
Abstract
To achieve optimal thermoelectric performance, it is crucial to manipulate the scattering processes within materials to decouple the transport of phonons and electrons. In half-Heusler (hH) compounds, selective defect reduction can significantly improve performance due to the weak electron-acoustic phonon interaction. This study utilized Sb-pressure controlled annealing process to modulate the microstructure and point defects of Nb0.55Ta0.40Ti0.05FeSb compound, resulting in a 100% increase in carrier mobility and a maximum power factor of 78 µW cm−1 K−2, approaching the theoretical prediction for NbFeSb single crystal. This approach yielded the highest average zT of ~0.86 among hH in the temperature range of 300-873 K. The use of this material led to a 210% enhancement in cooling power density compared to Bi2Te3-based devices and a conversion efficiency of 12%. These results demonstrate a promising strategy for optimizing hH materials for near-room-temperature thermoelectric applications.
Similar content being viewed by others


Introduction
Thermoelectric (TE) is a solid-state energy conversion technology that enables the conversion between thermal and electrical energy1,2,3. Electrons near the Fermi level in TE material carry both charge and entropy and can migrate under the driving electric field or temperature field to realize the energy transfer. However, in this process, a portion of energy will inevitably be lost through heat conduction due to the temperature gradient (ΔT) in the material. Therefore, the efficiency of a TE device is lower than a Carnot engine and depends primarily on the TE dimensionless figure of merit (zT), where zT = [S2σ/(κL + κe)]T; S, σ, κL, κe, and T are the Seebeck coefficient, electrical conductivity, lattice and electronic contribution of thermal conductivity, and absolute temperature, respectively. Thermoelectric performance is the result of a competition between electrical (power factor, PF = S2σ) and thermal transport (κL + κe), both of which are heavily affected by scattering processes within the material4,5,6. In recent years, to improve TE performance, researchers have pursued reducing κL by introducing various scattering sources, such as point defects7,8, grain boundaries9, dislocations10,11, nanoprecipitations12, and porous structures13,14. However, adding scattering centers to suppress phonon propagation also weakens the electrical transport, such as reduced carrier mobility, which results in low PF and zT. In this scenario, balancing the beneficial and detrimental effects of the scattering source on TE transport becomes the essential strategy for optimizing TE properties. Thus, the ratio of carrier mobility to lattice thermal conductivity (i.e., μ/κL) is critically important for enhancing TE performance15. On the other hand, mobility enhancement can be achieved by suppressing collisions of charged carriers with different scattering sources, including phonons, ionized impurities, defects, electromagnetic fields, and other carriers4. Among them, structural defects in TE materials play a major role at low temperatures, so minimizing contamination and reducing defect density is crucial for achieving high TE performance near room temperature16.
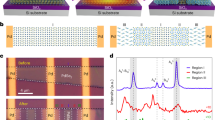
Half-Heusler (hH) alloys are among the most promising TE materials for medium and high-temperature waste heat recovery applications owing to their outstanding mechanical strength, thermal stability, and zT17,18. Due to the suppressed electron-acoustic phonon coupling in hH alloys, electron scattering from phonons is much weaker with the intrinsic low deformation potential19. Therefore, defects in hH alloys play a more important role in electronic transport than that in other TE materials20. It is possible to enhance mobility by reducing the scattering source, such as lattice defects in the hH materials, thereby achieving high PF. In this study, we demonstrate significantly enhanced TE performance of M1−xTixFeSb (M = Nb, Ta) compounds, one of the most promising p-type hH material families21,22,23,24, by reducing point defect density. The Nb\Ta ratio was tuned to improve the μ/κL ratio, as it can introduce mass fluctuation without lattice stress (Fig. S1). This is due to the small difference in lattice constant of less than 1% between NbFeSb and TaFeSb24. We developed an Sb-pressure controlled annealing process to reduce the concentration of defects and drive grain growth (Fig. 1a). The microstructure shows sub-millimeter-sized grains in p-type Nb0.55Ta0.40Ti0.05FeSb sample with reduced grain boundary density (Fig. 1b). The minimized defects and grain boundary density enable substantial enhancement of mobility (Fig. 1a) and thus double the PF up to ~78 μW cm−1 K−2 near room temperature (Fig. 1c), which leads to the highest zT of ~0.4 at room temperature in hH alloys and the highest average zT of 0.86 in the temperature range of 300–873 K among hH. This enhancement is reflected in an excellent power conversion efficiency of ~12% under ΔT of 600 K.

a Schematic illustration of enhanced carrier transportation by Sb-pressure controlled annealing. Green: Nb/Ta/Ti; Gray: Fe; Yellow: Sb; White: point defects. b Electron backscattered diffractometry (EBSD) images of as-hot-pressed and annealed alloy. c Power factor as a function of temperature and zT near room temperature. d Cooling power of hH-YbAl3 uni-couple device and Bi2Te3-based device at ΔT of 5 K.
