
Abstract
Monolithic integration of novel materials without modifying the existing photonic component library is crucial to advancing heterogeneous silicon photonic integrated circuits. Here we show the introduction of a silicon nitride etch stop layer at select areas, coupled with low-loss oxide trench, enabling incorporation of functional materials without compromising foundry-verified device reliability. As an illustration, two distinct chalcogenide phase change materials (PCMs) with remarkable nonvolatile modulation capabilities, namely Sb2Se3 and Ge2Sb2Se4Te1, were monolithic back-end-of-line integrated, offering compact phase and intensity tuning units with zero-static power consumption. By employing these building blocks, the phase error of a push-pull Mach–Zehnder interferometer optical switch could be reduced with a 48% peak power consumption reduction. Mirco-ring filters with >5-bit wavelength selective intensity modulation and waveguide-based >7-bit intensity-modulation broadband attenuators could also be achieved. This foundry-compatible platform could open up the possibility of integrating other excellent optoelectronic materials into future silicon photonic process design kits.
Similar content being viewed by others

Introduction
Silicon photonics have broad prospects for practical applications in high-speed optical communication1, microwave photonics2, optical neural networks3, and optical quantum computing4. Accurate modulation of the waveguide refractive index and absorption is critical for effectively implementing functional units in silicon photonics, facilitating precise control and adjustment of the functionality within silicon photonic networks5. However, current modulation schemes in photonic chips primarily rely on modulation approaches such as thermo-optic modulation and free-carrier dispersion in silicon, which exhibit a weak modulation strength (usually with an effective refractive index change Δneff < 10−3) and necessitate a continuous power supply6. This leads to large device sizes and high static power consumption in photonic chips, limiting progress in large-scale optoelectronic integration.
Introducing innovative materials for functional units into silicon photonics has become imperative to attain exceptional device performance and reduce power consumption7. Various materials such as electro-optic polymer8, metal-insulator-transition oxide9, and 2D materials10, have been integrated for ultracompact or ultrafast volatile light modulation. The ongoing trend of integrating nonvolatile modulation materials such as charge-trapping materials11,12, ferroelectric materials13, and chalcogenide PCMs14 is crucial for lowering the static power consumption of reconfigurable photonic circuits15. Despite the significant progress in prototype devices with exceptional performance, the fabrication process flows are incompatible with the existing silicon photonic foundry processes, rendering the established passive and active photonic component design kits unsuitable for direct application16.
Enabling the monolithic integration of functional materials into silicon photonics while using the available process design kits (PDKs) is of utmost importance15. Chalcogenide PCMs, for example, can be directly deposited on silicon and have attracted significant attention because of their nonvolatile properties17,18,19,20, making them promising candidates for compact (~10 μm) and zero-static power photonic devices. In recent decades, a plethora of PCM-integrated reconfigurable photonic devices have been extensively developed for intensity modulation21,22,23,24,25,26,27,28,29, phase tuning30,31,32,33, and light path switching34,35. Moreover, they play a crucial role in constructing photonic networks and serve as essential elements for optical storage36, in-memory computing37, and analog optical computing38,39. Despite the significant advancements in PCM-integrated photonics, realizing full compatibility when integrating PCMs into the entire silicon photonic fabrication flow remains highly challenging. The optoelectronic devices of PDKs inevitably rely on metal interconnections. Silicon waveguides are typically coated with more than 2-μm thick SiO2 after the standard silicon photonic fabrication flow offered by foundries since a spacer layer between the silicon waveguide and the metal interconnections is necessary to avoid absorption loss of metal40. To achieve high-performance hybrid integrated silicon photonic devices with novel optoelectronic materials, such as PCMs, quantum dots41, barium titanate (BaTiO3, BTO)42, lithium niobate (LiNbO3)43, electro-optic polymers, and van der Waals materials44, minimizing the distance between the materials and silicon waveguides is crucial. However, the integration of excellent optoelectronic materials with the existing backend metals is challenging owing to the thick backend dielectric layer on top of the silicon waveguide. Therefore, an imperative back-end integration approach is urgently needed to facilitate post-processing integration of PCMs, thereby enhancing the feasibility of large-scale integration of nonvolatile reconfigurable optoelectronic chips.
