
Abstract
Our society is pursuing chemically recyclable polymers to accelerate the green revolution in plastics. Here, we develop a recyclable polyester library from the alternating copolymerization of aldehyde and cyclic anhydride. Although these two monomer sets have little or no thermodynamic driving force for homopolymerization, their copolymerization demonstrates the unexpected alternating characteristics. In addition to readily available monomers, the method is performed under mild conditions, uses common Lewis/Brønsted acids as catalysts, achieves the facile tuning of polyester structure using two distinct monomer sets, and yields 60 polyesters. Interestingly, the copolymerization exhibits the chemical reversibility attributed to its relatively low enthalpy, which makes the resulting polyesters perform closed-loop recycling to monomers at high temperatures. This study provides a modular, efficient, and facile synthesis of recyclable polyesters using sustainable monomers.
Similar content being viewed by others

Introduction
Since Hermann Staudinger first proposed the concept of polymerization in 19201, polymer science has experienced a hundred years of evolution, promoting polymers to revolutionize our way of life. However, with the vigorous development of the world’s modern polymer industry, the contradiction between synthetic polymers and the sustainability of human society is becoming extraordinarily prominent2,3,4,5,6. The raw materials for polymer synthesis invariably rely on nonrenewable fossil resources7,8,9,10. In addition, polyolefins with a carbon-carbon backbone are extremely stable and unexceptionally take hundreds or even thousands of years to degrade into small molecules under natural conditions, leading to grievous environmental concerns11,12. In the second century of polymer science, how to strike a balance between polymer materials and social sustainability is one of the top questions.
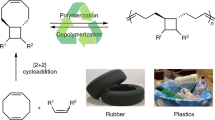
To address the sustainable and environmental concerns of polymers, recent research has focused on the discovery of renewable or waste carbon resources as raw materials for synthetic polymers that can be biodegraded or recycled at the end of their life13,14,15,16,17,18,19,20. Especially chemically recyclable polymers, which can be depolymerized into their starting monomers in a closed loop, not only help address the end-of-life issue of polymers, but also preserve finite natural resources3,4,21,22,23,24,25,26,27,28,29,30,31,32,33,34,35,36,37. Aliphatic polyesters usually possess remarkable biodegradability and biocompatibility and are extensively explored as recyclable plastics38. The ring-opening polymerization (ROP) of low-stain lactones is a versatile synthetic method for recyclable polyesters. Besides well-known lactide (LA) and ε-caprolactone (ε-CL), various innovative recyclable lactones have been disclosed recently by Chen31,32, Hillmyer39, Lu26, Tao24, Hong23, Zhu28, Li40, Xu33, Tonks35, Lin41, and other groups (Fig. 1a). Despite such tremendous progress, available lactones have insignificant diversity and often require multi-step synthesis.

a Representative lactones for chemically recyclable polyesters. b Alternating copolymerization of cyclic anhydride and epoxide/cyclic acetal with near irreversibility. c This study: reversible alternating copolymerization of cyclic anhydride and aldehyde to yield polyesters that can be chemically recycled in a closed loop.
The alternating copolymerization of cyclic anhydride with epoxide is another chain-growth route to prepare polyesters (Fig. 1b)42,43,44,45,46,47. To date, more than 400 polyesters made of more than 20 cyclic anhydrides and 20 epoxides have been reported48,49,50,51,52. Cyclic anhydrides are a class of general compounds that can be prepared by heating the corresponding (biorenewable) diacid and losing water in the molecule48,53,54. Our group recently reported the alternating copolymerization of cyclic anhydride with cyclic acetal to yield polyesters (Fig. 1b)55. Because of the near irreversibility of such copolymerization, the chemical recyclability of the resulting polyesters has not been demonstrated to our knowledge. It is tremendously challenging to develop chemically recyclable polyesters with easy-to-tune structure and derived from readily available/renewable monomers.
Here, we report the alternating copolymerization of aldehyde and cyclic anhydride with the cationic mechanism (Fig. 1c). Aldehydes are sustainable chemicals with an extensive variety. Plenty of aldehydes can be extracted directly from plants or synthesized by the dehydrogenation of renewable alcohols56,57. However, except formaldehyde, other aldehydes are quite difficult to carry out chain (co)polymerization due to their low enthalpy of polymerization according to previous studies58,59. In this study, we employed 56 commercially available aldehydes bearing multifarious substituents to deliver a family of polyesters incorporating the aldehyde-anhydride alternating sequence. Of interest, the copolymerization exhibits the desired reversibility owing to the relatively low enthalpy, according to kinetic and thermodynamic studies. Accordingly, these polyesters can be depolymerized to their starting monomers at high temperatures, achieving the closed-loop chemical cycle that is effortless to handle.
