
Abstract
An organic ligand-free aqueous-phase synthesis of copper (Cu) nanoparticles (NPs) under an air atmosphere was successfully achieved by reducing copper(II) oxide particles with a leaf-like shape in the presence of Ni salts at room temperature. The resulting Cu NPs with a mean particle diameter of ca. 150 nm exhibited low-temperature sintering properties due to their polycrystalline internal structure and ligand-free surface. These Cu NPs were applied to obtain Cu NP-based nanopastes with low-temperature sintering properties, and the resistivities of the obtained Cu electrodes after annealing at 150 °C and 200 °C for 30 min were 64 μΩ∙cm and 27 μΩ∙cm, respectively. The bonding strength between oxygen-free Cu plates prepared using the Cu NP-based nanopastes reached 32 MPa after pressure-less sintering at 260 °C for 30 min under a nitrogen atmosphere. The developed manufacturing processes using the developed Cu nanopastes could provide sustainable and low-CO2-emission approaches to obtain Cu electrodes on flexible films and high-strength bonding between metal plates as die-attach materials for power devices under energy- and resource-saving conditions.
Similar content being viewed by others


Introduction
Printed electronics (PE) technology has attracted a great deal of attention as one of the most promising manufacturing techniques for items such as electronic, mobile, and wearable future devices under low energy consumption and low carbon dioxide emission conditions; this technology is appealing because the electronic circuits and semiconductor layers in the devices are directly fabricated on the device substrates through a successive printing process under atmospheric conditions1,2,3. In PE technology, nano- and micron-sized metal particle inks and pastes are widely used to prepare conductive patterns on electronic circuit boards4,5,6,7,8. In particular, silver particle-based inks and pastes are the most representative and useful due to their advantageous characteristics, such as low resistivity, low-temperature sinterability, and high antioxidation ability9. Recently, these advantages have been applied in the combination of PE and integrated circuit (IC) production technologies, namely, flexible hybrid electronics (FHE) technology10,11,12. This technology enables us to fabricate flexible devices on plastic films with low thermal resistivity through an on-demand and eco-friendly process. To date, various types of future devices, such as wearable devices, have been developed and demonstrated based on market needs. Silver particle-based pastes have also recently received considerable attention as die-attach materials for the fabrication of next-generation SiC- and GaN-based power devices13,14. The larger bandgaps of SiC- and GaN-based power semiconductor materials than the corresponding Si-based materials enable device operation above 200 °C, which could permit miniaturization of the power modules. Furthermore, the high energy efficiency of high-temperature-driven power semiconductors is also quite suitable for the electrification of vehicles and is desirable for a future carbon–neutral society. As conventional die-attach materials, solder alloys have been widely used for Si-based device manufacturing. However, the low melting point and low thermal conductivity of solder alloys15 are becoming potential problems for die-attach materials from a viewpoint of application to high-temperature-driven SiC- and GaN-based power semiconductors16. To overcome these problems, low-temperature-sintered silver particle-based pastes with high thermal stability and high thermal conductivity have attracted much attention as promising candidates for die-attach materials applicable to SiC- and GaN-based device manufacturing. Although practical applications of silver particle-based inks and pastes are now rapidly progressing in PE, FHE, and power device technologies, fundamental problems of silver, such as its high cost as a precious metal and propensity for electromigration, inducing short circuits, are probably inescapable. More recently, copper (Cu) particle-based inks and pastes have rapidly been considered as candidates to solve silver-related problems in PE, FHE, and power device technologies because Cu is an inexpensive metal, has high electronic conductivity (1.68 µΩ·cm) and high thermal conductivity (398 W/m·K) values equivalent to those of silver and exhibits less electron migration than silver17,18. To date, liquid-phase synthesis of Cu nanoparticles (NPs) for ink and paste applications has been carried out in organic solvents in the presence of organic ligands to control the size and to prevent oxidation and aggregation of the Cu NPs19,20. However, synthesizing Cu NPs at a low cost on an industrial scale for practical applications is potentially problematic because the usage of organic solvents and organic ligands results in waste disposal issues. Furthermore, organic ligands, such as polymers and surfactants, remain on the surfaces of the particles, increasing the resistivity of the particles, and high-temperature treatment above 300 °C is required to remove these ligands from the surfaces of the particles to improve the resistivity and progress of sintering21. Such high-temperature sintering processes are difficult to apply in PE and FHE technologies because the flexible plastics used as substrates exhibit low thermal resistance2. Additionally, the development of a low-temperature die-attach process is desirable not only to reduce thermal damage to power semiconductor chips but also to save energy and resources. To date, photonic22,23, plasmatic24, and reducing atmospheric sintering25,26 have also been considered. However, these processes require expensive apparatuses and are not suitable for mass production on an industrial scale. To overcome this fundamental problem, Cu NPs with low-temperature sintering properties are desired, and such Cu NPs have recently been prepared by aqueous or polyol solvent systems in the presence of low-molecular-weight organic compounds27,28,29,30. Deng et al.27 reported that single nanosized Cu NPs were obtained in water in the presence of a large amount of glycolic acid or lactic acid. The resulting Cu NP-coated films exhibited values of 25.5 ± 8.0 µΩ·cm (glycolic acid) and 21.0 ± 7.0 µΩ·cm (lactic acid) after sintering at 150 °C under a N2 atmosphere. The utilization of organic amines with low boiling points has also been studied for Cu NP synthesis. Hokita et al.28 observed that the resistivity of 1-amino-2-propanol-modified Cu NPs reached 30 µΩ·cm after sintering at 150 °C under a N2 atmosphere. Mou et al.29 also applied 1-amino-2-propanol-modified Cu NPs to prepare a die-attach material for Cu–Cu bonding, and the shear and bonding strength reached 23 MPa upon heating at 200 °C under an argon atmosphere with 5 MPa pressure. The above described techniques enabled the development of low-temperature fabrication processes; however, a low oxidation resistance and low storage stability are fundamental problems for practical applications of these Cu NP-based pastes. More recently, we reported that polycrystalline Cu NPs were successfully obtained by reducing an aqueous copper(II)-nitrilotriacetic acid complex in a mild water system. The corresponding Cu nanopastes exhibited remarkable low-temperature sintering behaviour and high antioxidation properties and was applied to both fabricating electric circuits on flexible films and binding model IC chips on Cu substrates as power modules30. The process temperature was lower than 200 °C; however, it is difficult to further decrease the sintering temperature because the value strongly depends on the decomposition temperature of the organic compounds used for Cu NP synthesis. Furthermore, gas generation by the degradation of organic compounds by thermal treatment leads to a reduction in the electronic properties and bonding reliability of Cu electrodes and bonding materials because gas formation causes the formation of voids and cracks in the materials. In addition, using organic chemicals such as carboxylic acids and amines increases the manufacturing costs for Cu NPs.
