
Abstract
The downsizing of solder balls results in larger interfacial intermetallic compound (IMC) grains and less Cu substrate consumption in lead-free soldering on Cu substrates. This size effect on the interfacial reaction is experimentally demonstrated and theoretically analyzed using Sn-3.0Ag-0.5Cu and Sn-3.5Ag solder balls. The interfacial reaction between the Sn-xAg-yCu solders and Cu substrates is a dynamic response to a combination of effects of interfacial IMC growth, Cu substrate consumption and composition variation in the interface zone. A concentration gradient controlled (CGC) kinetics model is proposed to explain the combined effects. The concentration gradient of Cu at the interface, which is a function of solder volume, initial Cu concentration and reaction time, is the root cause of the size effect. We found that a larger Cu concentration gradient results in smaller Cu6Sn5 grains and more consumption of Cu substrate. According to our model, the growth kinetics of interfacial Cu6Sn5 obeys a t1/3 law when the molten solder has approached the solution saturation and will be slower otherwise due to the interfering dissolution mechanism. The size effect introduced in this model is supported by a good agreement between theoretical and experimental results. Finally, the scope of application of this model is discussed.
Similar content being viewed by others


Introduction
Nowadays, the state-of-art soldering technologies are facing new challenges of modern microelectronic manufacturing, e.g., greater functionality and higher density circuit interconnections between Si chips and the substrates. The essential process in solder joining is the chemical reaction between Cu and Sn to form intermetallic compounds with a strong metallic bonding1. With the trend from two-dimensional to three dimensional integrated circuits (3D IC), the diameter of solder bumps on stack chips is downsizing from the current 100 μm to expected 1 μm in future2.
Since the solder volume will be reduced by a factor of 8 when the diameter is reduced by a factor of 2, the composition of the downsizing solder joints will be significantly affected. This is because of the dissolution of under bump metallizations (UBMs) or constituent element consumption by interfacial IMC formation and in turn the interfacial reaction will be affected. Therefore, size reduction of solder bumps is an additional detrimental factor for the reliability of solder joints. This is the focus of our modeling study.
Moreover, due to environmental concern of lead toxicity, lead-free solders are used to replace the traditional Sn-Pb solders. The most popular lead-free substitutes in industry are Sn-rich solder alloys such as Sn-Cu, Sn-Ag and Sn-Ag-Cu systems3. Because of the higher soldering temperatures and higher Sn contents of these lead-free solders comparing to the eutectic Sn-37Pb solder, severe interfacial reaction occurs4,5. This imposes a general reliability concern to lead-free soldering.
Many studies have already been carried out to investigate the size effect on the interfacial reaction in solder/Cu joints6,7,8,9,10. Choi et al.6 found that a thicker interfacial IMC layer formed if a thinner Sn layer was used. Chan et al.7,8 compared the interfacial reactions of Sn-37Pb and Sn-3.5Ag-0.5Cu solder balls of 500 and 760 μm in diameter and found that the Cu consumption in the larger solder balls was much higher than that in the smaller ones, whereas the mean thickness of the interfacial IMC was smaller for the larger solder balls. They concluded that, with a higher ratio of substrate area to solder volume, the IMC formation at the interface was dominant; otherwise IMC formation within the solder was dominant. Park et al.9 reported that the thickness of interfacial Cu6Sn5 layer increased as the size of solder balls decreased. They deduced that the dissolution rate of Cu in smaller solder balls was higher than that in larger solder balls. This is because it is easier for smaller solder balls to reach the solution saturation limit by interfacial reaction and consequently no more Cu will be dissolved from the substrate, as shown by Chang et al.10.
Although the size effect on the interfacial reaction between lead-free solder and Cu substrate was experimentally investigated, the mechanism has not been fully understood. Previously, Tu et al.11,12 proposed a ripening theory to describe the growth of scallop-type Cu6Sn5 grains during soldering. In that study, however, the size effect of solder joint was not considered. In the ripening theory, the interfacial scallop-type Cu6Sn5 grains on a constant interfacial area were idealized as hemispheres, thereby causing the total interfacial grains to have a constant surface while their volumes increase during the ripening reaction. It is a non-conservative ripening. The growth or the increase in the total volume of the scallops requires the simultaneous dissolution of Cu from the substrate into the molten solder via the channels between the scallops. On the other hand, the dissolution of some small scallops into the molten solder occurs due to ripening, yet it is with respect to the mean-field concentration, not to the concentration in the bulk of the molten solder which is far away from the scallops. So, a mean-field concentration liquid (i.e., negligible outflux of Cu) around the scallops is a necessary condition for the flux driven ripening (FDR) theory, where the increase of average grain size would obey a t1/3 law. In fact, however, the dissolution of Cu substrate into the molten solder to supply the IMC growth was experimentally demonstrated when the molten solder was unsaturated5,10.
Dybkov13 proposed a model considering the growth of IMC under conditions of simultaneous dissolution. This model yields a good agreement with experimental data when the liquid phase provides a large enough reservoir. The dissolution term in this model, however, is not appropriate for small volume solder joints. For downsizing solder balls as used in electronic industry, the modifications of the dissolution term is necessary in order to adequately model the interfacial reaction in the downsizing solder joints, which will be quantitatively analyzed here.
In the present work, a concentration gradient controlled (CGC) kinetics model is proposed to explain the size effect on the interfacial reaction between Sn-xAg-yCu solders and Cu substrates. The growth kinetics of the interfacial IMC and the dissolution rate of Cu substrate were simulated on the basis of the model. A variety of solder compositions, including Sn-3.0Ag-0.5Cu and Sn-3.5Ag, were used to demonstrate the application of the proposed model.
Results
The size effect and the corresponding model
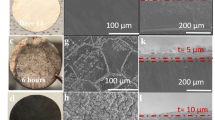
Fig. 1 shows the schematic of the solder balls with four different diameters on Cu substrates before reflow. Fig. 2 shows the top-view SEM images of Cu6Sn5 grains for Sn-3.0Ag-0.5Cu and Sn-3.5Ag solder balls with different diameters after the initial reflow at 250°C. The common scallop-type Cu6Sn5 grains formed at the interfaces during the wetting reactions. However, the size of Cu6Sn5 grains decreases remarkably as the diameter of solder balls increases from 200 μm to 500 μm. The average diameter of the Cu6Sn5 grains for 200 μm Sn-3.0Ag-0.5Cu solder balls was 5.2 μm, while that for 500 μm solder balls was 2.44 μm. Similarly, for Sn-3.5Ag solder balls, the average diameter of the Cu6Sn5 grains decreased from 4.7 μm to 1.76 μm when the diameter of the solder balls increased from 200 μm to 500 μm. It is noted that the size of Cu6Sn5 grains for 200 μm solder balls was more than twice of that for 500 μm solder balls. The experimental results further demonstrated that this difference in the grain size still existed even after 5 reflows, which clearly demonstrates the size effect.