Results
To optimize the copolymerization conditions, we initially used acetaldehyde (1) and glutaric anhydride (A) as monomers, which can be directly produced from bio-derived ethanol and glutaric acid, respectively. We are encouraged that several commercially available and commonly used Lewis/Brønsted acids in cationic polymerizations60, including BF3•Et2O, B(C6F5)3, Bu2BOTf, SnCl4, InBr3, NH(OTf)2, and MeOTf are highly effective as catalysts/initiators for 1 and A copolymerization (entries 1–7, Supplementary Table 1). At room temperature and with the feeding ratio [1]:[A]:[catalyst] = 100:100:1, monomer conversions were in the range of 83 ~ 90% within 180 s, yielding the copolymer of P1A with the number-average molecular weights (Mn) of 11.0 ~ 22.0 kDa and dispersities (Ð) of 1.2 ~ 1.4, as determined by gel permeation chromatography (GPC). Also, the obtained P1A possesses the well-defined aldehyde-anhydride alternating sequence, as determined by NMR spectroscopy (Supplementary Fig. 1).
We then sought to modulate the molecular weight of the copolymer by introducing water as the co-initiator into the BF3-catalyzed 1 and A copolymerization. When the water content was improved from 0 to 3, 5, 8, and 10%, the Mn values of the resulting polyesters decreased from 19.7 to 7.1, 5.4, 4.2, and 3.9 kDa, respectively, which are linearly related to [M]0/[H2O]0 (Fig. 2a, b). The addition of 3% water makes the copolymerization rate almost as stable as without adding water. By further increasing the water content to 5, 8 and 10%, the copolymerization rate gradually decreases, reaching a monomer conversion of more than 85% from 180 s without water to about 10 min, 30 min and 2 h, respectively. This phenomenon is because excess water inactivates part of BF360. The obtained polyester of P1A possesses high-fidelity carboxyl terminals, as demonstrated by matrix-assisted laser desorption/ionization time-of-flight mass spectroscopy (MALDI-TOF MS). The exclusive series of peaks [HO-(A + 1)n-A-H + Na+] belongs to the P1A with perfect alternating sequences and double carboxyl terminals (Fig. 2c). We also tested the reactivity of the carboxyl terminals by reacting the P1A (Mn = 9.6 kDa) with the diisocyanate at room temperature for 2 h, yielding the polyamide61 with Mn of 35.1 kDa (Fig. 2d and Supplementary Fig. 2). As a result, the resulting telechelic polyesters have application prospects as reactive macromolecular precursors.

a GPC curves of the obtained P1A. b Plots of Mn and Ð values versus the ratio of the initial monomer concentration to water concentration ([M]0/[H2O]0). c MALDI-TOF MS of the P1A with low molecular weight. d GPC curves of the P1A and the formed polyamide.
We also investigated the possibility of 1 and A copolymerization with the anionic/coordination mechanism. By our experiments, several homogeneous metal and organic catalysts resulted in no products from 1 and A copolymerization (entries 8–11, Supplementary Table 1), which have been widely used in epoxide and cyclic anhydride copolymerization48,62. This phenomenon is because the active anions are not enough to attack the weaker polar carbon atoms, while the active cations can attack the more polar oxygen atoms to achieve the copolymerization, which is widely recognized in the ROP of heterocyclic compounds60,63. Thus, the alternating copolymerization of 1 and A was achieved with a cationic mechanism under mild conditions, while neither 1 nor A could be homopolymerized under the same conditions (entries 12 and 13, Supplementary Table 1).
