
Abstract
The most commonly used physical realization of superconducting qubits for quantum circuits is a transmon. There are a number of superconducting quantum circuits applications, where Josephson junction critical current reproducibility over a chip is crucial. Here, we report on a robust chip scale Al/AlOx/Al junctions fabrication method due to comprehensive study of shadow evaporation and oxidation steps. We experimentally demonstrate the evidence of optimal Josephson junction electrodes thickness, deposition rate and deposition angle, which ensure minimal electrode surface and line edge roughness. The influence of oxidation method, pressure and time on critical current reproducibility is determined. With the proposed method we demonstrate Al/AlOx/Al junction fabrication with the critical current variation \((\sigma /\langle {I_{c} } \rangle )\) less than 3.9% (from 150 × 200 to 150 × 600 nm2 area) and 7.7% (for 100 × 100 nm2 area) over 20 × 20 mm2 chip. Finally, we fabricate separately three 5 × 10 mm2 chips with 18 transmon qubits (near 4.3 GHz frequency) showing less than 1.9% frequency variation between qubits on different chips. The proposed approach and optimization criteria can be utilized for a robust wafer-scale superconducting qubit circuits fabrication.
Similar content being viewed by others
Introduction
Superconducting quantum circuits platform is a promising solution for logic quantum gates realization and quantum simulators1,2,3,4,5,6. The key element of superconducting quantum circuits is a three-layer nanoscale aluminum Josephson junction (JJ). Over the past two decades, a number of methods is proposed to either improve Josephson junction critical current reproducibility7,8 or replace shadow evaporation9, but it is still on a roll. Josephson junction area variation is the dominant reason of junction critical current variation resulting in qubit frequencies instability, which is crucial for multiple qubit systems. Additionally, high critical current reproducibility ensures proper qubit frequencies calculation for subsequent control without cross-talks10. Moreover, JJs critical current fluctuation is of a great importance for traveling-wave parametric amplifiers (TWPA), since it can lead to multiple reflections from thousands of junctions and loss along lumped-element transmission line11,12.
Transmon is one of the most widespread superconducting qubit types as it less sensitive to charge noise, has better scalability and control compared to other qubits7. Recently, for transmon-like qubit fabrication technology JJs critical current variations of 3.5% for JJ area of 0.042 μm2 over 49 cm2 chip is demonstrated7. Another paper also shows 3.7% critical current variation over a wafer that contains forty 0.5 × 0.5 cm2 chips with Josephson junction area ranging8 from 0.01 to 0.16 μm2. However, there are no experimental results in the papers linking JJ reproducibility to Al thin-film electrodes and AlOx oxide properties.
In this paper, we demonstrate a robust chip scale Al/AlOx/Al junction fabrication method based on a comprehensive study of shadow evaporation and oxidation steps. We examined a lower electrode deposition stage through two-layer resist mask and revealed the process parameters that determine its thickness variation, surface morphology and line edge roughness. Next, we showed the effect of the shadow evaporation stage on the linear critical dimensions of electrodes, which directly affects the JJ critical current reproducibility. Then we investigated tunnel barrier formation stage (oxidation) and optimized oxidation process parameters to improve the reproducibility of sub-200 nm Al/AlOx/Al Josephson junctions. In order to characterize JJs reproducibility we fabricated statistically significant number (more than 2500) of Josephson junctions and directly measuring its normal resistance variation. We demonstrate the critical current variation \((\sigma /\langle {I_{c} } \rangle )\) less than 3.9% (from 150 × 200 to 150 × 600 nm2 area) and 7.7% (for 100 × 100 nm2 area) over 20 × 20 mm2 chip. Finally, we fabricate separately three 5 × 10 mm2 chips with 18 transmon qubits (near 4.3 GHz frequency) showing less than 1.9% frequency variation between qubits on different chips.