Towards future material innovation in PE, FHE, and die-attach material technologies for a carbon–neutral society, the development of synthetic procedures for low-temperature sintering of Cu NPs without using organic chemicals has become an important issue to be resolved. Organic compounds are widely utilized to control the size and shape of NPs as well as to prevent the coagulation of NPs31,32,33,34. In this regard, a new concept to realize the size control of Cu NPs without the use of organic chemicals is urgently required. We focused on the addition of base transition metal salts for size control of Cu NPs because inorganic salts sometimes affect the size and shape of the resulting NPs35,36. The utilization of noble metal NPs is well known to accelerate heterogeneous nucleation to induce NP formation and growth37,38,39. However, using noble metals increases manufacturing costs. In this study, we report the aqueous-phase ambient synthesis of Cu NPs with low-temperature sinterability by the reduction of copper(II) oxide (CuO) particles with a leaf-like morphology in the presence of base transition metal salts without any usage of organic chemicals. The resulting Cu NPs were used to prepare a Cu NP-based nanopastes applicable not only for the fabrication of Cu electric circuits on flexible films but also as a die-attach material for the fabrication of next-generation power devices under mild sintering conditions, such as pressure-less and N2 atmosphere conditions.
Results and discussion
Preparation of CuO particles with a leaf-like shape for Cu NP synthesis
In liquid-phase synthetic systems of inorganic NPs based on nucleation followed by particle growth, the particle size can be controlled by complexation of the precursors with organic ligands because the initial nucleation number determining the final mean particle size obeys the solubility product of the resulting complexes in the system40. However, another method should be considered under organic ligand-free systems. In our previous studies, monodispersed copper(I) oxide (Cu2O) particles were successfully obtained by using CuO solid particles with a leaf-like morphology as the precursor in the presence of gelatine as an anti-aggregation agent41. The leaf-like shape with a wide specific surface area accelerates the dissolution rate of the CuO particles into the solvent; supersaturation and rapid nucleation are reached in a short period, resulting in highly monodispersed Cu2O particles. Kobayashi et al. also reported the synthesis of Cu particles using CuO solid particles as a raw material in cetyltrimethylammonium bromide (CTAB) aqueous solution42. In this case, a decrease in the mean particle diameter of the resulting Cu NPs was observed due to decreasing the particle size of the CuO precursors. This behaviour is also probably due to acceleration of the dissolution rate of the CuO precursors into the solvent by the size-dependent increase in the specific surface area of the CuO precursors. These previous studies suggested that utilization of solid precursors is a promising technique for ligand-free liquid-phase syntheses of NPs because controlling the dissolution rate of the solid precursors by controlling their shape and size leads to precise size control of purpose-designed NPs. In the present study, we focused on CuO solid particles42 with a leaf-like shape and therefore a large specific surface area as a raw material for the ligand-free synthesis of Cu NPs. The purpose-designed CuO particles were prepared as follows: initially, an aqueous light blue-coloured suspension of copper(II) hydroxides, which was obtained by mixing 5.0 L of 0.40 M Cu(NO3)2 and 5.0 L of 0.80 M NaOH aqueous solutions at room temperature, was aged at 40 °C for 8 h under atmospheric conditions. The solid particles thus obtained were filtered, washed with water, and dried at 120 °C prior to use for the present Cu NP synthesis.
Figure 1 summarizes the characterization results for the solid particles used as the precursor for the preparation of Cu NPs. From the high-resolution transmission electron microscopy (HR-TEM) images shown in Fig. 1a,b, the particles consist of leaf-like shapes with a rough surface and internal voids. Similar polycrystalline images are also seen in the high-angle annular dark field scanning TEM (HAADF-STEM) images (Fig. 1c,d). The corresponding field emission scanning electron microscopy (FE-SEM) image in Fig. 1e reveals that the leaf-shaped particles have a major axis of 420 ± 89 nm, a minor axis of 245 ± 66 nm, and a thickness of several tens of nm. Small protrusions with a size of several tens of nm were observed on the surfaces of the particles in the SEM image. From the X-ray diffraction (XRD) pattern shown in Fig. 1f, all the diffraction peaks could be assigned to the formation of a single CuO crystal phase (JCPDS: 041-0254). The average crystallite size of the particles was calculated as 15 nm using Scherrer’s equation43 (Scherrer constant: 1.33), which was in good agreement with the primary particle size on the surface of the CuO particles in Fig. 1f. The results suggested that the CuO particles basically consist of a polycrystalline crystal structure. The inset in Fig. 1b presents a Fourier transform (FT) image of Fig. 1b. Highly oriented diffraction spots attributed to a single crystalline structure are visible in the FT images. These results mean that CuO particles with a polycrystalline structure were obtained through epitaxial growth of nuclei on the surface to produce primary particles with a crystallite size of ca. 15 nm. The specific surface area of the resulting polycrystalline particles was 22 m2/g, as determined by N2 adsorption measurements.

Results of characterization of CuO particles with a leaf-like shape as a solid precursor for Cu NP synthesis. (a) HR-TEM image; (b) magnified image of (a). The inset is the FT image of (b); (c) HAADF-STEM image; (d) magnified image of (c); (e) FE-SEM image; (f) XRD profile of the solid powder. The scale bar in (b) is the same as that for (a).
