatment takes place using Sodium Hydroxide NaOH, by drenching the fibers in a 1:10 concentration Sodium Hydroxide solution for 3 h, and then the fibers are washed with water to remove the solution. The fibers are left to dry in an oven to reduce water content at a temperature of 150 °C. After this treatment process, the fibers color changes to light yellow. To identify the density of the bagasse fibers, the pycnometer is used. The treated SCB fibers density ρ is 390 kg/m3. A sieve analysis test is conducted on the dry sample and the particle size distribution curve is shown in Fig. 2. The particle size ranges between 1.2 and 5 mm.

Fiber size distribution curve (by authors).
Specimens' manufacturing
Different trials are conducted to obtain a specimen with minimum thickness and highest fiber volume fraction. The manufacturing and testing take place in the Centre for Advanced Materials (CAM) hosted by the British University in Egypt. The adopted technique is to distribute the fibers in a 300 × 300 mm mould then to pour the resin. The matrix used in preparing all composite specimens is Araldite LY1564 epoxy resin mixed with Aradur 3486 hardener at weight ratio of 2:1. Huntsman Advanced Materials, Switzerland, supplies both components. The density of the resin matrix is 1.178 gm/cm3. To ensure good compaction of the specimen, the specimen is placed under a compression load of 12.8 kN for 24 h as shown in Fig. 3.

Specimen manufacturing process (by authors).
The specimen is then removed from the mold and the thickness is measured. The specimen is 9 mm thick and with good appearance with uniformly distributed fibers. Volume Fraction Equation is used to evaluate the fiber volume fraction of the composite.
where \(cf\) = fiber volume fraction, \(\rho m\) = density of matrix, \(Wf\) = weight of fiber in the sample, and, \(\rho f\) = density of fiber, \(Wm\)=weight of matrix.
According to Eq. (1), the fiber volume fraction is 39%.
Physical properties for the specimen
The physical properties measured are the density, absorption and thermal conductivity. The procedures to determine the density of the board are according to ASTM-D2395. The density ρ is found to be is 1.08 gm/cm3. The thermal conductivity test is conducted to test the ability of the material to transmit heat measured in W/(m k). This test is done at The Housing and Building Research Centre (HBRC) in Cairo using LaserComp Heat Flow Meter instrument. The Heat Flow Meter method, designed specifically for insulating materials, is defined by ASTM C518-1740, ISO 8301:199141, and DIN EN 12667 (2001)42. This cost-effective and practical method for this sample size (300 mm × 300 mm × 9 mm) and is widely recognized and preferred by industry professionals throughout the world for its speed, and simplicity43. The thermal conductivity test was conducted according to the standard specification ASTM C-518, with environmental temperature of 24C°. The coefficient of thermal conductivity of the sample is 0.093 W/(m K). The experimental setting is shown in Fig. 4.

Thermal conductivity test using LaserComp Heat Flow meter (by authors).
The third physical property measured for the board is the absorption. The test is performed according to ASTM C1763-2044. This test was done using sample strips with the dimensions of 250 × 25 × 9 mm as per Fig. 5 and under ambient temperature of 23 °C.

Absorption test by soaking the samples in water for 24 Hrs (by authors).
The samples are weighed in the over dry condition, then, they are soaked in water at 21 Co. The samples are weighed after 2 h, 12 h, and 24 h to ensure moisture equilibrium. The test results are presented in Table 2 and at 24 h soaking the moisture equilibrium stage is reached. The average weight of the oven-dry samples and saturated samples are 67.5 gm and 71 gm respc. Figure 6 presents the water absorption test results for 24 h. The board absorption can be calculated using Eq. (2): Absorption Equation.

Graph to illustrate water absorption test for 24 h (by authors).
where: M = absorption %, Wi = current specimen mass, g, and, Wo = oven-dry specimen mass, g
According to Eq. (2), the absorption is 5.18%.
Mechanical properties
The mechanical properties of the manufactured board are with significance to ensure its capacity to installation or any other architectural application. The mechanical properties of concern in this work are the tensile strength and the flexural strength. The conducted tests are in compliance with ASTM D303945 and ASTM D726446 for tensile and flexural strength respectively.
Tensile strength test for the specimen
For tensile strength, the specimens are of dimensions 250 × 25 × 9 mm, the gauge length is 200 mm. Four specimens are tested. The tensile testing machine is Microcomputer Controlled Electronic Universal Testing Machine model WDW-100D. The machine is displacement control, and the loading rate is 2 mm/min for tensile strength test according to ASTM D3039. The test set up is shown in Figs. 7. The load-deformation of the specimen is shown in Fig. 8. The specimen number, relevant strength and stiffness, average strength, average stiffness, and the standard deviation of the results are shown in Table 3.