Experimental details
For this study, we used high-resistivity silicon substrates (10,000 Ω cm). Prior to the base layer deposition, the substrate is cleaned in a Piranha solution at 80 °C, followed by dipping in hydrofluoric bath13. 100 nm thick Al base layer is deposited using ultra high vacuum e-beam evaporation system. Pads were defined using a direct-laser lithography and dry-etched in BCl3/Cl2 inductively coupled plasma. The Josephson junctions were fabricated using Dolan technique14. The substrate is spin coated with resist bilayer composed of 500 nm EL9 copolymer and 100 nm CSAR 62. Layouts were generated and exposed with 50 keV e-beam lithography system. The development was performed in a bath of amylacetate followed by IPA dip and additional in a IPA:DIW solution. Al/AlOx/Al junctions are shadow evaporated in ultra-high vacuum deposition system. Resist lift-off was performed in N-methyl-2-pyrrolidone at 80 °C for 3 h. Finally, we patterned and evaporated aluminum bandages using the same process as for junctions with an in-situ Ar ion milling.
The Josephson junctions room temperature resistance were individually measured with automated probe station. Some of JJs were also measured in a cryogen-free cryostat to confirm critical current evaluation. The quality and uniformity of the deposited electrodes was examined using a scanning electron microscopy.
Experimental results and discussion
Shadow evaporation of Josephson junctions
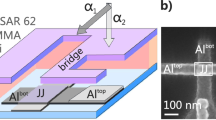
During electron-beam evaporation of Josephson junctions a diverging metal flow is formed (Fig. 1a). Its conical shape leads to nanoscale misalignment of junction electrode positions over a wafer and changes in electrode linear dimensions. One can imagine this effect as changing deposition angle over the wafer—from the center point of the wafer to edges. The changing angle results in a different shading of a metal flow from a two-layer resist mask edge. Additionally, it also affects thickness fluctuations of shadow evaporated aluminum electrodes which can change its band gap15, and, therefore, the critical current of the Josephson junction.

Thin film evaporation diagram from crucible at an angle to a substrate (a); distribution map of JJ dimensions over a 4″ wafer (α = 0°) (b); distribution map of the film thickness over a 4″ wafer (α = 60°) (c); the dependence of a film thickness nonuniformity vs deposition angle α (d).
We demonstrated that JJ electrodes thickness non-uniformity becomes higher as deposition angle increases (up to 14% over the 4-inch wafer at 60° deposition angle) which well compatible with the simulation results (Fig. 1c,d). The stylus profiler was used to measure thin-film electrodes thickness and non-uniformity. We observed reduction of 100-nm width electrode linear dimensions of 18% over the 4-inch wafer (Fig. 1b). The electrode dimensions reduction is symmetrical against the central line of the wafer. These effects become much more significant for wafer-scale fabrication and for larger area superconducting devices with long Josephson junction arrays. To reduce the effects of shadow evaporation stage on linear dimensions and thickness variation, we placed all our chips in position B (Fig. 1b) in the center of the substrate holder for this study.
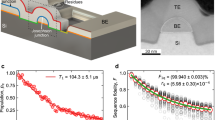
Previous study shown that only 10% of AlOx tunnel barrier area of Josephson junction is actively participate in a tunneling process16. AlOx thickness variations are dominantly caused by grain boundary grooving in a bottom polycrystalline Al-electrode17,18. There are three main stages (Fig. 2a) of electrodes shadow evaporation at an angle to a surface19. First, individual vapor species arrive at random locations on the surface with a given tilt angle. Second, deposited particles accumulate within certain regions in the form of grains of material which start casting shadows to neighbor surface zones, where vapor species cannot be deposited. At the third stage, taller surface features are more likely to grow, initiating a competitive growth process where the taller the feature the larger its shadow. Microstructure and surface of the bottom Al electrode mainly determine the properties of the Al/AlOx/Al system and have to be optimized, as it forms the base for the subsequent tunnel barrier growth.

Angle shadow evaporation of Josephson junction bottom electrode: (a) schema of competitive islands growth during angled evaporation of electrodes; (b) surface roughness (RMS) and (c) line edge roughness of bottom JJ electrode vs deposition rate and evaporation angle; (d) surface roughness (RMS) and (e) line edge roughness of bottom JJ electrode vs its thickness and evaporation angle; (f) SEM image of the bottom JJ electrodes surface with various evaporation angles and thicknesses; critical current variation \((\sigma /\langle {I_{c} } \rangle )\) of JJs evaporated at (g) 25 nm/45° and (h) 15 nm/0° deposition scheme.
