
Abstract
CO2 methanation is a promising technology to enable the use of CO2 as a resource. Thermal control of CO2 methanation, which is a highly active exothermic reaction, is important to avoid thermal runaway and subsequent degradation of the catalyst. Using the heat storage capacity of a phase change material (PCM) for thermal control of the reaction is a novel passive approach. In this study a novel structure was developed, wherein catalysts were directly loaded onto a micro-encapsulated PCM (MEPCM). The MEPCM was prepared in three steps consisting of a boehmite treatment, precipitation treatment, and heat oxidation treatment, and an impregnation process was adopted to prepare a Ni catalyst. The catalyst-loaded MEPCM did not show any breakage or deformation of the capsule or a decrease in the heat storage capacity after the impregnation treatment. MEPCM demonstrated a higher potential as an alternative catalyst support in CO2 methanation than the commercially available α-Al2O3 particle. In addition, the heat storage capacity of the catalyst-loaded MEPCM suppressed the temperature rise of the catalyst bed at a high heat absorption rate (2.5 MW m−3). In conclusion, the catalyst-loaded MEPCM is a high-speed, high-precision thermal control device because of its high-density energy storage and resolution of a spatial gap between the catalyst and cooling devices. This novel concept has the potential to overcome the technical challenges faced by efficiency enhancement of industrial chemical reactions.
Similar content being viewed by others
Introduction
Thermal control is essential for operating various systems at appropriate temperatures and preventing system failures. Thermal runaway is one of the problems caused by an inability to properly control the reaction temperature. It is a positive loop state wherein the heat of an exothermic reaction causes the catalyst temperature to rise, which in turn promotes the reaction and further increases the catalyst temperature. This phenomenon occurs in chemical reactors and batteries and eventually results in the loss of control over the system and possible explosion1,2,3. Thermal runaway in a heterogeneous catalytic reaction is also an economical problem because it reduces product selectivity, changes product distribution, and reduces the activity and life span of the catalyst2. Industrial fixed-bed reactors are operated at relatively high temperatures for the efficient conversion of reactants to products1. In this case, the temperature of the hot spot in the catalyst layer is close to the unstable range, and a slight disturbance in operating conditions can cause thermal runaway.
As one of the promising thermal control technologies, latent heat storage (LHS), which exploits the latent heat at the solid–liquid phase transformation of a phase change material (PCM), has attracted attention for its variety of positive characteristics, such as the release and absorption of a large amount of heat within a small temperature range, high repeatability, and heat transfer at a constant temperature4,5,6,7. Therefore, LHS behaves as an isothermal heat sink when the operation temperature matches the melting temperature of the PCM and precise temperature control within a narrow range is expected. Furthermore, passive thermal control, including LHS, is used more often than active thermal control owing to its higher operational reliability and lower cost8,9. However, the available temperature range of LHS depends mainly on the type of PCM used10,11. Typically, molten salts or alloys are used in the high temperature range that favors a chemical reaction4,12,13. Alloys are more promising than molten salts because of their high thermal conductivity, low volume expansion, and minimal supercooling12,13. Some alloy PCMs have been reported recently. Blanco-Rodríguez et al. reported a Mg–Zn alloy, and Risueño et al. investigated Mg–Zn–Al alloys14,15. In several of these studies, the leakage of molten PCM is a problem, and encapsulation of the PCM is essential to prevent it16.
Our research group previously developed a micro-encapsulated PCM (MEPCM) consisting of an Al–Si alloy core and an α-Al2O3 shell17,18,19. The MEPCM exhibited a high melting point above 500 °C, high heat storage density of 180 J g−1 or higher, and durability over 3000 cycles. Furthermore, microscale encapsulation provided beneficial properties for thermal control: miniaturization of the PCM enabled rapid melting of the internal alloy2, and expansion of the heat exchange area provided rapid thermal response20.
Several thermal control technologies utilizing LHS have been reported. Zhang et al. used In@SiO2 capsules as a thermally functional additive to suppress the generation of local hot spots2. Odunsi et al. investigated a simulation of the Fischer–Tropsch reaction using PCM, wherein the reaction bed temperature was maintained in the appropriate range1. LHS is also used to maintain the system temperature and to balance the heat demand and supply. Gokon et al. proposed a PCM-solar reactor to suppress the temperature change of a catalyst bed due to solar radiation fluctuation21; high catalyst performance was maintained for 30 min during the heat-discharging mode. Pattison et al. proposed autothermal microchannel reactors in which the heat of the exothermic reaction was used in the endothermic reaction22. They confined the PCM layer between each reactor to suppress the thermal imbalance of the two reactions. On the other hand, when PCM is used as an additive in the catalyst layer or as a reactor jacket, the spatial gap between the heat source and PCM inhibits efficient heat conduction. Hence, the contact structure between the PCM surface and heat source is important for thermal control23. Li et al. demonstrated the heat management of a chemical loop combustion in contact with Al@Al2O3 PCM microcapsules23. However, there are few studies on thermal management components where a heat source was loaded onto the PCM capsule.