Given the spacious diversity of aldehydes, as highlighted in Fig. 3, we then investigated the general applicability of our method to other 55 commercially available aldehydes including aliphatic (2 to 20) and aromatic aldehydes (21 to 56). Formaldehyde is excluded in this study because it is easy to be homopolymerized via the cationic mechanism. The copolymerization of such aldehydes with A was carried out in the presence of 1% BF3•Et2O or InBr3, at 25 or 0 °C, and using CH2Cl2 as the solvent (Supplementary Table 2). All copolymerizations exhibited the superior efficiency, achieving monomer conversions of 61 ~ 99% within 30 mins. We obtained a series of polyesters of P2A to P56A with Mn of 2.2 ~ 16.6 kDa, Ð of 1.2 ~ 1.6, and the precise alternating sequences determined by NMR analysis (Supplementary Figs. 3–57), suggestive of that our method is resistant of large steric hindrance and common reactive functionalities such as halide, C = C bond, nitro, and cyanogen groups. Also, such reactive groups give the polyesters a lot of room for post-modifications. Prominently, all of these aldehydes can be made from readily available feedstocks, and some of the aldehydes such as 2 to 7, 10 to 13, 19 to 21, and 55 can be extracted directly from plants. The promotion of novel strategies for converting aldehydes into sustainable polymers is eminently luscious but remains challenging58,64. In our strategy, the application of such sweeping substrates represents an exceptional polymer synthetic method for assembling aldehydes.

Mn and Đ values were determined by GPC in THF, calibrated with polystyrene standards.
We also extended our strategy to diverse commercially available six- and seven-membered cyclic anhydrides (B to E). It’s well known that most six-membered cyclic anhydrides are thermodynamically prohibited to homopolymerize by ROP, while the seven-membered cyclic anhydride of E can be homopolymerized via the anionic or cationic ROP65. In this contribution, under mild conditions (1% BF3•Et2O or InBr3, at 25 °C for 30 mins), the copolymerization of B to E with 1 manifested the high efficiency and afforded copolymers of P1B to P1E with Mn of 2.5 ~ 18.3 kDa, Ð of 1.4 ~ 1.5 (Supplementary Table 2), and alternating sequences according to NMR spectra (Supplementary Figs. 58–61). Generally, the synthesis of high-molecular-weight polymers through the cationic polymerization is a major challenge because of the high activity of the cationic propagating species that can cause various side reactions. Interestingly, by our initial explorations, there is no products from the cationic copolymerization of five-membered cyclic anhydrides (maleic anhydride and succinic anhydride) and acetals (1 and 21), which could be attributed to thermodynamic prohibitions (Supplementary Table 2). This phenomenon is mainly due to the lower ring tension of the five-membered cyclic anhydride than that of the six-membered cyclic anhydride. By demonstrating the versatility of the huge substrate scope, we produced a polyester library, where two ester bonds are connected face-to-face by a tertiary carbon atom.
We then carried out the kinetic and thermodynamic studies of the aldehyde and cyclic anhydride copolymerization. Interestingly, the copolymerization was determined to be reversible attributed to the relatively low enthalpy, which would be inaccessible in other reported state-of-the-art anhydride-involved copolymerization48. We used 1 and 21 as the representative aliphatic and aromatic aldehydes, respectively. For 1 and A copolymerization, the equilibrium monomer concentration ([1]eq = [A]eq) was measured as a function of temperatures (Supplementary Table 3, Fig. 4a), that are 0.31 M (60 °C), 0.72 M (80 °C), 1.30 M (100 °C), and 2.46 M (120 °C). The Van’t Hoff plot of ln[A]eq versus 1/T gave a straight line with a slope of −4.445 and an intercept of 12.203 (Fig. 4b). Accordingly, based on the equation ln[A]eq = ΔH°1+A/RT - ΔS°1+A /R, the thermodynamic parameters were calculated to be ΔH°1+A = −36.96 kJ mol−1 and ΔS°1+A = −101.46 J mol−1 K−1. The ceiling temperature (Tc) was calculated to be 141.9 °C at [1]0 = [A]0 = 4.445 M or Tc°1+A = 91.1 °C at [1]0 = [A]0 = 1 M, based on the equation Tc,1+A = ΔH°1+A /(ΔS°1+A + R ln[A]0), where R is the gas constant. By contrast, by previous studies66, the thermodynamic parameters of 1 homopolymerization were calculated to be ΔH°1 = −29 kJ mol−1, ΔS°1 = −144 J mol−1 K−1, and Tc°1 = −71.2 °C. Therefore, 1 and A alternating copolymerization is thermodynamically more favorable than 1 homopolymerization, leading to the alternating feature of the copolymerization.

a Plot of A concentration as a function of time during the copolymerization at different temperatures. b Van’t Hoff plot of ln[A]eq versus the reciprocal of the absolute temperature (T−1).
In addition, by the similar kinetic studies (Supplementary Table 4, Supplementary Fig. 62), 21 and A copolymerization demonstrates ΔH°21+A = −32.52 kJ mol−1, ΔS°21+A = −126.13 J mol−1 K−1, and a relatively low Tc°21+A = −15.3 °C, while the homopolymerization of 21 or A is thermodynamically prohibited. The polymerization heat of 1 and A copolymerization is greater than that of 21 and A copolymerization. As a result, we conclude that although such aldehydes and cyclic anhydrides used have little or no thermodynamic driving force for homopolymerization, their copolymerization with the alternating characteristics is thermodynamically favorable.
