
Abstract
Cement production is a main source of carbon emissions. Decarbonization options exist, but their climate change mitigation potential, feasibility and environmental implications are still unclear. Here we assess 15 decarbonization options for the European cement industry under current and future conditions. Climate impacts per tonne of clinker produced today in European countries vary between 832 and 1,075 kg CO2-equivalents. Decarbonization options at various maturity levels can mitigate between 7 and 135 Mt CO2-equivalents per year (4–108% of today’s annual emissions from European cement plants), with a range of synergies and trade-offs. Solutions such as alternative fuels or technological improvements reduce climate impacts up to 30%, while a mix of ambitious complementary measures achieves a mitigation of about 50% by 2050. Only rapid and large-scale implementation of carbon capture and storage can approach climate neutrality. Carbon capture for production of e-fuels presents no significant mitigation benefits while it increases other environmental impacts.
Similar content being viewed by others


Main
Cement is a main construction material in modern societies. Worldwide, 30 billion tonnes of concrete are annually produced1, resulting in about 2.3 billion tonnes of CO2 emissions (6–8% of global emissions)2. Following the European ambitions to become climate neutral, the cement sector faces transformational challenges to cut its CO2 emissions. A main challenge is the production of clinker, the main constituent of cement formulations. About 60% of CO2 emissions from clinker production come from calcination reactions converting limestone to calcium oxide, with the remaining emissions originating from combustion of fuels (predominantly coal) and process operations3,4. Because of the inherent challenges to reduce emissions from clinker production, the cement industry is a main contributor to future residual emissions, hard-to-abate emissions that probably require compensation via carbon removals in a net-zero future5.
Existing mitigation measures in the cement industry include changes in fuel use6,7,8, clinker substitution9,10 and carbon capture and storage (CCS)11,12,13,14,15,16, and effects of their implementation have been investigated at global3,9,17, European18,19,20 and national21,22,23,24 scales. There is a large variability in outcomes, depending on the considered mitigation option, technology, fuel mix and plant location, among other factors. CCS, a technology now reaching commercial scales, typically provides larger climate benefits than more conventional mitigation options, such as energy efficiency or alternative fuels. Trade-offs with other environmental aspects, especially human health, energy use and water depletion, have been observed for some decarbonization options, especially CCS9,13,19,22,25. The utilization of CO2 captured at cement plants is often promoted to reduce mitigation costs26,27, but analyses are still limited and effective climate benefits unclear28,29. Demand-side options that reduce the clinker use in buildings also exist and could achieve about one-third of the potential emissions savings of supply-side measures30,31,32.
Existing studies assess mostly one or a few decarbonization options at the time and do not typically integrate changes in cement plants within a context of dynamic technical and socioeconomic aspects, such as those involved in ongoing transformations of electricity and energy systems. When a broader view is considered, average factors and simplified approaches are often used, and sometimes a life-cycle perspective to capture direct and indirect effects across multiple sustainability dimensions is missing. A prospective analysis quantified the average climate benefits of some decarbonization options for an idealized European cement plant16, but implications for other sustainability aspects, differences across countries and mitigation potentials at a continental scale remain unexplored. These limitations hinder an understanding of how multiple measures compare with each other and how much they contribute (either individually or combined) to reduce emissions from the European cement sector. With climate change being only one of many sustainability challenges, a comprehensive assessment should include multiple environmental dimensions to facilitate an early-stage identification (and prevention) of potential trade-offs33,34,35. A bottom-up and future-oriented life-cycle assessment (LCA) integrating cement production plant data with a wide set of decarbonization measures can unravel mitigation potentials and barriers of a sustainability transition in Europe.
In this Article, we assess the sustainability implications at a continental and country-level resolution of implementing a range of climate change mitigation options in the European cement industry up to 2050. Relative to a business-as-usual development of the sector, 15 decarbonization options (Table 1) made of individual measures (for example, alternative fuels such as biomass, natural gas or hydrogen; technological improvements; clinker substitution; CCS; carbon capture for production of electrofuels (e-fuels)) and their combinations (for example, alternative fuels and CCS) are assessed and their climate change mitigation potential quantified and compared. The analysis includes other environmental aspects at risks of trade-offs with mitigation9,13,17,36, such as fossil fuel use, water depletion and human health, and an overview of the techno-economic challenges of each option, with an evaluation of technology maturity and costs. The mix of plant technologies currently used for clinker production in each European country is considered, with the associated specific emission factors of air pollutants and plant requirements of energy, fuel and water inputs. Projections of future changes in technical and socioeconomic conditions are explicitly embedded by integrating scenario data from integrated assessment models (IAMs) with LCA background processes (Methods). A Monte Carlo uncertainty analysis explores the robustness of the results to a variety of process factors and model uncertainties. Results are presented as statistical outcomes from 10,000 repetitions of the analysis performed by randomly selecting any possible value within the uncertainty ranges.
Results
Current environmental impacts
Life-cycle climate impacts from today’s clinker production in Europe vary by country, primarily because of variability in technology, shares of alternative fuels and electricity mixes (Fig. 1). The weighted average impact of European clinker production is 926 ± 33 kgCO2-equivalent (CO2e) per tonne (mean ± 5th/95th percentiles), but impacts range from 832 ± 29 kgCO2e in Norway to 1,075 ± 30 kgCO2e in Estonia (Fig. 1a). Estonia, Lithuania and Bulgaria have the most carbon-intensive clinker production because they combine energy-intensive technologies, such as wet/shaft kilns or dry kilns without pre-calciner, with a fossil-intensive electricity supply. Conversely, Norway, Sweden and France benefit from relatively low-carbon electricity mixes and efficient kiln technologies. Uncertainty ranges are typically larger in countries with higher shares of older technologies. On average, the calcination process is the main source of life-cycle carbon emissions. The fuel used for heat supply emits about three-quarters of the remaining emissions, followed by electricity consumption for plant operations. The contribution from transport emissions is very limited (from 0.1% in Italy to 1.5% in Lithuania).

a, Breakdown of climate change impacts (GWP100) by process stage, where uncertainty ranges refer to the 5th and 95th percentiles from the Monte Carlo uncertainty analysis (n = 10,000), and the bar height indicates the mean. b,c, Average environmental impacts per tonne of clinker by country (b) and overall impacts per year, taking into consideration clinker production volumes in each country (c). AT, Austria; BE, Belgium; BG, Bulgaria; HR, Croatia; CY, Cyprus; CZ, Czech Republic; DK, Denmark; EE, Estonia; EUR, European average; FI, Finland; FR, France; DE, Germany; GB, Great Britain; GR, Greece; HU, Hungary; IE, Ireland; IT, Italy; LV, Latvia; LT, Lithuania; LU, Luxembourg: NL, Netherlands; NO, Norway; PL, Poland; PT, Portugal; RO, Romania; SK, Slovakia; SI, Slovenia; ES, Spain; SE, Sweden; CH, Switzerland; DALY, disability-adjusted life year.
Although climate impacts vary with climate metrics (Supplementary Fig. 1), the relative scores among the different countries remain largely unchanged. This occurs because climate impacts are highly driven by CO2 emissions, with relatively low contributions from non-CO2 greenhouse gases such as CH4 and N2O (whose climate impacts are more sensitive to alternative metrics than CO2).
For other impact categories, relatively higher fossil fuel use per tonne of clinker is observed in Greece, Estonia and Bulgaria, primarily because of higher shares of older clinker technologies, carbon-intensive electricity mixes and low alternative fuel use (for example, only 7% in Greece) (Fig. 1b). Greece, Bulgaria and eastern European countries in general have higher human health impacts per tonne of clinker due to the larger fraction of coal in their electricity mix. For water depletion, Mediterranean countries show the highest impacts per unit of clinker. This is driven primarily by the relatively higher water scarcity in these countries, making water consumption to run cement plants more impacting on local water resources than in water-rich countries (such as in northern Europe).