Therefore, a structure in which the catalyst acts as a heat source for the exothermic reaction when loaded onto the surface of an MEPCM is a novel and promising heat control material. Ceramic materials, such as SiO2, Al2O3, and TiO2, are often used as catalyst supports due to their high heat resistance and chemical stability24. Since the MEPCM shell consists of α-Al2O3, it can be used as a catalyst support. Figure 1 shows a schematic diagram of the catalyst-loaded MEPCM and the thermal control system. The MEPCM, which is covered with fine particles of the catalyst, removes the heat generated on the catalyst surface during exothermic reactions at the nanoscale because of its heat storage capacity. Catalyst-loaded MEPCMs are used in combination with typical cooling devices (e.g., shell and tube reactor25). These units cool the entire catalyst layer and prevent the PCM from losing its thermal storage characteristics due to a complete phase transformation. Thus, the catalyst-loaded MEPCM is expected to control the temperature of the entire catalyst layer at the nanoscale.

Schematic diagram of the catalyst-loaded MEPCM and the thermal control system.
CO2 methanation (\({\rm{C}}{{\rm{O}}_{\rm{2}}}{\rm{ + 4}}{{\rm{H}}_{\rm{2}}}{\rm{ = C}}{{\rm{H}}_{\rm{4}}}{\rm{ + 2}}{{\rm{H}}_{\rm{2}}}{\rm{O(g),\;}} \delta {\rm{H}}_{{\rm{298K}}}^{\rm{0}}{\rm{ = }} - {\rm{164\;kJ\;mo}}{{\rm{l}}^{ - {\rm{1}}}})\) is considered as an important application of the catalyst-loaded MEPCM because of its demand for high thermal control26. It presents an alternative to conventional natural gas production by converting CO2 to CH4, which is effective for reducing CO2 emissions27. Additionally, CH4 is superior to H2 in terms of capital expenditure as transportation of CH4 can be achieved by using existing natural gas pipelines27,28. Based on the above, a power-to-gas system employing CO2 methanation has been previously proposed25,29,30. CO2 methanation requires catalysts (Ni, Rh, Ru, etc.), and Ni, which is the most widely used, shows high catalytic activity from 300 to 400 °C28,31. However, thermal runaway is a concern due to the highly exothermic reaction32,33,34. The use of a Ni-loaded MEPCM (Ni/MEPCM) instead of a conventional catalyst may suppress a significant rise in temperature.
The purpose of this study was to fabricate Ni/MEPCM and investigate its catalytic activity for CO2 methanation and its thermal control characteristics during an exothermic reaction. Ni/MEPCM was fabricated by the conventional impregnation method because the MEPCM surface was assumed to behave in a manner similar to that of the surface of α-Al2O3 powder. A CO2 methanation reaction was conducted to measure the catalytic performance. Based on the results, CO2 conversion (%) and CH4 selectivity (%) were estimated.
Methods
Preparation of MEPCM
MEPCM was prepared from Al-Si microspheres (25 mass% Si; Diameter: < 38 \(\mathrm{\mu m}\), Purity: 99.0%, Hikari Material Industry Co. Ltd.). The melting point of the composition is approximately 577 °C. The encapsulation of the microspheres was performed in three steps consisting of a boehmite treatment, precipitation treatment, and heat oxidation treatment, as proposed in a previous study19. First, 300 mL of distilled water containing 1.0 g of Al(OH)3 (Purity: 99.99%, Kojundo Chemical Lab. Co., Ltd.) was boiled with a hot stirrer. After adjusting the solution to a pH of 8.0 by adding a 1 M solution of NH3, 10 g of the Al-Si microspheres were added to the water. The mixture was continuously stirred for 3 h to form AlOOH shells on the surfaces of the microspheres by the hydration reaction. Second, the solutions were cooled to 75 °C and maintained at this temperature for 16 h. Subsequently, the precursor samples were filtered and dried at 105 °C overnight. Finally, 10 g of the precursor samples were heated from room temperature to 1150 °C at a rate of 10 °C min−1 and maintained there for 6 h under an O2 gas flow (Purity: 99.5%, rate: 2.0 L min−1) to form the α-Al2O3 shells.
Preparation of Ni/MEPCM
Ni loading onto the MEPCM was carried out by the impregnation method, here, the raw materials were adjusted so that the amount of nickel supported in the final product was 10%. An aqueous solution containing 5.0 mL of distilled water and 0.50 g of Ni(NO3)2·6H2O (Purity: 99.9%, Kojundo Chemical Lab. Co., Ltd.) was added to 0.90 g of the as-prepared MEPCM. The mixture was crystallized at 70 °C by a rotary evaporator (Shibata Scientific Technology Ltd, SRE-M3). The impregnated sample was dried at 105 °C for 24 h, then calcined at 500 °C for 4 h to prepare the Ni/MEPCM. Ni/α-Al2O3 was also prepared for comparison by adding 0.90 g of α-Al2O3 (Average Diameter = 28 μm, Purity: 99.9%, Showa Denko Co., Ltd.) into another aqueous solution of distilled water and Ni(NO3)2·6H2O, as before, and the mixture was crystallized at 70 °C. The impregnated sample was then dried at 105 °C for 24 h and calcined at 500 °C for 4 h to prepare the Ni/α-Al2O3 reference.