There are three key parameters of e-beam evaporation process affecting the microstructure and surface quality of thin-film electrodes: deposition rate, electrode thickness and deposition angle. Here, we investigate e-beam evaporation of bottom Al electrodes with deposition rate in the range of 0.2–1.5 nm/s, electrode thickness from 15 to 45 nm (the lower limit was determined by the film continuity condition at room temperature), and deposition angle from 0° to 60°. Figure 2b,c show an extremum that corresponds to minimum RMS surface roughness and line edge roughness (LER) of the bottom electrode. This dependence is typical for a wide range of deposition angles (from 0° to 60°). Deposition rate plays an important role in controlling adatoms surface diffusion and relocation. Rapid arrival of new particles (adatoms and cluster) could bury and interfere with particles diffusing on the substrate surface or thin film surface. That is, the surface roughness and line edge roughness of the film increases with increasing deposition rate. Lower deposition rates allow to ad-particles to diffuse over greater lengths, which results in ordered structure. Extremum in the surface and line edge roughness is caused by the presence of residual gases in the deposition chamber. The effective pressure in the deposition chamber increases as the deposition rate decreases. Due to the chemical activity of aluminum, the adsorbed oxygen and/or oxide precipitates accumulates on the surface of growing aluminum crystallites, hindering the growth of the crystallite20,21. As a result, a relief surface of the aluminum film is formed.
The surface roughness of bottom JJ electrode was measured using atomic force microscope. The line-edge roughness was determined by graphic processing of the electrodes images obtained in a scanning electron microscope. Since RMS surface roughness of thin aluminum films increases with increasing thickness22, in our work we investigated a combined effect from deposition angle and film thickness to bottom electrode surface and LER. We experimentally shown that decreased deposition angle contributes to the minimization of RMS surface roughness (Fig. 2d).and electrode line edge roughness (Fig. 2e). According to the model of film growth at angle, the shading effect becomes more significant as the deposition angle increases23. Additionally, increased film thickness leads to surface roughness increases due to the competitive growth of individual crystallites.
One can use the combination of small deposition angle and thickness to fabricate high quality (RMS ~ 1 nm, LER < 1.3 nm) bottom JJ electrode (Fig. 2f).
We fabricated two test 20 × 20 mm2 area chips to evaluate the influence of the surface roughness of thin film bottom electrodes on JJ critical current reproducibility (determined from the normal-state resistance24). Each chip contained more than 2500 JJs with different areas from 0.01 to 0.09 μm2. The first chip was fabricated with 25 nm thick JJs bottom electrodes evaporated at 45° angle; the top electrode was deposited orthogonally. The second chip contained JJs with 15 nm thick bottom electrodes deposited orthogonally (0°); the top electrode was deposited at 45°. One can notice, that 15 nm/0° deposition scheme ensured reducing the spread of the critical current \((\sigma /\langle {I_{c} } \rangle )\) for 150 × 200 nm2 area JJs (widely used in qubits design) over the chip from 5.8 to 4.7% (Fig. 2g,h). Critical current variation maps over the chips for the JJ with different areas can be found in the supplementary materials.
Oxidation of Josephson junctions
Josephson junctions critical current is determined by thickness and structure of the tunnel barrier25. It is formed at the stage of the bottom metal electrode oxidation. Oxidation process parameters like oxygen pressure and time (exposure time in O2), oxidation method (static/dynamic) have dramatic influence on tunnel barrier properties26. Direct control of tunnel barriers is quite difficult, because its size is varying from 100 nm to 1 µm at 1–2 nm barrier thickness2. Usually, the tunnel barrier is characterized by electrical measurements.
First, we investigated the effect of oxygen pressure and oxidation time on the JJ critical current density (jc) which is independent on the junction area. The areas of all the 2500 JJ were measured using automatic SEM measurements. The linear sizes were determined by measuring the intensity profile at the JJ electrode edge caused by the emission of secondary electrons. Figure 3a demonstrates the experimental dependence of the critical current density vs oxygen pressure in the range from 0.001 to 10 mbar. All the experimental data points were measured for the 150 × 200 nm2 junction area. One can see that the obtained jc range makes it possible to fabricate JJs in a wide range of critical currents required both for qubit circuits and for Josephson parametric amplifiers.

Critical current density and critical current reproducibility of the Al/AlOx/Al junctions vs oxidation method and oxygen pressure (a); critical current variation \((\sigma /\langle {I_{c} } \rangle )\) of JJs for static and dynamic oxidation (b).