When total impacts are scaled by national annual clinker production volumes (Supplementary Table 1), life-cycle emissions from today’s European cement plants are about 124 MtCO2e yr−1, which is approximately 5% of total annual emissions in Europe (or 15% of emissions from the industry sector) (Fig. 1c). Being the first European producer, Germany shows the highest impacts in climate change and human health. Fossil fuel use is the highest in both Italy and Germany. Particularly for Italy, in addition to large production volumes (it is the second-largest producer), there is a relatively low share of alternative fuels (about 15%). Water depletion impacts are higher for countries in southern Europe due to lower local water availability.
Environmental effects of future decarbonization
The decarbonization options considered in the analysis are described in Table 1 (see Supplementary Table 2 for their relevance). Each option is independently implemented and assessed in terms of changes relative to the current situation to show the maximum potential effects that can be expected from its full deployment in Europe and per country.
Implementing these options in today’s situation of cement plants in Europe has varying and sometimes contrasting environmental effects on weighted average European impacts (Fig. 2; see Supplementary Tables 3–6 for country-based results). Without changes in the cement sector itself, the expected improvements in background technical and socioeconomic conditions projected for 2050 under a business-as-usual (BAU) scenario can deliver a mitigation of 8 ± 3% (Fig. 2a). In a future scenario where global temperature stabilizes below 2 °C (BAU_2C), background changes alone induce emissions reductions of 11 ± 3%. Synergies are observed with water depletion and fossil fuel use, but there are higher health impacts (although with larger uncertainty) from higher emissions of heavy metals to produce batteries, photovoltaic panels and windmills for the 2050 energy mix.

a,b, European averaged results for each individual measure (a) and selected combinations based on CCS (b) or Oxy-Efuels (c). Uncertainty ranges refer to the 5th and 95th percentiles from the Monte Carlo uncertainty analysis (n = 10,000), and the bar height indicates the mean. Results for individual countries are in Supplementary Tables 3–6. BAU, evolution of background systems in line with a business-as-usual development; BAU_2C, evolution of background systems in line with a development where global temperature rise stays below 2 °C; Tech, clinker production technology changed to best available technology; CCR, reduced clinker-to-cement ratio; RDF, increased use of RDF as fuel; Bio, increased use of residual biomass as fuel; NG, increased use of natural gas as fuel; H2, increased use of hydrogen as fuel; OxyCCS, implementation of oxyfuel CCS technology; OxyCCS2G, implementation of second-generation oxyfuel CCS technology; Oxy-Efuel, implementation of oxyfuel technology with use of captured CO2 for e-fuel production; CombOxyCCS+RDF, combination of options BAU_2C, Tech, CCR, RDF and OxyCCS; CombOxyCCS+Bio, combination of options BAU_2C, Tech, CCR, Bio and OxyCCS; CombOxyCCS+H2, combination of options BAU_2C, Tech, CCR, H2 and OxyCCS; CombOxy-Efuel+RDF, combination of options BAU_2C, Tech, CCR, RDF and Oxy-Efuel; CombOxy-Efuel+H2, combination of options BAU_2C, Tech, CCR, H2 and Oxy-Efuel.
Changing clinker production to the best available technologies can achieve emissions reductions of 14 ± 5% (Tech) relative to today. These improvements are implemented at various intensities in different countries, depending on their current technological situations. Larger climate benefits occur where technologies currently have more room to improve, such as in eastern European countries where emissions savings are higher than 40%. Tech also shows synergies with other impact categories. Using a lower clinker-to-cement ratio (CCR) decreases clinker use and can reduce carbon emissions of 12 ± 3% after accounting for projected changes in cement demand and population growth. There are synergies with water depletion and trade-offs with fossil fuel use and human health, primarily because of the increased demand for cement products in countries with a carbon-intensive energy supply.
Among the alternative fuels, a larger use of biomass (Bio) shows more climate change mitigation (28 ± 3%) than the use of non-biomass alternative fuels, such as refuse-derived fuels (RDFs). The mitigation potential depends on the current average use of alternative fuels in each country. It is larger where coal use is higher and lower where alternative fuels already represent a high fraction of the fuel mix. RDF shows relatively small climate benefits (5 ± 4%) because it is still largely fossil based, and its combustion releases fossil carbon. Both Bio and RDF offer climate change mitigation synergies with reductions in other environmental impacts. In practice, the real benefits of alternative fuels are conditional to their local availability to reduce transport costs, supportive regulations, risks of competition for the same feedstock with other sectors and, especially for bio-based resources, their sustainable supply. These aspects are frequently deemed to be harder barriers to mitigation than technical limitations3,37. Put into context, the biomass required by the theoretical mitigation of the Bio option is equivalent to 19% of the potential sustainable agricultural and forest residues available in Europe38,39, with large variations between countries (nearly 100% of biomass residues in Switzerland and 5% in Finland; Supplementary Table 7).
Using natural gas (NG) instead of coal would achieve a climate change mitigation of 11 ± 3%, with the largest positive effects for human health (−32 ± 1%) among all decarbonization options. This is because of the relatively lower emission of air pollutants from the combustion of natural gas compared with other fuels (including biomass or RDF). While synergies are also observed with water depletion (6% ± 4%), an evident trade-off is connected to fossil fuel use (+28 ± 3%). The use of hydrogen (H2) from electrolysis promotes slightly higher climate mitigation (14 ± 3%) than NG, with synergies for reductions in fossil fuel use (13 ± 2%). However, substantial trade-offs occur with human health and water depletion due to the water and electricity required (current country-based mix) to produce hydrogen via electrolysis.
The implementation of carbon capture and storage with either first-generation (OxyCCS) or second-generation (OxyCCS2G) oxyfuel technologies achieves the largest climate change mitigation benefits (around 80%), but trade-offs occur for all other environmental impacts, although with relatively high uncertainties. This is due mostly to the increased electricity demand for the air separation unit and CO2 purification unit in the oxyfuel process. First- and second-generation oxyfuel CCS show similar environmental effects because their differences concern mainly technological aspects rather than environmental performances. The implementation of oxyfuel CCS reduces direct emissions of some air pollutants, such as aerosols and ozone precursors, because they are produced in lower amounts thanks to an O2-rich combustion process and/or are co-captured alongside CO2. Lower impacts to human health are thus directly arising from cement plants, but these benefits are overwhelmed by the increase in indirect emissions from higher energy requirements.
When looking at combinations of mitigation options (Fig. 2b), CCS with alternative fuels (RDF, Bio or H2) can achieve climate neutrality or even negative emissions equal to −87 ± 3 kgCO2e per tonne clinker (EU average, −109% ± 5% relative to the default case) when CCS is deployed with high shares of bio-based fuels (CombOxyCCS+Bio). The option combining oxyfuel CCS and H2 as fuel (CombOxyCCS+H2) reaches lower climate change mitigation (−96 ± 3%). They both have trade-offs with health impacts, primarily because of the increased power demand for CCS and/or electrolysis. The combination of oxyfuel CCS with high shares of RDF (CombOxyCCS+RDF) approaches climate-neutral clinker production and shows the largest synergies with the other impact categories among the combined measures.
No climate change mitigation is secured when the captured CO2 is used to produce e-fuels (Oxy-Efuel), and trade-offs with other environmental impacts occur (Fig. 2c). The replacement of liquid fossil fuels with e-fuels is not sufficient to achieve net mitigation because both fuels release CO2 to the atmosphere, and limited benefits come only from avoided emissions from fossil fuel supply. The supply of e-fuels is also associated with embodied emissions as they require electricity for H2 generation and CO2 capture, and the use of e-fuels in transport only delays emissions from the clinker production. Relatively small climate benefits are achieved when CCS is combined with H2 as heat source in the kiln (CombOxy-Efuel+H2), but trade-offs occur with other environmental impacts. The main advantage of this option is the lower oxygen demand from air separation, thanks to the oxygen co-produced from electrolysis. The combination with RDF (CombOxy-Efuel+RDF) does not improve the overall climate impacts of clinker production relative to today’s situation.