In the field of TE cooling technology, two important aspects are the maximum temperature difference (ΔT) and the maximum cooling density under zero ΔT, which depend on specific application requirements. Over the past six decades, the maximum ΔT has been established on Bi2Te3-based alloys due to their high zT near room temperature, which has yet to be significantly rivaled. However, for most TE applications that require small ΔT and precise temperature control, such as in electronics temperature control, and particularly for hot-spots cooling25,26, the maximum cooling density under small ΔT is often more important. For instance, in laser diode cooling, where a significant amount of heat is generated during operation and must be maintained at a specific temperature for optimal performance and longevity, the maximum cooling heat flow density (\({Q}_{{c}_{\max }}\)) is of great importance, and it is governed by the relation27:
A higher zT value does not necessarily result in higher heat pumping, as it is not directly related to \({Q}_{{c}_{\max }}\). Therefore, in order to achieve better \({Q}_{{c}_{\max }}\) performance, it is important to have a large PF, especially when the ΔT is small. Under extreme conditions when ΔT is negative, a high PF and κ can further enhance heat pumping by combining active and passive cooling28. Currently, most TE cooling devices use Bi2Te3 alloys and provide a small ΔT of 5–10 K for high-power electronics thermal management. For the first time, we demonstrate superior solid-state cooling power density in hH alloys that outperforms the state-of-the-art Bi2Te3-based modules. We have fabricated a uni-couple device using YbAl3 as an n-type counterpart, which exhibits ~210% higher cooling density with a ΔT of 5 K compared to a Bi2Te3-based device (Fig. 1d). This performance is highly relevant for high-power electronics thermal management such as laser sources and on-chip hot-spot.
Results and discussion
High-performance hH materials enabled by point defect and grain boundary density modulation
Due to the weak acoustic scattering in hH alloy and the screening effect of free electrons, an increase in carrier concentration drives the competition between optical and acoustic phonon scattering, which results in a peak in carrier mobility29. For the p-type (Nb,Ta)FeSb matrix, which has a heavier density of state effective mass of valence band (\({m}_{d}^{*}\) ~8me)6,22,23, an optimized light doping strategy of 5% Ti at Nb/Ta site has been developed (Fig. S2). While ionized impurities can significantly influence carrier mobility, the improvement in mobility by reducing doping concentration is still limited. Microstructural features, such as grain architecture and crystal quality, are strongly correlated with defect density and depend on the fabrication process. These features govern the electrical and thermal transports by acting as scattering sources. Fast powder consolidation typically leads to uniform polycrystalline samples with grain sizes of hundreds of nanometers9,23,30, while annealing above the recrystallization temperature can lower dislocation density and the number of grain boundaries due to the grain growth process. However, the large grain size in hH samples is difficult to achieve by annealing22,31, owning to the alloys’ very high melting temperature (~1273 K) and good thermal stability, even though grain growth in hot-pressed nanocrystals is thermodynamically favorable due to the reduction in surface energy.
By adding addition Ta into the Nb0.55Ta0.40Ti0.05FeSb compound, its phase transition temperature decreases to 1173 K. Consequently, the hot-pressing for the Nb0.55Ta0.40Ti0.05FeSb sample can only be conducted at 1073 K, which is approximately 300 K lower than that of the NbFeSb compound, and no remarkable grain growth was observed during the hot-pressing process (Fig. 2a). Even after conventional vacuum annealing for 6 days at 1123 K, the grain size of the as-hot-pressed nano-crystalline Nb0.55Ta0.40Ti0.05FeSb sample did not increase significantly (Fig. S3). TEM investigation revealed (Fig. S4a–h) that the pinning behavior of the Sb-rich phase imparts dynamic resistance to grain growth at the grain boundary. To remove the excess Sb and provide an Sb-deficient environment, an Sb-pressure-controlled annealing process was developed under different temperatures (see Supplementary Information for details). As a result, no Sb-rich phase was observed at grain boundaries after Sb-pressure controlled annealing at 1143 K for 2 days (Fig. S4k, l), and grain sizes were significantly increased by three orders of magnitude, from ~200 nm to ~150 μm (Fig. 2a–d), due to the substantially improved grain boundary migration rate (see Supplementary Information for details). The vacancy in the lattice of the samples, where internal energy is stored during the ball-milling and hot-pressing process, was also minimized after both types of annealing processes, as confirmed by SEM and TEM results (Fig. 2e–h and Fig. S4i, j).

a–d The SEM images of samples under different heat treatment conditions: as-hot-pressed at 1123 K for 5 min consisting of grain size of 200–300 nm (average ~250 nm) (a), annealing with Sb-pressure control for 2 days at 1073 K consisting of grain size of 2–10 µm (average ~6 µm) (b), at 1113 K exhibiting grain size of 5–30 µm (average ~20 µm) (c), and at 1143 K exhibiting grain size of 20–200 µm (average ~150 µm) (d). The crystal structures are inserted in (a) and (d), where green, gray, yellow, and white indicate the Nb/Ta/Ti, Fe, Sb, and point defects of vacancies. e–h HRTEM images along \([11\bar{2}]\) axis and defect analysis of the as-hot-pressed sample (e, f) and the sample annealed at 1143 K with Sb-pressure control (g, h). The actual Wyckoff positions of vacancy are unable to be distinguished due to the similar atomic weight of the two sites (Nb0.55Ta0.4Ti0.05 = 125.8710, Sb = 121.7600).