Tensile strength test setup (by authors).

Load deformation curve (by authors).
Flexural strength test for the specimen
For modulus of rupture (MoR) determination, three samples are tested. The test is conducted using three-points bending test and the span is 150 mm. The test setup is shown in Fig. 9. The loading rate is 1mm/min for flexural strength test according to ASTM D7264M-15 (ASTM 2007). The load–deflection curve is shown in Fig. 10. The flexural strength can be calculated using Eq. (3),

Flexural strength test setup (by authors).

Load deflection curve for flexural test (by authors).
Equation (3): Modulus of rupture equation.
The specimen number, relevant dimensions, ultimate load, Modulus of Rapture (MoR), and the standard deviation of the results are shown in Table 4.
Visual inspection
Upon visual inspection of the surface properties of the generated panel board, it is determined that the colourless nature of the epoxy resin forming the matrix, provides the board with an authentic natural outlook Fig. 3. Thus, the natural fibers of the SCB are apparent and add aesthetic value to the board if compared to other boards in the market. This property also makes it possible to add color pigmentation to the epoxy, thus providing the developed material with a variety of color hues that would be useful for the application of the board for interior design. Table 5 presents two other similar boards that are under commercial use and some interior design shots that employ similar boards47,48, together with the developed board, to show where it stands in terms of appearance.
Discussion
Relevant physical and mechanical properties for various similar organic boards; either particleboards, medium density fiberboards or high density fiberboards, are collected from the literature to evaluate the developed board comparatively. This comparison is shown in Table 6. To take into account the unit weight of the developed board and the mechanical properties, and to conduct a fair comparison, the different materials should be compared with respect to specific strength and specific elasticity where,
Specific strength in tension = TS/density.
Specific strength in flexural = MoR /density.
Specific stiffness = MoE/density.
By comparing the different composites in Table 6, the developed board possess 11.11 MPa cm3/gm, 29.35 MPa cm3/gm, 1.18 GPa cm3/gm for specific tensile strength, specific flexural strength, and specific stiffness respectively. The relatively high density of the board can be tolerated when considering the high strength they possess. These properties reveal the potential for this board to compete with the MDF and HDF where these two products depend on the depleting natural resources of wood.
Moreover, the developed board enjoys a relatively low thermal conductivity when compared to other natural fiberboards taking into account the good mechanical properties and the aesthetically pleasing form as well. The potential of wide range of applications of this board is obvious.
The fiberboard offers authentic, natural and stylish designs that are durable and easy to maintain. Hence, one of the prospective applications can be cladding panels or tiles. In addition to the low thermal conductivity property that makes it an interior cladding board with good insulation properties.
Additionally, by examining these properties, it is determined that another potential application for utilizing such green boards is furnishing units such as tables, closets, or chairs.
Conclusion and recommendations
The developed interior cladding panel board can be described as green and sustainable in terms of using a natural green fiber as a base material of a an abundant agro-waste material of SCB with its biodegradability, ease of accessibility, and non-toxicity properties. Sugarcane bagasse particleboard that has been produced demonstrated physical and mechanical qualities that can compete with MDF, such as thermal conductivity, modulus of rupture, and modulus of elasticity. These enhanced properties open a wide range of applications in the construction, architectural, and industrial fields. It is recommended to replicate the experiment with another moulding technology such as vacuum infusion; this may result in lower densities which would provide lower thermal conductivities to enhance this property.