The family of polyesters manifest a broad range of glass transition temperatures (Tg) varing from −57 to 73 °C, as determined by differential scanning calorimetric (DSC, Fig. 5a, Supplementary Figs. 63–122). The side chain structure has a great influence on the Tg of such polyesters. Generally, the polyesters bearing aliphatic side chains possess low Tg. As examples, the polyesters of P1A and P16A demonstrate Tg of −15 and −57 °C, respectively. The long carbon side chains enable the polyesters of P7A to P12A with the semicrystalline characteristics, which exhibit the melting temperatures of −11, 11, 20, 37, 42, and 53 °C, respectively. Additionally, the polyesters of P18A to P20A bearing alicyclic side chains show higher Tg of 10, 56, and 73 °C, respectively. The aromatic side chains also give the polyesters relatively high Tg, such as P21A and P52A with Tg of 25 and 60 °C, respectively. The resulting polyesters possess Td (the temperature at polymer decomposition of 5% in mass fraction) values ranging from 170 to 230 °C determined by thermogravimetric (TGA, Supplementary Figs. 63–122). We also tested the mechanical properties of the resulting polyesters taking the high-Tg (50 °C) P36A as an example. We successfully synthesized P36A on a scale of ten grams by the method (Supplementary Table 5). At −10 °C for 5 h, with the feeding ratio of [36]:[A]:[InBr3] = 4000:4000:1, 10.0 g of 36 and 6.5 g of A yielded 13.9 g of purified P36A with Mn of 18.0 kDa and Ð of 1.5, which is colorless and highly transparent after hot pressing (Fig. 5b). Through the stress-strain experiment at 20 °C, the specimens of P36A prepared by the melt processing display the ultimate tensile strength (σB) of 3.4 MPa, the elongation at break (ɛΒ) of 2%, and the calculated Young’s modulus of 170 MPa (Fig. 5c). Also, the specimens of P21A (Mn of 10.8 kDa, Ð of 1.6) exhibit the σB of 3.1 MPa and the ɛΒ of 237% (Fig. 5d). The study of increasing the molecular weight of these polyesters to improve their mechanical properties is necessary in the future.

a Tg values of the resulting polyesters. b Purified P36A and its wafer made from hot press. c. Stress-strain curve of P36A. d Stress-strain curve of P21A. e Depolymerization of P36A to monomers with the sublimation device. f 1H NMR spectra in CDCl3 of the original 36 (blue line) and A (red line) and the regenerated monomers from the depolymerization of P36A (black line).
Based on the reversible feature of the alternating copolymerization, we next sought to test the chemical recyclability of the resulting polyesters with P36A as an example. Using a simple commercially purchased sublimation device, at 180 °C for 8 h, under vacuum, in the absence of any solvents and catalysts, 5.0 g of P36A was converted into 4.72 g of the mixture of 36 and A ([36]:[A] = 0.94:1, Fig. 5e, f). Without further purification, at −10 °C for 5 h, the subsequent addition of 0.025% InBr3 to the mixture initiated the copolymerization of 36 and A, affording 4.15 g of P36A with Mn of 17.9 kDa (Đ = 1.5) which is close to that of the original P36A (Mn = 18.0 kDa, Đ = 1.5, Supplementary Fig. 123). Consequently, we can realize the closed-loop chemical recycle of the polyester by simple operations.
In conclusion, this study provides a facile and versatile approach to yield recyclable polyesters from abundant renewable feedstocks. We have demonstrated the alternating copolymerization of aldehyde and cyclic anhydride with a cationic mechanism. The method provides a library of chemically recyclable polyesters with tunable structure. The two distinct monomer sets are commercial common chemicals with wide varieties. Besides sustainable monomers, the method is fast, selective, wide in scope, and carried out under mild conditions. The resulting polyesters possess well-defined alternating sequences, carboxyl terminals, and widely tunable properties. The copolymerization also demonstrates the chemical reversibility as identified by kinetic and thermodynamic studies, which enables the resulting polyesters undergo closed-loop chemical recycling to monomers at high temperatures. Our ongoing efforts are to further clarify the mechanism and develop controllable catalysts for the copolymerization.