Schematic of Cu/solder joints before reflow.

Top-view images of Cu6Sn5 grains for Sn-3.0Ag-0.5Cu solder balls with diameters of (a) 200, (b) 300, (c) 400 and (d) 500 μm; and those for Sn-3.5Ag solder balls with diameters of (e) 200, (f) 300, (g) 400 and (h) 500 μm after the initial reflow.
To explain the size effect, the Cu diffusion behavior in Sn-3.0Ag-0.5Cu and Sn-3.5Ag solder balls with different diameters was simulated by a finite element method (FEM). The diffusion characteristics of Cu atoms in liquid solder was assumed to obey Fick's second law. The solder/Cu6Sn5 interface is set to have a constant Cu concentration of 1.5 wt. % (Ce), which is the solubility limit of Cu in the liquid solder at 250°C14. The average diffusivity D of Cu atoms in liquid solder during soldering is set to be 2.5 × 10−9 m2/s.
Fig. 3 shows the 2D slices of the simulated concentration distributions of Cu in Sn-3.0Ag-0.5Cu and Sn-3.5Ag solder balls with different diameters after the initial reflow. Smaller solder balls (200 and 300 μm in diameter) are almost saturated while larger ones are far from the solution saturation after the initial reflow (45 s) for both Sn-3.0Ag-0.5Cu and Sn-3.5Ag solders. This is due to the fact that smaller solder balls dissolve significantly less Cu than larger solder balls, since the volume of a ball is third power of its diameter. Although the total amount of dissolved Cu, i.e., the consumption of the Cu substrate, is higher for larger solder balls, the average Cu concentration in those balls is still smaller. The experimental Cu concentration distributions in different diameter Sn-3.5Ag solder balls are listed in Table 1, which are consistent with the simulated results. Fig. 4 shows the average Cu concentrations in different diameter solder balls as a function of time. In general, larger solder balls have a lower average Cu concentration and the difference in the average Cu concentration is significant at the early stage of reaction. Consequently, the absolute value of Cu concentration gradient dc/dx at the interface is also higher for larger solder balls, as shown in Fig. 5. The Cu concentration gradient is considered as the driving force of dissolution of Cu atoms. The dissolution kinetics of Cu substrate is related to the size of interfacial Cu6Sn5 grains because grain boundary diffusion (in fact liquid channel diffusion12) is the controlling mechanism of Cu atoms through the interfacial IMC layer5. Larger Cu concentration gradient at the interface results in larger Cu flux from the interface zone into the liquid solder and thus smaller size of interfacial Cu6Sn5 grains, i.e., larger grain boundary (channel) areas are available to facilitate rapid diffusion of Cu atoms through the interfacial IMC layer and in turn accelerate the dissolution rate of Cu atoms from the substrate into the liquid solder. Therefore, the interfacial reaction in solder joints is a dynamic response to a combination of effects of IMC growth, consumption of Cu substrate and composition variation at the interface.