This board addresses many of the SDGs such as Good Health and Well-being, Sustainable Cities and Communities, in addition to Climate Action52. However, to enhance the ecological properties of the board, it is strongly recommended to replicate the experiment in further research by using another matrix as binding material with better biodegradability, eco-toxicity properties to have an improved overall environmental performance, in addition to a more economic value. It is also recommended to conduct further research on how to make this industry of manufacturing boards a green industry.
From the architectural perspective, the developed board offered an aesthetical appearance and possibilities for variations through the coloring options. The visual esthetical properties of the board can be investigated by adding color pigments to the matrix as an option, or working on different particle size of the SCB to obtain a different outlook as another alternative. Additionally, developing and testing the installation methods of the board by using fixation systems that can be mechanical or chemical needs investigation. It is recommended to enhance and explore possibilities in future research on the appearance to explore possibilities of uses within the field of interior design. The u-value of each combination of layers can be calculated for the resultant wall construction upon using it as a cladding board. More properties, such as the void ratio, surface properties, and reaction with chemicals, need further investigation to determine the applicability of using it in other interior design applications, such as floor tiles and furnishing materials.
Finally, the most important aspect of using this local agro-waste is that it addresses sustainability pillars. From the environmental aspect, it offers energy savings by reducing cooling loads as it displayed good thermal insulation characteristics, thus provides thermal comfort. It is an opportunity for waste recycling, and waste management by avoiding negative environmental impact due to burning. From an economic standpoint, SCB is an abundant cheap material with a consistent supply. From the social aspect, the authentic natural appearance perhaps provides a vernacular, yet modernized outlook, in addition, to well-being through human comfort.
Data availability
All data generated or analysed during this study are included in this published article.
Abbreviations
- SDGs:
-
Sustainable development goals
- SCB :
-
Sugarcane bagasse
References
Abdou, Y., Ki-Kim, Y. & Bande, L. Indoor environmental quality evaluation in a hot and arid climate: A case study of a higher education office building. E3S Web Conf. 167, 04004 (2020).
Joseph, P. & Tretsiakova-Mcnally, S. Sustainable non-metallic building materials. Sustain. MDPI 2, 400–427 (2010).
Do, N. H. N. et al. Green recycling of fly ash into heat and sound insulation composite aerogels reinforced by recycled polyethylene terephthalate fibers. J. Clean. Prod. 322, 129138 (2021).
Speigel, R. & Meadows, D. Green Building Materials: A Guide to Product Selection and Specification 3rd edn. (Wiley, 2010).
Guirguis, M. N. & Moussa, R. R. Investigation on utilizing garbage as a resource for a sustainable neighbourhood: Case study of a neighbourhood in New Cairo, Egypt. In IOP Conference Series: Earth and Environmental Science vol. 397 (2019).
Raza, M., Abdallah, H. A., Abdullah, A. & Abu-Jdayil, B. Date palm surface fibers for green thermal insulation. Buildings 12, 866 (2022).
Kodah, Z. H., Jarrah, M. A. & Shanshal, N. S. Thermal characterization of foam-cane (Quseab) as an insulant material. Energy Convers. Manag. 40, 349–367 (1999).
Manohar, K., Ramroopsingh J. & Yarbrough, D. W. (16) (PDF) Use of sugarcane fiber as building insulation. Insul. Mater. Test. Appl. ASTM STP 1426, A.O. Desjarlais, R.R, Zarr, Eds., ASTM Int. , West Conshohocken , PA. 4, (2002).
Abedom, F. et al. Development of natural fiber hybrid composites using sugarcane bagasse and bamboo charcoal for automotive thermal insulation materials. Adv. Mater. Sci. Eng. 2021, 1–10 (2021).
Sérgio Augusto Mello Da, S., André Luis, C., Raquel, G. & Francisco Antonio Rocco, L. Strength properties of medium density fiberboards (MDF) manufactured with Pinus Elliottii wood and polyurethane resin derived from castor oil. Int. J. Compos. Mater. 3, 7–14 (2013).
European Committee for Standardization. BS EN 312 (2010) Particleboards. Specifications. Scientific Research Publishing https://www.scirp.org/(S(czeh2tfqw2orz553k1w0r45))/reference/referencespapers.aspx?referenceid=2586910 (2010).
Gupta, G. & Bhatnagar, R. A review on composition and properties of bagasse fibers. Int. J. Sci. Eng. Res. 6. https://www.semanticscholar.org/paper/A-Review-on-Composition-and-Properties-of-Bagasse-SachinYadav-Gupta/ba2a3314049b7ff962e44435a2cba1786b1f3198 (2015).