In this paper, a foundry-compatible platform for monolithic back-end-of-line integration was demonstrated, facilitating large-scale integration of PCM-based photonic devices. By customizing the full process flow of silicon photonics and introducing a complementary metal–oxide–semiconductor (CMOS)-compatible silicon nitride (SiN) layer as an etch stop layer on Si waveguides, a deep SiO2 trench with a low insertion loss of <0.09 dB/trench was etched for subsequent integration of various PCMs. Two kinds of chalcogenide PCMs, Sb2Se3 and Ge2Sb2Se4Te1 (GSS4T1), which have completely different nonvolatile modulation capabilities, were monolithically back-end-of-line integrated into silicon photonics. The electrical-assisted programmability of the fabricated devices was verified, enabling reconfigurable post-trimming and multilevel nonvolatile phase modulation and intensity modulation in optoelectronic chips. This endeavor not only showcased a back-end-of-line integration technique for combining PCMs with silicon photonics but also accomplished this goal without the need to modify the existing library of passive and active photonic components. Furthermore, this work provides a clear path for integrating other promising optoelectronic materials into future silicon optoelectronic chips.
Results
Back-end-of-line integration of PCMs into a commercial silicon photonic platform
Large-scale fabrication based on the CMOS platform without modifying the existing passive and active photonic component library is essential for realizing various practical applications of PCM-based nonvolatile electrically programmable photonic chips. However, PCMs are materials that are incompatible with standard CMOS processes. Therefore, back-end-of-line integration of PCMs is desirable for commercial photonics platform-compatible nonvolatile devices. Here, we propose a trench etching process utilizing SiN as the etch stop layer to realize deep SiO2 cladding etching above functional areas (where the PCM would be deposited), which is suitable for developing CMOS back-end integration of multiple functional materials45.
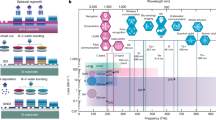
The SiN-assisted silicon photonic process was conducted on a 200-mm wafer at the IMECAS foundry, including low-loss SiO2 trench etching above the functional areas. The integration of PCMs was accomplished by a back-end-of-line process involving ultraviolet lithography and film deposition, which exhibits significant potential for facilitating large-scale integration. The customized silicon photonic process incorporates a layer of SiN that serves as an etch stop layer to prevent damage to the Si waveguide during etching of SiO2 trenches (see Fig. 1a). First, patterning of the photonic devices, implantation, and ion activation were implemented on a 200-mm silicon on insulator (SOI) wafer comprising a 220-nm silicon layer on top of a 2-μm buried oxide layer. Second, sequential deposition of 5-nm SiO2 and 20-nm SiN was performed, followed by lithography and etching to fabricate the etch stop layer. Following the deposition of SiO2 and subsequent metal interconnection, the silicon oxide above the waveguides in functional areas of the photonic devices was selectively etched. Due to the high etching selection ratio (>50:1) between SiO2 and SiN, the etching process is effectively halted at the etch stop layer (SiN), thereby preventing damage to the silicon waveguide. The high selectivity between SiO2 and SiN originates from the utilization of an etching gas with a high carbon‒fluorine ratio (C4F6). Finally, a wet etching process was employed to remove the SiN layer above the functional areas.

a Flowchart of the device fabrication process. b Measured transmission spectra of waveguides with different numbers of cascaded trenches. The inset shows the layout of the cascaded devices. c Waveguide loss introduced by the SiO2 trench etching process assessed employing the cut-back method. The error bars corresponding to the standard deviation of multiple loss characterization results. d 3D schematic image of the device after fabrication.
Benefiting from the etch stop layer, waveguides with low-loss narrow SiO2 trenches were realized, with their measured transmission spectra shown in Fig. 1b, where the numbers of cascaded trenches are 10, 20, and 30. The cut-back measurement suggested that the insertion loss (IL) introduced by a single trench is as low as 0.083 dB at 1550 nm, as shown in Fig. 1c. Low-loss trenches provide a convenient approach for back-end integration of PCMs, facilitating compatibility with verified silicon photonic devices in commercially available PDKs. To prevent any performance degradation of the device, the post-processing temperature should be below 450 °C46. Additionally, post-fabrication patterning was accomplished exclusively by ultraviolet lithography, thereby possessing the potential for large-scale integration with high throughput. A flowchart of the detailed fabrication process for back-end integration of PCMs is illustrated in Fig. 1a. A PCM thin film was deposited through magnetron sputtering followed by a lift-off process upon opening the SiO2 cladding trench window (processing temperature <150 °C). Afterward, the chip was annealed at 200 °C and 300 °C in a nitrogen atmosphere for 15 minutes to facilitate crystallization of Sb2Se3 and GeSbSe4Te1, respectively. A 30 nm-thick Al2O3 protective layer was then deposited by atomic layer deposition (process temperature <150 °C). Finally, the contact window above the metal electrode was etched to ensure electrical interconnection (process temperature <110 °C). Figure 1d illustrates the functional region structure after fabrication. The electrothermal control of the PCM induced by the PIN diode enables a nonvolatile response of the effective refractive index in the hybrid waveguides.