Figure 3a–c provides insight into the effect of Sb-pressure controlled annealing on electron transport in the Nb0.55Ta0.40Ti0.05FeSb compound. The electrical conductivity is substantially improved due to the enhanced carrier mobility resulting from the reduced point defects and grain boundary density as the grain size is increased during the Sb-pressure controlled annealing process. The observed T−1.5 trend of the electrical conductivity suggests that the scattering of defects is minimized, indicating the dominance of acoustic phonon scattering in the transport behavior of the sample annealed at high temperature with controlled Sb-pressure (Fig. 3a). To distinguish the contribution of scattering from point defect and grain boundary, we compared the samples before and after conventional vacuum annealing, where the point defects are released with the unchanged grain size. The increase in mobility in the conventional vacuum-annealed sample can thus be attributed to the reduction of a point defect. In comparison, the elimination of point defects contributes ~25% of the total increase in carrier mobility (the first stage in Fig. 3c), while the reduction of grain boundaries contributes up to ~75% of the total increase (the second stage in Fig. 3c), indicating the strong scattering effect of the potential barrier at grain boundaries in hH system20. Thus, a large PF of ~78 µW cm−1 K−2 near room temperature is achieved (Fig. 3b), which is two times higher than that of the as-hot-pressed sample and close to the theoretical optimum PF ( ~90 µW cm−1 K−2) for NbFeSb single crystal19.

a, b The electrical conductivity (a) and PF (b) as a function of temperature under different annealing conditions. c The carrier mobility-dependent PF under different annealing conditions near room temperature. The contribution of optimization of point defects and crystal boundary for the mobility enhancement is marked by blue and pink in (a–c), respectively. d, e The temperature-dependent thermal conductivity (d) and zT values (e). f The average zT compared with state-of-the-art p-type hH material22,23,40,41,42.
The mean free path (λ) of phonon in hH is typically less than 100 nm19, which is less than the grain size of materials investigated in this study. Consequently, increasing the grain size did not significantly improve the lattice thermal conductivity κL due to the weak phonon scattering from the grain boundary15, which has also been observed in Mg3(Bi,Sb)2 system32,33. As a result, this led to a substantially increased \(\mu /{\kappa }_{L}\) ratio, resulting in ~200% enhanced zT value near room temperature compared to other hH materials (Fig. 3e and Fig. S5). Remarkably, a record-high average zT of ~0.86 was achieved from room temperature to 873 K (Fig. 3e, f). The reproducibility of the performance Nb0.55Ta0.40Ti0.05FeSb sample was verified in Fig. S6, and the round-robin test was also conducted at Oak Ridge national laboratory (Fig. S7), which confirmed the transport data reported here.
High cooling capacity hH module performance
The Bi2Te3-based materials have been widely used in commercial solid-state cooling devices with a cooling power density of up to ~45 W cm−2 (based on leg lengths of ~0.2 mm, Table S1)34. However, it is not sufficient for advanced cooling applications, such as electronic cooling and thermal management for laser devices and hot-spot, which require higher cooling power densities up to ~100 W cm−2. The most crucial parameter for high-power TE cooling is PF, which determines the maximum cooling power density of the module (\({Q}_{{c}_{\max }}\)) as:
where Tc is the cold side temperature, and l is the length of the leg. For the materials with the same z (\({{{{{\rm{PF}}}}}}/{\kappa }_{{tol}}\)) value, \({Q}_{{c}_{\max }}\) is mainly determined by PF, particularly under small ΔT. For instance, as shown in Fig. 4a, under a ΔT of 5 K, \({Q}_{{c}_{\max }}\) shows a linear relationship with PF, while the effect of κ is almost negligible. When PF is doubled (e.g., from ~35 µW cm−1 K−2 for Bi2Te3-based materials to ~80 µW cm−1K−2 for the current hH materials), \({Q}_{{c}_{\max }}\) is enhanced by ~250%. The effect of z value on \({Q}_{{c}_{\max }}\) and the coefficient of performance (COP) corresponding to \({Q}_{{c}_{\max }}\) gradually decreases with a decrease of ΔT (Fig. S8). It is also worth noting that the maximum cooling capacity of a device, \({Q}_{{c}_{\max }}=\frac{{{{{{\rm{PF}}}}}}{T}_{c}^{2}}{2l}\), is directly proportional to the PF of the material where ΔT is equal to 0. The parameters of p-type Nb0.55Ta0.40Ti0.05FeSb and p-type Bi0.33Sb1.67Te3 materials considered in Eq. 2 are listed in Table S2 for reference.

