
Abstract
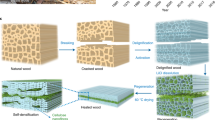
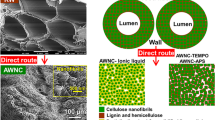
Synthetic structural materials with exceptional mechanical performance suffer from either large weight and adverse environmental impact (for example, steels and alloys) or complex manufacturing processes and thus high cost (for example, polymer-based and biomimetic composites)1,2,3,4,5,6,7,8. Natural wood is a low-cost and abundant material and has been used for millennia as a structural material for building and furniture construction9. However, the mechanical performance of natural wood (its strength and toughness) is unsatisfactory for many advanced engineering structures and applications. Pre-treatment with steam, heat, ammonia or cold rolling10,11,12,13,14,15,16,17,18,19,20,21 followed by densification has led to the enhanced mechanical performance of natural wood. However, the existing methods result in incomplete densification and lack dimensional stability, particularly in response to humid environments14, and wood treated in these ways can expand and weaken. Here we report a simple and effective strategy to transform bulk natural wood directly into a high-performance structural material with a more than tenfold increase in strength, toughness and ballistic resistance and with greater dimensional stability. Our two-step process involves the partial removal of lignin and hemicellulose from the natural wood via a boiling process in an aqueous mixture of NaOH and Na2SO3 followed by hot-pressing, leading to the total collapse of cell walls and the complete densification of the natural wood with highly aligned cellulose nanofibres. This strategy is shown to be universally effective for various species of wood. Our processed wood has a specific strength higher than that of most structural metals and alloys, making it a low-cost, high-performance, lightweight alternative.
This is a preview of subscription content, access via your institution
Access options
Access Nature and 54 other Nature Portfolio journals
Get Nature+, our best-value online-access subscription
$29.99 / 30 days
cancel any time
Subscribe to this journal
Receive 51 print issues and online access
$199.00 per year
only $3.90 per issue
Buy this article
- Purchase on Springer Link
- Instant access to full article PDF
Prices may be subject to local taxes which are calculated during checkout




Similar content being viewed by others

References
Wang, J., Cheng, Q. & Tang, Z. Layered nanocomposites inspired by the structure and mechanical properties of nacre. Chem. Soc. Rev. 41, 1111–1129 (2012)
Militzer, M. A synchrotron look at steel. Science 298, 975–976 (2002)
Podsiadlo, P. et al. Ultrastrong and stiff layered polymer nanocomposites. Science 318, 80–83 (2007)
Zhu, Y. T. & Liao, X. Nanostructured metals: retaining ductility. Nat. Mater. 3, 351–352 (2004)
Fratzl, P. & Weinkamer, R. Nature’s hierarchical materials. Prog. Mater. Sci. 52, 1263–1334 (2007)
Gao, H., Ji, B., Jäger, I. L., Arzt, E. & Fratzl, P. Materials become insensitive to flaws at nanoscale: lessons from nature. Proc. Natl Acad. Sci. USA 100, 5597–5600 (2003)
Meyers, M. A., McKittrick, J. & Chen, P.-Y. Structural biological materials: critical mechanics-materials connections. Science 339, 773–779 (2013)
Zhu, H. et al. Anomalous scaling law of strength and toughness of cellulose nanopaper. Proc. Natl Acad. Sci. USA 112, 8971–8976 (2015)
Hon, D. N.-S. & Shiraishi, N. Wood and Cellulosic Chemistry (CRC Press, 2000)
Erickson, E. Mechanical Properties of Laminated Modified Wood (US Department of Agriculture, Forest Service, Forest Products Laboratory, 1965)
Fang, C.-H., Mariotti, N., Cloutier, A., Koubaa, A. & Blanchet, P. Densification of wood veneers by compression combined with heat and steam. Eur. J. Wood Wood Prod. 70, 155–163 (2012)
Bekhta, P., Hiziroglu, S. & Shepelyuk, O. Properties of plywood manufactured from compressed veneer as building material. Mater. Des. 30, 947–953 (2009)