Back-end integrated Sb2Se3 enabled trimming of a push-pull Mach–Zehnder interferometer (MZI) switch
Silicon photonic devices inevitably suffer from fabrication errors and consequent deviation of the performance from the intended design. Moreover, the device-to-device deviations could be significantly magnified in networks, leading to increased complexity when configuring photonic integrated circuits (PICs). Post-fabrication trimming (PFT) enables calibration of photonic devices after fabrication. Compared to other trimming methods, including femtosecond-laser annealing47 and Ge ion implantation-and-annealing48,49, active and reversible trimming enabled by PCM manipulation30 possesses significantly improved degrees of freedom. In this section, we demonstrate a post-fabrication active trimming technique by electrically fine-tuning a low-loss Sb2Se3 patch integrated using back-end integration.
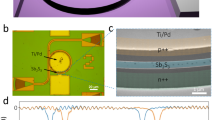
The schematic diagram in Fig. 2a illustrates the device structure and operational principle of the low-loss PCM-based PFT, exemplified by a push-pull MZI switch. A section of a p-i-n doped Si waveguide, covered with Sb2Se3 patch, was employed as a trimming unit. An identical structure was set on another branch of the MZI to balance the optical losses on the two arms. During the PFT, a sequence of electrical pulses was applied to the trimming unit, thereby triggering amorphization of Sb2Se3 and inducing a nonvolatile change in the refractive index of the Sb2Se3/Si hybrid waveguide. Therefore, the optical power between the two output ports gradually reached equilibrium, accompanied by a balance of the drive voltages.

a PFT principle for the push-pull MZI switch. The splitting ratio of the two output ports is balanced at 0 V through precise trimming. b Microscope image of the device. c Measured optical power–voltage (O-V) curves and d measured spectra before PFT. e O-V curves and f measured spectra after PFT. g Measured spectra for the bar and cross states after PFT.
A microscope image of the push-pull MZI is presented in Fig. 2b. Before PFT, as shown in Fig. 2c, the optical power-voltage (O-V) curve suggested that the optical power splitting ratio between the two output ports was greater than 6 dB at 0 V, and the drive voltage for the bar state (cross state) was −1.03 V (0.93 V), corresponding to a power consumption of 4.55 mW (1.00 mW). Additionally, a significant optical power imbalance spanning the C-band was observed, as shown in Fig. 2d. Therefore, the insertion losses of the bar and cross states exhibited significant disparities due to the inherent losses associated with carrier-injection-based phase modulation. (>0.4 dB at 1550 nm; the measured spectra can be found in Supplementary Fig. S1a).
After applying a series of electrical pulses with various amplitudes (ranging from 3 V to 6 V with an interval of 0.01 V) and a fixed pulse duration of 500 ns, precise control over the amorphous and crystalline mixing state of Sb2Se3 was achieved, thereby enabling device trimming without impacting the electrical properties of the device (Supplementary Fig. S1b). The imbalance between the two ports was reduced to 0.110 dB at 0 V, as depicted by the O-V curve in Fig. 2e. The drive voltages of bar and cross states were reduced to −0.98 V (yielding a power consumption of 2.33 mW) and 0.97 V (yielding a power consumption of 2.01 mW), respectively. This thereby reduced the voltage disparity from 0.1 V to 0.01 V, and improved the total and peak power efficiencies by >20% and >48%, respectively. Moreover, the trimming unit effectively equalized the splitting ratio of the two output ports across the entire C-band (see Fig. 2f). The imbalance of the insertion losses in the bar (2.69 dB) and cross (2.62 dB) states was effectively minimized to a mere 0.07 dB at 1550 nm while simultaneously ensuring an extinction ratio >20 dB in both states (see Fig. 2g). The IL of the trimming unit was 0.46 dB, estimated using the cut-back method, as detailed in Supplementary Fig. S2. The characterization of the push-pull MZI without Sb2Se3 also confirmed that the primary source of IL was not the trimming unit (see Supplementary Fig. S3), but rather the propagation loss of the Si waveguide and the mode mismatch between the straight and bent sections. The trimmed MZI exhibited a high switching speed with 10-90% rise and 90-10% fall times of 9.26 ns and 9.81 ns, respectively (Supplementary Fig. S1c). Additionally, on-off switching (>107) and storage at room temperature (12 days) had no significant impact on the optical performance of the device, indicating that the use of a Sb2Se3-based trimming unit is a reliable method for PFT (refer to Supplementary Fig. S1 for detailed measurement results).