Thite, V. S. & Nerurkar, A. S. Valorization of sugarcane bagasse by chemical pretreatment and enzyme mediated deconstruction. Sci. Rep. 9, 1–14 (2019).
Mehareb, E. M., El-Shafai, A. M. A. & Fouz, F. M. A. E. History and current status of sugarcane breeding in Egypt. Sugar Tech. 24, 267–271 (2022).
Figueroa-Rodríguez, K. A., Hernández-Rosas, F., Figueroa-Sandoval, B., Velasco-Velasco, J. & Rivera, N. A. What has been the focus of sugarcane research? A bibliometric overview. Int. J. Environ. Res. Public Health 16, 3326. https://doi.org/10.3390/ijerph16183326 (2019).
Loh, Y. R., Sujan, D., Rahman, M. E. & Das, C. A. Review sugarcane bagasse—The future composite material: A literature review. Resour. Conserv. Recycl. 75, 14–22 (2013).
Maheswari, A. U. et al. Utilization of sugarcane bagasse as retarder in concrete. IJIRT 8, 319–322. https://ijirt.org/master/publishedpaper/IJIRT152396_PAPER.pdf (2021).
Dawoud, N., Micheal, A. & Moussa, R. R. A Review on Investigating the experimental process for partial replacement of cement with sugarcane bagasse in the construction industry. IOP Conf. Ser. Mater. Sci. Eng. 974, 12036 (2020).
Alokika, A., Kumar, A., Kumar, V. & Singh, B. Cellulosic and hemicellulosic fractions of sugarcane bagasse: Potential, challenges and future perspective. Int. J. Biol. Macromol. 169, 564–582. https://doi.org/10.1016/j.ijbiomac.2020.12.175 (2021).
Kamarudin, S. H. et al. A review on natural fiber reinforced polymer composites (NFRPC) for sustainable industrial applications. Polymers 14, 3698. https://doi.org/10.3390/polym14173698 (2022).
Rabelo, S. C., da Costa, A. C. & Vaz Rossel, C. E. (2015) Industrial waste recovery. In Sugarcane: Agricultural Production, Bioenergy and Ethanol 365–381. https://doi.org/10.1016/B978-0-12-802239-9.00017-7.
Micheal, A. & Moussa, R. R. Investigating the economic and environmental effect of integrating sugarcane bagasse (SCB) fibers in cement bricks. Ain Shams Eng. J. 12, 3297–3303 (2021).
Adel Habib Nakhla, D. Achieving environmental sustainability of sugarcane industry in achieving environmental sustainability of sugarcane industry in Egypt: An application of life cycle assessment Egypt: An application of life cycle. (AUC, 2015). https://doi.org/10.4236/ns.2013.56083.
Selman-Housein, G. et al. Towards the improvement of sugarcane bagasse as raw material for the production of paper pulp and animal feed. Dev. Plant Genetics Breed. 5, 189–193 (2000).
Egypt - Sugar cane production quantity. World Data Atlas-knoema (2020).
Hussein, S. D. A. & Sawan, O. M. The utilization of agricultural waste as one of the environmental issues in Egypt (a case study). J. Appl. Sci. Res. 6, 1116–1124 (2010).
da Silva, C. G. & Frollini, E. Unburned sugarcane bagasse: Bio-based phenolic thermoset composites as an alternative for the management of this Agrowaste. J. Polym. Environ. 28, 3201–3210 (2020).
Nunta, R. et al. Valorization of rice straw, sugarcane bagasse and sweet sorghum bagasse for the production of bioethanol and phenylacetylcarbinol. Sci. Rep. 13, 1–13 (2023).
Ramlee, N. A., Naveen, J. & Jawaid, M. Potential of oil palm empty fruit bunch (OPEFB) and sugarcane bagasse fibers for thermal insulation application—A review. Constr. Build. Mater. 271, 121519 (2021).
Mehrzad, S., Taban, E., Soltani, P., Samaei, S. E. & Khavanin, A. Sugarcane bagasse waste fibers as novel thermal insulation and sound-absorbing materials for application in sustainable buildings. Build. Environ. 211, 108753 (2022).
Onésippe, C. et al. Sugar cane bagasse fibers reinforced cement composites: Thermal considerations. Compos. Part A Appl. Sci. Manuf. 41, 549–556 (2010).
Hazrati-Behnagh, M., Zarea-Hosseinabadi, H., Daliri-Sosefi, M., Abginehchi, Z. & Hemmati, A. Mechanical and insulating performances of ultralight thick particleboard from sugarcane residues and woods planer shaving. Eur. J. Wood Wood Prod. 74, 161–168 (2016).
Jesuloluwa, S. I. & Bori, I. Formation of Ceiling Boards by the Combination of Sugarcane Bagasse and Rice Husk. (2018).
Aly, N. M., Seddeq, H. S., Elnagar, K. & Hamouda, T. Acoustic and thermal performance of sustainable fiber reinforced thermoplastic composite panels for insulation in buildings. J. Build. Eng. 40, 102747 (2021).
Boontima, B., Noomhorm, A., Puttanlek, C., Uttapap, D. & Rungsardthong, V. Mechanical properties of sugarcane bagasse fiber-reinforced soy based biocomposites. J. Polym. Environ. 23, 97–106 (2015).