Sample characterization
The phase compositions of the samples were characterized using X-ray powder diffraction (XRD, Rigaku, Miniflex600, Cu Kα). The surface chemical state was analyzed using X-ray photoelectron spectroscopy (XPS, JEOL, JPS-9200). XPS spectra were acquired using an Al Kα X-ray source (1486.6 eV). The calibration was carried out by referring to Au 4f7/2 (84.00 eV), Cu 2p3/2 (932.63 eV), and Ag 3d5/2 (368.28 eV). The morphology was observed by scanning electron microscopy-energy dispersive spectroscopy (SEM–EDS, JEOL, JSM-7400F). Brunauer–Emmett–Teller (BET) specific surface areas of the samples were analyzed based on the N2 adsorption/desorption techniques using a gas adsorption analyzer (Yuasa Ionics, Autosorb 6AG). The density of the samples was measured using a gas pycnometer (Quantachrome instruments, Ultrapycnometer1000). Additionally, the phase transition temperature and thermal storage ability were measured using a differential scanning calorimetry analyzer (DSC, Mettler-Toledo, TGA/DSC3 +). The MEPCM sample was placed in an Al2O3 crucible and heated from room temperature to 600 °C at a rate of 5.0 °C min−1 and maintained at this temperature for 5 min under an Ar gas flow (Purity 99.5%, rate 50 mL min−1).
CO2 methanation
CO2 methanation was performed in a vertical fixed bed tubular reactor (inner diameter: 6.0 mm) at atmospheric pressure to evaluate the catalytic activity tests. Figure 2 shows a schematic diagram of the reactor. One-tenth of a gram of the samples were loaded into the reactor and fixed with quartz wool. The samples were reduced for 1 h at 500 °C under H2 and Ar gas flow (\({\text{F}}_{\text{in, }{\text{H}}_{2}}\)= 40 mL min−1 and \({\text{F}}_{\text{in, Ar}}\)= 110 mL min−1, where \({\text{F}}_{\text{in, }{\text{x}}}\) represents the flow rate of the inlet gas). After cooling to the reaction temperature in Ar gas flow, the feed gas (\({\text{F}}_{\text{in, }{\text{CO}}_{2}}\)= 10 mL min−1, \({\text{F}}_{\text{in, }{\text{H}}_{2}}\)= 40 mL min−1, and \({\text{F}}_{\text{in, Ar}}\)= 110 mL min−1) was introduced into the reactor for 1 h at 400 °C. The concentrations of the outlet gas was analyzed using a Quadrupole mass spectrometer (Q-mass, Pfeiffer Vacuum, Thermostar GSD301). CO2 conversion and CH4 selectivity were calculated using Eqs. (1) and (2):
where \({\text{F}}_{\text{out, }{\text{x}}}\) represents the flow rate of the outlet gas.

Schematic diagram of the vertical fixed bed tubular reactor.
Measurement of thermal control performance
The CO2 methanation reaction was also used as a test to evaluate the thermal control characteristics of the Ni/MEPCM material. The reactions were carried out with Ni/MEPCM under two reaction conditions, and the temperature of the sample bed was measured in each case. The difference between the two conditions determined whether the internal PCM was a solid or liquid (i.e., whether the samples had a heat storage capacity or not). The temperature control performance of the PCM was evaluated from the difference between these temperatures.
The reaction was carried out in the same reactor as in previous section, and the thermocouple was inserted into the middle of the sample bed to measure the temperature of the sample. Two-tenths of a gram of the Ni/MEPCM were loaded into the reactor such that the tip of the thermocouple was sufficiently covered by the samples. Figure 3 shows temperature programs for measuring thermal control performance during the CO2 methanation reaction of the Ni/MEPCM with/without a heat storage function. In condition (i), when the temperature of the sample layer exceeded the melting point of the PCM by the reaction heat, the phase transformation of PCM occurred, and heat storage began. In condition (ii), the PCM melted before the reaction started, and the liquid state was maintained even at the reaction temperature for supercooling. Therefore, heat storage did not occur during the reaction. H2 and Ar gas (\({\text{F}}_{\text{in, }{ \, {\text{H}}}_{2}}\)= 40 mL min−1 and \({\text{F}}_{\text{in, Ar}}\)= 110 mL min−1) flowed during the reduction, and the feed gas (\({\text{F}}_{\text{in, }{\text{ CO}}_{2}}\)= 15 mL min−1, \({\text{F}}_{\text{in, }{ \, {\text{H}}}_{2}}\)= 60 mL min−1, and \({\text{F}}_{\text{in, Ar}}\)= 50 mL min−1) was introduced during the reaction.

Temperature programs for measuring thermal control performance during the CO2 methanation reaction of the Ni/MEPCM with/without a heat storage function. In the condition (i), internal PCM is solid and has the latent heat storage function when the catalytic reaction starts. In the condition (ii), internal PCM is liquid and does not have the latent heat storage function when reaction starts. Here, Pre-treatment (A) is reduction of NiO of the as prepared Ni/MEPCM under H2 and Ar flow at 500 °C. Pre-treatment (B) is for loosing heat storage function of the Ni/MEPCM by maintain it at 600 °C for 10 min in Ar flow. CO2 methanation reaction was started at 560 °C after Pre-treatment (A) or (B).
Results and discussion
Catalyst characterization
Phase composition of samples
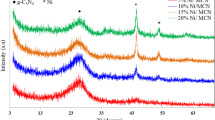
Figure 4 shows the XRD patterns of the MEPCM, Ni/MEPCM, and Ni/α-Al2O3 samples. Peaks of Al, α-Al2O3, and Si were detected in the results of the MEPCM and Ni/MEPCM, and peaks of NiO was observed in the Ni/MEPCM. Peaks corresponding to α-Al2O3 and NiO were detected in the Ni/α-Al2O3. Furthermore, the weight ratios of NiO in each sample were calculated using reference intensity ratio (RIR) analyses. The weight ratios of NiO were 7.9% for Ni/MEPCM and 8.5% for Ni/α-Al2O3.

X-ray diffraction (XRD) patterns of the MEPCM, Ni/MEPCM, and Ni/α-Al2O3.