Next, we experimentally demonstrated the influence of the oxidation method on the critical current reproducibility (Fig. 3a, right vertical axis). Up to 14% better critical current reproducibility across the chip was observed with the static oxidation method at low oxidation pressures (less than 0.1 mbar). It can be explained by oxygen leaking into the chamber during the oxidation process at very low pressures25. Transition to dynamic oxidation allowed reducing the critical current reproducibility over a chip for the range of oxygen pressures from 0.001 to 0.1 mbar. According to resistance measurements at room temperature for JJs size of 150 × 200 nm, it is possible to reduce the spread \((\sigma /\langle {I_{c} } \rangle )\) to 3.9% across the chip using dynamic oxidation (Fig. 3b). Critical current variation maps over the chips for the JJ with different areas can be found in the supplementary materials.
Qubit frequency repeatability
We fabricated three equal chips with 6 transmon qubits on each to explore better statistics on the qubit frequency repeatability. Each qubit is designed to a fixed frequency of 4.3 GHz and readout resonators with a frequency detuning between them of 100 MHz. We used double pad transmon qubits with 250 MHz anharmonicity, designed 25–30 MHz qubit resonator coupling strength and 8000–10,000 external quality factors. The optical image of a single qubit is presented in the supplementary materials. Each chip was fabricated individually with the same optimized shadow evaporation and oxidation parameters for the Josephson junctions described in this work. Each chip was packaged in a magnetically- and infrared-shielded copper sample holder mounted at the base plate of a dilution refrigerator at temperature below 15 mK. Microwave attenuators were used to isolate the qubit chip from thermal and instrumental noise. The readout line is equipped with an impedance matched parametric amplifier (IMPA)27. At the stage (4K) of the cryostat, a high electron mobility transistor (HEMT) is installed. The output line is further amplified outside the cryostat with amplifier.
After identifying the qubit frequency using spectroscopy, we first perform a measurement of Rabi oscillations where an excitation pulse is applied at the qubit frequency, followed by a readout pulse on the resonator. From the Rabi oscillations, we extract the pulse length required to excite the qubit. Next, we use our calibrated π-pulse duration to perform a Ramsey experiment to determine coherence time. Finally, we extract the qubit relaxation time by applying a π-pulse and increase the delay between the qubit excitation and readout pulses. To reliably characterize the system, the pulse schemes are repeated and the measurement outputs are averaged.
As a result, we measured frequencies, relaxation (T1) and coherence (T2*) time of each qubit on three different chips (Table 1). We observed high repeatability of qubits frequencies with a spread less than 1.5% over the 5 × 10 mm2 chip area and less than 2% over three chips. When recalculation the qubit frequency to the JJ critical current, one can obtain the critical current variation \((\sigma /\langle {I_{c} } \rangle )\) of 2.8% for chip #1, 3% for chip #2 and 2% for chip #3. The critical current variation between our three test chips is 3.7%. The qubit measurement results for the chips described in this work are listed in the supplementary materials.
Conclusions
Motivated by required ultrahigh uniformity of Josephson junctions critical current for scaling superconducting quantum circuits with multiple qubits, we undertook a study of optimal Josephson junction electrode thickness, deposition rate and deposition angle. We experimentally confirmed that decreased deposition angle and thin electrode contribute to RMS surface roughness and electrode line edge roughness minimization (RMS ~ 1 nm, LER < 1.3 nm). In addition, the influence of oxidation method, pressure and time on critical current reproducibility was determined. We demonstrated that transition to dynamic oxidation allowed reducing the spread of critical current over a chip for oxygen pressures less than 0.1 mbar.
Utilizing the proposed method, we achieved Al/AlOx/Al junction critical current variation \((\sigma /\langle {I_{c} } \rangle )\) less than 3.9% (for the JJs from 150 × 200 to 150 × 600 nm2) and 7.7% (for 100 × 100 nm2) over 20 × 20 mm2 chip. Finally, we fabricate separately three 5 × 10 mm2 chips with 18 transmon qubits showing less than 1.9% frequency variation between qubits on different chips. The proposed approach and optimization criteria can be utilized for a robust wafer-scale superconducting qubit circuits fabrication.