Mild aqueous-phase synthesis of Cu NPs under organic ligand-free conditions by nickel salt assistance
As mentioned above, the addition of anti-aggregation agents such as gelatine41 and CTAB42 is a practical way to obtain highly monodispersed NPs. To establish an organic ligand-free liquid-phase synthetic method, we applied water‐soluble base transition metal salts during particle growth. The representative procedure for the preparation of Cu NPs in the presence of base transition metal salts is as follows: Initially, CuO particles (6.12 mmol, 0.487 g) with a leaf-like shape, NiCl2·6H2O (0.61 mmol, 0.148 g), and ion-exchanged water (20 mL) were mixed in a beaker (50 mL) with stirring (250 rpm) at room temperature under an air atmosphere. Then, an aqueous solution of hydrazine monohydrate (4.85 mol/L, 5.0 mL) was added in one portion to the mixture in the beaker with stirring (300 rpm) at room temperature. The resulting mixture was stirred for 2 h under the same conditions. The brown-coloured solids were collected by filtration using a cellulose acetate membrane filter with a pore size of 0.45 µm. The resulting solids were washed with ion-exchanged water until the conductivity of the filtrate became lower than 0.1 mS/cm. Finally, the collected solids were washed three times with denatured alcohol by centrifugation (10,000 G, 10 min) and dried under a reduced atmosphere to obtain Cu NPs. Further details of the synthetic procedure are summarized in the Methods section.
Effects of nickel salt species and concentration on Cu NP synthesis
Initially, we investigated the effects of nickel salt species on the size and shape of the resulting Cu NPs. Figure 2a-i exhibits an FE-SEM image of the solid particles obtained without the use of nickel salts (abbreviated as C0). Figure 2a-ii–iv show FE-SEM images of as-prepared particles in the presence of nickel chloride (NiCl2), nickel nitrate (Ni(NO3)2), and nickel sulfate (NiSO4), respectively. Here, the mixing molar ratio of Ni salts to CuO was fixed to 0.10 ([Ni salt]/[CuO] = 0.10). Both highly crystalline large particles with flat crystal planes (particle size: ca. 1 µm) and small NPs with an irregular shape (mean particle size: 144 ± 59 nm) were obtained when Cu NP synthesis was carried out without the use of Ni salts (Fig. 2a-i). In contrast, no highly crystalline particles were seen in the solid particles prepared in the presence of NiCl2 (Fig. 2a-ii), which are abbreviated as CN. This result suggests that NiCl2 has a positive effect on preventing the formation of highly crystalline large particles during the synthesis of Cu NPs starting from CuO. The effects of Ni(NO3)2 and NiSO4 on Cu NP synthesis were lower than that of NiCl2 because some highly crystalline large particles were clearly seen in Fig. 2a-iii,iv. The average particle sizes of the NPs, except for the large particles with flat crystal planes, obtained with NiCl2, Ni(NO3)2, and NiSO4 were 156 ± 48 nm, 209 ± 45 nm and 173 ± 77 nm, respectively. The particle size was determined by counting more than 200 NPs in the corresponding SEM images. Figure 2b shows XRD patterns of as-prepared particles in the absence or presence of nickel salts. The main diffraction peaks at 43.34°, 50.48°, and 74.14° could be assigned to the formation of a Cu metal phase as the main phase in the solid particles. The crystallite sizes of the Cu NPs obtained in the presence of NiCl2, Ni(NO3)2, and NiSO4 were calculated as 28 nm, 31 nm, and 39 nm, respectively43. The crystallite size was much smaller than the average particle size, indicating that the Cu NPs have a polycrystalline structure. Broad diffraction peaks due to a Cu2O phase in Fig. 2b suggest partial surface oxidation of the Cu NPs during purification. Similar behaviour was also observed in our previous study30. As shown in Fig. 2b-iii,iv, the formation of nickel hydrazine solid complexes was observed with the use of Ni(NO3)2 and NiSO4. Precipitation of such solid complexes is the most plausible reason why the effects of Ni(NO3)2 and NiSO4 on the prevention of highly crystalline large particles are lower than that of NiCl2 in the preparation of CN.

Results of morphological observation by FE-SEM and crystal structure analysis of Cu NPs by XRD. (a) FE-SEM images and (b) XRD patterns of the solid particles. (i): [Ni salt]/[CuO] = 0, C0; (ii): [NiCl2]/[CuO] = 0.10, CN; (iii): [Ni(NO3)2]/[CuO] = 0.10; (iv): [NiSO4]/[CuO] = 0.10; (v): [NiCl2]/[CuO] = 0.050; (vi): [NiCl2]/[CuO] = 0.20. The scale bar shown in (a)-(vi) is common to all images in (a).
Next, we also tested the effect of the concentration of NiCl2 on Cu NP synthesis. Figure 2a-v,vi show FE-SEM images and XRD patterns of as-prepared Cu NPs with different [NiCl2]/[CuO] ratios of 0.050 and 0.20, respectively. The average Cu particle sizes of the samples were 246 nm and 123 nm. In the case of [NiCl2]/[CuO] = 0.050, highly crystalline large particles with flat surfaces (approximately 500 nm) were observed in the SEM images (Fig. 2a-v). No such particles were observed in the sample produced at [NiCl2]/[CuO] = 0.10: CN and 0.20. The mean particle size of the Cu NPs decreased with increasing NiCl2 concentration. This result suggests that NiCl2 not only prevents the production of highly crystalline particles but also accelerates nucleation to obtain polycrystalline Cu NPs with small sizes. Such effects of NiCl2 on Cu NP synthesis might be largely due to a change in the reducing rate of N2H4 by complexation to form water-soluble NiCl2-N2H4 complexes to accelerate the nucleation number of Cu in the growth solutions. A change in colour from light green to light purple just after the addition of N2H4 to the NiCl2 aqueous solutions, suggesting complexation, was observed in the case of precipitation. Further mechanistic characterizations aiming to accelerate nucleation to obtain Cu NPs with the addition of NiCl2 are now in progress and will be reported elsewhere by the authors.