The XRD peaks of Al and Si were attributed to the core alloy in the MEPCM; meanwhile, the α-Al2O3 peak was attributed to its shell. Stronger peaks of α-Al2O3 were observed in the Ni/α-Al2O3 than in the other samples. This is due to the fact that only the shell of the MEPCM was composed of α-Al2O3 as opposed to the entire structure of Ni/α-Al2O3. Since the peaks of NiO and α-Al2O3 were similar in all samples, the prepared samples were expected to have similar catalytic properties. The weight ratios of the Ni loaded on the two samples were 6.2% for Ni/MEPCM and 6.7% for Ni/α-Al2O3, based on the weight ratios of NiO calculated by the RIR analysis. Although the amount of loaded Ni was smaller than that of the input raw material, the amount of loaded Ni on the Ni/MEPCM and Ni/ α-Al2O3 was similar in extent.
Morphology of samples
Figure 5 shows the SEM images and elemental mapping results of the MEPCM, Ni/MEPCM, and Ni/α-Al2O3 samples. The entire surface of the MEPCM was covered with a needle-like structure, and cuboid crystals had formed on the structure. The same structure along with fine particles of approximately 40 nm in diameter were present in the Ni/MEPCM. A smooth surface was detected in the Ni/α-Al2O3, and fine particles of approximately 100 nm in diameter were present on its surface. In the elemental mapping, the MEPCM shell was composed of Al, O, and a small amount of Si, while Ni was present on the MEPCM shell after Ni impregnation in the Ni/MEPCM. In contrast, Al, O, and Ni were strongly detected in the Ni/α-Al2O3.

Scanning electron microscopy (SEM) image and the Energy dispersive spectroscopy (EDS) elemental mapping of the (a) MEPCM, (b) Ni/MEPCM, and (c) Ni/α-Al2O3. In the elemental mapping, the red area represents O, the green area represents Al, the yellow area represents Si and the purple area represents Ni.
The needle-like structure and cuboid crystals were composed of Al and O, and the XRD patterns reveal α-Al2O3 peaks. Thus, the MEPCM shells had formed only from α-Al2O3. The characteristic needle-like structures corresponded to AlOOH formed during the boehmite treatment17. The cuboid crystals represented the deposited or adhered Al(OH)3 particles formed during the precipitation treatment19. These two types of structures created a coarse configuration. The small amount of Si that was detected implied that most of the Si was present only in the MEPCM core. The fine particles were present only in the Ni-impregnated sample; thus, they were considered to be NiO from the elemental mapping and XRD patterns. Ni was supported on the MEPCM without aggregation since these particles were distributed. As the core/shell structure was neither broken nor deformed, and there was no elemental mapping of Si outside the capsules, no apparent core leakage occurred during the impregnation process. On the other hand, in Ni/α-Al2O3, the particles recognized as NiO were more aggregated than those in the Ni/MEPCM, and Si was determined as a trace impurity in the production.
Surface chemical state
Figure 6 shows the Ni 2p region of the XPS spectra for the Ni/MEPCM and Ni/α-Al2O3. The peak shift associated with the charging of the sample was already uniformly corrected on the basis of the C 1 s (285 eV). In both samples, strong peaks were observed in a binding range of 853.5–854 eV.

Ni 2p region of the XPS spectra for the (a) Ni/MEPCM and (b) Ni/α-Al2O3.
In both samples, Ni particles on the surface were mainly in the form of Ni2+ because the strongest peak was observed at 853.5–854 eV. Furthermore, the loss peak (860 eV) was derived from NiO. The complex shape of the catalyst-loaded MEPCM may have different surface charges depending on the site. Therefore, the difference in the peak positions between the two samples is considered a result of the charging of the samples and could not be corrected. During the measurement, the core alloy was solid as XPS analysis was conducted at a low temperature. In contrast, the core alloy melts by the heat of the exothermic reaction. The molten Al–Si alloy is suspected to affect the loaded Ni due to the thin shell of the MEPCM. Therefore, it is possible that the chemical state of the Ni particles changed during the exothermic reaction, and it is necessary to examine this in future studies.
BET specific surface area of samples
Table 1 shows the BET specific surface areas and densities of the MEPCM, Ni/MEPCM, and Ni/α-Al2O3. A difference in the interior composition of the Ni/MEPCM and Ni/α-Al2O3 caused a difference in mass even at equal volumes. Therefore, these samples should be evaluated by the BET specific surface area per volume, which was converted from the specific surface area per mass using the density of each sample. The Ni/MEPCM had the largest BET specific surface area at 38.2 × 106 m2 m−3.
The Ni/MEPCM showed a slightly larger surface area than that of the pure MEPCM since the crystals were formed on the surface of the MEPCM. At 11.3 × 106 m2 m−3, the surface area of the Ni/α-Al2O3 was smaller than that of the MEPCM owing to the smoother surface morphology of the α-Al2O3 particles. Generally, α-Al2O3 has a small specific surface area due to the formation process of α-Al2O3, whereby the high-temperature heat treatment facilitates the rearrangement of the Al2O3 particles and reduces the surface area35. In contrast, the MEPCM had a higher specific surface area than that of ordinary α-Al2O3 powder because of its rough structure. Therefore, MEPCM is superior to α-Al2O3 powder as a catalyst support in terms of active-catalyst dispersion.