Representative decarbonization pathway
The previous section shows the maximum potential of a full implementation of each decarbonization option. However, their implementation will probably occur stepwise at different levels in different countries over the next decades. Many projections of changes in the future European cement sector for intended climate goals exist3,17,20,31,40,41,42. Table 2 shows an idealized pathway for a gradual implementation of a mix of compatible decarbonization options up to 2050. This is a representative scenario used to investigate the combined effects of different options and targeted milestones typically considered to reach climate neutrality by mid-century by institutions such as the International Energy Agency42 or Cembureau31, and it should not be interpreted as the most likely pathway. The decarbonization actions are linearly and equally implemented across European countries until achievement of the target, except for CCS and fuel mix. The probability of CCS implementation in a country is proportional to the number of cement plants (Supplementary Table 8), and biomass use is proportional to the national availability of forest and agricultural residues (Supplementary Table 9). Dynamic background inventories to represent changes in technical and socioeconomic conditions are modelled at each ten-year interval according to the BAU_2C scenario.
Implementing the combined measures of the representative decarbonization pathway up to 2050 can achieve a climate change mitigation of about 50% (64 ± 1.7 MtCO2e yr–1) relative to today’s emissions from European cement plants (Fig. 3a). More aggressive and ambitious decarbonization options are thus needed to approximate climate neutrality. In particular, only a faster implementation of CCS, estimated at 25% in 2050 in this pathway, can make the achievement of these climate goals possible. The phasing-off of fossil fuels proceeds at a faster rate than mitigation, reaching a reduction of about 70% in 2050 due to the larger share of alternative fuels. However, mitigation of water depletion is more limited (18 ± 5%), and impacts on human health are reduced by 23 ± 7% by 2050. The reduction in human health impacts stabilizes after 2030 and slightly increases due mostly to the introduction of hydrogen as a fuel in the clinker production in the investigated pathway (which raises electricity consumption). Supplementary Table 10 and Supplementary Fig. 2 show the contribution of each European country to the total mitigation in 2050. In general, the magnitude of the contribution to mitigation is proportional to the clinker production volumes, so countries such as Germany, Italy, Poland, Spain and France are key actors to achieve the expected mitigation of environmental impacts. European countries are also associated with different levels of trade-offs between climate change mitigation and other environmental impacts (Fig. 3b and Supplementary Table 11). Lower risks of potential trade-offs occur in the Netherlands, Latvia, Poland and many other eastern European countries, primarily because their technologies and/or electricity mix have room for improvements and thus can benefit the most from gains in efficiencies or other measures. The implementation of climate change mitigation measures in these countries has no regrets. At the same time, important cement production countries (France, Spain and the United Kingdom) present higher risks of potential trade-offs, indicating that mitigation measures must include active plans to prevent the occurrence of unintended side effects.

a, Temporal evolution of the mitigation at a 10-year interval, with shaded areas indicating uncertainty ranges referring to the 5th and 95th percentiles and the lines the mean values. b, Number of potential trade-offs between climate change mitigation and other environmental impacts per country. The potential trade-offs are accounted considering an upper bound limit (95th percentile) of the uncertainty ranges as a conservative approach to identify risks of potential trade-offs in each country.
Synergies, trade-offs and techno-economic barriers
Figure 4 summarizes the synergies and trade-offs between climate change mitigation and other sustainability issues, including techno-economic aspects such as costs, technology maturity level and challenges for implementing each decarbonization option. Here the annual climate change mitigation, relative to today’s situation, is quantified at a European level, assuming a complete deployment of the respective option individually, and it is associated with qualitative scores of the effects on other environmental impacts and techno-economic challenges.

For the environmental impacts, one symbol means between 0% and 25% of the highest (absolute) impact in each category; two symbols means between 25% and 50%, and three symbols means more than 50%. Positive effects (synergies) are in black; negative effects (trade-offs) are in red. For the techno-economic assessment, the number of each symbol indicates the intensity of the synergy or trade-offs, where one symbol means no or low effect, three symbols high effects and two symbols intermediate effects. Relative costs are explained in Methods. The technology maturity level and implementation challenges are summarized in low (one symbol), moderate (two symbols) and high (three symbols), according to the qualitative information available in Supplementary Table 21.
Background changes in technical and socioeconomic conditions (BAU and BAU_2C) can achieve limited mitigation potentials, between 9.4 and 13.4 MtCO2e per year in 2050, equal to 7–10% of the current emissions from the European cement industry (124 MtCO2e). These changes are external to cement plants and involve improvements in the supply chain of energy and material services, and thus they have no or little environmental trade-offs, techno-economic or maturity challenges connected to cement plants. A modernization of the cement industry (Tech and CCR) increases the mitigation potential to 17 MtCO2e (15%) at relatively low costs. These options are rather mature and with environmental co-benefits due to more-efficient processes. However, technological improvements in older plants can require major retrofits with relatively high investment costs, which are a barrier in some countries lacking incentives to modernization. The main barriers to mitigation from CCR include constraints to regional availability of cement-blending materials and modifications of building standards for the materials allowed in construction3.
Strategies switching to fuels with a lower fossil carbon intensity (RDF, Bio, NG and H2) can enable limited to moderate emissions reductions (between 5 and 28%). Bio has the largest potential, but securing the achievement of high mitigation levels is subject to a sustainable supply of bio-based materials and to competition for renewable feedstocks with other decarbonizing sectors. The RDF mitigation potential is limited because of its relatively high fossil-carbon content, and its increased supply depends on waste management legislation that affects availability. Higher fuel substitution rates can be stimulated by regulations that promote energy recovery in cement kilns over landfilling or other less-efficient thermal treatments. Switching to fuels with lower fossil carbon content is commercially mature and comes with environmental co-benefits at low-to-moderate costs. An exception is hydrogen, which is associated with environmental trade-offs from increased consumption of water and power for its production43, and its implementation has major techno-economic challenges.
The options considering CO2 storage (OxyCCS and OxyCCS2G) result in deep levels of emissions reductions (~80%) at limited environmental trade-offs. However, the cost of clinker increases more than in the decarbonization options previously discussed as it requires re-engineering the plant to optimize the heat recovery system, minimize air ingress and supply oxygen. Effective policies and incentives are the main challenge to large-scale deployment of CCS, together with the establishment of safe infrastructure for CO2 transport and storage. The utilization of captured CO2 for production of e-fuels (Oxy-Efuel) increases overall CO2 emissions and trade-offs with other environmental dimensions. Added to the techno-economic challenges and market hurdles that hinder profitability of CO2 utilization, this option is not a sustainable decarbonization pathway despite hydrogen being sourced via electrolysis from a relatively clean electricity mix (here assumed to be the European average in 2050 under BAU_2C) and the benefits from replacement of fossil-based transport fuels. Its combination with high shares of alternative fuels (CombOxy-Efuel+RDF and CombOxy-Efuel+H2) improves some of the environmental effects, but the mitigation is still weak (if any) and the techno-economic challenges and costs increase. However, the economic feasibility of utilization options is usually case dependent, and other applications, although less suitable for the large-scale volume of the CO2 captured from cement plants, might achieve different outcomes27,44,45. For example, the captured CO2 can react with activated minerals or industrial wastes to form solid carbonate minerals (mineralization), which can be used in various applications and potentially achieve up to 30% emissions reductions46. In general, long-term storage applications are required to secure mitigation of climate change via utilization pathways28,29.