Simulated Cu concentration distributions in different diameter (a) Sn-3.0Ag-0.5Cu and (b) Sn-3.5Ag solder balls after one reflow (45 s).

Simulated average Cu concentrations as a function of time in different diameter (a) Sn-3.0Ag-0.5Cu and (b) Sn-3.5Ag solder balls.

Simulated Cu concentration gradients at the Cu6Sn5/solder interfaces for different diameter (a) Sn-3.0Ag-0.5Cu and (b) Sn-3.5Ag solder balls.
Based on these analyses, a model was established to describe the kinetics of the interfacial reaction in Sn-xAg-yCu/Cu solder joints. Fig. 6(a) shows the schematic of Cu influx Jin and Cu outflux Jout. Jin represents the flux of Cu atoms into the Cu6Sn5/solder interfacial zone, which is the sum of three fluxes (J1, J2 and J3), as shown in Fig. 6(b). J1 represents the Cu flux diffusing along the grain boundaries from the Cu substrate into the Cu6Sn5/solder interface zone; J2 represents the Cu flux diffusing from the Cu substrate to the Cu6Sn5/solder interface zone via bulk diffusion through the IMC grains; J3 represents the direct dissolution of Cu6Sn5 grains into the molten solder at the Cu6Sn5/solder interfacial zone. The first term, J1, is considered to be dominant, since it is known that the consumption of the Cu substrate is grain boundary diffusion (channel diffusion) controlled during reflow-soldering process5,11,12,15. Therefore, for simplicity, it is assumed that the flux J1 equals Jin. Jout represents the Cu flux diffusing from the Cu6Sn5/solder interface zone into the molten solder. It is considered that some Cu atoms supplied by Jin feed the growth of interfacial Cu6Sn5 and the other Cu atoms dissolve into the molten solder. As a result, the Cu consumption is dominantly contributed by Jin; the IMC growth is contributed by the difference between Jin and Jout. Consequently, a mathematic model on the kinetics of the interfacial reaction can be established based on the mass fluxes of Jin and Jout.

Schematic diagrams of interfacial Cu fluxes and Cu6Sn5 grains.
(a) cross-section view of the solder joints and the Cu fluxes at the interface; (b) three influxes of Cu into the solder; (c) 3-D model of the Cu6Sn5 grain; (d) top-view of the Cu6Sn5 grains; (e) the Cu6Sn5 grains with a side length of l and a grain boundary (channel) width of δ.
The existence of thin Cu3Sn layer is ignored in this model, since it is not a diffusion barrier and has little effect on Cu diffusion11,12. The deposition of Cu atoms on the interfacial IMC during cooling is also neglected in this model16,17,18. Meanwhile, the morphology of interfacial Cu6Sn5 grains is assumed to have a scallop top and a hexagonal pillar structure, as shown in Fig. 6(c)19. The grains are densely packed over the whole interface, as shown in Fig. 6(d). Fig. 6(e) shows the schematic of Cu6Sn5 grains that have an average side length of l and a channel width of δ. To reduce the unknown parameter, it is reasonable to assume that l equals the average thickness of interfacial Cu6Sn5 layer, since an approximately linear relationship between the average diameter of scallop Cu6Sn5 grains and the thickness of interfacial IMC layer was exhibited15.
The mass influx of Cu atoms is approximately expressed as

where D is the diffusivity of Cu atoms at grain boundary (liquid channel between neighboring grains and it is assumed to equal the diffusivity of Cu atoms in the liquid solder), SGb is the ratio of grain boundary (channel) area to the whole area, Ce is the equilibrium concentration of Cu (in wt.%) in solder at the planar interface between Cu6Sn5 and molten solder and Cb is the equilibrium concentration of Cu (in wt.%) in solder at the interface between substrate and solder at the bottom of grain boundary12.
Considering that Aa and Ab represents the interfacial areas occupied by grains and grain boundaries, respectively, the total area A is expressed as A = Aa + Ab. If N is the number of grains in the total area, then

and

so that

From Fick's first law, the mass outflux of Cu atoms is expressed as

where dC/dx represents the Cu concentration gradient at the solder/Cu6Sn5 interface in the direction normal to the interface, which can be obtained in the simulation process.
The growth rate of interfacial Cu6Sn5 and the consumption rate of Cu substrate are described as

and

where w is the weight fraction of Cu in Cu6Sn5, ρsolder is the mass density of solder (the density variation subject to the change of Cu concentration is ignored), ρIMC is the mass density of Cu6Sn5 and ρCu is the mass density of Cu.
Substituting SGb in equation (6) and equation (7) with equation (4), the final formats can be derived:


Comparison of calculated and experimental results
In the calculation, a fourth/fifth-order Ronge-Kutta-Fehlberg algorithm was applied to numerically integrate equations (8) and (9). Assuming δ = 0.05 μm12, Cb-Ce ≈ 0.00112, ρCu = 8.96 g/cm3, ρSolder = 7.4 g/cm3, ρIMC = 8.28 g/cm310 and w = 0.39, the thickness of interfacial Cu6Sn5 and the consumption of Cu substrate as a function of reaction time for different diameter solder balls were finally obtained. To make equation (8) meaningful, an initial IMC thickness, which can be obtained by setting equation (8) to be zero, was set to conduct the calculation. This treatment is of physical meaning since there should be a critical grain size that the IMC grains can grow if larger than it. The calculated value of initial IMC thickness ranged from 0.1 to 0.5 μm, which is similar to the experimental value in the literature20.
Figs. 7 and 8 show the simulated thicknesses of interfacial Cu6Sn5 and the consumptions of Cu substrates as a function of reaction time for the four different diameter Sn-3.0Ag-0.5Cu and Sn-3.5Ag solder balls, respectively. For comparison, the experimental results are displayed by solid symbols while the simulated results are displayed by empty symbols. It is shown that the calculated data are in good agreements with the experimental results. The size effect that smaller solder balls have thicker interfacial Cu6Sn5 layers and less consumptions of Cu is clearly demonstrated by both the calculated and experimental results. The thickness of interfacial Cu6Sn5 layer has an abrupt rise at the early beginning, even though the dissolution of Cu substrate into the molten solder is large at this time. However, the growth rate of the interfacial Cu6Sn5 slows down after the initial ramp, which is due to the fact that the Cu6Sn5 grains formed at the early beginning constrain Jin, while Jout remains large since the solder balls are still unsaturated and thus a large Cu concentration gradient still exists, especially for larger solder balls. After prolonged reaction time, though Jout goes down, Jin decreases faster than Jout due to the continuously thickening of interfacial Cu6Sn5 layer, resulting in a smaller difference between Jin and Jout and thus a smaller growth rate.

Calculated and experimental results in four different size Sn-3.0Ag-0.5Cu/Cu joints: (a) interfacial Cu6Sn5 thickness and (b) consumption of Cu substrate.

Calculated and experimental results in four different size Sn-3.5Ag/Cu joints: (a) interfacial Cu6Sn5 thickness and (b) consumption of Cu substrate.
The consumption rate of Cu substrate is significantly high at the early beginning and then gradually decreases, which is in accordance with the above explanation of the growth behavior of interfacial IMC. The fast growth of interfacial Cu6Sn5 layer and the rapid dissolution of Cu into the molten solder results in the high consumption rate of Cu substrate at the early beginning stage13. The continuously thickening of IMC layer and reducing of grain boundary areas decrease the consumption rate of Cu substrate.
To verify the model, the experimental data on the thickness of interfacial IMC and the consumption of Cu in the literature10 were compared with the calculated data using the present model. Since the reflow-soldering temperature varied and the peak temperature was 235°C, an appropriate D value of 2.2 × 10−9 m2/s was chosen in the calculation. The solubility of Cu is set to be 1.2 wt.% at 235°C14. The calculated values of interfacial IMC thicknesses are shown in Fig. 9(a) and the corresponding experimental results are shown in Fig. 9(b). The calculated values are in good agreements with the experimental results, despite that the calculated values are about 1 μm smaller than the experimental ones after the first reflow and 1 μm larger after the fifth reflow. The deviation arises probably because the physical parameters chosen in the present work might slightly deviate from the real values. In addition, the average thickness of Cu6Sn5 lacked a clear dependency on the initial Cu concentration in the solder in that experimental result, as shown in Fig. 9(b)10, while the calculated results using the present model can precisely reveal the small difference in the thickness of interfacial Cu6Sn5 IMC layer that was caused by the difference in the initial Cu concentration, as shown in Fig. 9(a). The higher the initial Cu concentration in the solder was, the thicker the interfacial IMC layer would be. Fig. 10(a) shows the calculated values of Cu consumptions using the present model. These calculated values are in good agreements with the experimental results presented in the literature10, as shown in Fig. 10(b).