Thermal properties
Figure 7 shows the DSC curves during heating of the MEPCM, Ni/MEPCM, and Ni/α-Al2O3 samples. An endothermic peak at approximately 573 °C is near the eutectic temperature of Al-Si alloy in both the MEPCM and Ni/MEPCM. Also, the LHS capacities of the MEPCM and Ni/MEPCM were different at 191.42 and 177.84 J g−1, respectively. No endothermic peak was observed in the Ni/α-Al2O3.

Heating DSC curves of the MEPCM, Ni/MEPCM, and Ni/ α-Al2O3.
Since the onset temperature of the endothermic peak was close to the eutectic temperature (577 °C) of the Al-Si alloy, the endothermic peak arose from the phase change of the core alloy. Because Ni impregnated on the MEPCM as NiO particles (at 10 mass% Ni), the LHS capacity of the Ni/MEPCM was 203.77 J g−1 if NiO was neglected. This value was not less than that of the MEPCM before Ni impregnation. Therefore, Ni does not affect the heat storage capacity of the MEPCM.
CO2 methanation
The catalytic activity of each sample was evaluated by analyzing the outlet gas with a Q-mass during CO2 methanation. Figure 8 shows the CO2 conversion of each catalyst. The average CO2 conversions of the Ni/MEPCM and Ni/α-Al2O3 were almost 45% and 27%, respectively. In contrast, the value of the pure MEPCM was nearly 7%.

CO2 conversion of the Ni/MEPCM, Ni/α-Al2O3, and MEPCM. Reaction condition: \({F}_{in, {CO}_{2}}\)= 10 ml min−1, \({F}_{in, {H}_{2}}\)= 40 ml min−1, \({F}_{in, Ar}\)= 110 ml min−1, Reaction temperature: 400 °C.
Since the pure MEPCM showed little catalytic activity, it was demonstrated that the Ni particles on the MEPCM drive catalytic activity. Moreover, the CO2 conversion of the Ni/MEPCM exceeded that of the Ni/α-Al2O3 by approximately 18%, suggesting that the MEPCM shell functions as a better catalyst support than ordinary α-Al2O3. This is attributed to the increase in the specific surface area of the MEPCM compared to that of the Ni/α-Al2O3. Whereas the Ni loaded onto each sample showed the ability to promote CO2 hydration, catalytic performances of Ni/MEPCM and Ni/α-Al2O3 were poor because the theoretical equilibrium of CO2 conversion was 97.50%, assuming only CH4 and CO were generated at 400 °C36.
Figure 9 shows the CH4 selectivity of each catalyst. The average CH4 selectivity of the Ni/MEPCM and Ni/α-Al2O3 were almost 64% and 50%, respectively. Meanwhile, the value of the pure MEPCM could not be calculated because of the small amount of generated byproduct. Since the Ni/MEPCM possessed a higher CH4 selectivity than Ni/α-Al2O3, it is clear that the MEPCM can replace the α-Al2O3 support. The measurement errors were less than 2% for CO2 conversion and less than 0.5% for CH4 selectivity. Therefore, the measurements were precise and did not change the order of catalytic activity of each sample. The increase in the number of reaction sites was suspected as a factor for improving the CH4 selectivity. This could be inferred from the following three points: (1) the CO2 conversion of the Ni/MEPCM exceeded that of the Ni/α-Al2O3; (2) the surface area of the Ni/MEPCM was larger than that of the Ni/α-Al2O3; (3) SEM images showed aggregation of the NiO particles on the α-Al2O3.

CH4 selectivity of the Ni/MEPCM and Ni/α-Al2O3. Reaction condition: \({F}_{in, {CO}_{2}}\)= 10 ml min−1, \({F}_{in, {H}_{2}}\)= 40 ml min−1, \({F}_{in, Ar}\)= 110 ml min−1, Reaction temperature: 400 °C.
CO2 methanation on Ni generally passes through CO as an intermediate37,38,39; therefore, a certain extent of CO production may be caused by incomplete reactions. It is assumed that the CO generation decreased due to the completion of the reaction as a result of the increase in the number of reaction sites. In the future, a detailed investigation of the surface properties of the Ni/MEPCM is needed to support this discussion. Additionally, both CH4 selectivities were lower than the theoretical equilibrium value, which is 99.87%, assuming only CH4 and CO were generated at 400 °C36. In this study, the amount of loaded Ni in the sample was 10 mass% of the total weight. When the amount of loaded Ni increases, the catalytic activity is expected to improve due to the increase in the number of reaction sites. However, the Ni/MEPCM faces a limitation in the form of a decrease in the heat absorption rate during thermal control. This is so because the decrease in heat storage density per mass depends on an increase in the amount of loaded Ni.
Thermal control performance
Figure 10 shows the temperature change of the sample layer when CO2 methanation was performed under two conditions: with and without a heat storage capacity. These curves illustrate the average of five measurements, where feed gas was introduced 1 min after the measurement commenced. In both conditions, the temperature rose immediately after the injection of the feed gas. Without a heat storage capacity, the temperature of the sample layer increased linearly and stabilized at approximately 583 °C. When the sample had a heat storage capacity, the rising temperature trend behaved differently. The temperature of the sample layer rose linearly to approximately 573 °C, then gradually increased, stabilizing at approximately 583 °C. The error in each measurement was small, and the tendency of temperature rise was similar for all measurements under conditions (i) and (ii). Fig. S1 shows the concentration of the outlet gas obtained under conditions (i) and (ii). In both the conditions, the concentrations of CH4 and CO in the outlet gas were equal.