The combination of decarbonization options based on CCS and alternative fuels (CombOxyCCS+RDF, CombOxyCCS+Bio and CombOxyCCS+H2) is projected to achieve near-to-full decarbonization and a net-zero European cement industry (from 96% to 108% emissions reduction). In particular, a full deployment of the bio-based combination delivers negative emissions. These options induce mainly environmental co-benefits, but they also add the individual challenges and barriers for implementation in the cement industries discussed in the preceding. They need further research and investments to mature and be deployed at scale, with potential increases in the costs of clinker. Although this cost increase is often seen as the main barrier of decarbonization, an increase in cement costs sometimes has only a marginal impact on the cost of the infrastructure where it is used47.
Discussion
When prioritizing investments for mitigation pathways, integrated information on emissions reduction potentials, implications for other environmental aspects and techno-economic considerations are instrumental to identify optimal solutions. This study shows the emissions reductions that can be achieved in each European country, the associated co-benefits and trade-offs and the decarbonization measures (or their combination) that are more effective for the current and future techno-economic context. At a European level, changing fossil fuels to renewable fuels for heat supply has a mitigation potential of 30%, and a modernization of clinker production or reduced clinker-to-cement ratio up to about 20%. Larger emissions reductions require the large-scale implementation of CCS, with an active prevention of potential trade-offs with other environmental impacts. Despite the increasing interest in CO2 utilization, production of e-fuels does not deliver climate change mitigation benefits while it increases other environmental impacts. The implementation of combined decarbonization measures at a pace illustrated in the representative pathway is not sufficient to meet the zero-emissions target, and additional emissions reductions are needed. Demand-side interventions other than CCR, such as more-efficient uses of cement or life-time extension, can contribute with an additional 20% of mitigation relative to supply-side measures alone32,48, and the in-use cement stock is estimated to re-absorb via carbonation up to 30% of calcination cumulative emissions up to 210049. However, demand-side emissions reductions and calcination will require decades of educational and regulatory efforts to change building codes, standards and certification, and the establishment of verified accounting protocols.
Implementing most of the clinker decarbonization options that are technologically mature relies on the initiative of a relatively small number of industrial actors with available technical and financial capacity. Individual carbon-neutral cement plants are already in the making through joint implementation of modern technologies, high shares of alternative fuels and CCS50. Achieving high temperature in the kiln without fuel burning (for example, electric plasma or resistance-based heating) can offer innovative approaches to decarbonization, although they are still at early stages of development and can face trade-offs (for example, increased power consumption and reduced CO2 captured)51,52.
Policy instruments to support clean investments and international cooperation can accelerate access to low-emissions solutions and technology transfer. This study offers insights for designing an action plan specific for different European countries on the basis of their current cement industry and the local availability of resources for alternative fuels, with information on how various decarbonization strategies can co-deliver climate change mitigation and alleviate other environmental impacts. Further investigations at a regional or individual plant level can refine strategies tailored to specific local contexts (for example, plant technologies and locally available alternative fuels or raw materials). Due to the cement industry’s long-lasting capital assets, fundamental changes should urgently scale up within the next decade if ambitious mitigation targets are to be met and to avoid risks of locking in CO2 emissions beyond 2050.
Methods
Clinker production technologies
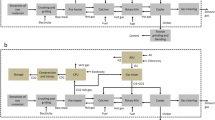
Clinker manufacturing involves raw material preparation and clinker production in the kiln, where different raw materials are dried, mixed and milled into a homogeneous powder. In the kiln, the raw meal is calcinated at 900 °C, resulting in the formation of calcium oxide (CaO) and direct emissions of CO2. Next, CaO is heated to 1,400–1,500 °C together with silica, alumina and ferrous oxides to form clinker. The clinker is cooled and mixed with gypsum and other additives to form cement. The current mix of technologies in each European country is taken from the Global Cement Directory database53 and includes the following types (Supplementary Table 12): dry with preheater (further divided into technologies with or without pre-calciner, according to ref. 54), mixed kiln type, semi-wet/semi-dry, and wet/shaft kiln. Emission of pollutants, including CO2, CO, NOx, SOx, VOC and PM, and use of water varies depending on the kiln technology17,55,56 (Supplementary Table 13). Uncertainty ranges for these factors are included in the Monte Carlo analysis (Supplementary Table 14).
Materials, fuels and electricity
The raw materials required for clinker production are limestone, clay and sand. An average formulation is assumed in the different countries: lime (51%), calcareous marl (28%), clay (20%) and sand (1%) (source: ecoinvent v.3.6 database57). The variability in raw meal formulation is included in the uncertainty analysis (Supplementary Table 14).
The thermal energy used in the kiln varies for each clinker technology9,18,58,59 (Supplementary Table 15), ranging from approximately 2,800 MJ per tonne of clinker for the dry process with preheater and pre-calciner to 5,000 MJ per tonne of clinker for the wet/shaft kiln. Uncertainty in thermal energy use for each kiln technology, emission factors, lower heating value, moisture content and biogenic carbon content of each fuel option are included in the uncertainty analysis (Supplementary Table 14).
The fuel mix used for clinker production includes fossil fuels, biomass and other alternative fuels, according to today’s situation in existing cement plants8,54,60. For countries with missing information, average EU data are used. Fossil fuels are distinguished into coal, oil and natural gas, and biomass fuels as residual wood, sewage sludge, mixed biomass waste, animal and bone meal and wood chips from forest and agricultural residues. Other alternative fuels are divided into RDFs, waste tires, waste oil and ‘other residual fuels’. Estimates for each country are based on refs. 3,60 and shown in Supplementary Table 16.
Fuels derived from bio-based residues and RDF are assigned no upstream environmental impacts, but life-cycle emissions from their collection and transport are considered57. As most of the kiln plants are located close to where the raw meal is quarried, the transport of raw meal is not considered. Transport distances for fuels are estimated using a simplified country-based approach that considers either 50, 200 or 300 km, depending on the number of plants per country area (for example, 300 km for larger countries with fewer cement plants). For chips from forest and agricultural residues, transport distances of 50 km, 100 km and 150 km are estimated according to the relative agricultural39 and forest38 residual biomass density in the country. The resulting transport distances are shown in Supplementary Table 17.
The electricity demand for cement production in each country is based on ref. 54 (Supplementary Table 18), and average EU data are used as a proxy for missing data. Life-cycle emissions of the current electricity mix in the different European countries are based on the ecoinvent database57.
Projected changes in clinker production and background
Cement production volumes in Europe are averaged for the period 2016–202061. Clinker production volumes are derived from country-specific CCRs54. Projections in cement production up to 2050 are based on estimates of cement use per capita62 and projected changes in population63. Data of present and future clinker demands are shown in Supplementary Table 1.
One major shortcoming of many LCA studies addressing novel technologies is the reduced capacity to embed the evolution of background systems and socioeconomic conditions that are representative of different sectoral transformations, such as future electricity mixes, fuels and hydrogen production. This is a limitation given the increasing trends of renewable energy in electricity and transport. Recent efforts to cover this gap rely on the so-called prospective LCA, where projections from IAMs are integrated within an LCA framework64,65,66. These changes are expected to be relevant for the future environmental footprint of the cement sector, which depends on external inputs and where implementation of decarbonization options, such as oxyfuel CCS, is expected to considerably increase electricity demand. To account for the influence of these technological and socioeconomic changes, the python code ‘premise’ (version 1.3.2)67 is used to generate new background life-cycle databases with the outputs from the REMIND IAM68. These new life-cycle inventories represent the technological conditions and processes by which material and energy services are produced under future policy scenarios by transforming electricity production mixes, power plant efficiencies, transport systems and other key activities under a specific shared socioeconomic pathway (here SSP2, known as ‘Middle of the Road’). In SSP2, the world follows intermediate challenges for mitigation and adaptation, with moderate population growth and energy use decline but slow progress in achieving sustainable development goals69. We selected two climate policy scenarios considering contrasting implementation of emissions reduction targets. One represents a business-as-usual case with no stringent climate policy (base scenario in the REMIND model), while the other represents a more ambitious scenario (called PKbudget1300) where mitigation measures can successfully limit the global temperature increase to 2 °C by 210067,68. The effects of these projected climate scenarios are assessed in the cases BAU and BAU_2C, respectively.