Danso, H. Properties of coconut, oil palm and bagasse fibers: As potential building materials. Procedia Eng. 200, 1–9 (2017).
Mendes, R. F., Mendes, L. M., Oliveira, S. L. & Freire, T. P. Use of sugarcane bagasse for particleboard production. Key Eng. Mater. 634, 163–171 (2015).
Cerqueira, E. F., Baptista, C. A. R. P. & Mulinari, D. R. Mechanical behaviour of polypropylene reinforced sugarcane bagasse fibers composites. Procedia Eng. 10, 2046–2051 (2011).
Azmin, S. N. H. M., Hayat, N. A. B. M. & Nor, M. S. M. Development and characterization of food packaging bioplastic film from cocoa pod husk cellulose incorporated with sugarcane bagasse fiber. J. Bioresour. Bioprod. 5, 248–255 (2020).
ASTM. Standard test method for steady-state thermal transmission properties by means of the heat flow meter apparatus. ASTM Int. (2021).
ISO. ISO 8301:1991—Thermal insulation—Determination of steady-state thermal resistance and related properties — Heat flow meter apparatus. Int. Organ. Stand. (1991).
DIN. DIN EN 12667 - Thermal performance of building materials and products—Determination of thermal resistance by means of guarded hot plate and heat flow meter methods—Products of high and medium thermal resistance. DIN, Eng. 360 (2001).
Sánchez-Calderón, I., Merillas, B., Bernardo, V. & Rodríguez-Pérez, M. Á. Methodology for measuring the thermal conductivity of insulating samples with small dimensions by heat flow meter technique. J. Therm. Anal. Calorim. 147, 12523–12533 (2022).
ASTM. Standard Test Method for Water Absorption by Immersion of Thermal Insulation Materials. ASTM International (2020).
ASTM. Standard Test Method for Tensile Properties of Polymer Matrix Composite Materials. ASTM International (2017).
ASTM. Standard Test Method for Flexural Properties of Polymer Matrix Composite Materials. ASTM International (2021).
Wooden Board Materials in Furniture Industry | EUROTECH. https://eurotech-vacuum-technologies.com/vacuum-technology-for-industries/material-of-lifted-workpieces/wooden-board-material-furniture-industry/.
OSB Panels in Interiors: From a Humble Material to a Design Feature | ArchDaily. https://www.archdaily.com/979946/osb-panels-in-interiors-from-a-humble-material-to-a-design-feature.
Panyakaew, S. & Fotios, S. New thermal insulation boards made from coconut husk and bagasse. Energy Build. 43, 1732–1739 (2011).
Floover HDF - FLOOVER - PDF Catalogs | Documentation | Brochures. ArchiExpo https://pdf.archiexpo.com/pdf/floover/floover-hdf/64942-244469.html.
HDF one-side white | HDF | Decorative particle boards | Holzplatte. MySpeigel.DE https://holzplatte.de/en/decorative-particle-boards/hdf/113/hdf-one-side-white.
Jung, H. & Song, C. K. Effects of emission trading scheme (ETS) on change rate of carbon emission. Sci. Rep. 13, 912 (2023).
Acknowledgements
This paper is based upon work supported by Science, Technology & Innovation Funding Authority (STDF) under grant number 46956. The authors would like to acknowledge the Center of Advanced Materials (CAM) in The British University in Egypt (BUE) for helping in offering the sources to run the experiments and tests.
Funding
Open access funding is provided by the Science, Technology, & Innovation Funding Authority (STDF) in cooperation with the Egyptian Knowledge Bank (EKB). This research is part of a project that received a grant from the Science, Technology, & Innovation Funding Authority (STDF) with project ID (46956).
Author information
Authors and Affiliations
Contributions
All authors shared in the manuscript writing and reviewing. The experimental work was executed by the author Z.F. and supervised by the M.N.G. and A.M.G
Corresponding author
Ethics declarations
Competing interests
The authors declare no competing interests.
Additional information
Publisher's note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Guirguis, M.N., Farahat, Z. & Micheal, A. Developing an interior cladding fiberboard by utilizing sugarcane bagasse as a local agro-waste in Egypt. Sci Rep 13, 12870 (2023). https://doi.org/10.1038/s41598-023-39860-6
Received:
Accepted:
Published:
DOI: https://doi.org/10.1038/s41598-023-39860-6
This article is cited by
-
Valorization of sugarcane bagasse with in situ grown MoS2 for continuous pollutant remediation and microbial decontamination
Environmental Science and Pollution Research (2024)
Comments
By submitting a comment you agree to abide by our Terms and Community Guidelines. If you find something abusive or that does not comply with our terms or guidelines please flag it as inappropriate.