Effect of metal salt species on Cu NP synthesis
Figure 3 exhibits the (a) FE-SEM images and (b) XRD profiles of solid particles obtained by adding (i) cobalt(II) chloride (CoCl2), (ii) zinc chloride (ZnCl2), (iii) iron(II) chloride (FeCl2), (iv) titanium chloride (TiCl4), (v) tin(IV) chloride (SnCl4), and (vi) palladium(II) chloride (PdCl2), instead of NiCl2, in the current Cu NP synthesis. All the synthetic conditions were the same as those for CN except for the metal species. The [metal salt]/[CuO] ratio was fixed to 0.10 for all cases. The standard electrode reduction potentials of these metals are in the following order: palladium: 0.95 V; copper: 0.34 V; tin: − 0.14 V; nickel: − 0.26 V; cobalt: − 0.28 V; iron: − 0.76 V; zinc: − 0.76 V; titanium: − 1.63 V44. As shown in Fig. 3a-i–vi, the evolution of highly crystalline large particles with flat crystal planes, similar to those seen in Fig. 1a-i, was inhibited by the usage of metal chlorides. The addition of metal salts provably prevents uniform crystal growth, allowing the formation of highly crystalline Cu particles in the growth solutions. XRD measurements revealed that all the solid particles had a Cu metal phase as the main phase (Fig. 3b). The crystallite sizes of the Cu NPs in Fig. 3b-i–v were calculated as 30.8 nm, 38.8 nm, 43.9 nm, 25.3 nm, and 64.7 nm, respectively43. The crystallite sizes were smaller than the mean particle sizes and indicated polycrystalline structures for all particles. From the XRD profiles in Fig. 3b-ii,iii,v, ZnO, γ-FeOOH, and an unknown phase, respectively, contaminated the solid phases. Furthermore, amorphous-like precipitates attributable to titanium hydroxides are clearly seen in Fig. 3a-iv. Formation of these solid by-products in Cu NPs results in an increase in the resistivity of the material. When PdCl2 was used for the synthesis, a palladium metal phase was clearly observed (Fig. 3b-vi). The NPs a single nanometre in size in Fig. 3a-vi are considered palladium metal NPs. The higher redox potential of palladium than copper resulted in the formation of both palladium and copper metal NPs. These results suggested that the addition of metal chlorides such as NiCl2 and CoCl2 has a positive effect on obtaining Cu NPs for the synthesis of ligand-free Cu NPs applicable for Cu NP-based nanopastes with low-temperature sintering ability.

Morphological observation and crystal structure analysis of Cu NPs. (a) FE-SEM images and (b) XRD patterns of solid particles formed by changing the metal salt species: (i) CoCl2; (ii) ZnCl2; (iii) FeCl2; (iv) TiCl4; (v) SnCl4; (vi) PdCl2. The ratio of [metal salts]/[CuO] was fixed to 0.10. The scale bar shown in (a)-(vi) is the same for all images in (a).
Effects of reducing agents on Cu NP synthesis
Figure 4a,b-i–iv show FE-SEM images and XRD patterns of solid particles obtained with different N2H4 concentrations ([N2H4]/[CuO]: (i) 1.0; (ii) 2.0; CN 4.0; (iii) 8.0; (iv) 16). When [N2H4]/[CuO] was adjusted to 1.0, the reducing reaction for the formation of Cu NPs did not proceed perfectly, and the CuO phase used as the precursor was observed as the main phase (Fig. 3i). Upon increasing the [N2H4]/[CuO] ratio from 2.0 to 16, Cu NPs were formed in a single phase, and the mean particle size decreased with increasing N2H4 concentration. Figure 4v,vi show (a) FE-SEM images and (b) XRD patterns of solid particles obtained by using sodium borohydride (NaBH4) and l-(+)-ascorbic acid (AA) as reducing agents with [reducing agent]/[CuO] = 4.0. Some leaf-like particles assigned as Cu NPs are seen in Fig. 4a-v, suggesting that direct reduction from CuO particles with a leaf-like shape to corresponding Cu particles proceeded by using NaBH4. From the XRD profile in Fig. 4b-v, the crystallite size of the Cu particles was 15 nm, which further supported the direct reduction of the CuO particles because the crystallite size of the CuO particles was also 15 nm. This behaviour is probably due to the higher reduction ability of NaBH4 than N2H4. When AA was used as the reducing agent, Cu NPs with a cubic shape were obtained as the main product (Fig. 4vi). The crystallite size of 91.3 nm, calculated by using the XRD profile shown in Fig. 4b-vi, is similar to the corresponding mean particle size of the Cu nanocubes. It can be considered that the lower reduction ability of AA than N2H4 leads to the formation of single-crystalline Cu nanocubes by slow and uniform particle growth in the solvent. As described above for the optimization of the reaction conditions, we could conclude that NiCl2 and N2H4 are the most suitable compounds for Ni salt-assisted Cu NP synthesis for the development of Cu NP-based nanopastes with low-temperature sintering properties.

Results of (a) FE-SEM observations and (b) XRD measurements of solid particles formed by various ratios of [reducing agents]/[CuO]. Hydrazine, sodium borohydride (NaBH4), and ascorbic acid (AA) were chosen as the reducing agents. (i) [N2H4]/[CuO]: 1.0; (ii) [N2H4]/[CuO]: 2.0; (iii) [N2H4]/[CuO]: 8.0; (iv) [N2H4]/[CuO]: 16; (v) [NaBH4]/[CuO]: 4.0; (vi) [AA]/[CuO]: 4.0;. The scale bar shown in (a)-(vi) is common for all images in (a).
Characterization of the surface and internal structures of CN
Figure 5a shows thermogravimetric (TG) profiles of CN and our previously prepared Cu NPs using nitrilotriacetic acid (CP)30. Interestingly, the weight loss of CN up to 300 °C was only 0.19 wt%. Upon further heating, a 0.38 wt% weight loss was observed at approximately 310 °C for CN, which is due to decomposition of a Cu2O phase on the surface of CN. In contrast, the weight loss of CP up to 300 °C was 2.9 wt%. The loss is due to degradation of organic residues on the surface of CP. Such degradation has a potential problem to lead to gas generation in the preparation of Cu electrodes and adhesion of IC chips with the usage of Cu NP-based nanopastes. From this point of view, the present CN obtained under Ni salt-assisted ligand-free conditions has a large potential for application in Cu NP-based nanopastes with minimal gas evolution. Figure 5b shows the observed internal structures and surface states of CN obtained by TEM and HAADF-STEM equipped with an energy dispersive X-ray spectroscopy (EDS) system. The polycrystalline crystal structure of CN is clearly seen in the TEM image in Fig. 5b-i. The HR-TEM image suggests the existence of a rough shell structure on the surface of CN with a thickness of ca. 3 nm (Fig. 5b-ii). From the XRD profile of CN in Fig. 2b-ii, CN contains a Cu2O phase. This result means that the shell consists of a Cu2O phase due to the partial surface oxidation of CN during the purification process. Figure 5b-iii is the HAADF-STEM image of CN. The corresponding EDS mapping patterns of copper, nickel, and oxygen and the merged image are seen in Fig. 5b-iv–vii, respectively. These images suggest that Ni atoms are incorporated and uniformly distributed in CN and oxygen atoms are distributed on the surface of CN to form the Cu2O shell layer. X-ray photoelectron spectroscopy (XPS) revealed that Ni species on the surface of Cu particles exist mainly as oxides. The polycrystalline core–shell structure of CN provides a low sintering temperature, high oxidation resistance, and long-term stability.