Tech and CCR
The kiln technology, the number of cyclone stages in the preheater and the type of clinker cooler determine thermal energy consumption18. The decarbonization option Tech assumes that all cement plants in Europe are converted to the best available technology, meaning dry with preheater and pre-calciner. This option results in thermal energy efficiency gains of 17% and an electricity consumption decrease of 48%, relative to today´s average European situation3,31. This solution is gradually implemented in European countries according to their present average technological condition, illustrated in Supplementary Table 12, and for each technology we consider specific emissions of air pollutants and water use (Supplementary Table 13) and thermal energy demand (Supplementary Table 14).
The CCR relies on regional standards to define the cement amount in concrete products to meet required mechanical and durability properties for intended end-use applications. While high CCR is needed for applications requiring high-quality cement, better matching of CCR to the intended application can reduce the overall clinker demand, thus saving CO2 emissions. In the decarbonization option CCR, all the clinker production is proportionally reduced from the current EU average of 75% to 65%, on the basis of available projections31. This case does not result in any specific decarbonization per tonne of clinker but decreases total impacts as the total clinker demand is reduced.
Alternative fuels
Coal, the main fuel traditionally used in cement plants, has been increasingly replaced in Europe by larger shares of alternative fuels up to approximately 45% today, with projections for further increase31,60. In principle, cement kilns can utilize 100% of alternative fuels. However, the alternative fuel share in conventional clinker burning is capped by the need to secure the required temperature in the kiln, in addition to other technical limitations. In this study, a maximum alternative fuel share of 90% (energy basis) is considered as a conservative assumption to secure the required calorific value of the fuel mix.
In Bio, all European cement plants increase their current use of alternative fuels to 90% with additional wood chips from agricultural and forest residues, and the same occurs with RDF in the RDF option. Biomass residue availability in European countries considers crop and forest residues, and it is estimated by aggregating gridded data to a national scale. Crop residue availability includes residues from the main crops cultivated in Europe (wheat, rye, barley, oats, maize and so on) and refers to a sustainable potential (the harvest level does not negatively impact soil organic carbon stocks)70. Forest residue availability refers to a base supply potential representing a sustainable optimization of current practices71. The demand of bio-based resources from cement plants is also compared with the national sustainable potential available in each country (Supplementary Table 7).
Natural gas is sometimes seen as a short-term bridge towards low-carbon fuels to quickly phase out coal72, including in clinker production6,73. In NG, the current use of coal and oil is replaced with natural gas. Despite some technical limitations that are yet to be overcome74, hydrogen is gaining interest as a high-grade heat supplier to cement kilns75. Hydrogen production from water electrolysis co-generates oxygen, which can replace part of the oxygen demand from the oxyfuel-based CCS76. In H2, life-cycle emissions of hydrogen production from electrolysis are based on the current electricity mix in the different European countries. In the cases where it is combined with oxyfuel CCS, hydrogen is produced via electrolysis using the European electricity mix in 2050 as projected by BAU_2C, and the co-produced oxygen (8 kg of oxygen per 1 kg of hydrogen) is used in the oxyfuel process, decreasing the electricity demand in the air separation unit.
OxyCCS and OxyCCS2G
Although there are different options for carbon capture, oxyfuel technologies are the most promising14,25,77,78. They are based on fuel combustion in an atmosphere of oxygen and recirculated flue gas (mainly CO2) instead of air. The flue gases are composed of water vapour and CO2, which are easily separated by condensation, while in post-treatment capture, CO2 requires energy-intensive chemical separation79. The oxygen-rich combustion atmosphere also facilitates the use of alternative fuels as heat supply.
In oxyfuel combustion, flue gas recirculation is essential to control the temperature in the kiln and to provide suitable gas velocities80. The process requires re-engineering the plant to optimize heat recovery and minimize air ingress. To integrate the oxyfuel technology into the clinker burning process, additional power is needed for the oxygen supply facility (0.2 kWh kg–1 O2) and a CO2 purification unit (0.154 kWh kg–1 CO2) to enrich the CO2 stream and allow its transport and storage24. These technical changes are included in the OxyCCS case.
Up to now, experimental investigations and techno-economic studies considered the full oxyfuel concept that integrates a recycle circuit of combustion gases to the clinker cooler to control the temperature in the kiln and to complete the volume of gases needed for the successful operation of cyclones in the preheating tower58. The incorporation of a flue gas recirculation represents a capital and operational cost. To overcome these issues, a so-called second-generation oxyfuel technology can induce fuel combustion in near 100% oxygen conditions, avoiding the need for a recirculation circuit of flue gases. By excluding this recycle loop, efficiency increases and costs are reduced relative to first-generation oxyfuel technology81. Experimental data and process simulations have been used to evaluate the option with second-generation oxyfuel (OxyCCS2G). Ranges of key process parameters for both oxyfuel technologies are included in the uncertainty analysis (Supplementary Table 14).
Oxy-Efuel
The CO2 captured at cement plants can be used to produce commercially attractive products for various industrial sectors, including fuels, chemicals, plastics and food. Depending on the case, it may result in an environmental benefit by avoiding the impacts associated with the conventional production process27,82. In the Oxy-Efuel case, the CO2 from oxyfuel cement production is used to produce e-fuels to replace fossil fuels used in the transport sector. Fischer–Tropsch (FT) synthesis is used to produce liquid hydrocarbons (e-fuels) by combining hydrogen from electrolysis and CO obtained from CO2 via reverse gas–water shift, an endothermic equilibrium reaction that requires thermal energy. Syngas (the mixture of hydrogen and CO) is sent to an FT reactor, where it is catalytically converted to liquid fuels. We consider 1.57 kgCO2 and 0.07 kg hydrogen to produce 1 kg of CO for the FT reactor83. In the FT conversion, the operating temperatures, pressures, catalyst types and reaction rates influence the intended fuel outputs84,85. The resulting fuel mix has varying proportions of naphtha, diesel and jet fuel. The inputs of materials, energy and emissions data for FT synthesis are based on ref. 85. In the FT synthesis, about 23% of the carbon input to the reactor is not converted to fuel and is emitted to the atmosphere. Electricity, which is co-produced from the unconverted hydrocarbons and steam, is discounted from the electricity input of electrolysers.
Life-cycle assessment
We consider a cradle-to-gate analysis with direct and indirect emissions associated with the main life-cycle stages: raw material acquisition, transportation and clinker production. The functional unit is one tonne of clinker, the key ingredient of cement products. Clinker finishing, grinding and cement formulation are not included in the analysis. Foreground data are based on plant operational data and process simulation results described in the preceding. Background life-cycle inventories are retrieved from ecoinvent 3.657. Projections of future background systems are incorporated into a forward-looking background database and are based on outputs from IAMs. The prospective LCA retains a country-level resolution as it considers, for each country, the current state of the cement sector in terms of production volumes, kiln technology, existing use of alternative fuels and electricity mix. Both the individual technological improvements highlighted in Tables 1 and 2 and the background changes according to the IAM projections embedded in the premise model67 are implemented on the basis of the initial situation in each country. For the future evolution of the electricity mix, IAMs aggregate all European countries into a macro-region (Europe). To estimate trajectories for each country, the greenhouse gas intensity of the predicted future electricity mix at a European level is used to quantify the improvements relative to today’s electricity mix, and the same relative reduction is linearly applied to the impacts from the current electricity mix in each country (Supplementary Table 19). This secures that the balance is kept at a continental level while implementing relative improvements on a country basis.