Interfacial Cu6Sn5 thicknesses in solder/Cu joints with different initial Cu concentrations: (a) calculated and (b) experimental10, one reflow cycle is 90 s.

Consumptions of Cu substrates in solder/Cu joints with different initial Cu concentrations: (a) calculated and (b) experimental10, one reflow cycle is 90 s.
Concept of Cu concentration gradient
Size Effect on Interfacial Reaction
The size effect on interfacial reaction is explained based on the Cu concentration gradient at the interface. As shown in Fig. 6, larger solder balls have a higher Cu concentration gradient at the interface, resulting in larger outflux of Cu and consequently resulting in smaller interfacial Cu6Sn5 grains and more consumption of Cu substrate. Furthermore, the Cu concentration gradient at the interface of larger solder balls affects the interfacial reaction for a longer period of time, since larger molten solders approach the solution saturation slowly. This enhances the differences in the thickness of interfacial IMC and the consumption of Cu substrate. The size effect that smaller interfacial Cu6Sn5 grains formed in larger solder balls can be understood on the basis of these mutually reinforcing effects. It is the difference in the Cu concentration gradient at the interface that eventually accounts for the size effect.
Affected by the Cu concentration gradient, larger solder balls had a larger difference in IMC thickness. As shown in Fig. 7(a) and Fig. 8(a), although the volume ratio of 300 μm balls to 200 μm balls is 3.38, the interfacial Cu6Sn5 of 200 μm solder balls exceeded that of 300 μm balls by around 0.2 μm in thickness, but in contrast the difference in the interfacial IMC thickness is 1 μm between 400 μm and 500 μm solder balls, where the volume ratio of 500 μm balls to 400 μm balls is 1.95. This is due to the fact that for smaller solder balls, a shorter time is needed to reach the solution saturation of Cu, which significantly reduces the effective time for the Cu concentration gradient to affect the interfacial IMC growth.
Effect of initial Cu concentration
The calculated data showed that the growth kinetics of interfacial IMC in Sn-3.0Ag-0.5Cu solder balls was higher than those in Sn-3.5Ag solder balls, as shown in Fig. 7(a) and Fig. 8(a). It is concluded that 0.5 wt. % Cu addition had an effect on the growth of interfacial IMC, which agrees with the experimental results. The measured thicknesses of interfacial Cu6Sn5 IMC layers after the initial reflow ranged from 2.6 μm (500 μm) to 3.6 μm (200 μm) for Sn-3.0Ag-0.5Cu solder balls and from 1.9 μm (500 μm) to 2.9 μm (200 μm) for Sn-3.5Ag solder balls, respectively. A difference of around 0.7 μm in the interfacial IMC thickness was revealed after the initial reflow. The reason for this phenomenon is attributed to the different Cu concentration gradients normal to the interfaces, as shown in Fig. 5(a) and (b). Smaller initial Cu concentration results in higher interfacial Cu concentration gradient and thus smaller interfacial Cu6Sn5 grains.
An additional experiment was conducted to further verify this concept and the detailed information was described in the Methods section. As shown in Fig. 11(a), larger Cu6Sn5 grains formed during the first interfacial reaction between the Sn-3.5Ag-0.75Cu solder ball and Cu pad, while after the further reaction with the Sn-3.5Ag solder ball, as shown in Fig. 11(b), the size of Cu6Sn5 grains became smaller, indicating that a larger interfacial Cu concentration gradient resulted in smaller interfacial Cu6Sn5 grains.