Results of characterization of CN. (a) TG profiles of CN (a solid line) and CP30 (a dashed line). (b) (i) TEM image; (ii) HR-TEM image; (iii) HAADF-STEM image of the EDS analysis area. EDS images of (iv) copper Kα1; (v) nickel Kα1; (vi) oxygen Kα1. (vii) Merged image of (iv–vi).
Sintering behaviour of Cu NP-based pastes
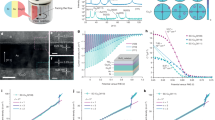
Figure 6a summarizes the resistivity of Cu electrodes fabricated by using Cu NP-based nanopastes with different sintering temperatures. (i) CN and (ii) C0 were chosen as the Cu NPs to evaluate the effect of Ni salt assistance on the sintering and electric properties. The resulting resistivities of Cu electrodes fabricated with CN-based nanopastes at sintering temperatures of 150 °C, 180 °C, 200 °C, and 260 °C were 64 µΩ·cm, 40 µΩ·cm, 27 µΩ·cm, and 12 µΩ·cm, respectively, which were lower than those of C0-based electrodes (cf. the resistivities of electrodes sintered at 150 °C, 200 °C, and 260 °C were 700 µΩ·cm, 681 µΩ·cm, and 60 µΩ·cm, respectively). Figure 6b exhibits the shear strength of Cu–Cu bonded bodies, representing a model IC chip, adhered by using the CN-based nanopastes under pressure-less and N2 atmospheric conditions. The details for the preparation of the model IC chips are summarized in the Methods section below. The shear strengths after sintering at 200 °C and 260 °C for 30 min were 11 MPa and 32 MPa, respectively. A shear strength greater than 30 MPa at 260 °C under pressure-less conditions is suitable for practical applications to produce power devices30. Figure 6c shows FE-SEM images of sintered Cu electrodes prepared by using the CN-based nanopastes. From the images, sintering between CN NPs and the formation of necking structures was already underway at 150 °C, and the growth of necking structures proceeded upon increasing the sintering temperature from 150 to 260 °C (Fig. 6c-i–iv). The crystallite sizes of the Cu electrodes after sintering at 150 °C, 180 °C, 200 °C, and 260 °C were 41.5, 47.1, 55.5, and 69.4 nm, as determined by XRD measurements. The tough Cu–Cu bonding is due to the sintering process between Cu NPs and associated formation of necking structures under mild conditions.

Sintering behaviour of the NP paste and characterization of sintering films. (a) Resistivity of sintering films at different temperatures made from pastes of copper particles synthesized with different molar ratios of [NiCl2]/[Cu] (i): 0.1 (Ni-salt-assisted method), (ii): 0. (b) Shear strength of NP pastes obtained at different temperatures by pressure-less sintering under a N2 atmosphere. (c) SEM images of Cu sintering films made from nanopastes on a glass substrate sintered at (i) 150 °C, (ii) 180 °C, (iii) 200 °C, and (iv) 260 °C under a N2 atmosphere for 30 min.
Preparation of copper electrodes on flexible films from Cu NP-based nanopastes
Figure 7a,b show photographs of Cu electrodes on a polyethylene naphthalate (PEN) film and a polyethylene terephthalate (PET) film, respectively, prepared by using CN NP-based nanopastes. The sintering temperatures for Fig. 7a,b were 150 °C and 200 °C, respectively. Details for the preparation are summarized in the Methods section. No cracks were seen after repeated bending of the Cu electrode printed flexible films, and a simple light emission diode (LED) device on a PEN film was readily obtained. Figure 7c shows the results of stability testing of the Cu electrodes prepared by sintering at 150 °C, 180 °C, 200 °C, and 260 °C under a N2 atmosphere for 30 min. After preparation of the Cu electrodes on a PEN film, the electrodes were left under atmospheric conditions at a temperature of 24 ± 1 °C and humidity of 44 ± 1% for the stability test. Regardless of the sintering temperature, the resistance of the Cu electrodes remained almost unchanged for more than one month.

Characteristics of copper electrode formation on flexible substrates and stability of the copper electrode. (a) LED-mounted Cu electrode obtained by printing CN NP-based nanopastes on a PEN film and the LED emission behaviour. The device was prepared by sintering at 200 °C under a N2 atmosphere for 30 min. (b) A CN NP-based electrode on a PET film obtained after sintering at 150 °C under a N2 atmosphere for 30 min. (c) Time changes in the resistivity of Cu electrodes obtained by sintering at 150 °C, 180 °C, 200 °C, and 260 °C under a N2 atmosphere for 30 min. The Cu electrodes on a glass substrate were kept under ambient atmospheric conditions at 24 ± 1 °C and 44 ± 1% humidity, and the resulting resistivities were measured for the stability test.
Conclusions
In the present study, we have established an organic ligand-free aqueous-phase synthesis of Cu NPs that are applicable for use in Cu NP-based nanopastes with low-temperature sintering properties. Here, the addition of NiCl2 played a critical role in reducing CuO solid particles with a leaf-like shape by hydrazine to obtain CN from an aqueous phase under ambient atmospheric conditions. Interestingly, the weight loss of CN due to organic residues on its surface was only 0.19 wt%, as determined from TG–DTA measurements. The results suggested that CN with an organic ligand-free surface obtained by Ni salt assistance is a promising material for the development of Cu NP-based nanopastes with minimal gas evolution during Cu electrode fabrication and Cu–Cu adhesion. Such gas formation is a serious problem in PE and FHE technologies and leads to the generation of cracks and voids, which reduce the quality and durability of the products. Due to the unique polycrystalline core–shell structure of CN, determined by XRD, TEM, and HAADF-STEM characterizations, CN NP-based nanopastes with low-temperature sintering and antioxidation properties under atmospheric conditions were successfully obtained and applied for the fabrication of Cu electrodes on flexible films. The resistivity of Cu electrodes on a flexible film reached 64 µΩ·cm and 27 µΩ·cm after sintering at 150 °C and 200 °C, respectively. Furthermore, as a model of IC chip adhesion, the formation of Cu–Cu bonded bodies with a high shear strength of 32 MPa was achieved with the use of the Cu NP-based nanopastes after pressure-less sintering under a nitrogen atmosphere. The present Cu NP-based nanopastes are a promising material for achieving sustainable progress in PE, FHE and power device technologies and are expected to be applied in next-generation on-demand fabrication processes45 for future smart products, such as wearable devices, under energy- and resource-saving conditions.