Methods
Materials
All aldehydes (1 to 56) were purchased from Sigma Aldrich Chemical Co. and used as received without further purification. Cyclic anhydrides (A to E) were purchased from Aladdin Reagent Company (Shanghai) and sublimated twice before use. Catalysts including BF3•Et2O, B(C6F5)3, Bu2BOTf, SnCl4, InBr3, MeOTf, and NH(OTf)2 were purchased from Sigma Aldrich Chemical Co. and used as received.
Characterization and processing techniques
1H and 13C NMR spectra were performed on a Bruker Advance DMX 400 MHz. And chemical shift values were referenced to the signal of the solvent (residual proton resonances for 1H NMR spectra, carbon resonances for 13C NMR spectra).
The molar mass and polydispersity of polymers were measured by GPC at 40°C using a Waters 1515 isocratic pump, a model 2414 differential refractometer GPC instrument with tetrahydrofuran as the mobile phase and Waters Styragel HR3, HR4, and HR5 7.8 × 300 mm columns. The flow rate of THF was 1.0 mL/min. Linear polystyrene polymers with narrow molar mass distributions were used as standards to calibrate the apparatus.
MALDI-TOF mass spectrometric measurements were performed on a Bruker Ultraflex MALDI TOF mass spectrometer, equipped with a nitrogen laser delivering 3 ns laser pulses at 337 nm. Trans-2-[3-(4-tert-butylphenyl)-2-methyl-2-propenylidene]malononitrile was used as the matrix. Sodium trifluoroacetate was added for ion formation.
The decomposition temperature of the polymers were determined by using TA Q50 instrument. The sample was heated from 40 to 500 °C at a rate of 10 °C/min under nitrogen atmosphere. Temperature when the mass loss is five percent was taken as Td,5%.
Differential scanning calorimetry measurements of polymers were carried out on a TA Q200 instrument with a heating/cooling rate of 10 °C/min. Data reported are from second heating cycles.
Representative procedure for copolymerization
All copolymerizations were carried out in the glovebox under a N2 atmosphere unless otherwise specified. A 10 mL vial with a magnetic stirrer was first dried in an oven at 110 °C overnight, and then immediately placed into the glovebox. The copolymerization of aldehydes and cyclic anhydrides described below is taken from entry 1 in Supplementary Table 1 as an example. CH2Cl2 (0.2 ml), glutaric anhydride (2.3 mmol), acetaldehyde (2.3 mmol), and BF3•Et2O (0.023 mmol) were added into the reactor. Then, the vial was sealed with a Teflon-lined cap and removed from the glovebox. The reaction mixture was stirred at 25 °C for 3 min. After that, an aliquot portion was then taken from the crude product for determining the composition of the crude products by 1H NMR spectrum. To obtain purified copolymer, the crude product was dissolved in dichloromethane and then precipitated from an ethanol solution containing sodium phenol (2 M). The resulting polymer was dissolved in dichloromethane and then precipitated from ether for three times. Finally, the obtained polymer was dried in a vacuum.
Data availability
Data supporting the findings of this study are available within the article (and its Supplementary information files). All other data are available from the corresponding author upon request.
References
Staudinger, H. Über Polymerisation. Ber. der Dtsch. chemischen Ges. (A B Ser.) 53, 1073–1085 (1920).
Albertsson, A.-C. & Hakkarainen, M. Designed to degrade. Suitably designed degradable polymers can play a role in reducing plastic waste. Science 358, 872–873 (2017).
Geyer, R., Jambeck, J. R. & Law, K. L. Production, use, and fate of all plastics ever made. Sci. Adv. 3, e1700782 (2017).
Jehanno, C. et al. Critical advances and future opportunities in upcycling commodity polymers. Nature 603, 803–814 (2022).
Coates, G. W. & Getzler, Y. D. Y. L. Chemical recycling to monomer for an ideal, circular polymer economy. Nat. Rev. Mater. 5, 501–516 (2020).
Garcia, J. M. & Robertson, M. L. The future of plastics recycling. Science 358, 870–872 (2017).
Zhu, Y., Romain, C. & Williams, C. K. Sustainable polymers from renewable resources. Nature 540, 354 (2016).
Haque, F. M. et al. Defining the Macromolecules of Tomorrow through Synergistic Sustainable Polymer Research. Chem. Rev. 122, 6322–6373 (2022).
Cywar, R. M., Rorrer, N. A., Hoyt, C. B., Beckham, G. T. & Chen, E. Y. X. Bio-based polymers with performance-advantaged properties. Nat. Rev. Mater. 7, 83–103 (2021).