Kultikova, E. V. Structure and Properties Relationships of Densified Wood (Virginia Polytechnic Institute and State University, 1999)
Parˇil, P. et al. Comparison of selected physical and mechanical properties of densified beech wood plasticized by ammonia and saturated steam. Eur. J. Wood Wood Prod. 72, 583–591 (2014)
Navi, P. & Heger, F. Combined densification and thermo-hydro-mechanical processing of wood. MRS Bull. 29, 332–336 (2004)
Gong, M., Lamason, C. & Li, L. Interactive effect of surface densification and post-heat-treatment on aspen wood. J. Mater. Process. Technol. 210, 293–296 (2010)
O’Connor, J. P. Improving wood strength and stiffness through viscoelastic thermal compression. Masters thesis, Oregon State Univ., https://ir.library.oregonstate.edu/concern/graduate_thesis_or_dissertations/8623j074v (2007)
Laine, K., Segerholm, K., Wålinder, M., Rautkari, L. & Hughes, M. Wood densification and thermal modification: hardness, set-recovery and micromorphology. Wood Sci. Technol. 50, 883–894 (2016)
Kutnar, A. & Kamke, F. A. Compression of wood under saturated steam, superheated steam, and transient conditions at 150 °C, 160 °C, and 170 °C. Wood Sci. Technol. 46, 73–88 (2012)
Hill, C. A. et al. The water vapour sorption properties of thermally modified and densified wood. J. Mater. Sci. 47, 3191–3197 (2012)
Laine, K. et al. Measuring the thickness swelling and set-recovery of densified and thermally modified Scots pine solid wood. J. Mater. Sci. 48, 8530–8538 (2013)
Li, Y. & Shimizu, H. Improvement in toughness of poly(l-lactide) (PLLA) through reactive blending with acrylonitrile–butadiene–styrene copolymer (ABS): morphology and properties. Eur. Polym. J. 45, 738–746 (2009)
Kim, K. H. & Jo, W. H. A strategy for enhancement of mechanical and electrical properties of polycarbonate/multi-walled carbon nanotube composites. Carbon 47, 1126–1134 (2009)
Ku, H., Wang, H., Pattarachaiyakoop, N. & Trada, M. A review on the tensile properties of natural fiber reinforced polymer composites. Composites B 42, 856–873 (2011)
Ritchie, R. O. The conflicts between strength and toughness. Nat. Mater. 10, 817–822 (2011)
Wang, Y., Chen, M., Zhou, F. & Ma, E. High tensile ductility in a nanostructured metal. Nature 419, 912–915 (2002)
Dursun, T. & Soutis, C. Recent developments in advanced aircraft aluminium alloys. Mater. Des. 56, 862–871 (2014)
Frommeyer, G. & Brüx, U. Microstructures and mechanical properties of high-strength Fe-Mn-Al-C light-weight TRIPLEX steels. Steel Res. Int. 77, 627–633 (2006)
Gil, F., Manero, J., Ginebra, M. & Planell, J. The effect of cooling rate on the cyclic deformation of beta-annealed Ti-6Al-4V. Mater. Sci. Eng. A 349, 150–155 (2003)
Kim, S.-H., Kim, H. & Kim, N. J. Brittle intermetallic compound makes ultrastrong low-density steel with large ductility. Nature 518, 77–79 (2015)
Acknowledgements
We thank R. Briber for suggestions and R. J. Bonenberger for help with mechanical tests. We acknowledge the support of the Maryland NanoCenter and its AIMLab. J.S. acknowledges financial support from the China Scholarship Council.
Author information
Authors and Affiliations
Contributions
J.S., C.C., S.Z. and M.Z. contributed equally to this work. L.H., J.S., C.C. and M.Z. contributed to the initiating idea. J.S. and C.C. contributed to the wood densification and mechanical measurements. Yo.L., U.R., Z.J., N.Q., U.H.L., H.A.B. and T.L. contributed to the mechanical tensile and ballistic tests. J.D. and Y.K. contributed to the 3D illustrations. Yi.L., C.C., Y.Y. and A.G. contributed to characterization via SEM. J.Y.Z. performed the compositional analysis. A.V. and A.M. contributed to the indentation and scratch hardness tests. S.Z. and T.L. contributed to both mechanical simulations and analysis. H.L. and M.L.M. contributed to XRD measurement and analysis. T.L., L.H., J.S. and C.C. contributed to the writing of the paper. All authors contributed to commenting on the final manuscript.