Most LCA studies widely rely on the 100 year global warming potential (GWP100) as the default climate metric. The shortcomings of this approach have been discussed72,86,87,88, and a multimeric approach has been frequently recommended88. In this work, we use GWP100 for the results in the main text, and in the Supplementary Information we apply GWP with a time horizon of 20 years (GWP20) to capture short-term effects and the global temperature-change potential GTP100 for long-term impacts. GWP100 is considered a proxy for mid-term impacts because of the numerical similarity between GWP100 and GTP40 (GWP100 can basically be interpreted indicating temperature impacts at about four decades after an emission)89. However, GTP100 specifically quantifies impacts after 100 years, and it is suitable to assess contributions to long-term temperature stabilization objectives72. Characterization factors are taken from the Intergovernmental Panel on Climate Change Sixth Assessment Report90 and are shown in Supplementary Table 20.
Other environmental impact categories include the total use of fossil energy across the entire value chain91, water depletion and human health impacts, with the latter two characterized using region-specific metrics to better capture variability across European countries. Water depletion evaluates the impact of water consumption in a region on both local water availability and potential users’ deprivation and is based on the AWARE method92: available water remaining per area in a watershed after the demand of humans and aquatic ecosystems is met. It assesses the potential of water deprivation, to either humans or ecosystems, building on the assumption that the less water remaining available per area, the more likely another user will be deprived. Human health impacts consider the effects of air pollutants (for example, ozone precursors and particulates) and heavy metals to the air, soil and water on people’s cancer and non-cancer incidence rates via fate, exposure and damage factors93,94.
Cost analysis
Cost is a key element for realizing any decarbonization option as an increase in costs is often a barrier to implement climate-friendly solutions. Here the increase in the cost of clinker is used as a proxy for the cost of the mitigation option. Supplementary Table 21 summarizes the adopted modifications of each cost-contributing element of clinker production (for example, fuel cost, electricity cost and CAPEX) relative to a reference cement plant and the resulting clinker cost for each decarbonization option. The cost analysis integrates literature data, process simulations and expert-based evaluations from plant owners on how these decarbonization options will impact the cost-contributing elements. The different decarbonization measures are qualitatively classified into three broad categories: ‘low’ if the measure results in a cost increase below 25%, ‘moderate’ if the measure results in a cost increase between 25 and 85% and ‘high’ if the measure results in a cost increase higher than 85%. The technology maturity level and challenges for its implementation are summarized in low, moderate or high, according to a qualitative review (Supplementary Table 22).
Uncertainty analysis
A Monte Carlo analysis is used to quantitatively assess the propagation of variability and uncertainty from key factors of the analysis, mainly cement production process parameters and emission factors. The number of runs in LCA randomly selecting any possible value within the given uncertainty ranges usually spans from 1,000 to 10,000. The higher end of this range is selected here to increase robustness of the results, noting that using a higher number of repetitions does not significantly modify the statistical scores of the outcomes. As our sampling was not big enough to establish a normal distribution, we chose a triangular distribution that represents a better fit when minimum, maximum and mode values of each parameter are available. The list of parameters used in the uncertainty analysis is shown in Supplementary Table 14.
Reporting summary
Further information on research design is available in the Nature Portfolio Reporting Summary linked to this article.
Data availability
The country-based life-cycle inventory data, emission factors and source data used to generate the results of this study are available in the supplementary information and in a supplementary data file. Background life-cycle inventory data are from ecoinvent v.3.6 (https://ecoinvent.org/). Technological data of European cement plants are gathered from the Global Cement Directory 2023 (https://www.globalcement.com).
Code availability
The coupling of integrated assessment models output with life-cycle assessment was conducted using premise v.1.3.2 (https://github.com/polca/premise)67. A copy of the code used to generate the future background systems used in our analysis is provided as Supplementary Code 1.
References
Monteiro, P. J. M., Miller, S. A. & Horvath, A. Towards sustainable concrete. Nat. Mater. 16, 698–699 (2017).
Fennell, P., Driver, J., Bataille, C. & Davis, S. J. Going net zero for cement and steel. Nature 603, 574–577 (2022).
Technology Roadmap—Low-Carbon Transition in the Cement Industry (IEA, 2018); https://www.iea.org/reports/technology-roadmap-low-carbon-transition-in-the-cement-industry
Vatopoulos, K. & Tzimas, E. Assessment of CO2 capture technologies in cement manufacturing process. J. Clean. Prod. 32, 251–261 (2012).
Buck, H. J., Carton, W., Lund, J. F. & Markusson, N. Why residual emissions matter right now. Nat. Clim. Change 13, 351–358 (2023).
Nhuchhen, D. R., Sit, S. P. & Layzell, D. B. Alternative fuels co-fired with natural gas in the pre-calciner of a cement plant: energy and material flows. Fuel 295, 120544 (2021).
Yang, F., Meerman, J. C. & Faaij, A. P. C. Carbon capture and biomass in industry: a techno-economic analysis and comparison of negative emission options. Renew. Sustain. Energy Rev. 144, 111028 (2021).
Usón, A. A., López-Sabirón, A. M., Ferreira, G. & Sastresa, E. L. Uses of alternative fuels and raw materials in the cement industry as sustainable waste management options. Renew. Sustain. Energy Rev. 23, 242–260 (2013).
Miller, S. A. & Moore, F. C. Climate and health damages from global concrete production. Nat. Clim. Change 10, 439–443 (2020).
Miller, S. A., Horvath, A. & Monteiro, P. J. M. Readily implementable techniques can cut annual CO2 emissions from the production of concrete by over 20%. Environ. Res. Lett. 11, 74029 (2016).
Deployment of CCS in the Cement Industry (IEAGHG, 2013); https://ieaghg.org/docs/General_Docs/Reports/2013-19.pdf
Hills, T. P., Sceats, M. G. & Fennell, P. S. in Carbon Capture and Storage (eds Bui, M. & MacDowell, N.) 315–352 (Royal Society of Chemistry, 2019).
Cavalett, O., Watanabe, M. D. B., Fleiger, K., Hoenig, V. & Cherubini, F. LCA and negative emission potential of retrofitted cement plants under oxyfuel conditions at high biogenic fuel shares. Sci. Rep. 12, 8924 (2022).
Voldsund, M. et al. Comparison of technologies for CO2 capture from cement production—part 1: technical evaluation. Energies 12, 559 (2019).
Plaza, M. G., Martínez, S. & Rubiera, F. CO2 capture, use, and storage in the cement industry: state of the art and expectations. Energies 13, 5692 (2020).
Georgiades, M., Shah, I. H., Steubing, B., Cheeseman, C. & Myers, R. J. Prospective life cycle assessment of European cement production. Resour. Conserv. Recycl. 194, 106998 (2023).
Miller, S. A., Horvath, A. & Monteiro, P. J. M. Impacts of booming concrete production on water resources worldwide. Nat. Sustain. 1, 69–76 (2018).
Moya, J. A., Pardo, N. & Mercier, A. The potential for improvements in energy efficiency and CO2 emissions in the EU27 cement industry and the relationship with the capital budgeting decision criteria. J. Clean. Prod. 19, 1207–1215 (2011).
Pardo, N., Moya, J. A. & Mercier, A. Prospective on the energy efficiency and CO2 emissions in the EU cement industry. Energy 36, 3244–3254 (2011).
Favier, A., De Wolf, C., Scrivener, K. & Habert, G. A Sustainable Future for the European Cement and Concrete Industry: Technology Assessment for Full Decarbonisation of the Industry by 2050 (ETH Zurich, 2-18); https://doi.org/10.3929/ethz-b-000301843
Hills, T., Florin, N. & Fennell, P. S. Decarbonising the cement sector: a bottom-up model for optimising carbon capture application in the UK. J. Clean. Prod. 139, 1351–1361 (2016).