Hillmyer, M. A. The promise of plastics from plants. Science 358, 868–870 (2017).
Zhang, F. et al. Polyethylene upcycling to long-chain alkylaromatics by tandem hydrogenolysis/aromatization. Science 370, 437–441 (2020).
Jambeck, J. R. et al. Plastic waste inputs from land into the ocean. Science 347, 768–771 (2015).
Yuan, L., Buzoglu Kurnaz, L. & Tang, C. Alternative plastics. Nat. Sustain. 4, 837–838 (2021).
Shieh, P. et al. Cleavable comonomers enable degradable, recyclable thermoset plastics. Nature 583, 542 (2020).
Feist, J. D., Lee, D. C. & Xia, Y. A versatile approach for the synthesis of degradable polymers via controlled ring-opening metathesis copolymerization. Nat. Chem. 14, 53–58 (2022).
Albertsson, A.-C. & Hakkarainen, M. Designed to degrade. Science 358, 872–873 (2017).
Stubbs, C. J. et al. Sugar-based polymers with stereochemistry-dependent degradability and mechanical properties. J. Am. Chem. Soc. 144, 1243–1250 (2022).
Tian, S. et al. Complete degradation of a conjugated polymer into green upcycling products by sunlight in air. J. Am. Chem. Soc. 143, 10054–10058 (2021).
Shelef, O., Gnaim, S. & Shabat, D. Self-immolative polymers: An emerging class of degradable materials with distinct disassembly profiles. J. Am. Chem. Soc. 143, 21177–21188 (2021).
Jehanno, C. et al. Selective chemical upcycling of mixed plastics guided by a thermally stable organocatalyst. Angew. Chem. Int. Ed. 60, 6710–6717 (2021).
Abel, B. A., Snyder, R. L. & Coates, G. W. Chemically recyclable thermoplastics from reversible-deactivation polymerization of cyclic acetals. Science 373, 783–789 (2021).
Sathe, D. et al. Olefin metathesis-based chemically recyclable polymers enabled by fused-ring monomers. Nat. Chem. 13, 743–750 (2021).
Yuan, P., Sun, Y., Xu, X., Luo, Y. & Hong, M. Towards high-performance sustainable polymers via isomerization-driven irreversible ring-opening polymerization of five-membered thionolactones. Nat. Chem. 14, 294–303 (2022).
Wang, Y., Li, M., Chen, J., Tao, Y. & Wang, X. O-to-S substitution enables dovetailing conflicting cyclizability, polymerizability, and recyclability: Dithiolactone vs. dilactone. Angew. Chem. Int. Ed. 60, 22547–22553 (2021).
Shi, C. et al. Hybrid monomer design for unifying conflicting polymerizability, recyclability, and performance properties. Chem 7, 670–685 (2021).
Yuan, J. et al. 4-Hydroxyproline-derived sustainable polythioesters: Controlled ring-opening polymerization, complete recyclability, and facile functionalization. J. Am. Chem. Soc. 141, 4928–4935 (2019).
Zhao, N. et al. Selective ring-opening polymerization of non-strained gamma-butyrolactone catalyzed by a cyclic trimeric phosphazene base. Angew. Chem. Int. Ed. 56, 12987–12990 (2017).
Tu, Y.-M. et al. Biobased high-performance aromatic-aliphatic polyesters with complete recyclability. J. Am. Chem. Soc. 143, 20591–20597 (2021).
Li, J., Liu, F., Liu, Y., Shen, Y. & Li, Z. Functionalizable and chemically recyclable thermoplastics from chemoselective ring-opening polymerization of bio-renewable bifunctional α-methylene-δ-valerolactone. Angew. Chem. Int. Ed. 61, e202207105 (2022).
Häußler, M., Eck, M., Rothauer, D. & Mecking, S. Closed-loop recycling of polyethylene-like materials. Nature 590, 423–427 (2021).
Zhu, J.-B., Watson, E. M., Tang, J. & Chen, E. Y. X. A synthetic polymer system with repeatable chemical recyclability. Science 360, 398–403 (2018).
Hong, M. & Chen, E. Y. X. Completely recyclable biopolymers with linear and cyclic topologies via ring-opening polymerization of gamma-butyrolactone. Nat. Chem. 8, 42–49 (2016).
Li, X.-L., Clarke, R. W., Jiang, J.-Y., Xu, T.-Q. & Chen, E. Y. X. A circular polyester platform based on simple gem-disubstituted valerolactones. Nat. Chem. 15, 278–285 (2023).