Corresponding authors
Ethics declarations
Competing interests
The authors declare no competing financial interests.
Additional information
Reviewer Information Nature thanks A. Cloutier, S. Eichhorn and the other anonymous reviewer(s) for their contribution to the peer review of this work.
Publisher's note: Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Extended data figures and tables
Extended Data Figure 1 Structural characterization of natural wood and densified wood.
a, b, Comparison of SEM images of natural wood (a) and the wood after partial lignin removal but without lateral hot-pressing (b) shows that lignin between the cell walls is partially removed. c, Comparison of densities of natural (0.43 ± 0.02 g cm−3) and densified woods (1.30 ± 0.02 g cm−3). d–f, SEM images of the cross-section of natural wood in the RT (d) and TL (e, f) planes show intrinsic defects such as vessels and tracheids along the L direction and pits in the cell walls. g–j, The corresponding SEM images of densified wood show that the hollow lumina are completely collapsed to form highly intertwined wood cell walls (g), as verified by the simulation model (j), and even the tiny pits in the wood cell walls are eliminated owing to the densification (h, i). k–m, The small-angle X-ray scattering pattern (k) and the high-magnification SEM image (l) show well-aligned cellulose nanofibres in densified wood, which greatly facilitate the formation of hydrogen bonds in neighbouring cellulose molecular chains during their relative sliding (m).
Extended Data Figure 2 Effect of degree of lignin removal on wood structure and mechanical properties.
a, Schematics of wood sample with the L direction as the tree-growth direction. b, c, SEM images of the cross-sections in the RT plane (b) and the RL plane (c) of a pressed wood sample with 0% lignin removal, which show a large number of gaps remaining in between partially collapsed cell walls. d, e, Photo and SEM image of the densified wood with 100% lignin removal show that the pressed cell walls are separated from each other owing to the absence of lignin as binding agent. f, g, Densities (f) and tensile stress–strain curves (g) of densified woods with various degrees of lignin removal. h, Summary of cellulose/hemicellulose/lignin contents as well as strength, work of fracture and density under various degrees of lignin removal. Densified wood with 45% lignin removal is shown to have the highest strength, work of fracture and density. DW-x refers to densified wood with a certain amount (x) of lignin removal and subsequent densification, whereas NW refers to natural wood without lignin removal or densification.
Extended Data Figure 3 Comparison of mechanical properties of natural wood and densified wood.
a, Stiffness (natural wood, 4.8 ± 0.9 GPa; densified wood, 51.6 ± 1.5 GPa). b, Scratch hardness (natural wood, 0.02 ± 0.0029 GPa; densified wood, 0.6 ± 0.025 GPa). c, Interferometer images of scratches on natural wood and densified wood, showing the notable decrease of the scratch depth of the densified wood owing to increased hardness. d, Charpy impact toughness (densified wood, 11.41 ± 0.5 J cm−2; natural wood, 1.38 ± 0.3 J cm−2). e, Hardness modulus (natural wood, 740.1 ± 115.4 pounds per inch; densified wood, 9454.5 ± 273.3 pounds per inch). f, i, l, Schematics of bending tests along three different directions. g, j, m, Corresponding flexural stress as a function of roller displacement (bending deflection) for natural wood and densified wood. h, k, n, Comparison of the corresponding flexural strengths of natural wood (with the roller along the T direction, 54.3 ± 5.1 MPa; perpendicular to wood growth direction, 4.4 ± 0.9 MPa; with the roller along the R direction, 42.6 ± 4.9 MPa; eight samples tested for each direction) and densified wood (with the roller along the T direction, 336.8 ± 11.3 MPa; perpendicular to wood growth direction, 79.5 ± 3.0 MPa; with the roller along the R direction, 315.3 ± 14.8 MPa; eight samples tested for each direction).