The Sb2Se3-based trimming unit provides a reliable PFT technique, which not only achieves a balance of the drive voltages and insertion losses but also significantly reduces both the total and peak power consumption of a push-pull MZI. The embedded trimming units are essential for simplifying the control and reducing the power consumption of very large-scale PICs.
Reconfigurable nonvolatile multilevel low-loss phase modulation
Compact nonvolatile multilevel phase modulation not only mitigates static power consumption but also enhances the integration density, making it a promising technique for constructing reconfigurable PICs such as those used in microwave photonics50, quantum computing51, and coherent optical computing52. Here, we demonstrated low-loss multilevel phase modulation using a back-end integrated Sb2Se3/Si hybrid waveguide in a microring resonator (MRR).
The nonvolatile MRR switch, featuring an 8 μm-long Sb2Se3/Si hybrid waveguide, is shown in Fig. 3a. An ~25-nm Sb2Se3 patch was adopted to mitigate the mode mismatch loss arising from the interface between the bare silicon waveguide and the Sb2Se3/Si hybrid waveguide (see Supplementary Fig. S4 for a detailed analysis of the loss induced by mode mismatch). Reversible switching was achieved by applying a 7.15 V/500 ns pulse for amorphization and a 2.25 V/100 ms pulse for crystallization, resulting in an extinction ratio (ER) larger than 25 dB at 1551.513 nm (see Fig. 3b). The observed change in the measured spectra indicates that a phase shift of ~0.3 π was achieved, accompanied by a crystallization-induced loss of 0.0223 dB/μm.

a Microscope image of the MRR. b Measured spectra of the reversible switching events. c Multilevel crystallization process (\(\Delta {{{{{\rm{T}}}}}}\) at 1551.145 nm) induced by applying PVAFD. The inset shows the zoomed-in error bar of two distinct states, which corresponding to the standard deviation of multiple transmission values in each level. d Multilevel crystallization process (\(\Delta {{{{{\rm{T}}}}}}\) at 1551.145 nm) induced by applying PVDFA. e Five hundred reversible switching events of the device. The transmittance change (\(\Delta {{{{{\rm{T}}}}}}\)) is the difference in optical power at 1551.513 nm.
To achieve multilevel switching, two types of manipulating pulses were employed; electrical pulses with various amplitudes and a fixed duration (PVAFD) and pulses with various durations and a fixed amplitude (PVDFA). The change in transmittance (\(\Delta T\)) at 1551.145 nm was utilized to monitor the nonvolatile multilevel phase modulation exhibited by the MRR. As shown in Fig. 3c, 36-level (>5-bit) crystallization was realized by applying PVAFD with an interval of 0.01 V. However, achieving higher levels of nonvolatile switching using PVAFD with an amplitude interval smaller than 0.01 V poses a significant challenge. Hence, PVDFA exhibits the potential to accommodate more distinguishable states while inducing multilevel crystallization due to the presence of numerous pulses (nearly 105 at a resolution of 1 μs) with durations <100 ms. Here, quasi-continuous switching was achieved by applying PVDFA with gradually increasing duration (see Fig. 3d and Supplementary Fig. S5). The demonstration of 500 switching events is also presented (see Fig. 3e).
The back-end integrated Sb2Se3/Si hybrid waveguide offers reversible low-loss phase modulation, enabling fine multilevel switching by employing PVDFA, providing an attractive fine-phase tuning solution for large-scale PCM-driven photonic networks.