The temperature change of the Ni/MEPCM layer during CO2 methanation. Feed gas was introduced at 1 min after the starts of measurement. In the condition (i), the MEPCM has heat storage capacity. In the condition (ii), the MEPCM does not have it. Reaction condition: \({F}_{in, {CO}_{2}}\)= 15 ml min−1, \({F}_{in, {H}_{2}}\)= 60 ml min−1, \({F}_{in, Ar}\)= 50 ml min−1, Reaction temperature: 560 °C. Each curve represents the average temperature of five measurements, and error bars indicate SD of temperature at each time.
We considered that the final temperature stabilization was caused by the balance between the generated reaction heat and the heat lost to the outside of the reactor. A gradual temperature rise was observed only in the samples with a heat storage capacity. In addition, the gradual temperature rise started around 573 °C, which is close to eutectic temperature of the Al–Si alloy and the peak temperature of the phase transformation confirmed by DSC. Thus, we determined that the rate of increase of the temperature of the sample layer was lower because the thermal energy was expended on the phase change of the PCM (i.e., latent heat storage). It was confirmed that the catalyst-loaded MEPCM exhibited thermal control ability by slowing the rate of increase of the temperature of the catalyst layer. However, conditions (i) and (ii) exhibited similar catalytic activities. In general, the catalytic activities depend on the temperature of the catalyst. However, the temperature differences measured in this study were small, thus curbing definite differences in catalytic activity. Large-scale equipment is required to produce a definite temperature difference; however, this depends on whether the catalyst has a thermal storage capacity, and the difference in catalytic activity can be examined. Furthermore, the heat absorption rate of the Ni/MEPCM was calculated by Eq. (3).
In this formula, W (W m−3) represents the heat absorption rate, \({\text{Q}}_{0.2}\) (J) and V (m3) are the thermal storage capacity and volume, respectively, of 0.2 g of Ni/MEPCM, and \(\Delta t\) (s) is the time during which the Ni/MEPCM stored heat. In this study, the loaded sample volume was approximately 59 \(\times\) 10–9 m3. The theoretical heat storage capacity of the loaded sample was approximately 177.84 J, as determined by DSC. Therefore, \({\text{Q}}_{0.2}\) was 35.6 J. Since the temperature difference between the two curves clearly occurred between 1 and 5 min, the PCM completed the phase transformation in 4 min (\(\Delta t=240 \mathrm{s}\)). Therefore, the catalyst-loaded MEPCM exhibited an average rate of heat absorption of nearly 2.5 MW m−3. In this calculation, the contribution of the sensible heat storage was neglected as the temperature difference between the two curves was insignificant. The resulting heat absorption rate is competitive with the heat exchange rate of some chemical heat storage materials and heat transfer technology that utilize LHS40,41,42. This promising result comes from the fact that the MEPCM is a high-density energy storage device, and the novel structure of direct catalyst loading onto the PCM reduces the heat transfer distance.
Conclusion
The use of MEPCM as a catalyst support was explored to control the local temperature rise of catalyst layers. MEPCM was fabricated from Al-Si microspheres. Ni was introduced as a catalyst for the CO2 methanation reaction by the impregnation method. The phase composition, morphology, and thermal storage capacity of the impregnated samples were evaluated. The catalyst performance of the Ni/MEPCM sample was investigated by estimating the CO2 conversion and CH4 selectivity when the CO2 methanation reaction was performed at 400 °C. In addition, the thermal control characteristics of the MEPCM during an exothermic reaction were investigated. The primary results were as follows:
-
(1)
The phase composition, morphology, and heat storage capacity of the pure MEPCM did not change even after processing via the impregnation method. Nano-sized NiO particles were dispersed on the surface of the Ni/MEPCM. Therefore, the impregnation method, which is a conventional method for supporting catalysts, is applicable to MEPCM, and smooth scale-up can be expected for industrial applications.
-
(2)
The Ni/MEPCM exhibited appropriate performance as a catalyst support, with a significant increase in CO2 conversion and CH4 selectivity compared to those of α-Al2O3 particles.
-
(3)
Because of the heat storage capacity of Ni/MEPCM, it absorbed the reaction heat at a favorable rate (2.5 MW m−3) and reduced the rate of increase of the catalyst layer temperature during the exothermic reaction. The risk of thermal runaway may be reduced by combining the material with existing cooling techniques and optimizing the feed gas conditions.
In conclusion, MEPCM can be used as an alternative catalyst support due to the excellent stability and activity of its ceramic shell. In the future, the optimization of MEPCM as a catalyst support using surface modification will be pursued to realize higher efficiency in material conversion to improve the economical aspect of the technique.
References
Odunsi, A. O., O’Donovan, T. S. & Reay, D. A. Dynamic modeling of fixed-bed Fischer–Tropsch reactors with phase change material diluents. Chem. Eng. Technol. 39, 2066–2076. https://doi.org/10.1002/ceat.201600196 (2016).
Zhang, M. et al. Encapsulated nano-heat-sinks for thermal management of heterogeneous chemical reactions. Nanoscale https://doi.org/10.1039/c0nr00585a (2010).
Zhu, W. H. et al. A novel cooling structure with a matrix block of microfibrous media/phase change materials for heat transfer enhancement in high power Li-ion battery packs. J. Clean. Prod. 210, 542–551. https://doi.org/10.1016/j.jclepro.2018.11.043 (2019).
Hasnain, S. M. Review on sustainable thermal energy storage technologies, part I: Heat storage materials and techniques. Energy Convers. Manag. 39, 1127–1138. https://doi.org/10.1016/S0196-8904(98)00025-9 (1998).