Extended Data Figure 4 Compressive strength of natural wood and densified wood.
a, d, g, Schematics of compression tests along three different directions. b, e, h, Corresponding compressive stress as a function of compressive displacement for natural wood and densified wood. c, f, i, Comparison of the corresponding compressive strengths of natural wood (L direction, 29.6 ± 2.0 MPa; R direction, 3.9 ± 0.6 MPa; T direction, 2.6 ± 0.4 MPa; eight samples tested for each direction) and densified wood (L direction, 163.6 ± 4.1 MPa; R direction, 203.8 ± 5.2 MPa; T direction, 87.6 ± 3.0 MPa; eight samples tested for each direction). j, Comparison of axial compressive strengths (along the L direction) of natural wood, delignified wood without hot-pressing, pressed natural wood without delignification, and densified wood (delignified and then hot-pressed). Insets illustrate the representative cross-section features of the four types of wood.
Extended Data Figure 5 Dimensional stability and mechanical properties of pressed natural wood, densified wood and surface-painted densified wood against moisture.
a, b, Photographs of pressed natural wood without delignification, densified wood (45% lignin removal and then hot-pressed) and surface-painted densified wood before (a) and after (b) sustaining 95% RH for 128 h. c, Change in thickness of the three wood samples over time. d, Percentage increase in thickness (pressed natural wood, 43.1% ± 1.4%; densified wood, 8.4% ± 0.9%; surface-painted densified wood, 0%). e, Tensile stress–strain curves of the three wood samples after sustaining 95% RH for 128 h. f, Strengths of the three wood samples before (pressed natural wood, 161.5 ± 18.8 MPa; densified wood, 548.8 ± 47.2 MPa; surface-painted densified wood, 541.7 ± 29.2 MPa) and after (pressed natural wood, 98.2 ± 12.6 MPa; densified wood, 493.1 ± 20.3 MPa; surface-painted densified wood, 535.9 ± 30.0 MPa) sustaining 95% RH for 128 h.
Extended Data Figure 6 Superb mechanical properties of various species of densified wood.
Comparison of the stress–strain curve, tensile strength and work of fracture for natural and densified woods of various species: the hardwoods oak and poplar, and the softwoods cedar and pine. a–c, Oak (natural wood strength, 115.3 ± 10.2 MPa; densified wood strength, 584.3 ± 29.8 MPa; natural wood work of fracture, 1.84 ± 0.1 MJ m−3; densified wood work of fracture, 5.3 ± 0.2 MJ m−3). d–f, Poplar (natural wood strength, 55.6 ± 8.0 MPa; densified wood strength, 431.5 ± 15.1 MPa; natural wood work of fracture, 0.48 ± 0.05 MJ m−3; densified wood work of fracture, 3.0 ± 0.1 MJ m−3). g–i, Cedar (natural wood strength: 46.5 ± 5.4 MPa; densified wood strength: 550.1 ± 47.4 MPa; natural wood work of fracture: 0.35 ± 0.06 MJ m−3; densified wood work of fracture, 3.3 ± 0.08 MJ m−3). j–l, Pine (natural wood strength, 70.2 ± 10.0 MPa; densified wood strength, 536.9 ± 24.7 MPa; natural wood work of fracture, 0.58 ± 0.07 MJ m−3; densified wood work of fracture, 3.03 ± 0.33 MJ m−3). m, Comparison of the structural and mechanical properties of the densified wood in this study and other previously reported10,11,12,13,14,15,16,17,18,19 densified wood materials made from different species of natural wood.
Extended Data Figure 7 Fracture surface (RL plane) of natural wood and densified wood.
a, c, The schematics of the natural wood and densified wood. b, SEM image of the fracture surface of the natural wood showing the pulling out and tearing of the hollow wood lumina along the fracture surface in the RL plane. d, SEM image of the fracture surface of the densified wood in RL plane showing the pulling out and fracture of wood fibres from the densely packed cell walls.