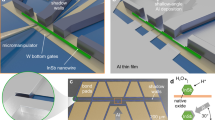
As a superconducting qubit platform evolves towards larger scales, there are limitations caused by qubits non-reproducibility due to the lack of fabrication process control. Double-angle evaporation have technological limitations caused by lithography and deposition processes non-repeatability. A further reproducibility improvement of both Josephson junctions and qubits can be obtained with a novel fully CMOS compatible qubit fabrication method.
Data availability
The datasets used and/or analysed during the current study available from the corresponding author on reasonable request.
References
Clarke, J. & Wilhelm, F. K. Superconducting quantum bits. Nature 453(7198), 1031–1042. https://doi.org/10.1038/nature07128 (2008).
Zeng, L., Tran, D. T., Tai, C. W., Svensson, G. & Olsson, E. Atomic structure and oxygen deficiency of the ultrathin aluminium oxide barrier in Al/AlOx/Al Josephson junctions. Sci. Rep. 6, 29679. https://doi.org/10.1038/srep29679 (2016).
Krantz, P. et al. A quantum engineer’s guide to superconducting qubits. Appl. Phys. Rev. 6, 021318. https://doi.org/10.1063/1.5089550 (2019).
Besedin, I. S. et al. Topological excitations and bound photon pairs in a superconducting quantum metamaterial. Phys. Rev. B 103, 224520. https://doi.org/10.1103/PhysRevB.103.224520 (2021).
Fedorov, G. P. et al. Photon transport in a Bose–Hubbard chain of superconducting artificial atoms. Phys. Rev. Lett. 126, 180503. https://doi.org/10.1103/PhysRevLett.126.180503 (2021).
Moskalenko, I. N. et al. High fidelity two-qubit gates on fluxoniums using a tunable coupler. npj Quantum Inf. 8, 130. https://doi.org/10.1038/s41534-022-00644-x (2022).
Kreikebaum, J. M., O’Brien, K. P., Morvan, A. & Siddiqi, I. Improving wafer-scale Josephson junction resistance variation in superconducting quantum coherent circuits. Supercond. Sci. Technol. 33, 06LT02. https://doi.org/10.1088/1361-6668/ab8617 (2020).
Osman, A. et al. Simplified Josephson-junction fabrication process for reproducibly high-performance superconducting qubits. Appl. Phys. Lett. 118, 064002. https://doi.org/10.1063/5.0037093 (2021).
Verjauw, J. et al. Path toward manufacturable superconducting qubits with relaxation times exceeding 0.1 ms. npj Quantum Inf. 8, 93. https://doi.org/10.1038/s41534-022-00600-9 (2022).
Pop, I. M. et al. Fabrication of stable and reproducible submicron tunnel junctions. J. Vac. Sci. Technol. B 30, 010607. https://doi.org/10.1116/1.3673790 (2012).
Macklin, C. et al. A near-quantum-limited Josephson traveling-wave parametric amplifier. Science 350(6258), 307–310. https://doi.org/10.1126/science.aaa8525 (2015).
Zorin, A. B. Josephson traveling-wave parametric amplifier with three-wave mixing. Phys. Rev. Appl. 6, 034006. https://doi.org/10.1103/PhysRevApplied.6.034006 (2016).
Rodionov, I. A. et al. Quantum engineering of atomically smooth single-crystalline silver films. Sci. Rep. 9, 12232. https://doi.org/10.1038/s41598-019-48508-312232 (2019).
Dolan, G. J. Offset masks for lift-off photoprocessing. Appl. Phys. Lett. 31(5), 337. https://doi.org/10.1063/1.89690 (1977).
Douglass, D. H. Jr. & Meservey, R. Energy gap measurements by tunneling between superconducting films I. Temperature dependence. Phys. Rev. 135, A19. https://doi.org/10.1103/PhysRev.135.A19 (1964).
Zeng, L. J. et al. Direct observation of the thickness distribution of ultra thin AlOx barriers in Al/AlOx/Al Josephson junctions. J. Phys. D Appl. Phys. 48, 395308. https://doi.org/10.1088/0022-3727/48/39/395308 (2015).
Nik, S. et al. Correlation between Al grain size, grain boundary grooves and local variations in oxide barrier thickness of Al/AlOx/Al tunnel junctions by transmission electron microscopy. Springerplus 5, 1067. https://doi.org/10.1186/s40064-016-2418-8 (2016).