Method
Reagents
Unless otherwise noted, all reagents were used as received without further purification. Water was doubly distilled, deionized, and filtered prior to use. Copper nitrate trihydrate (Cu(NO3)2∙3H2O, Cat. No: 037-12505), sodium hydroxide (NaOH, Cat. No: 194-18865), nickel chloride hexahydrate (NiCl2∙6H2O, Cat. No: 141-01045), nickel nitrate hexahydrate (Ni(NO3)2∙6H2O, Cat. No: 147-01101), nickel sulfate hexahydrate (NiSO4∙6H2O, Cat. No: 146-01171), cobalt chloride hexahydrate (CoCl2∙6H2O, Cat. No: 036-03682), zinc chloride (ZnCl2, Cat. No: 263-00271), iron chloride tetrahydrate (FeCl2∙4H2O, Cat. No: 099-00915), titanium chloride (TiCl4, Cat. No: 202-12592), palladium(II) sodium chloride trihydrate (PdCl2∙2NaCl∙3H2O, Cat. No: 167-00081), sodium tetrahydroborate (NaBH4, Cat. No: 195-11455), and l-(+)-ascorbic acid (C6H8O6, Cat. No: 016–04,805) were purchased from FUJIFILM Wako Pure Chemical Corporation. Tin chloride (SnCl4, anhydrous, Cat. No: 37312-01), hydrazine monohydrate (N2H4∙H2O, Cat. No: 18383-00), triethanolamine (N(CH2CH2OH)3, Cat. No: 40268-08), and dehydrated methanol (CH3OH, Cat. No: 25506-25) were purchased from Kanto Chemical Co., Inc. 3-Glycidoxypropyltrimethoxysilane (Cat. No: KBM-403) was purchased from Shin-Etsu Chemical Co., Ltd. Denatured alcohol was purchased from IMAZU CHEMICAL Co. Ltd.
Preparation of CuO particles as a precursor for Cu NP synthesis
Initially, 0.40 M Cu(NO3)2 (5.0 L) and 0.80 M NaOH (5.0 L) aqueous solutions were mixed together at room temperature with stirring. Then, the resulting slurry was further stirred at 40 °C for 8 h. During this stage, the colour of the slurry changed from light blue to brown. The brown-coloured solids thus obtained were collected by filtration and washed with ion-exchanged water by centrifugation (20,000 G, 30 min) until the conductivity of the supernatant liquid became lower than 0.1 mS/cm. Finally, the solids were dried at 120 °C in a fine oven to obtain CuO particles with a leaf-like shape.
Metal salt-assisted liquid-phase synthesis of Cu NPs
Self-prepared CuO particles with a leaf-like shape (6.12 mmol, 0.477 g), metal salts (0.61 mmol), and ion-exchanged water (20 mL) were added to a beaker and mixed with stirring (250 rpm) at room temperature under an air atmosphere. Then, an aqueous solution of 4.85 M hydrazine monohydrate (24.3 mmol, 5.0 mL) was added to the mixture in the beaker in one portion with stirring (250 rpm) at room temperature. The mixture was stirred for 2 h under the same conditions. The resulting solid particles were collected by filtration using a cellulose acetate membrane filter (pore size: 0.45 µm) and washed with deionized water until the conductivity of the filtrate was under 0.1 mS/cm. Then, the particles were washed three times with denatured alcohol by dispersal and centrifugation (10,000 G, 10 min), and the Cu NPs were collected as an ethanol slurry (70 wt% Cu). The slurry was dried under reduced pressure to obtain Cu NPs as a powder for characterization. The effect of NiCl2 concentration on Cu NP preparation was examined by changing the addition amount of NiCl2 to 0, 0.31, and 1.2 mmol ([metal salt]/[Cu]: 0, 0.050, and 0.20). To investigate the effect of hydrazine concentration on Cu NP synthesis, the aqueous solution concentration of 4.85 M hydrazine monohydrate was changed to 1.21 M, 2.43 M, 9.7 M, and 19.4 M ([N2H4]/[Cu]: 1.0, 2.0, 8.0, and 16).
Preparation of Cu NP-based nanopastes
For the preparation of the CN NP-based nanopastes, an ethanol slurry of CN (70 wt%) was synthesized at a scale 20 times larger than that described above (the stirring time after the addition of the aqueous solution of hydrazine monohydrate was 1 h). Then, the resulting slurry was dried in a reduced‐pressure atmosphere, and the obtained solid particles were ground with an agate mortar in a N2 atmosphere and sieved to 635 mesh. Next, CN (2.00 g) and triethanolamine (0.35 g) were mixed in a N2 atmosphere using a rotation-revolution mixer (ARE-310, THINKY CORPORATION) and sieved to 635 mesh. Finally, 0.081 g methanolic solution of 3-glycidoxypropyltrimethoxysilane (63 wt%) was added to the mixture (1.00 g) to obtain the CN-based nanopastes (79 wt% CN).
Preparation of Cu NP-based patterned electrodes on glass substrates
The Cu NP-based pastes were printed on a glass substrate (30 mm × 15 mm, OA-10, Nippon Electric Glass Co., Ltd.) with a size of 20 mm × 10 mm by screen printing. The thickness of the pastes was adjusted to 55 μm. Then, the printed glass substrate was pressure-less sintered at 150 °C, 180 °C, 200 °C, and 260 °C for 30 min under N2 flow (1.3 L/min). The resistivity of the Cu electrodes obtained by sintering at the different temperatures was measured by a four-point probe method.