Farid, M. M., Khudhair, A. M., Razack, S. A. K. & Al-Hallaj, S. A review on phase change energy storage: Materials and applications. Energy Convers. Manag. 45, 1597–1615. https://doi.org/10.1016/j.enconman.2003.09.015 (2004).
Nomura, T., Okinaka, N. & Akiyama, T. Technology of latent heat storage for high temperature application: A review. ISIJ Int. 50, 1229–1239. https://doi.org/10.2355/isijinternational.50.1229 (2010).
Sharma, A., Tyagi, V. V., Chen, C. R. & Buddhi, D. Review on thermal energy storage with phase change materials and applications. Renew. Sustain. Energy Rev. 13, 318–345. https://doi.org/10.1016/j.rser.2007.10.005 (2009).
Xie, B., Cheng, W.-L. & Xu, Z.-M. Studies on the effect of shape-stabilized PCM filled aluminum honeycomb composite material on thermal control. Int. J. Heat Mass Transfer 91, 135–143. https://doi.org/10.1016/j.ijheatmasstransfer.2015.07.108 (2015).
Sevinchan, E., Dincer, I. & Lang, H. A review on thermal management methods for robots. Appl. Therm. Eng. 140, 799–813. https://doi.org/10.1016/j.applthermaleng.2018.04.132 (2018).
Jankowski, N. R. & McCluskey, F. P. A review of phase change materials for vehicle component thermal buffering. Appl. Energy 113, 1525–1561. https://doi.org/10.1016/j.apenergy.2013.08.026 (2014).
Peng, G., Dou, G., Hu, Y., Sun, Y. & Chen, Z. Phase change material (PCM) microcapsules for thermal energy storage. Adv. Polym. Tech. 1–20, 2020. https://doi.org/10.1155/2020/9490873 (2020).
Kenisarin, M. M. High-temperature phase change materials for thermal energy storage. Renew. Sustain. Energy Rev. 14, 955–970. https://doi.org/10.1016/j.rser.2009.11.011 (2010).
Mohamed, S. A. et al. A review on current status and challenges of inorganic phase change materials for thermal energy storage systems. Renew. Sustain. Energy Rev. 70, 1072–1089. https://doi.org/10.1016/j.rser.2016.12.012 (2017).
Blanco-Rodríguez, P., Rodríguez-Aseguinolaza, J., Risueño, E. & Tello, M. Thermophysical characterization of Mg–51%Zn eutectic metal alloy: A phase change material for thermal energy storage in direct steam generation applications. Energy 72, 414–420. https://doi.org/10.1016/j.energy.2014.05.058 (2014).
Risueño, E. et al. Mg–Zn–Al eutectic alloys as phase change material for latent heat thermal energy storage. Energy Proc. 69, 1006–1013. https://doi.org/10.1016/j.egypro.2015.03.193 (2015).
Huang, X., Zhu, C., Lin, Y. & Fang, G. Thermal properties and applications of microencapsulated PCM for thermal energy storage: A review. Appl. Therm. Eng. 147, 841–855. https://doi.org/10.1016/j.applthermaleng.2018.11.007 (2019).
Nomura, T., Zhu, C., Sheng, N., Saito, G. & Akiyama, T. Microencapsulation of metal-based phase change material for high-temperature thermal energy storage. Sci Rep-Uk https://doi.org/10.1038/srep09117 (2015).
Nomura, T. et al. Microencapsulated phase change materials with high heat capacity and high cyclic durability for high-temperature thermal energy storage and transportation. Appl. Energy 188, 9–18. https://doi.org/10.1016/j.apenergy.2016.11.025 (2017).
Sheng, N. et al. Development of a microencapsulated Al–Si phase change material with high-temperature thermal stability and durability over 3000 cycles. J. Mater. Chemi. A 6, 18143–18153. https://doi.org/10.1039/c8ta04708a (2018).
Desai, A. N., Gunjal, A. & Singh, V. K. Numerical investigations of fin efficacy for phase change material (PCM) based thermal control module. Int. J. Heat Mass Transfer https://doi.org/10.1016/j.ijheatmasstransfer.2019.118855 (2020).
Gokon, N., Nakamura, S., Hatamachi, T. & Kodama, T. Steam reforming of methane using double-walled reformer tubes containing high-temperature thermal storage Na2CO3/MgO composites for solar fuel production. Energy 68, 773–782. https://doi.org/10.1016/j.energy.2014.01.107 (2014).
Pattison, R. C. & Baldea, M. A thermal-flywheel approach to distributed temperature control in microchannel reactors. AlChE J. 59, 2051–2061. https://doi.org/10.1002/aic.13991 (2013).
Li, K. et al. A yolk/shell strategy for designing hybrid phase change materials for heat management in catalytic reactions. J. of Mater. Chem. A 5, 24232–24246. https://doi.org/10.1039/c7ta07147g (2017).
Aika, K. et al. Syntax of referencing. In Catalytic Handbook (ed. Catalysis society of Japan) 319–338 (Kodansha Ltd., 2008).
Tsuboi, Y. et al. SNG production from woody biomass using gasification process. J. Combust. Soc. Japan 58, 137–144. https://doi.org/10.20619/jcombsj.58.185_137 (2016).
Rönsch, S. et al. Review on methanation—From fundamentals to current projects. Fuel 166, 276–296. https://doi.org/10.1016/j.fuel.2015.10.111 (2016).