a The theoretical maximum Qc as a function of PF (under different κ) and κ (under different PF) calculated using Eq. 2. b The cooling ΔT dependent \({Q}_{{c}_{\max }}\) of different hH-YbAl3 devices. c, d The calculated and measured cooling power density (c) and COP (d) of hH-YbAl3 device with different ΔT. e The calculated and measured cooling density as a function of COP at ΔT of 5 K. The leg height of hH-YbAl3 and Bi2Te3-based modules are the same at 7.7 mm. The details of Bi2Te3-based materials and device is described in Figs. S10 and S11, and Table S2. The hypothetical hH device is calculated using the same TE properties of Nb0.55Ta0.40Ti0.05FeSb for both n- and p-type legs. f The calculated projection of \({Q}_{{c}_{\max }}\) of hH-YbAl3 module under different leg heights as a comparison with a state-of-the-art commercial cooling device. The fill fraction (FF), electrical (Rc), and thermal (κc) contact resistance used for calculation are listed in the figure.
Benefiting from the ultra-high PF and the decent z value near room temperature, Nb0.55Ta0.40Ti0.05FeSb exhibits enhanced performance compared to that of Bi2Te3-based TE materials in terms of low ΔT heat pumping. The YbAl3 alloy with an extremely high PF of ~110 µW cm−1 K−2 at room temperature (Fig. S9), which is compatible with p-type Nb0.55Ta0.40Ti0.05FeSb, was used as the n-type counterpart to construct the uni-couple cooling device (hH-YbAl3). Figure 4b shows the simulated cooling performance of hH-YbAl3 device. Considering the extremely high electrical and thermal conductivity of YbAl3, the cross-section of the YbAl3 leg should be four times smaller than that of p-type hH to optimize the performance of the device, which makes the construction and measurement of the device extremely difficult. Thus, the cross-section ratio (Ap/An) was reduced to 1.4, leading to slightly lower performance than that of the device with optimized geometry. The measured \({Q}_{{c}_{\max }}\) of the hH-YbAl3 device at ΔT of 5 K was found to be 3.6 W cm−2 (with a leg length of 7.7 mm), which is twice that of the Bi2Te3-based device, 1.7 W cm−2, with the same leg length and ΔT (Fig. 4b, c and Fig. S10). The maximum cooling power density of the hH-YbAl3 device remains competitive with that of Bi2Te3-based devices up to ΔT of 20 K. Improved n-type material would be able to provide even higher performance at high ΔT. For example, a hypothetical device made using both legs with similar properties to Nb0.55Ta0.40Ti0.05FeSb (which has a negative Seebeck coefficient for the n-type leg) would result in a higher cooling capacity across a wider ΔT range of 46 K (Fig. 4b).
The COP of the hH-YbAl3 device, which is determined by the zT value, ΔT, and current I, is demonstrated in Fig. 4d. The current applied to the device determines heat load, as shown in Fig. 4c. Practically when TE cooling devices work under a high heat load, the COP is usually lower than its maximum value at low cooling density (Fig. S10c, d)35. Under small ΔT, the hH-YbAl3 device demonstrates a significantly higher cooling density (Qc) compared to that of a traditional Bi2Te3-based module under the same COP up to the magnitude of 2 (Fig. 4e). It also exhibits a slower COP degradation trend with an increase of cooling density as compared to that of Bi2Te3-based device36. The maximum \({Q}_{{c}_{\max }}\) of ~88 W cm−2 can be achieved for the hH-YbAl3 device when the length of the TE leg is projected to be 0.2 mm (Fig. 4f), which is ~210% higher than that of commercial Bi2Te3-based modules. This illustrates that hH-YbAl3 devices are more effective under small ΔT (e.g., 5 K).
High efficiency for power generation
The outstanding performance of the developed hH material with a high average zT has also been verified by the device power generation mode. A high conversion efficiency of ~12%, which is ~40% higher compared to our previous work37, was achieved at a hot-side temperature of 923 K for the hH uni-couple module (Fig. 5). This result is due to the superior performance of p-type hH leg with high average zT. The agreement between prediction and experimental internal resistance (Ri) and open voltage (Voc) of uni-couple devices indicates that the experimental electrical contact resistance is negligible since the electrical contact resistance was not considered in the prediction (Fig. 5b, c). As shown in Fig. 5d, the slightly higher experimental Qcond compared to that of prediction results from the thermal radiation effect, which was observed in our previous work38. Thus, thermal radiation calibration was performed using a dummy module for accurate efficiency measurement (see Supplementary Materials and Fig. S12). During the three cycles of measurement, the performance of the device was stable and consistent with theoretical prediction, indicating good stability of the device and accuracy of the measurement (Fig. 5e, f). It is worth noting that the output power of the hH uni-couple module is also higher than that of the Nb0.95Ti0.05FeSb/Zr0.44Hf0.44Ti0.12NiSn0.9Sb0.01 module developed in our previous work, even though the PF of Nb0.95Ti0.05FeSb compound near room temperature (~100 µW cm−1 K−2) is higher than that of our p-type Nb0.55Ta0.40Ti0.05FeSb compound. This result is mainly attributed to the better matching of electrical conductivity and thermal conductivity between the p-Nb0.55Ta0.40Ti0.05FeSb and n-Zr0.44Hf0.44Ti0.12NiSn0.9Sb0.01 (Fig. S13).