Moretti, L. & Caro, S. Critical analysis of the life cycle assessment of the Italian cement industry. J. Clean. Prod. 152, 198–210 (2017).
Bataille, C. et al. Towards net-zero emissions concrete and steel in India, Brazil and South Africa. Clim. Policy https://doi.org/10.1080/14693062.2023.2187750 (2023).
Zhang, C.-Y., Yu, B., Chen, J.-M. & Wei, Y.-M. Green transition pathways for cement industry in China. Resour. Conserv. Recycl. 166, 105355 (2021).
Rolfe, A. et al. Technical and environmental study of calcium carbonate looping versus oxy-fuel options for low CO2 emission cement plants. Int. J. Greenh. Gas. Control 75, 85–97 (2018).
Rumayor, M., Fernandez-Gonzalez, J., Domínguez-Ramos, A. & Irabien, A. Deep decarbonization of the cement sector: a prospective environmental assessment of CO2 recycling to methanol. ACS Sustain. Chem. Eng. 10, 267–278 (2021).
Monteiro, J. & Roussanaly, S. CCUS scenarios for the cement industry: is CO2 utilization feasible? J. CO2 Util. 61, 102015 (2022).
Hepburn, C. et al. The technological and economic prospects for CO2 utilization and removal. Nature 575, 87–97 (2019).
Mac Dowell, N., Fennell, P. S., Shah, N. & Maitland, G. C. The role of CO2 capture and utilization in mitigating climate change. Nat. Clim. Change 7, 243–249 (2017).
Habert, G. et al. Environmental impacts and decarbonization strategies in the cement and concrete industries. Nat. Rev. Earth Environ. 1, 559–573 (2020).
Cementing the European Green Deal (The European Cement Association, 2020); https://cembureau.eu/media/kuxd32gi/cembureau-2050-roadmap_final-version_web.pdf
Watari, T., Cao, Z., Hata, S. & Nansai, K. Efficient use of cement and concrete to reduce reliance on supply-side technologies for net-zero emissions. Nat. Commun. 13, 4158 (2022).
Hellweg, S. & Milà i Canals, L. Emerging approaches, challenges and opportunities in life cycle assessment. Science 344, 1109–1113 (2014).
Hauschild, M. Z. et al. Risk and sustainability: trade-offs and synergies for robust decision making. Environ. Sci. Eur. 34, 11 (2022).
Favier, A., Scrivener, K. & Habert, G. Decarbonizing the cement and concrete sector: integration of the full value chain to reach net zero emissions in Europe. in Proc. IOP Conference Series: Earth and Environmental Science Vol. 225, 12009 (IOP Publishing, 2019).
Kim, A. & Miller, S. A. Meeting industrial decarbonization goals: a case study of and roadmap to a net-zero emissions cement industry in California. Environ. Res. Lett. 18, 104019 (2023).
Mikulčić, H., Klemeš, J. J., Vujanović, M., Urbaniec, K. & Duić, N. Reducing greenhouse gasses emissions by fostering the deployment of alternative raw materials and energy sources in the cleaner cement manufacturing process. J. Clean. Prod. 136, 119–132 (2016).
Thorenz, A., Wietschel, L., Stindt, D. & Tuma, A. Assessment of agroforestry residue potentials for the bioeconomy in the European Union. J. Clean. Prod. 176, 348–359 (2018).
Camia, A. et al. The Use of Woody Biomass for Energy Production in the EU (Publications Office of the European Union, 2020).
Concrete Future—The GCCA 2050 Cement and Concrete Industry Roadmap for Net Zero Concrete (GCCA, 2021); https://gccassociation.org/concretefuture/wp-content/uploads/2021/10/GCCA-Concrete-Future-Roadmap-Document-AW.pdf
Decarbonising Cement and Concrete: A CO2 Roadmap for the German Cement Industry (VDZ, 2020); https://www.vdz-online.de/en/knowledge-base/publications/decarbonising-cement-and-concrete-a-co2-roadmap-for-the-german-cement-industry
Net Zero by 2050 (IEA, 2021); https://www.iea.org/reports/net-zero-by-2050
Tonelli, D. et al. Global land and water limits to electrolytic hydrogen production using wind and solar resources. Nat. Commun. 14, 5532 (2023).
Centi, G., Perathoner, S., Salladini, A. & Iaquaniello, G. Economics of CO2 utilization: a critical analysis. Front. Energy Res. 8, 567986 (2020).
Naims, H. Economics of carbon dioxide capture and utilization—a supply and demand perspective. Environ. Sci. Pollut. Res. 23, 22226–22241 (2016).
Strunge, T., Renforth, P. & Van der Spek, M. Towards a business case for CO2 mineralisation in the cement industry. Commun. Earth Environ. 3, 59 (2022).
Subraveti, S. G., Rodríguez Angel, E., Ramírez, A. & Roussanaly, S. Is carbon capture and storage (CCS) really so expensive? An analysis of cascading costs and CO2 emissions reduction of industrial CCS implementation on the construction of a bridge. Environ. Sci. Technol. 57, 2595–2601 (2023).
Bashmakov, I. A. et al. in Climate Change 2022: Mitigation of Climate Change (eds Shukla, P. R. et al.) Ch. 11 (Cambridge Univ. Press, 2022); https://doi.org/10.1017/9781009157926.013
Cao, Z. et al. The sponge effect and carbon emission mitigation potentials of the global cement cycle. Nat. Commun. 11, 3777 (2020).
Marmier, A. Decarbonisation Options for the Cement Industry (Publications Office of the European Union, 2023); https://doi.org/10.2760/174037
Antunes, M. et al. Alternative clinker technologies for reducing carbon emissions in cement industry: a critical review. Materials 15, 209 (2021).
Parra, S. Q. & Romano, M. C. Decarbonization of cement production by electrification. J. Clean. Prod. 425, 138913 (2023).
Global Cement Directory 2023 (Pro Global Media Limited, 2023).
Getting the Numbers Right. Emissions Report 2019 (CSI and GCCA, 2019); https://gccassociation.org/sustainability-innovation/gnr-gcca-in-numbers/
Valderrama, C. et al. Implementation of best available techniques in cement manufacturing: a life-cycle assessment study. J. Clean. Prod. 25, 60–67 (2012).
Liu, J. et al. Carbon and air pollutant emissions from China’s cement industry 1990–2015: trends, evolution of technologies, and drivers. Atmos. Chem. Phys. 21, 1627–1647 (2021).
Wernet, G. et al. The ecoinvent database version 3 (part I): overview and methodology. Int. J. Life Cycle Assess. 21, 1218–1230 (2016).
CSI/ECRA. Development of State of the Art-Techniques in Cement Manufacturing: Trying to Look Ahead (CSI and ECRA, 2017); https://docs.wbcsd.org/2017/06/CSI_ECRA_Technology_Papers_2017.pdf
Napp, T. A., Gambhir, A., Hills, T. P., Florin, N. & Fennell, P. S. A review of the technologies, economics and policy instruments for decarbonising energy-intensive manufacturing industries. Renew. Sustain. Energy Rev. 30, 616–640 (2014).
De Beer, J., Cihlar, J., Hensing, I. & Zabeti, M. Status and Prospects of Co-processing of Waste in EU Cement Plants (Ecofys, 2017).
Curry, K. C. & van Oss, H. G. Minerals Yearbook: Cement (USGS, 2020).
Energy Technology Transitions for Industry (IEA, 2009); https://www.iea.org/reports/energy-technology-transitions-for-industry
Probabilistic Population Projections Based on the World Population Prospects 2019 (UNPD, 2019); https://population.un.org/wpp/Download/Probabilistic/Population/
Joyce, P. J. & Björklund, A. Futura: a new tool for transparent and shareable scenario analysis in prospective life cycle assessment. J. Ind. Ecol. 26, 134–144 (2021).