Extended Data Figure 8 Simulation model for natural wood and densified wood.
a, To obtain the compressed morphology of natural hollow wood fibres in simulations, we apply the reflective wall boundary condition and then gradually shrink one dimension of the simulation box so that the bundle is compressed laterally. b, c, Morphological view of uncollapsed (b) and collapsed (c) wood-fibre bundles during pulling. d–f, Effect of hydrogen bonding (HB). d, Simulation model to demonstrate the effect of hydrogen bonding. Two wood fibres slide along each other. e, The corresponding resistant forces with hydrogen bonding turned on and turned off (that is, voiding the Morse potential in the simulation force field) are calculated as a function of sliding displacement, respectively, showing that the hydrogen bonding would increase the resistant force by about ten times. f, The initial configuration of the seven-lumina bundle model used in the main text. These lumina each have a diameter of 6.26 nm and length of 8.95 nm. g, The values of the coarse-grained parameters used in the simulations.
Extended Data Figure 9 Comparison of tensile properties of X–Y stacking densified wood and monolayer densified wood.
a–c, Tensile properties of the natural wood and monolayer densified wood along the T direction: a, illustration of tensile direction, b, tensile stress–strain curves and c, tensile strengths along the T direction (natural wood, 5.1 ± 0.4 MPa; densified wood, 43.3 ± 2.0 MPa). d–f, Tensile properties of the X–Y stacking densified wood: d, illustration of the X–Y stacking densified wood and two perpendicular tensile directions, e, tensile stress–strain curves and f, the tensile strengths of the X–Y stacking densified wood along directions 1 and 2 are nearly the same (221.6 ± 20.0 MPa and 225.6 ± 18.0 MPa, respectively), much higher than that of natural wood and that of monolayer densified wood in the T direction.
Extended Data Figure 10 Ballistic test.
a, Schematics of the air-gun ballistic tester. b, Photograph of natural wood after ballistic test, showing relatively smooth wood surface after the projectile perforates the wood. c, d, SEM images of the fracture surface show that fracture takes place along the loosely bonded cell walls in natural wood. e, Photograph of monolayer densified wood after ballistic test, showing severely chapped wood surface after the projectile perforatesthe wood. f, g, SEM images of the fracture surface show enormous numbers of wood fibres pulled out from the densely packed cell walls, suggesting substantial energy dissipation during the projectile perforating the densified wood. h, Ballistic energy absorption of the monolayer densified wood (Y, 2.5 ± 0.1 kJ m−1; X, 4.3 ± 0.08 kJ m−1) and laminated densified wood (X–Y–X–Y–X laminate: 5.6 ± 0.2 kJ m−1; X–Y–X–Y–X laminate: 6.0 ± 0.1 kJ m−1) from both directions (X, fibre alignment direction; Y, perpendicular to fibre alignment direction). The insets show the schematics of the sample and holder. i–l, Simulation model used in Fig. 4c, d. i, j, End view and top view of the parallel wood fibre model, respectively. k, l, End view and top view of the sandwiched wood fibre model, respectively. These wood fibres (before being collapsed) have a diameter of 2.35 nm and a length of 15.34 nm.
Supplementary information
High-speed slow motion videos of ballistic tests
Top: natural wood; Middle: monolayer densified wood; Bottom: laminated densified wood. (MP4 28643 kb)
Rights and permissions
About this article

Cite this article
Song, J., Chen, C., Zhu, S. et al. Processing bulk natural wood into a high-performance structural material. Nature 554, 224–228 (2018). https://doi.org/10.1038/nature25476
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1038/nature25476
This article is cited by
-
Mechanical Behavior of Bamboo, and Its Biomimetic Composites and Structural Members: A Systematic Review
Journal of Bionic Engineering (2024)
-
Densification of fast-growing paulownia wood for tough composites with stab resistance
Cellulose (2024)
-
Structural engineered living materials
Nano Research (2024)
-
A strong, biodegradable, brush written all-wood-based flexible electronic device
Cellulose (2024)
-
High-performance wood-based thermoelectric sponges for thermal energy harvesting and smart buildings
Nano Research (2024)
Comments
By submitting a comment you agree to abide by our Terms and Community Guidelines. If you find something abusive or that does not comply with our terms or guidelines please flag it as inappropriate.