a Photo of the measurement setup for the high-performance hH uni-couple module. b–f Internal resistance (Ri) (b), open voltage (Voc) (c), heat flow at zero current (Qcond) (d), the power density of TE legs (ω) (normalized to the length of 2 mm) (e), and conversion efficiency (η) (f) obtained using optimal current as a function of hot side temperature (Th)22,42,43,44. The radiation in the heat flow measurement was calibrated by the standard sample38 (Fig. S12).
In summary, by minimizing chemical vacancies and reducing grain boundaries, the superior enhancement in power factor and average zT value in Nb0.55Ta0.40Ti0.05FeSb has been achieved. It was accomplished by controlling the Sb pressure during annealing to promote the growth of large grain size and reduce defects. The power factor of the materials was greatly improved by doubling room temperature carrier mobility and optimizing dopant concentration leading to the remarkable near-room temperature zT of ~0.4 and the highest average zT of ~0.86 (300–873 K) for hH TE materials. A 210% higher cooling capacity was achieved compared to that of the Bi2Te3 device under ΔT of 5 K by deploying the high PF hH material. The hH-YbAl3 device has the advantage of maximum cooling density with ΔT ≤ 20 K and is even more efficient under low ΔT of 5 K and high cooling power density of 1-3.5 W cm−2. In the power generation mode, the measured energy conversion efficiency of the uni-couple hH module reached ~12% at ΔT of 600 K. This work successfully demonstrates the effectiveness of low-defect design in improving hH performance and the great potential of Nb0.55Ta0.40Ti0.05FeSb in high heat flux thermal management.
Methods
Synthesis of hH materials
The p-type (Nb,Ta,V,Ti)FeSb alloys were synthesized by ball milling. The niobium (99.9%, foil), tantalum (99.9%, shot), vanadium (99.99%, piece), titanium (99.9%, sponge), iron (99.99%, slug), and antimony (99.9999%, shot) constituents were weighted in their stoichiometric ratio inside the glove box. Elements with a total mass of 15 g were loaded into a stainless-steel ball-milling jar in a glove box under an Ar atmosphere. The high-energy ball milling was conducted for 24 hours using SPEX mixer/mill (Model 8000D, SPEX SamplePrep, Metuchen, NJ). The ball-milled powders were consolidated by SPS (SPS, Dr. Sinter-625V, Fuji, Japan) at 1073 K under a pressure of 80 MPa for 5 min. The hot-pressed pellets were sealed with Nb foil in quartz tubes under a high vacuum. The Nb foil was used to control the Sb pressure during the annealing.
The n-type Zr0.44Hf0.44Ti0.12NiSn0.9Sb0.01 materials were synthesized by induction melting under an argon atmosphere38. The zirconium (99.9%, slug), hafnium (99.9%, piece), titanium (99.9%, wire), nickel (99.995%, slug), tin (99.95%, wire), and antimony (99.9999%, shot) constituents were weighted in their stoichiometric ratio and loaded into tungsten crucible. The induction melting was performed under an argon atmosphere for 3 min and re-melted 3 times to ensure homogeneity. Then the ingots were transferred into stainless steel jar inside the glove box. The high-energy ball milling was conducted for 4 h using SPEX mixer/mill (Model 8000D, SPEX SamplePrep, Metuchen, NJ). The grinded nanopowders were consolidated by SPS at 1373 K under a pressure of 80 MPa for 5 min.
Synthesis of YbAl3 materials
The YbAl3 materials were synthesized by induction melting under an argon atmosphere. The mixtures of the high-purity metals of ytterbium (99.9%, slug) and aluminum (99.99%, slug) with a nominal composition of YbAl3.2 were loaded into a tungsten crucible. The induction melting was performed under an argon atmosphere for 3 min and re-melted 3 times to ensure homogeneity. Then the ingots were ball-milled for 4 h, and the grinded nanopowders were consolidated by SPS at 773 K under a pressure of 80 MPa for 5 min. The obtained pellets were sealed in quartz tubes under high vacuum and annealed at 973 K for 30 min.