Fritz, S. et al. Correlating the nanostructure of Al-oxide with deposition conditions and dielectric contributions of two-level systems in perspective of superconducting quantum circuits. Sci. Rep. 8, 7956. https://doi.org/10.1038/s41598-018-26066-4 (2018).
Barranco, A., Borras, A., Gonzalez-Elipe, A. R. & Palmero, A. Perspectives on oblique angle deposition of thin films: From fundamentals to devices. Prog. Mater. Sci. 76, 59–153. https://doi.org/10.1016/j.pmatsci.2015.06.003 (2016).
Qiu, H. et al. Effect of deposition rate on structural and electrical properties of Al films deposited on glass by electron beam evaporation. Thin Solid Films 414(1), 150–153. https://doi.org/10.1016/S0040-6090(02)00454-6 (2002).
Barna, A., Barna, P. B., Radnoczi, G., Reicha, F. M. & Toth, L. Formation of aluminium thin films in the presence of oxygen and nickel. Physica Status Solidi (A) 55(2), 427–435. https://doi.org/10.1002/pssa.2210550210 (1979).
Shen, D. et al. Character and fabrication of Al/Al2O3/Al tunnel junctions for qubit application. Chin. Sci. Bull. 57(4), 409–412. https://doi.org/10.1007/s11434-011-4821-4 (2012).
Dirks, A. G. & Leamy, H. J. Columnar microstructure in vapor-deposited thin films. Thin Solid Films 47(3), 219–233. https://doi.org/10.1016/0040-6090(77)90037-2 (1977).
Ambegaokar, V. & Baratoff, A. Tunneling between superconductors. Phys. Rev. Lett. 10, 486. https://doi.org/10.1103/PhysRevLett.10.486 (1963).
Wu, Y. L. et al. Fabrication of Al/AlOx/Al Josephson junctions and superconducting quantum circuits by shadow evaporation and a dynamic oxidation process. Chin. Phys. B 22, 060309. https://doi.org/10.1088/1674-1056/22/6/060309 (2013).
Holmes, D. S. & McHenry, J. Non-normal critical current distributions in Josephson junctions with aluminum oxide barriers. IEEE Trans. Appl. Supercond. 27(4), 1–5. https://doi.org/10.1109/TASC.2016.2642053 (2016).
Ezenkova, D. et al. Broadband SNAIL parametric amplifier with microstrip impedance transformer. Appl. Phys. Lett. 121, 232601. https://doi.org/10.1063/5.0129862 (2022).
Acknowledgements
Technology was developed and samples were fabricated at the BMSTU Nanofabrication Facility (Functional Micro/Nanosystems, FMNS REC, ID 74300).
Author information
Authors and Affiliations
Contributions
D.O.M., E.V.Z. and I.A.R. conceptualized the ideas of the project. D.O.M., E.V.Z., A.A.P. and D.A.E. fabricated experimental samples and discussed results. A.A.P. and D.A.E. performed morphology characterization. N.S.S. performed shadow evaporation simulation. A.I.I. and N.S.S. conducted the electrical characterization of the experimental samples. D.O.M., E.V.Z. and I.A.R. prepared writing-original draft. I.A.R. reviewed and edited the manuscript. I.A.R. supervised the project. All authors analyzed the data and contributed to writing the manuscript.
Corresponding author
Ethics declarations
Competing interests
The authors declare no competing interests.
Additional information
Publisher's note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Supplementary Information
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Moskalev, D.O., Zikiy, E.V., Pishchimova, A.A. et al. Optimization of shadow evaporation and oxidation for reproducible quantum Josephson junction circuits. Sci Rep 13, 4174 (2023). https://doi.org/10.1038/s41598-023-31003-1
Received:
Accepted:
Published:
DOI: https://doi.org/10.1038/s41598-023-31003-1
This article is cited by
-
Wiring surface loss of a superconducting transmon qubit
Scientific Reports (2024)
-
Advanced CMOS manufacturing of superconducting qubits on 300 mm wafers
Nature (2024)
-
Josephson radiation threshold detector
Scientific Reports (2024)
-
Improving Josephson junction reproducibility for superconducting quantum circuits: junction area fluctuation
Scientific Reports (2023)
Comments
By submitting a comment you agree to abide by our Terms and Community Guidelines. If you find something abusive or that does not comply with our terms or guidelines please flag it as inappropriate.