Luderer, G. et al. Environmental co-benefits and adverse side-effects of alternative power sector decarbonization strategies. Nat. Commun. 10, 5229 (2019).
Mendoza Beltran, A. et al. When the background matters: using scenarios from integrated assessment models in prospective life cycle assessment. J. Ind. Ecol. 24, 64–79 (2020).
Sacchi, R. et al. Prospective Environmental Impact Assessment (premise): a streamlined approach to producing databases for prospective life cycle assessment using integrated assessment models. Renew. Sustain. Energy Rev. 160, 112311 (2022).
Baumstark, L. et al. REMIND2. 1: transformation and innovation dynamics of the energy–economic system within climate and sustainability limits. Geosci. Model Dev. 14, 6571–6603 (2021).
Fricko, O. et al. The marker quantification of the shared socioeconomic pathway 2: a middle-of-the-road scenario for the 21st century. Glob. Environ. Change 42, 251–267 (2017).
Scarlat, N., Fahl, F., Lugato, E., Monforti-Ferrario, F. & Dallemand, J. F. Integrated and spatially explicit assessment of sustainable crop residues potential in Europe. Biomass Bioenergy 122, 257–269 (2019).
Verkerk, P. J. et al. Spatial distribution of the potential forest biomass availability in Europe. For. Ecosyst. 6, 5 (2019).
Tanaka, K., Cavalett, O., Collins, W. J. & Cherubini, F. Asserting the climate benefits of the coal-to-gas shift across temporal and spatial scales. Nat. Clim. Change 9, 389–396 (2019).
Akhtar, S. S., Ervin, E., Raza, S. & Abbas, T. From coal to natural gas: its impact on kiln production, clinker quality, and emissions. IEEE Trans. Ind. Appl. 52, 1913–1924 (2015).
Hoenig, V. Carbon dioxide control technologies for the cement industry. in Proc. GCEP Workshop “Carbon Management in Manufacturing Industries” 1–28 (ECRA, 2015); https://fliphtml5.com/fsml/gxmy
HeidelbergCement researches use of climate-neutral fuels in the United Kingdom (Heidelberg Materials, 2020); https://www.heidelbergmaterials.com/en/pr-26-02-2020
Nhuchhen, D. R., Sit, S. P. & Layzell, D. B. Decarbonization of cement production in a hydrogen economy. Appl. Energy 317, 119180 (2022).
Gardarsdottir, S. O. et al. Comparison of technologies for CO2 capture from cement production—part 2: cost analysis. Energies 12, 542 (2019).
Hills, T., Leeson, D., Florin, N. & Fennell, P. Carbon capture in the cement industry: technologies, progress, and retrofitting. Environ. Sci. Technol. 50, 368–377 (2016).
Ditaranto, M. & Bakken, J. Study of a full scale oxy-fuel cement rotary kiln. Int. J. Greenh. Gas. Control 83, 166–175 (2019).
Carrasco-Maldonado, F. et al. Oxy-fuel combustion technology for cement production–state of the art research and technology development. Int. J. Greenh. Gas. Control 45, 189–199 (2016).
Kroumian, C. et al. Description of the work and preliminary results of the AC2OCEM project in facilitating carbon capture technology in the cement industry using oxyfuel combustion. in Proc. TCCS-11—Trondheim Conference on CO2 Capture, Transport and Storage 237–244 (SINTEF, 2021); https://hdl.handle.net/11250/2785903
Ravikumar, D., Keoleian, G. A., Miller, S. A. & Sick, V. Assessing the relative climate impact of carbon utilization for concrete, chemical, and mineral production. Environ. Sci. Technol. 55, 12019–12031 (2021).
Van Der Giesen, C., Kleijn, R. & Kramer, G. J. Energy and climate impacts of producing synthetic hydrocarbon fuels from CO2. Environ. Sci. Technol. 48, 7111–7121 (2014).
Dossow, M., Dieterich, V., Hanel, A., Spliethoff, H. & Fendt, S. Improving carbon efficiency for an advanced biomass-to-liquid process using hydrogen and oxygen from electrolysis. Renew. Sustain. Energy Rev. 152, 111670 (2021).
Swanson, R. M., Platon, A., Satrio, J. A. & Brown, R. C. Techno-economic analysis of biomass-to-liquids production based on gasification. Fuel 89, S11–S19 (2010).
Levasseur, A. et al. Enhancing life cycle impact assessment from climate science: review of recent findings and recommendations for application to LCA. Ecol. Indic. 71, 163–174 (2016).
Cherubini, F. et al. Bridging the gap between impact assessment methods and climate science. Environ. Sci. Policy 64, 129–140 (2016).
Levasseur, A. et al. in Global Guidance for Life Cycle Impact Assessment Indicators Vol. 1 (eds Frischknecht, R. & Jolliet, O.) 58–75 (UNEP and SETAC Life Cycle Initiaive, 2017); http://www.lifecycleinitiative.org/training-resources/global-guidance-lcia-indicators-v-1/
Allen, M. R. et al. New use of global warming potentials to compare cumulative and short-lived climate pollutants. Nat. Clim. Change 6, 773–776 (2016).
Forster, P. et al. in Climate Change 2021: The Physical Science Basis (eds Masson-Delmotte, V. et al.) 923–1054 (Cambridge Univ. Press, 2021); https://doi.org/10.1017/9781009157896.009
Huijbregts, M. A. J. et al. Cumulative energy demand as predictor for the environmental burden of commodity production. Environ. Sci. Technol. 44, 2189–2196 (2010).
Boulay, A., Lesage, P., Amor, B. & Pfister, S. Quantifying uncertainty for AWARE characterization factors. J. Ind. Ecol. 25, 1588–1601 (2021).
van Zelm, R., Preiss, P., van Goethem, T., Van Dingenen, R. & Huijbregts, M. Regionalized life cycle impact assessment of air pollution on the global scale: damage to human health and vegetation. Atmos. Environ. 134, 129–137 (2016).
Verones, F. et al. LC‐IMPACT: a regionalized life cycle damage assessment method. J. Ind. Ecol. 24, 1201–1219 (2020).
Acknowledgements
O.C., F.C., M.V. and S.R. acknowledge the support of the AC2OCem project (funded by the ACT programme Accelerating CCS Technologies, Horizon 2020, project no. 299663). F.C. and M.D.B.W. acknowledge the support of the BEST project (funded by the Norwegian Research Council, project no. 288047) and Bio4Fuels project (funded by the Norwegian Research Council, project no. 257622). We thank B. Huang for support with the visualization items.
Author information
Authors and Affiliations
Contributions
O.C. and F.C. designed the study. O.C. performed the environmental impact analysis, with inputs from M.D.B.W.; S.R. and M.V. performed the techno-economic analysis, with inputs from O.C. and F.C.; O.C. and M.D.B.W. designed the figures. O.C. and F.C. wrote the paper with inputs from all the co-authors.
Corresponding author
Ethics declarations
Competing interests
The authors declare no competing interests.
Peer review
Peer review information
Nature Sustainability thanks Zhi Cao and the other, anonymous, reviewer(s) for their contribution to the peer review of this work.
Additional information
Publisher’s note Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Supplementary information
Supplementary Information
Supplementary Figs. 1 and 2 and Tables 1–22.
Supplementary Data 1
Supplementary data.
Supplementary Code 1
Code for prospective LCA.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article’s Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Cavalett, O., Watanabe, M.D.B., Voldsund, M. et al. Paving the way for sustainable decarbonization of the European cement industry. Nat Sustain (2024). https://doi.org/10.1038/s41893-024-01320-y
Received:
Accepted:
Published:
DOI: https://doi.org/10.1038/s41893-024-01320-y