Song, Y., He, J., Zhang, Y., Gilsdorf, R. A. & Chen, E. Y. X. Recyclable cyclic bio-based acrylic polymer via pairwise monomer enchainment by a trifunctional Lewis pair. Nat. Chem. 15, 366–376 (2023).
Rapagnani, R. M., Dunscomb, R. J., Fresh, A. A. & Tonks, I. A. Tunable and recyclable polyesters from CO2 and butadiene. Nat. Chem. 14, 877–883 (2022).
Christensen, P. R., Scheuermann, A. M., Loeffler, K. E. & Helms, B. A. Closed-loop recycling of plastics enabled by dynamic covalent diketoenamine bonds. Nat. Chem. 11, 442–448 (2019).
McGuire, T. M., Deacy, A. C., Buchard, A. & Williams, C. K. Solid-state chemical recycling of polycarbonates to epoxides and carbon dioxide using a heterodinuclear Mg(II)Co(II) catalyst. J. Am. Chem. Soc. 144, 18444–18449 (2022).
Hillmyer, M. A. & Tolman, W. B. Aliphatic polyester block polymers: Renewable, degradable, and sustainable. Acc. Chem. Res. 47, 2390–2396 (2014).
Brutman, J. P., De Hoe, G. X., Schneiderman, D. K., Le, T. N. & Hillmyer, M. A. Renewable, degradable, and chemically recyclable cross-linked elastomers. Ind. Eng. Chem. Res. 55, 11097–11106 (2016).
Li, C. et al. Rapid and controlled polymerization of bio-sourced δ-caprolactone toward fully recyclable polyesters and thermoplastic elastomers. Angew. Chem. Int. Ed. 61, e202201407 (2022).
Lou, Y., Xu, L., Gan, N., Sun, Y. & Lin, B.-L. Chemically recyclable polyesters from CO2, H2, and 1,3-butadiene. Innovation 3, 100216 (2022).
Longo, J. M., DiCiccio, A. M. & Coates, G. W. Poly(propylene succinate): A new polymer stereocomplex. J. Am. Chem. Soc. 136, 15897–15900 (2014).
Li, J., Liu, Y., Ren, W.-M. & Lu, X.-B. Asymmetric alternating copolymerization of meso-epoxides and cyclic anhydrides: Efficient access to enantiopure polyesters. J. Am. Chem. Soc. 138, 11493–11496 (2016).
Li, J. et al. Enantioselective resolution copolymerization of racemic epoxides and anhydrides: Efficient approach for stereoregular polyesters and chiral epoxides. J. Am. Chem. Soc. 141, 8937–8942 (2019).
Van Zee, N. J., Sanford, M. J. & Coates, G. W. Electronic effects of aluminum complexes in the copolymerization of propylene oxide with tricyclic anhydrides: Access to well-defined, functionalizable aliphatic polyesters. J. Am. Chem. Soc. 138, 2755–2761 (2016).
Ji, H.-Y., Wang, B., Pan, L. & Li, Y.-S. One-step access to sequence-controlled block copolymers by self-switchable organocatalytic multicomponent polymerization. Angew. Chem. Int. Ed. 57, 16888–16892 (2018).
Hu, S., Zhao, J., Zhang, G. & Schlaad, H. Macromolecular architectures through organocatalysis. Prog. Polym. Sci. 74, 34–77 (2017).
Longo, J. M., Sanford, M. J. & Coates, G. W. Ring-opening copolymerization of epoxides and cyclic anhydrides with discrete metal complexes: Structure-property relationships. Chem. Rev. 116, 15167–15197 (2016).
Deacy, A., Gregory, G., Sulley, G., Chen, T. & Williams, C. Sequence control from mixtures: Switchable polymerization catalysis and future materials applications. J. Am. Chem. Soc. 143, 10021–10040 (2021).
Stößer, T., Mulryan, D. & Williams, C. K. Switch catalysis to deliver multi-block polyesters from mixtures of propene oxide, lactide, and phthalic anhydride. Angew. Chem. Int. Ed. 57, 16893–16897 (2018).
Jeske, R. C., Rowley, J. M. & Coates, G. W. Pre-rate-determining selectivity in the terpolymerization of epoxides, cyclic anhydrides, and CO2: A one-step route to diblock copolymers. Angew. Chem. Int. Ed. 47, 6041–6044 (2008).