Fabrication of Cu NP-based patterned electrodes on flexible films
A PEN film (Teonex Q65FA, TEIJIN Ltd., t = 200 μm) and a PET film (DUORA, SEKISUI CHEMICAL CO., LTD., t = 160 μm) were used as the flexible films. Model Cu electrodes were fabricated on the PEN film by screen printing the Cu NP-based paste using a screen mask (high-density mesh ST 500, emulsion thickness: 15 μm, Tokyo Process Service Co., Ltd.) and then sintered at 200 °C for 30 min under a N2 flow (1.3 L/min). The Cu electrode on a PET film was prepared using the Cu NP-based paste by screen printing with a size of 20 mm × 10 mm. Then, the printed film was pressure-less sintered at 150 °C for 30 min under a N2 flow (1.3 L/min) to obtain Cu electrodes on the film.
Preparation of copper-bonded bodies and shear strength measurements
Flat Cu plates with a clean surface were prepared by rotary polishing oxygen-free Cu plates (i-ject Co., Ltd., 3 × 3 mm and 5 × 5 mm; t = 1 mm) with a manual polishing machine (grit size: # 4000). Then, the resulting Cu plate (5 × 5 mm) on which the Cu NP-based pastes (1 mm square) were printed was prepared by screen printing using a metal mask (Tokyo Process Service Co., Ltd.). Then, the 3 × 3 mm plate was placed on the printed nanopaste, and the paste was sandwiched between the Cu plates. The resulting Cu plates were sintered at 200 °C and 260 °C for 30 min under pressure-less conditions with flowing N2 (1.3 L/min) for adhesion. The shear strength of the resulting Cu-bonded bodies was measured and calculated by a bond tester (Condor Sigma, XYZTEC) at a shear speed of 50 μm/s.
Characterization equipment
X‐ray diffraction (XRD) measurements were performed on a Rigaku Intelligent X-ray diffraction SmartLab system equipped with a PILATUS3 R 100 K detector using CuKα radiation (40 kV, 40 mA) to determine the crystal phase and measure crystallite size. Scanning electron microscopy (SEM) observations were carried out using a HITACHI SU 7000 with an acceleration voltage of 5 kV. TEM observations were performed using an FEI TITAN 80–300 instrument at 200 kV to obtain HR-TEM and high-angle annular dark field scanning TEM (HAADF-STEM) images. The electrical conductivity of the copper electrodes was measured by a Mitsubishi Chemical Analytech Loresta-GX MCP-T 700 instrument with a four-point probe method. Thermogravimetric analysis (TGA) of the Cu NPs was carried out by a Bruker Japan TG-DTA2000SA at a heating rate of 5 °C/min under atmospheric conditions.
References
Kamyshny, A. & Magdassi, S. Conductive nanomaterials for printed electronics. Small 10, 3515–3535 (2014).
Khan, Y. et al. A new frontier of printed electronics: Flexible hybrid electronics. Adv. Mater. 32, 1905279 (2020).
Chang, J. S., Facchetti, A. F. & Reuss, R. A circuits and systems perspective of organic/printed electronics: Review, challenges, and contemporary and emerging design approaches. IEEE J. Emerg. Select. Top. Circuits Syst. 7, 7–26 (2017).
Bacalzo, N. P. et al. Controlled microwave-hydrolyzed starch as a stabilizer for green formulation of aqueous gold nanoparticle ink for flexible printed electronics. ACS Appl. Nano Mater. 1, 1247–1256 (2018).
Shen, W. F., Zhang, X. P., Huang, Q. J., Xu, Q. S. & Song, W. J. Preparation of solid silver nanoparticles for inkjet printed flexible electronics with high conductivity. Nanoscale 6, 1622–1628 (2014).
Park, S. H. & Kim, H. S. Flash light sintering of nickel nanoparticles for printed electronics. Thin Solid Films 550, 575–581 (2014).
Jo, Y. H., Jung, I., Choi, C. S., Kim, I. & Lee, H. M. Synthesis and characterization of low temperature Sn nanoparticles for the fabrication of highly conductive ink. Nanotechnology 22, 225701 (2011).
Lee, Y. J., Lee, C. & Lee, H. M. Synthesis of oxide-free aluminum nanoparticles for application to conductive film. Nanotechnology 29, 055602 (2018).
Rajan, K. et al. Silver nanoparticle ink technology: State of the art. Nanotechnol. Sci. Appl. 9, 1–13 (2016).
Khan, Y. et al. Flexible hybrid electronics: Direct interfacing of soft and hard electronics for wearable health monitoring. Adv. Funct. Mater. 26, 8764–8775 (2016).
Matsuhisa, N. et al. Printable elastic conductors by in situ formation of silver nanoparticles from silver flakes. Nat. Mater. 16, 834–840 (2017).
Li, X. T., Andersson, H., Siden, J. & Schon, T. Soldering surface mount components on screen-printed Ag patterns on paper and polyimide substrates for hybrid printed electronics. Flex. Print. Electron. 3, 015003 (2018).
Zhang, Z. et al. Pressureless and low-temperature sinter-joining on bare Si, SiC and GaN by a Ag flake paste. Scr. Mater. 198, 113833 (2021).
Kim, D. et al. Fracture mechanism of microporous Ag-sintered joint in a GaN power device with Ti/Ag and Ni/Ti/Ag metallization layer at different thermo-mechanical stresses. J. Mater. Sci. 56, 9852–9870 (2021).
Zhang, H. W., Minter, J. & Lee, N. C. A brief review on high-temperature, Pb-free die-attach materials. J. Electron. Mater. 48, 201–210 (2019).
Lee, H., Smet, V. & Tummala, R. A review of SiC power module packaging technologies: Challenges, advances, and emerging issues. IEEE J. Emerg. Select. Top. Power Electron. 8, 239–255 (2020).
Gao, Y. et al. Reliability analysis of sintered Cu joints for SiC power devices under thermal shock condition. Microelectron. Reliab. 100, 113456 (2019).
Yoon, J. W. & Back, J. H. Effect of sintering conditions on the mechanical strength of Cu-sintered joints for high-power applications. Materials 11, 2105 (2018).
Kwon, J. et al. Low-temperature oxidation-free selective laser sintering of Cu nanoparticle paste on a polymer substrate for the flexible touch panel applications. ACS Appl. Mater. Interfaces 8, 11575–11582 (2016).