Synthesis of Bi2Te3-based materials
The p-type Bi0.33Sb1.67Te3 and n-type Bi2Te2.7Se0.3 were synthesized by the high energy ball milling method. The antimony (99.9%, shot), bismuth (99.9%, pieces), tellurium (99.9%, lumps), and selenium (99.9%, pellets) constituents were weighted in their stoichiometric ratios inside the glovebox, and sealed in a sealed quartz tube and melted for 24 hours at 1000 °C inside a conventional furnace following by quenching. The ingot was then loaded into a hardened steel vial along with steel balls with the ball to powder ratio of 1:1 and ball milled for 3 hours using a SPEX mixer/mill (Model 8000D, SPEX SamplePrep) to obtain a homogeneous powder. The powders were then consolidated in a cylindrical graphite die using spark plasma sintering (SPS) at 520 °C (for p-type) and 450 °C (for n-type) under constant 30 MPa pressure for 2 min.
Measurement of thermoelectrical (TE) properties
The electrical conductivity and Seebeck coefficient were measured simultaneously (ULVAC-RIKO ZEM-3 system, Japan). High-temperature thermal properties were determined by measuring thermal diffusivity with a laser flash system (LFA-467 HT HyperFlash®, Germany). Specific heat was measured with a differential scanning calorimeter (Netzsch DSC 214, Germany). The thermal conductivity, κ, was calculated from \(\kappa=\alpha \, {\cdot \, C}_{p}\cdot \rho\), where α, ρ, and Cp are thermal diffusivity, density, and specific heat. The density is measured using the Archimedes method. The uncertainties in electrical conductivity, thermal conductivity, Seebeck coefficient, and zT are ±5, ±2, ±5, and ±7%, respectively. The microstructure of alloys and uni couple module junctions is characterized by field emission scanning electron microscopy (FESEM, FEI Verios G4), energy dispersive spectroscopy (EDS, Oxford Aztec), and electron backscattered diffractometry (EBSD, FEI Apero S, Oxford AztecCrystal). The carrier density and mobility were measured by LakeShore Hall Effect System (8400 Series HMS, LakeShore). The TEM is performed using FEI Titan G2.
The module preparation
The p-type Nb0.55Ta0.40Ti0.05FeSb leg with a height of 7.7 mm and cross-section of 3.6 mm2 was used to fabricate both power generation and cooling devices. The Zr0.44Hf0.44Ti0.12NiSn0.9Sb0.01 material with the same height (7.7 mm) and cross-section (3.6 mm2) was used for the n-type leg of power generation uni-couple device. The n-type YbAl3 leg with a height of 7.7 mm and a cross-section of 2.53 mm2 was used for the cooling device. With the aim of minimizing the relative error from heat flow measurement, the cross-section Bi2Te3 legs were adjusted to match the maximum heat flow of the hH-YbAl3 device at ΔT of 5 K. Therefore, p-type Bi0.33Sb1.67Te3 leg (height of 7.7 mm and cross-section of 6.4 mm2) and n-type Bi2Te2.7Se0.3 leg (height of 7.7 mm and cross-section of 7 mm2) were used to fabricate the Bi2Te3 based cooling device.
AlN-based direct bonding copper (DBC) and copper plate were used as the substrate of the module. Ga-based liquid metal, which could provide extremely low electrical and thermal contact resistance, was used as the interfacial material between the hH legs and the substrate for the TE module. Due to the reaction between YbAl3 and liquid metal, YbAl3 legs were connected to the substrate by reflow soldering with Al–Zn-based solder at 673 K (Fig. S14). The custom-built scanning probe measurement system was used to analyze the contact resistance37,38,39.
Heat flow measurement
The heat flow (Q) was measured using a Q-meter, which is a standard material (copper, brass, or graphite are commonly used) with a cylindrical or rectangular shape connected to the heat sink. The temperature gradient along the Q-meter (copper and graphite were used for power generation and cooling measurement in this work, respectively) was measured by using four thermocouples located at specific distances39. Then Q can be calculated by \(Q=\kappa \cdot A\cdot \frac{{dT}}{{dx}}\), where κ, A, and dT/dx are the thermal conductivity, cross-sectional area, and the slope of temperature difference versus distance on the Q-meter.
The thermal radiation calibration
In the process of power generation measurement with hot-side temperature up to 923 K, the Q-meter absorbs the radiation energy from the high-temperature heater, resulting in the heat flow measurement error. In order to calibrate the thermal radiation, a dummy uni-couple device made of two legs of the Zr0.44Hf0.44Ti0.12NiSn0.9Sb0.01 material was fabricated and measured. The thermocouples were soldered on the DBC substrates to measure the temperature on both sides of the leg. The thermal flow was calculated based on the thermal conductivity of Zr0.44Hf0.44Ti0.12NiSn0.9Sb0.01 material and the temperature of two sides of the leg (Fig. S12).
Data availability
All data are available in the main text and the Supplementary Materials.
References
Bu, Z. L. et al. A record thermoelectric efficiency in tellurium-free modules for low-grade waste heat recovery. Nat. Commun. 13, 237 (2022).
Mao, J. et al. High thermoelectric cooling performance of n-type Mg3Bi2-based materials. Science 365, 495–498 (2019).
Bell, L. E. Cooling, heating, generating power, and recovering waste heat with thermoelectric systems. Science 321, 1457–1461 (2008).