Top-view images of Cu6Sn5 grains for (a) Sn-3.5Ag-0.75Cu solder balls reflow-soldered on Cu pad and (b) Sn-3.5Ag solder balls reflow-soldered on the top of (a).
It was reported that the Cu concentration had a strong effect on the Cu consumption10, but this effect also depends on the size of the solder joints. As shown in Fig. 7(b) and Fig. 8(b), the initial Cu concentration has a significant effect on the Cu consumption for larger solder joints. As to the 500 μm solder balls, the measured consumptions of Cu substrates after the initial reflow were 7.16 μm for Sn-3.0Ag-0.5Cu/Cu joints and 9.87 μm for Sn-3.5Ag/Cu joints, i.e., the Cu consumption is higher in solder joints with a smaller initial Cu concentration. The role of initial Cu concentration on the Cu consumption in smaller solder balls (for the 200 μm case) is weakened. The measured consumptions of Cu substrates after the initial reflow were 1.99 μm for Sn-3.0Ag-0.5Cu/Cu joints and 2.17 μm for Sn-3.5Ag/Cu joints. This is because smaller solder balls would quickly reach the solution saturation of Cu within 45 s for both Sn-3.0Ag-0.5Cu/Cu and Sn-3.5Ag/Cu joints, as shown in Fig. 3 and Fig. 4. As a result, the effective time of the Cu concentration gradient was greatly reduced.
As the consumed Cu either transformed into interfacial IMCs or dissolved into the molten solder, the consumption of Cu was the sum of the consumption by interfacial IMC formation and the outflux of Cu Jout. Although the interfacial Cu6Sn5 IMC layers for Sn-3.5Ag solder balls were about 0.7 μm less than those for Sn-3.0Ag-0.5Cu solder balls (Fig. 8(a) and 9(a)), the consumptions of Cu for Sn-3.5Ag solder balls were obviously higher than those for Sn-3.0Ag-0.5Cu solder balls (Fig. 8(b) and 9(b)). This is because that Jout is proportional to the Cu concentration gradient and solder balls with a smaller initial Cu concentration (Sn-3.5Ag) have a higher Cu concentration gradient at the interface and consequently a higher Jout and further results in a higher Cu consumption after a same period of soldering time, compared with solder balls with a higher initial Cu concentration (Sn-3.0Ag-0.5Cu).
Discussion
It has been reported that the growth kinetics of interfacial Cu6Sn5 follows a t1/3 law in the Cu saturated molten solder, where the diffusion is grain boundary diffusion (channel diffusion) controlled5,11,12,15. When the molten solder reaches the solution saturation of Cu, Jout will become zero and Jin will fully supply the growth of interfacial IMC. Thus, the growth rate can be expressed as

As the value of l is usually tens or hundreds times larger than that of δ, l is negligible comparing to  , therefore dl/dt∝1/l2, which indicates a t1/3 dependence of interfacial IMC growth. The model proposed in the present work is also applicable to the t1/3 case.
, therefore dl/dt∝1/l2, which indicates a t1/3 dependence of interfacial IMC growth. The model proposed in the present work is also applicable to the t1/3 case.
When the solder is unsaturated, the growth kinetics of interfacial IMC is expected to deviate from the t1/3 law due to the Jout term in equation (8). This term restricts the fast growth of IMC at the early stage of reaction, which results in the slower growth kinetics than that of t1/3. When the solution saturation is reached, the growth kinetics approaches t1/3 growth rate. Thus, for smaller solder joints, the growth kinetics of interfacial Cu6Sn5 is closer to a t1/3 law since the molten solder rapidly reaches the solution saturation, as shown in Figs. 7(a) and 8(a).
It is emphasized that the growth kinetics of interfacial Cu6Sn5 is the result of the interaction of the two fluxes, i.e., the difference between Jin and Jout. Whether the growth of IMC is enhanced or restrained is determined by the two fluxes.
Previously, Dybkov13 proposed an IMC growth and dissolution mechanism where the dissolution is related to the solder volume. The growth kinetics of interfacial IMC is expressed as

where k0B1 and k0A2 are chemical constants, k1B1 and k1A2 are diffusion constants, a = kS/V and b = csk/ρφ, cs is the saturation concentration of Cu in the solder, ρ is the density of Cu6Sn5, S is the surface area of the dissolving solid, V is the volume of the liquid phase and φ is the mass fraction of Cu in the dissolved Cu6Sn5. The dissolution rate constant k is expressed as k = D/δ′, where δ′ represents the thickness of the diffusion boundary layer.
The third term on the right side of equation (11) is deduced from the following equation:

where C is the concentration of the dissolved substance in anywhere of the liquid phase (solder) outside of the diffusion boundary layer at time t. In equation (12), it is assumed that the volume of liquid solder outside the diffusion boundary layer equals the volume of the total liquid (V), which means that the volume of the diffusion boundary layer is neglected. Thus, in Dybkov's model, δ′ must be much smaller than the height of the liquid phase (solder).
Dybkov's model is successful in describing the IMC growth in the bulk liquid solder, however, it yields no satisfactory fit for small volume solder joints such as BGA solder balls and flip chip bumps, i.e., the size effect on the interfacial reaction cannot be described using that model. One reason is that the thickness of the hypothetical diffusion boundary layer δ′, which is usually in the magnitude of 100 μm, is very small compared to the dimension of the bulk liquid solder in that model. However, since small solder joints have a diameter comparable to the dimension of δ′, the model cannot describe the growth behavior of interfacial IMC in this case. The second reason is that the effect of grain boundary on the growth of interfacial IMC is not considered in that model. The grain boundary diffusion has a significant effect on the growth of interfacial IMC grains, due to the interfering dissolution mechanism of Cu into the solder5.
In summary, the size effect on the kinetics of interfacial reaction between the lead-free solder balls (Sn-3.0Ag-0.5Cu and Sn-3.5Ag) and Cu substrates was experimentally demonstrated. The downsizing of solder balls resulted in larger interfacial Cu6Sn5 grains, thicker interfacial IMC layer, less consumption of Cu substrate and higher average Cu concentration in the molten solder in lead-free soldering on Cu substrate. Theoretically, a CGC model on the kinetics of interfacial reaction is proposed, which is based on grain boundary diffusion (channel diffusion) controlled mass transport, interrelationship and mutual acting mechanism of these factors in wetting reaction process. The Cu concentration gradient at the interface, which is a function of solder volume, initial Cu concentration and soldering time, is the root cause of the size effect. The growth kinetics of interfacial Cu6Sn5 obeys a t1/3 law when the molten solder has approached the solution saturation and is slower otherwise due to the interfering dissolution mechanism. The size effect introduced in this model is also applicable to the previously reported work.
Methods
Sn-3.0Ag-0.5Cu and Sn-3.5Ag solder balls with four different diameters (200, 300, 400 and 500 μm) were reflow-soldered on Cu substrates with an opening diameter of 250 μm. The samples were subjected to one single reflow or multiple reflows for up to 5 times with a peak temperature of 250°C and a total duration of 45 s above the melting point.
An additional experiment was conducted. A Sn-3.5Ag-0.75Cu solder ball of 400 μm in diameter was first reflow-soldered on a Cu pad at 250°C for 45 s and then the bulk solder bump was etched away to expose the interfacial Cu6Sn5 grains on the Cu pad. Subsequently, a Sn-3.5Ag solder ball of 400 μm in diameter was placed and then reflow soldered on the exposed interfacial Cu6Sn5 grains on Cu pad with the same soldering condition, in order to observe the size change of the interfacial Cu6Sn5 grains.
The as-soldered samples were cleaned in an ultrasonic bath using ethanol to remove the remaining flux. They were subsequently embedded into epoxy resin, mechanically ground and polished for microstructural observation. Finally, the samples were carefully etched to enhance topography and contrast of the cross-sectional microstructure. For top-view images of the solder/Cu interfaces, the samples were etched in a 10 vol. % HNO3 aqueous solution to remove the bulk solders in order to expose the interfacial IMC grains.
The microstructure in cross-section and top-view perspectives were examined using a scanning electron microscope (SEM), combined with an energy dispersive X-ray spectrometer (EDX). The average thicknesses of both IMC layer and consumption of Cu substrate were determined by dividing their areas by the linear lengths of the interfaces measured using an imaging processing software from the cross-sectional images.
References
Tu, K. N. Solder Joint Technology: Materials, properties and reliability Vol. 92 Springer Series in Materials Science [Hull, R., Jagadish, C., Osgood, R. M., Parisi, J., Wang, Z. M., Uchida, S.-i. & Seong, T.-Y. (eds.)] (Springer-Verlag, New York, 2007).
Hsiao, H. Y. et al. Unidirectional growth of microbumps on (111)-oriented and nanotwinned copper. Science 336, 1007–1010 (2012).
Li, Y., Moon, K. S. & Wong, C. P. Electronics without lead. Science 308, 1419–1420 (2005).
Laurila, T., Vuorinen, V. & Kivilahti, J. K. Interfacial reactions between lead-free solders and common base materials. Mater. Sci. Eng. R 49, 1–60 (2005).
Huang, M. L., Loeher, T., Ostmann, A. & Reichl, H. Role of Cu in dissolution kinetics of Cu metallization in molten Sn-based solders. Appl. Phys. Lett. 86, 181908 (2005).
Choi, W. K., Kang, S. K. & Shih, D. Y. A study of the effects of solder volume on the interfacial reactions in solder joints using the differential scanning calorimetry technique. J. Electron. Mater. 31, 1283–1291 (2002).
Sharif, A., Chan, Y. C. & Islam, R. A. Effect of volume in interfacial reaction between eutectic Sn–Pb solder and Cu metallization in microelectronic packaging. Mater. Sci. Eng. B 106, 120–125 (2004).
Islam, M. N., Sharif, A. & Chan, Y. C. Effect of volume in interfacial reaction between eutectic Sn-3.5% Ag-0.5% Cu solder and Cu metallization in microelectronic packaging. J. Electron. Mater. 34, 143–149 (2005).
Park, Y. S. et al. Effects of fine size lead-free solder ball on the interfacial reactions and joint reliability. Proceedings of the 60th IEEE Electronic Components and Technology Conference, Las Vegas, NV, USA. New York: IEEE (2010, June 1–4).
Chang, C. C., Lin, Y. W., Wang, Y. W. & Kao, C. R. The effects of solder volume and Cu concentration on the consumption rate of Cu pad during reflow soldering. J. Alloys Compd. 492, 99–104 (2010).
Kim, H. K. & Tu, K. N. Kinetic analysis of the soldering reaction between eutectic SnPb alloy and Cu accompanied by ripening. Phys. Rev. B 53, 16027–16034 (1996).
Gusak, A. M. & Tu, K. N. Kinetic theory of flux-driven ripening. Phys. Rev. B 66, 115403 (2002).
Dybkov, V. I. Growth kinetics of chemical compound layers (Cambridge International Science Publishing, Cambridge, 1998).
Moon, K. W., Boettinger, W. J., Kattner, U. R., Biancaniello, F. S. & Handwerker, C. A. Experimental and thermodynamic assessment of Sn-Ag-Cu solder alloys. J. Electron. Mater. 29, 1122–1136 (2000).
Li, J. F., Mannan, S. H., Clode, M. P., Whalley, D. C. & Hutt, D. A. Interfacial reactions between molten Sn–Bi–X solders and Cu substrates for liquid solder interconnects. Acta Mater. 54, 2907–2922 (2006).
Gong, J. C., Liu, C. Q., Conway, P. P. & Silberschmidt, V. V. Evolution of CuSn intermetallics between molten SnAgCu solder and Cu substrate. Acta Mater. 56, 4291–4297 (2008).
Schaefer, M., Laub, W., Fournelle, R. A. & Liang, J. Design and Reliability of Solders and Solder Interconnects [Mahindharas, R. K. (ed.)] (The Minerals, Metals and Materials Society, Warrendale, PA, 1997).
Prakash, K. H. & Sritharan, T. Interface reaction between copper and molten tin-lead solders. Acta mater. 49, 2481–2489 (2001).
Schaefer, M., Fournellle, R. A. & Liang, J. Theory for intermetallic phase growth between Cu and liquid Sn-Pb solder based on grain boundary diffusion control. J. Electron. Mater. 27, 1167–1176 (1998).
Gagliano, R. A., Ghosh, G. & Fine, M. E. Nucleation kinetics of Cu6Sn5 by reaction of molten tin with a copper substrate. J. Electron. Mater. 31, 1195–1202 (2002).
Acknowledgements
This work is supported by the National Natural Science Foundation of China under Grant Nos. 51475072 and 51171036. The authors thank Prof. K.N. Tu at UCLA for valuable comments and discussion. One of the authors (M.L. Huang) thanks the Alexander von Humboldt Foundation for the award of a research fellowship.
Author information
Authors and Affiliations
Contributions
M.L.H. designed the experiments and proposed the mechanism. F.Y. carried out the experiments and performed simulations.
Ethics declarations
Competing interests
The authors declare no competing financial interests.
Rights and permissions
This work is licensed under a Creative Commons Attribution-NonCommercial-NoDerivs 4.0 International License. The images or other third party material in this article are included in the article's Creative Commons license, unless indicated otherwise in the credit line; if the material is not included under the Creative Commons license, users will need to obtain permission from the license holder in order to reproduce the material. To view a copy of this license, visit http://creativecommons.org/licenses/by-nc-nd/4.0/
About this article