Reconfigurable nonvolatile multilevel intensity modulation
Intensity modulation has been widely used in optical computing53, optical communication54, and microwave photonics55. GSS4T1, possessing a low-loss amorphous state and a lossy crystalline state at telecom wavebands19 has emerged as a promising candidate for nonvolatile intensity modulation compared with traditional GST materials. Here, we pioneered the demonstration of an electrically programmable waveguide-integrated broadband optical attenuator employing back-end integrated GSS4T1.
The back-end integrated photonic attenuator offers a high ER with a small footprint (16 μm) owing to the high extinction coefficient contrast (Δk = 0.549) between different states of our sputtered GSS4T1 films (see Fig. 4a). A microscope image of the fabricated device is shown in Fig. 4b. Reversible multilevel switching of the photonic attenuator was achieved by applying PVAFD, as shown in Fig. 4c, d. The IL and ER were measured to be 2.91 dB and 39.5 dB, respectively. Furthermore, multilevel intensity modulation exceeding 180 levels (>7 bits) was achieved by applying PVDFA (see Fig. 4e). After 1500 switching events, there was no obvious deterioration in the device performance (see Fig. 4f). Further switching events, both with and without an optimized coupling efficiency of the grating coupler after the cyclic measurement, suggested that the observed increase in optical loss could be attributed to a shift in the coupling state.

a Optical constant of the GSS4T1 film on a silicon substrate before and after annealing. b Microscope image of the photonic attenuator. Measured spectra for multilevel amorphization (c) and crystallization (d). For amorphization, 500-ns pulses with amplitudes ranging from 7.50 V to 8.80 V with an interval of 0.05 V were employed, excluding values of 7.55 V, 7.60 V and 7.65 V, but including 8.02 V. For crystallization, 100-ms pulses ranging in amplitude from 1.90 V to 2.25 with interval of 0.01 V were applied, excluding values of 2.21 V, 2.22 V, 2.23 V and 2.24 V. e Multilevel crystallization induced by applying PVDFA. The inset shows the enlarged gradual crystallization. f Fifteen hundred reversible switching events of the photonic attenuator. Arbitrary state configurations induced by various amplitudes (g) and durations (h). All the transmittance changes were all measured at 1550 nm.
Although fine-tuning for any target state can always be accomplished via multiple fine-correction pulses akin to the trimming process, an arbitrary state configuration is essential in certain scenarios. An arbitrary state configuration is usually achieved by applying an amorphization pulse followed by a crystallization pulse. Through this process, we could realize a >3-bit arbitrary state configuration for the GSS4T1-based attenuator. By applying pulses with various amplitudes (various durations), a total of 7 (11) distinguishable states were achieved (see Fig. 4g, h). Achieving high resolution solely through the application of two pulses is challenging due to the inherent random nucleation during crystallization. To obtain a reliable arbitrary state configuration, combining fine-tuning with feedback monitoring is a promising solution. A reliable intermediate state can be achieved by applying a single pulse for amorphization, followed by multiple pulses for gradual crystallization. Although a specific state configuration requires multiple pulses, this approach is anticipated to achieve precise multilevel switching and even quasi-continuous configurations.
We have demonstrated a back-end integrated GSS4T1-based photonic attenuator with an ER > 39 dB and multilevel switching >7 bits, thereby forging a path for large-scale nonvolatile intensity-modulated PICs.
Discussion
The integration of novel materials into existing passive and active photonic component libraries, enabling the incorporation of unprecedented devices, is crucial for developing next-generation heterogeneous silicon PICs. In this study, we presented a platform for monolithic back-end-of-line integration of PCMs into foundry-manufactured silicon photonics. Narrow SiO2 trenches were successfully etched down to the top surface of the Si waveguide core with a SiN etch stop layer on it, enabling post-deposition of various PCMs for large-scale nonvolatile photonic device integration without any impact on the foundry-verified photonic devices. The IL of the customized trench was less than 0.09 dB, allowing large-scale integration into photonic networks.