Mao, J. et al. Advances in thermoelectrics. Adv. Phys. 67, 69–147 (2018).
Pei, Y. Z. et al. Convergence of electronic bands for high performance bulk thermoelectrics. Nature 473, 66–69 (2011).
He, R. et al. Achieving high power factor and output power density in p-type half-Heuslers Nb1-xTixFeSb. Proc. Natl Acad. Sci. USA 113, 13576–13581 (2016).
Shen, J. et al. Enhanced thermoelectric performance in the n-type NbFeSb half-Heusler compound with heavy element Ir doping. Mater. Today Phys. 8, 62–70 (2019).
Liu, Y. T. et al. Demonstration of a phonon-glass electron-crystal strategy in (Hf,Zr)NiSn half-Heusler thermoelectric materials by alloying. J. Mater. Chem. A 3, 22716–22722 (2015).
Poudel, B. et al. High-thermoelectric performance of nanostructured bismuth antimony telluride bulk alloys. Science 320, 634–638 (2008).
Kim, S. I. et al. Dense dislocation arrays embedded in grain boundaries for high-performance bulk thermoelectrics. Science 348, 109–114 (2015).
Qin, C. et al. Substitutions and dislocations enabled extraordinary n-type thermoelectric PbTe. Mater. Today Phys. 17, 100355 (2021).
Biswas, K. et al. High-performance bulk thermoelectrics with all-scale hierarchical architectures. Nature 489, 414–418 (2012).
Khan, A. U. et al. Nano-micro-porous skutterudites with 100% enhancement in ZT for high performance thermoelectricity. Nano Energy 31, 152–159 (2017).
Sumirat, I., Ando, Y. & Shimamura, S. Theoretical consideration of the effect of porosity on thermal conductivity of porous materials. J. Porous Mater. 13, 439–443 (2006).
Rowe D. M. CRC Handbook of Thermoelectrics. (CRC Press, 1995).
Zhou, C. J. et al. Polycrystalline SnSe with a thermoelectric figure of merit greater than the single crystal. Nat. Mater. 20, 1378–1384 (2021).
Tritt, T. M. Thermoelectric materials—Holey and unholey semiconductors. Science 283, 804–805 (1999).
Kang, H. B. et al. Understanding oxidation resistance of half-Heusler alloys for in-air high temperature sustainable thermoelectric generators. ACS Appl. Mater. Inter. 12, 36706–36714 (2020).
Zhou, J. W. et al. Large thermoelectric power factor from crystal symmetry-protected non-bonding orbital in half-Heuslers. Nat. Commun. 9, 1721 (2018).
Hu, C. L., Xia, K. Y., Fu, C. G., Zhao, X. B. & Zhu, T. J. Carrier grain boundary scattering in thermoelectric materials. Energy Environ. Sci. 15, 1406–1422 (2022).
Joshi, G. et al. NbFeSb-based p-type half-Heuslers for power generation applications. Energy Environ. Sci. 7, 4070–4076 (2014).
Fu, C. G. et al. Realizing high figure of merit in heavy-band p-type half-Heusler thermoelectric materials. Nat. Commun. 6, 8144 (2015).
Zhu, H. T. et al. Discovery of TaFeSb-based half-Heuslers with high thermoelectric performance. Nat. Commun. 10, 270 (2019).
Yu, J. J. et al. Unique role of refractory Ta alloying in enhancing the figure of merit of NbFeSb thermoelectric materials. Adv. Energy Mater. 8, 1701313 (2018).
Manno M. V. On-Chip Thermoelectric Hotspot Cooling. (University of Maryland, College Park, 2015).
Chowdhury, I. et al. On-chip cooling by superlattice-based thin-film thermoelectrics. Nat. Nanotechnol. 4, 235–238 (2009).
Goldsmid H. J. Introduction to Thermoelectricity, 2nd ed. (Springer-Verlag, Berlin, Heidelberg, 2016).
Zebarjadi M. Electronic cooling using thermoelectric devices. Appl. Phys. Lett. 106, 203506 (2015).
Wang H., Pei Y. Z., Lalonde A. D., Snyder G. J. Material design considerations based on thermoelectric quality factor. in Thermoelectric Nanomaterials: Materials Design and Applications (eds Koumoto K., Mori T.). (Springer, 2013).
Fu, C. G. et al. Electron and phonon transport in Co-doped FeV0.6Nb0.4Sb half-Heusler thermoelectric materials. J. Appl. Phys. 114, 134905 (2013).
Mao, J. et al. Thermoelectric properties of n-type ZrNiPb-based half-Heuslers. Chem. Mater. 29, 867–872 (2017).
Wood, M., Kuo, J. J., Imasato, K. & Snyder, G. J. Improvement of low-temperature zT in a Mg3Sb2-Mg3Bi2 solid solution via Mg-vapor annealing. Adv. Mater. 31, 1902337 (2019).