Stößer, T., Sulley, G. S., Gregory, G. L. & Williams, C. K. Easy access to oxygenated block polymers via switchable catalysis. Nat. Commun. 10, 2668 (2019).
Chen, Y., McDaid, P. & Deng, L. Asymmetric alcoholysis of cyclic anhydrides. Chem. Rev. 103, 2965–2984 (2003).
González-López, M. & Shaw, J. T. Cyclic anhydrides in formal cycloadditions and multicomponent reactions. Chem. Rev. 109, 164–189 (2009).
Zhang, X., Zhang, C. & Zhang, X. A facile and unprecedented route to a library of thermostable formaldehyde-derived polyesters: Highly active and selective copolymerization of cyclic acetals and anhydrides. Angew. Chem. Int. Ed. 61, e202117316 (2022).
Guillarme, S., Plé, K., Banchet, A., Liard, A. & Haudrechy, A. Alkynylation of chiral aldehydes: Alkoxy-, amino-, and thio-substituted aldehydes. Chem. Rev. 106, 2355–2403 (2006).
Zhang, L., DeMuynck, B. M., Paneque, A. N., Rutherford, J. E. & Nagib, D. A. Carbene reactivity from alkyl and aryl aldehydes. Science 377, 649–654 (2022).
Fink, J. K.: Polymerization and manufacture of polyoxymethylene. In Polyoxymethylene Handbook, 21–51 (2014).
Martin, B. Y., Schutz, L. & Claverie, J. P. Mechanistic insights on the anionic polymerization of aliphatic aldehydes. Macromolecules 54, 9165–9173 (2021).
Kubisa, P.: 4.08 - Cationic ring-opening polymerization of cyclic ethers. In Polymer Science: A Comprehensive Reference; (eds. Matyjaszewski, K., Möller, M) 141–164 (Elsevier: Amsterdam, 2012).
Sasaki, K. & Crich, D. Facile amide bond formation from carboxylic acids and isocyanates. Org. Lett. 13, 2256–2259 (2011).
Zhang, C., Geng, X., Zhang, X., Gnanou, Y. & Feng, X. Alkyl borane-mediated metal-free ring-opening (co)polymerizations of oxygenated monomers. Prog. Polym. Sci. 136, 101644 (2023).
Herzberger, J. et al. Polymerization of ethylene oxide, propylene oxide, and other alkylene oxides: Synthesis, novel polymer architectures, and bioconjugation. Chem. Rev. 116, 2170–2243 (2016).
Ishido, Y., Kanazawa, A., Kanaoka, S. & Aoshima, S. New degradable alternating copolymers from naturally occurring aldehydes: Well-controlled cationic copolymerization and complete degradation. Macromolecules 45, 4060–4068 (2012).
Kumar, N., Langer, R. S. & Domb, A. J. Polyanhydrides: An overview. Adv. Drug Deliv. Rev. 54, 889–910 (2002).
Krasnov, V. L., Ozhereleva, N. K., Trub, E. P., Tsvetkov, V. G. & Bodrikov, I. V. Trimerization of aldehydes under the sulfurous anhydride effect. Zh. Obshchei Khimii 53, 2367–2370 (1983).
Acknowledgements
We acknowledge the financial support of the National Science Foundation of China [no. 52203129 (received by Chengjian Zhang) and 51973190 (received by Xinghong Zhang)] and Zhejiang Provincial Department of Science and Technology (no. 2020R52006, received by Xinghong Zhang).
Author information
Authors and Affiliations
Contributions
X.Z. carried out most of experiments and analysis and wrote the draft. W.G. carried out the analysis of polymer structure. C.Z. conceived, designed, and directed the investigation and revised the manuscript. X.Z. conceived and directed the investigation and revised the manuscript.
Corresponding authors
Ethics declarations
Competing interests
The authors declare no competing interests.
Peer review
Peer review information
Nature Communications thanks the anonymous reviewers for their contribution to the peer review of this work. A peer review file is available.
Additional information
Publisher’s note Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Supplementary information
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article’s Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Zhang, X., Guo, W., Zhang, C. et al. A recyclable polyester library from reversible alternating copolymerization of aldehyde and cyclic anhydride. Nat Commun 14, 5423 (2023). https://doi.org/10.1038/s41467-023-41136-6
Received:
Accepted:
Published:
DOI: https://doi.org/10.1038/s41467-023-41136-6
This article is cited by
Comments
By submitting a comment you agree to abide by our Terms and Community Guidelines. If you find something abusive or that does not comply with our terms or guidelines please flag it as inappropriate.