Two kinds of chalcogenide PCMs, Sb2Se3 and Ge2Sb2Se4Te1, which have completely different nonvolatile modulation capabilities, were monolithically back-end-of-line integrated into silicon photonics. Nonvolatile post-trimming achieved with post-integrated Sb2Se3 was demonstrated. By electrically fine-tuning the trimming unit to achieve a balance between the push and pull voltages, the peak power consumption of a push-pull MZI-type switch was reduced by 48%. The nonvolatile reconfigurable PFT could be applied to various photonic chips to prevent fabrication errors. Next, both nonvolatile phase modulation based on Sb2Se3 and nonvolatile intensity modulation based on Ge2Sb2Se4Te1 employing back-end integration were demonstrated for large-scale nonvolatile programmable photonic networks. The Sb2Se3-integrated microring switch achieved >5-bit multilevel switching, exhibiting the potential for quasi-continuous switching with electric-pulse-width modulation. Moreover, the Ge2Sb2Se4Te1-integrated-waveguide-based broadband attenuator achieved a maximum ER > 39 dB with >7-bit multilevel modulation. The post-fabricated intensity modulator endured 1500 stable switching cycles without obvious performance degradation.
To the best of our knowledge, we have demonstrated, for the first time, monolithic back-end-of-line integration of PCMs with chips based on a commercial foundry process flow offered by a 200-mm commercial silicon photonic foundry and thus electrically programmable multilevel switching nonvolatile photonic devices. These findings highlight the feasibility of realizing large-scale-fabricated programmable PCM-based nonvolatile photonic chips, which hold significant potential for low-power, large-scale applications in optical computing, microwave photonics, and optical communication networks. The validated foundry-compatible, monolithic back-end-of-line integration platform will also pave the way for the integration of other excellent optoelectronic materials (including PCMs, quantum dots, BTO, LiNbO3, electro-optic polymers, and van der Waals materials) into future silicon photonic PDKs.
Methods
Device characterization
A broadband tunable laser (Santec TSL-550) emitted a signal light that was directed to a polarization controller (PC) for polarization adjustment, and subsequently coupled with the device under test (DUT) through a double-end grating coupler. The output optical power of the DUT was measured by an optical power meter (MPM-210). An electric pulse was generated by an arbitrary waveform generator (SDG7052A) and applied to the electrode of the DUT through a radio frequency probe.
Data availability
All the data supporting this study are available in the paper and Supplementary Information. Additional data related to this paper are available from the corresponding authors upon request.
References
Sun, C. et al. Single-chip microprocessor that communicates directly using light. Nature 528, 534–538 (2015).
Marpaung, D., Yao, J. P. & Capmany, J. Integrated microwave photonics. Nat. Photonics 13, 80–90 (2019).
Pai, S. et al. Experimentally realized in situ backpropagation for deep learning in photonic neural networks. Science 380, 398–404 (2023).
Chi, Y. et al. A programmable qudit-based quantum processor. Nat. Commun. 13, 1166 (2022).
Bogaerts, W. et al. Programmable photonic circuits. Nature 586, 207–216 (2020).
Sun, J. et al. A 128 Gb/s PAM4 Silicon microring modulator with integrated thermo-optic resonance tuning. J. Light. Technol. 37, 110–115 (2019).
Parra, J., Olivares, I., Brimont, A. & Sanchis, P. Toward nonvolatile switching in silicon photonic devices. Laser Photonics Rev. 15, 2000501 (2021).
Melikyan, A. et al. High-speed plasmonic phase modulators. Nat. Photonics 8, 229–233 (2014).
Wong, H. M. K. et al. Broadband, integrated, micron-scale, all-optical Si3N4/VO2 modulators with pJ switching energy. ACS Photonics 6, 2734–2740 (2019).
Datta, I. et al. Low-loss composite photonic platform based on 2D semiconductor monolayers. Nat. Photonics 14, 256–262 (2020).
Barrios, C. A. & Lipson, M. Silicon photonic read-only memory. J. Light Technol. 24, 2898–2905 (2006).
Grajower, M., Mazurski, N., Shappir, J. & Levy, U. Non-volatile silicon photonics using nanoscale flash memory technology. Laser Photonics Rev. 12, 1700190 (2018).
Geler-Kremer, J. et al. A ferroelectric multilevel non-volatile photonic phase shifter. Nat. Photonics 16, 491–497 (2022).
Fang, Z. et al. Ultra-low-energy programmable non-volatile silicon photonics based on phase-change materials with graphene heaters. Nat. Nanotechnol. 17, 842–848 (2022).
Youngblood, N., Ríos Ocampo, C. A., Pernice, W. H. P. & Bhaskaran, H. Integrated optical memristors. Nat. Photonics 17, 561–572 (2023).