Cite this article
Huang, M., Yang, F. Size effect model on kinetics of interfacial reaction between Sn-xAg-yCu solders and Cu substrate. Sci Rep 4, 7117 (2014). https://doi.org/10.1038/srep07117
Received:
Accepted:
Published:
DOI: https://doi.org/10.1038/srep07117
This article is cited by
-
Comparative study of solder size and volume effect on properties of Sn–3.0Ag–0.5Cu joints during isothermal aging
Journal of Materials Science: Materials in Electronics (2023)
-
Effects of solder ball size and reflow cycles on properties of Sn-3.0Ag-0.5Cu/Cu joints
Journal of Materials Science: Materials in Electronics (2023)
-
Effects of solder thickness on interface behavior and nanoindentation characteristics in Cu/Sn/Cu microbumps
Welding in the World (2022)
-
Investigating the physical, mechanical, and reliability study of high entropy alloy reinforced Sn–3.0Ag–0.5Cu solder using 1608 chip capacitor/ENIG joints
Journal of Materials Science: Materials in Electronics (2022)
-
Microstructure refinement, thermodynamic characteristic, wettability and shear strength of Bi-added rapid solidification SAC305 solder
Journal of Materials Science: Materials in Electronics (2022)
Comments
By submitting a comment you agree to abide by our Terms and Community Guidelines. If you find something abusive or that does not comply with our terms or guidelines please flag it as inappropriate.