Liu, Z. H. et al. Demonstration of ultrahigh thermoelectric efficiency of similar to 7.3% in Mg3Sb2/MgAgSb module for low-temperature energy harvesting. Joule 5, 1196–1208 (2021).
https://www.kelk.co.jp/english/products/thermo.html. (Kelk, 2022).
Yang, J. W. et al. Next-generation thermoelectric cooling modules based on high-performance Mg3(Bi,Sb)2 material. Joule 6, 193–204 (2022).
Nozariasbmarz, A. et al. Thermoelectric coolers for high-power-density 3D electronics heat management. Appl. Phys. Lett. 120, 164101 (2022).
Nozariasbmarz, A. et al. High-performance half-Heusler thermoelectric devices through direct bonding technique. J. Power Sources 493, 229695 (2021).
Li, W. et al. Bismuth telluride/half-Heusler segmented thermoelectric unicouple modules provide 12% conversion efficiency. Adv. Energy Mater. 10, 2001924 (2020).
Nozariasbmarz, A. et al. High power density body heat energy harvesting. ACS Appl. Mater. Inter. 11, 40107–40113 (2019).
Fu, C. G. et al. Enhancing the figure of merit of heavy-band thermoelectric materials through hierarchical phonon scattering. Adv. Sci. 3, 1600035 (2016).
He, R. et al. Investigating the thermoelectric properties of p-type half-Heusler Hfx(ZrTi)(1-x)CoSb0.8Sn0.2 by reducing Hf concentration for power generation. RSC Adv. 4, 64711–64716 (2014).
Zhu, H. T. et al. Discovery of ZrCoBi based half Heuslers with high thermoelectric conversion efficiency. Nat. Commun. 9, 2497 (2018).
Zhu, H. T. et al. Understanding the asymmetrical thermoelectric performance for discovering promising thermoelectric materials. Sci. Adv. 5, eaav5813 (2019).
Li, W. et al. Conformal High-Power-Density Half-Heusler Thermoelectric Modules: A Pathway toward Practical Power Generators. ACS Appl. Mater. Inter. 13, 53935–53944 (2021).
Acknowledgements
Funding
We acknowledge Dr. Hsing Wang for the round-robin test of thermoelectric materials and Kai Wang for the crystal structure drawing. H.Z. acknowledges the financial support through the Office of Defense Advanced Research Projects Agency (DARPA) under the project of Nano Engineered Thermoelectric Systems (NETS). W.L. and B.P. acknowledge the financial support through the Office of Naval Research through grant number N00014-20-1-2602. This effort (A.N. and S.P.), including the data analysis and interpretation, was supported as part of the Center for 3D Ferroelectric Microelectronics (3DFeM), an Energy Frontier Research Center funded by the U.S. Department of Energy (DOE), Office of Science, Basic Energy Sciences under Award Number DE-SC0021118. N.L. acknowledges the support from National Science Foundation (NSF) planning grant, TERRM. Y.Z. acknowledges the support from the Army SBIR program supported by NanoOhmics.
Legal disclaimer
This report was prepared as an account of work sponsored by an agency of the United States Government. Neither the United States Government nor any agency thereof, nor any of their employees, makes any warranty, express or implied, or assumes any legal liability or responsibility for the accuracy, completeness, or usefulness of any information, apparatus, product, or process disclosed, or represents that its use would not infringe privately owned rights. Reference herein to any specific commercial product, process, or service by trade name, trademark, manufacturer, or otherwise does not necessarily constitute or imply its endorsement, recommendation, or favoring by the United States Government dns of authors expressed herein do not necessarily state or reflect those of the United States Government or any agency thereof.
Author information
Authors and Affiliations
Contributions
H.Z. designed this work. H.Z. and W.L. synthesized the samples, performed the microstructure characterizations, measured the thermoelectric properties, assembled the modules, and measured module performance. A.N. and Y.Z. helped with the measurements of device performance and theoretical stimulation. N.L. helped with the microstructure characterizations and analysis. H.Z. and W.L. wrote the paper. All authors contributed to the data analysis and edited the paper. B.P. and S.P. supervised the research. All authors commented on, discussed, and edited the paper.
Corresponding authors
Ethics declarations
Competing interests
The authors declare no competing interests.
Peer review
Peer review information
Nature Communications thanks Sivaiah Bathula and the other anonymous reviewer(s) for their contribution to the peer review of this work. A peer review file is available.
Additional information
Publisher’s note Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Supplementary information
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license, and indicate if changes were made. The images or other third party material in this article are included in the article’s Creative Commons license, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons license and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this license, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Zhu, H., Li, W., Nozariasbmarz, A. et al. Half-Heusler alloys as emerging high power density thermoelectric cooling materials. Nat Commun 14, 3300 (2023). https://doi.org/10.1038/s41467-023-38446-0
Received:
Accepted:
Published:
DOI: https://doi.org/10.1038/s41467-023-38446-0
Comments
By submitting a comment you agree to abide by our Terms and Community Guidelines. If you find something abusive or that does not comply with our terms or guidelines please flag it as inappropriate.