Siew, S. Y. et al. Review of silicon photonics technology and platform development. J. Light Technol. 39, 4374–4389 (2021).
Wuttig, M. & Yamada, N. Phase-change materials for rewriteable data storage. Nat. Mater. 6, 824–832 (2007).
Dong, W. et al. Wide bandgap phase change material tuned visible photonics. Adv. Funct. Mater. 29, 1806181 (2018).
Zhang, Y. et al. Broadband transparent optical phase change materials for high-performance nonvolatile photonics. Nat. Commun. 10, 4279 (2019).
Delaney, M., Zeimpekis, I., Lawson, D., Hewak, D. W. & Muskens, O. L. A new family of ultralow loss reversible phase‐change materials for photonic integrated circuits: Sb2S3 and Sb2Se3. Adv. Funct. Mater. 30, 2002447 (2020).
Cheng, Z., Ríos, C., Pernice, W. H. P., Wright, C. D. & Bhaskaran, H. On-chip photonic synapse. Sci. Adv. 3, e1700160 (2017).
Ríos, C. et al. In-memory computing on a photonic platform. Sci. Adv. 5, eaau5759 (2019).
Zheng, J. et al. Nonvolatile electrically reconfigurable integrated photonic switch enabled by a silicon PIN diode heater. Adv. Mater. 32, 2001218 (2020).
Aggarwal, S. et al. Antimony as a programmable element in integrated nanophotonics. Nano Lett. 22, 3532–3538 (2022).
Li, W. et al. Ultracompact high-extinction-ratio nonvolatile on-chip switches based on structured phase change materials. Laser Photonics Rev. 16, 2100717 (2022).
Wu, D. et al. Resonant multilevel optical switching with phase change material GST. Nanophotonics 11, 3437–3446 (2022).
Zhang, C. et al. Nonvolatile multilevel switching of silicon photonic devices with In2O3/GST segmented structures. Adv. Opt. Mater. 11, 2202748 (2023).
Zhou, W. et al. In-memory photonic dot-product engine with electrically programmable weight banks. Nat. Commun. 14, 2887 (2023).
Meng, J. et al. Electrical programmable multilevel nonvolatile photonic random-access memory. Light Sci. Appl. 12, 189 (2023).
Ríos, C. et al. Ultra-compact nonvolatile phase shifter based on electrically reprogrammable transparent phase change materials. PhotoniX 3, 26 (2022).
Yang, X. et al. Non-volatile optical switch element enabled by low-loss phase change material. Adv. Funct. Mater. 39, 2304601 (2023).
Chen, R. et al. Non-volatile electrically programmable integrated photonics with a 5-bit operation. Nat. Commun. 14, 3465 (2023).
Wei, M. et al. Electrically programmable phase-change photonic memory for optical neural networks with nanoseconds in situ training capability. Adv. Photonics 5, 046004 (2023).
Wu, C. et al. Low-loss integrated photonic switch using subwavelength patterned phase change material. ACS Photonics 6, 87–92 (2019).
Chen, R. et al. Broadband nonvolatile electrically controlled programmable units in silicon photonics. ACS Photonics 9, 2142–2150 (2022).
Feldmann, J. et al. Integrated 256 cell photonic phase-change memory with 512-bit capacity. IEEE J. Sel. Top. Quantum Electron. 26, 1–7 (2020).
Feldmann, J. et al. Calculating with light using a chip-scale all-optical abacus. Nat. Commun. 8, 1256 (2017).
Feldmann, J. et al. Parallel convolutional processing using an integrated photonic tensor core. Nature 589, 52–58 (2021).
Wu, C. et al. Programmable phase-change metasurfaces on waveguides for multimode photonic convolutional neural network. Nat. Commun. 12, 96 (2021).
McDonough, C. et al. In IEEE 73rd Electronic Components and Technology Conference (ECTC). 233-238. (2023)
Duan, J. et al. Dynamic and nonlinear properties of epitaxial quantum dot lasers on silicon for isolator-free integration. Photonics Res. 7, 1222–1228, (2019).
Abel, S. et al. Large Pockels effect in micro- and nanostructured barium titanate integrated on silicon. Nat. Mater. 18, 42–47 (2019).