Falbo, L. et al. Kinetics of CO2 methanation on a Ru-based catalyst at process conditions relevant for Power-to-Gas applications. Appl. Catal. B 225, 354–363. https://doi.org/10.1016/j.apcatb.2017.11.066 (2018).
Frontera, P., Macario, A., Ferraro, M. & Antonucci, P. Supported catalysts for CO2 methanation: A review. Catalysts https://doi.org/10.3390/catal7020059 (2017).
Meylan, F. D., Piguet, F.-P. & Erkman, S. Power-to-gas through CO2 methanation: Assessment of the carbon balance regarding EU directives. J. Energy Storage 11, 16–24. https://doi.org/10.1016/j.est.2016.12.005 (2017).
Götz, M. et al. Renewable power-to-gas: A technological and economic review. Renew. Energy 85, 1371–1390. https://doi.org/10.1016/j.renene.2015.07.066 (2016).
Rahmani, S., Rezaei, M. & Meshkani, F. Preparation of highly active nickel catalysts supported on mesoporous nanocrystalline γ-Al2O3 for CO2 methanation. J. Ind. Eng. Chem. 20, 1346–1352. https://doi.org/10.1016/j.jiec.2013.07.017 (2014).
Lefebvre, J., Bajohr, S. & Kolb, T. Modeling of the transient behavior of a slurry bubble column reactor for CO2 methanation, and comparison with a tube bundle reactor. Renew. Energy 151, 118–136. https://doi.org/10.1016/j.renene.2019.11.008 (2020).
Try, R., Bengaouer, A., Baurens, P. & Jallut, C. Dynamic modeling and simulations of the behavior of a fixed-bed reactor-exchanger used for CO2 methanation. AlChE J. 64, 468–480. https://doi.org/10.1002/aic.15874 (2018).
Frey, M., Romero, T., Roger, A.-C. & Edouard, D. An intensification of the CO2 methanation reaction: Effect of carbon nanofiber network on the hydrodynamic, thermal and catalytic properties of reactors filled with open cell foams. Chem. Eng. Sci. 195, 271–280. https://doi.org/10.1016/j.ces.2018.11.028 (2019).
Sakamoto, K. Alumina hydrate and alumina. J. Jpn. Inst. Light Metals 22, 295–308 (1972).
Garbarino, G., Riani, P., Magistri, L. & Busca, G. A study of the methanation of carbon dioxide on Ni/Al2O3 catalysts at atmospheric pressure. Int. J. Hydrogen Energy 39, 11557–11565. https://doi.org/10.1016/j.ijhydene.2014.05.111 (2014).
Chein, R.-Y. & Wang, C.-C. Experimental study on CO2 methanation over Ni/Al2O3, Ru/Al2O3, and Ru-Ni/Al2O3 catalysts. Catalysts https://doi.org/10.3390/catal10101112 (2020).
Stangeland, K., Kalai, D., Li, H. & Yu, Z. CO 2 methanation: The effect of catalysts and reaction conditions. Energy Proc. 105, 2022–2027. https://doi.org/10.1016/j.egypro.2017.03.577 (2017).
Fujita, S. Mechanism of hydrogenation of carbon dioxide over metal catalysts. Doctoral dissertation in Hokkaido University, doi:https://doi.org/10.11501/3083386 (1995).
Iwai, Y. Syntax of referencing in Technology for practical application of heat storage systems and materials [Translated from Japanese.]. 137–145 (S & T publisher, 2018).
Zamengo, M., Ryu, J. & Kato, Y. Chemical heat storage of thermal energy from a nuclear reactor by using a magnesium hydroxide/expanded graphite composite material. Energy Proc. 71, 293–305. https://doi.org/10.1016/j.egypro.2014.11.882 (2015).
Shkatulov, A., Takasu, H., Kato, Y. & Aristov, Y. Thermochemical energy storage by LiNO3-doped Mg(OH)2: Rehydration study. J. Energy Storage 22, 302–310. https://doi.org/10.1016/j.est.2019.01.014 (2019).
Acknowledgements
The authors greatly appreciate the financial support from the JSPS KAKENHI Grant Number 19K22224, 26th The thermal & Electric Energy Technology Inc. Foundation, and Steel Foundation for Environmental Protection Technology, Japan. A part of this work was conducted at Hokkaido University, supported by "Nanotechnology Platform" Program of the Ministry of Education, Culture, Sports, Science and Technology (MEXT), Japan.
Author information
Authors and Affiliations
Contributions
T.T. conducted experiments, and wrote the manuscript. H.K., S.H., D.A., K.A., and Y.K., helped with experimental work and data analysis, reviewed and commented on the manuscript. T.N. conceived the idea, wrote the manuscript, and supervised the project.
Corresponding author
Ethics declarations
Competing interests
The authors declare no competing interests.
Additional information
Publisher's note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Supplementary Information
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Takahashi, T., Koide, H., Sakai, H. et al. Catalyst-loaded micro-encapsulated phase change material for thermal control of exothermic reaction. Sci Rep 11, 7539 (2021). https://doi.org/10.1038/s41598-021-86117-1
Received:
Accepted:
Published:
DOI: https://doi.org/10.1038/s41598-021-86117-1
This article is cited by
-
Overview of Encapsulated Phase Change Materials for Thermal Runaway Control
International Journal of Thermophysics (2023)
Comments
By submitting a comment you agree to abide by our Terms and Community Guidelines. If you find something abusive or that does not comply with our terms or guidelines please flag it as inappropriate.