He, M. et al. High-performance hybrid silicon and lithium niobate Mach–Zehnder modulators for 100 Gbits−1 and beyond. Nat. Photonics 13, 359–364 (2019).
Ma, H. et al. Enhanced Light–Tellurium interaction through evanescent wave coupling for high speed mid-infrared photodetection. Adv. Opt. Mater. 10, 2201443 (2022).
Rahim, A. et al. Taking silicon photonics modulators to a higher performance level: state-of-the-art and a review of new technologies. Adv. Photonics 3, 024003 (2021).
Mehta, A. et al. In 17th IEEE International Conference on Micro Electro Mechanical Systems. Maastricht MEMS Technical Digest. 721–724. (2004)
Bachman, D. et al. Postfabrication phase error correction of silicon photonic circuits by single femtosecond laser pulses. J. Light Technol. 35, 588–595 (2017).
Chen, X. et al. Post-fabrication phase trimming of Mach-Zehnder interferometers by laser annealing of germanium implanted waveguides. Photonics Res. 5, 578–582, (2017).
Jayatilleka, H. et al. Post-fabrication trimming of silicon photonic ring resonators at wafer-scale. J. Light Technol. 39, 5083–5088 (2021).
Perez-Lopez, D., Lopez, A., DasMahapatra, P. & Capmany, J. Multipurpose self-configuration of programmable photonic circuits. Nat. Commun. 11, 6359 (2020).
Qiang, X. et al. Large-scale silicon quantum photonics implementing arbitrary two-qubit processing. Nat. Photonics 12, 534–539 (2018).
Shen, Y. et al. Deep learning with coherent nanophotonic circuits. Nat. Photonics 11, 441–446 (2017).
Xu, S. et al. Optical coherent dot-product chip for sophisticated deep learning regression. Light Sci. Appl. 10, 221 (2021).
Thomson, D. et al. Roadmap on silicon photonics. Journal of Optics 18, 073003 (2016).
Pérez, D. et al. Multipurpose silicon photonics signal processor core. Nat. Commun. 8, 636 (2017).
Acknowledgements
This work was supported by the National Natural Science Foundation of China (91950204 received by H.L., 62105287 received by J.L., 61975179 received by H.L., and 92150302 received by H.L.), the National Key Research, Development Program of China (2021YFB2801300 received by J.L. and 2019YFB2203002 received by H.L.), the Zhejiang Provincial Natural Science Foundation of China (LD22F040002 received by L.L.), the Key Project of Westlake Institute for Optoelectronics (110500Y0022303 received by L.L.). The authors would like to acknowledge the fabrication support from the Institute of Microelectronics of the Chinese Academy of Sciences, ZJU Micro-Nano Fabrication Center at Zhejiang University, and Westlake Center for Micro/Nano Fabrication at Westlake University. The authors would also like to thank Liming Shan for his help in chalcogenide thin-film deposition and Mengxue Qi for her help in device fabrication.
Author information
Authors and Affiliations
Contributions
H.L. conceived the idea. M.W., K.X. and B.T. carried out the fabrication, measurement setup construction, and device testing. J.L. contributed to the fabrication. Y.Y. assisted in device testing. P. Z. performed the passive device characterization. Y.W. performed the protective layer deposition. K.B. assisted in the wafer dicing. K.L. developed the PCM films. Z.C. developed and deposited the PCM films. H.M. assisted with the measurement setup construction. C.S. contributed to the passive device design. R.L. contributed to the tape-out of the GDS files. H.L., L.L., J.L. and M.L. supervised the research. All the authors contributed to the technical discussions and writing of the paper.
Corresponding authors
Ethics declarations
Competing interests
The authors declare no competing interests.
Peer review
Peer review information
Nature Communications thanks Jose Capmany, and the other, anonymous, reviewer(s) for their contribution to the peer review of this work. A peer review file is available.
Additional information
Publisher’s note Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Supplementary information
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article’s Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Wei, M., Xu, K., Tang, B. et al. Monolithic back-end-of-line integration of phase change materials into foundry-manufactured silicon photonics. Nat Commun 15, 2786 (2024). https://doi.org/10.1038/s41467-024-47206-7
Received:
Accepted:
Published:
DOI: https://doi.org/10.1038/s41467-024-47206-7
Comments
By submitting a comment you agree to abide by our Terms and Community Guidelines. If you find something abusive or that does not comply with our terms or guidelines please flag it as inappropriate.