Del Carro, L. et al. Oxide-free copper pastes for the attachment of large-area power devices. J. Electron. Mater. 48, 6823–6834 (2019).
Jeong, S. et al. Air-stable, surface-oxide free Cu nanoparticles for highly conductive Cu ink and their application to printed graphene transistors. J. Mater. Chem. C 1, 2704–2710 (2013).
Ryu, C. H., Joo, S. J. & Kim, H. S. Intense pulsed light sintering of Cu nano particles/micro particles-ink assisted with heating and vacuum holding of substrate for warpage free printed electronic circuit. Thin Solid Films 675, 23–33 (2019).
Hernandez-Castaneda, J. C., Lok, B. K. & Zheng, H. Y. Laser sintering of Cu nanoparticles on PET polymer substrate for printed electronics at different wavelengths and process conditions. Front. Mech. Eng. 15, 303–318 (2020).
Gao, Y. et al. Fabrication of a flexible copper pattern based on a sub-micro copper paste by a low temperature plasma technique. RSC Adv. 5, 90202–90208 (2015).
Ishizaki, T. & Watanabe, R. A new one-pot method for the synthesis of Cu nanoparticles for low temperature bonding. J. Mater. Chem. 22, 25198–25206 (2012).
Oliva-Puigdomenech, A., De Roo, J., Van Avermaet, H., De Buysser, K. & Hens, Z. Scalable approaches to copper nanocrystal synthesis under ambient conditions for printed electronics. ACS Appl. Nano Mater. 3, 3523–3531 (2020).
Deng, D. Y., Jin, Y. X., Cheng, Y. R., Qi, T. K. & Xiao, F. Copper nanoparticles: Aqueous phase synthesis and conductive films fabrication at low sintering temperature. ACS Appl. Mater. Interfaces. 5, 3839–3846 (2013).
Hokita, Y., Kanzaki, M., Sugiyama, T., Arakawa, R. & Kawasaki, H. High-concentration synthesis of sub-10-nm copper nanoparticles for application to conductive nanoinks. ACS Appl. Mater. Interfaces 7, 19382–19389 (2015).
Mou, Y., Liu, J. X., Cheng, H., Peng, Y. & Chen, M. X. Facile preparation of self-reducible Cu nanoparticle paste for low temperature Cu–Cu bonding. JOM 71, 3076–3083 (2019).
Kamikoriyama, Y., Imamura, H., Muramatsu, A. & Kanie, K. Ambient aqueous-phase synthesis of copper nanoparticles and nanopastes with low-temperature sintering and ultra-high bonding abilities. Sci. Rep. 9, 899 (2019).
Sugimoto, T. Formation of monodispersed nano- and micro-particles controlled in size, shape, and internal structure. Chem. Eng. Technol. 26, 313–321 (2003).
Sugimoto, T., Itoh, H. & Mochida, T. Shape control of monodisperse hematite particles by organic additives in the gel-sol system. J. Colloid Interface Sci. 205, 42–52 (1998).
Sugimoto, T., Dirige, G. E. & Muramatsu, A. Synthesis of monodisperse CdS and ZnS particles from concentrated solutions of the EDTA–metal complexes. J. Colloid Interface Sci. 180, 305–308 (1996).
Kanie, K. & Sugimoto, T. Shape control of anatase TiO2 nanoparticles by amino acids in a gel-sol system. Chem. Commun. 14, 1584–1585 (2004).
Suzuki, R., Nishi, Y., Matsubara, M., Muramatsu, A. & Kanie, K. Single-crystalline protrusion-rich indium tin oxide nanoparticles with colloidal stability in water for use in sustainable coatings. ACS Appl. Nano Mater. 3, 4870–4879 (2020).
Nishi, Y. et al. Gallium-doped zinc oxide nanoparticle thin films as transparent electrode materials with high conductivity. ACS Appl. Nano Mater. 3, 9622–9632 (2020).
Koubu, H. et al. Synthesis of noble metal-doped Cu nanoparticles by ultrasonication. Mater. Trans. 54, 1496–1501 (2013).
Ramamoorthy, R. K. et al. One-pot seed-mediated growth of Co nanoparticles by the polyol process: Unraveling the heterogeneous nucleation. Nano Lett. 19, 9160–9169 (2019).
Sivaranjani, K. S., Jacob, G. A. & Joseyphus, R. J. Coercivity and exchange bias in size reduced iron obtained through chemical reduction. J. Magn. Magn. Mater. 513, 167228 (2020).
Sugimoto, T. Monodispersed Particles 2nd edn. (Elsevier, 2019).
Muramatsu, A. & Sugimoto, T. Synthesis of uniform spherical Cu2O particles from condensed CuO suspensions. J. Colloid Interface Sci. 189, 167–173 (1997).
Kobayashi, Y., Abe, Y., Maeda, T., Yasuda, Y. & Morita, T. A metal–metal bonding process using metallic copper nanoparticles produced by reduction of copper oxide nanoparticles. J. Market. Res. Technol. 3, 114–121 (2014).
Patterson, A. L. The Scherrer formula for X-ray particle size determination. Phys. Rev. 56, 978–982 (1939).
Rumble, J. R., Bruno, T. J. & Doa, M. J. CRC Handbook of Chemistry and Physics: A Ready-Reference Book of Chemical and Physical Data (CRC Press/Taylor & Francis Group, 2021).
Suzuki, R., Nishi, Y., Matsubara, M., Muramatsu, A. & Kanie, K. A nanoparticle-mist deposition method: Fabrication of high-performance ITO flexible thin films under atmospheric conditions. Sci. Rep. 11, 10584 (2021).
Acknowledgements
The authors thank Mr. Y. Inagaki of Mitsui Mining & Smelting Co., Ltd. for the synthesis and characterization of Cu NPs. We also thank Dr. Y. Hayasaka of Tohoku University for the observation of Cu NPs by HR-TEM. This work is partly supported by NEDO Feasibility Study Program (No. 19II0101X).
Author information
Authors and Affiliations
Contributions
H.I., Y.K., A.M. and K.K. conceived the experiments; H.I., Y.K. and K.K. synthesized and characterized the copper NPs, conducted the experiments, and analyzed the results. H.I. and Y.K. prepared the Cu nanopastes and characterized the properties. The manuscript was prepared by H.I., Y.K. and K.K. All authors edited the manuscript.
Corresponding authors
Ethics declarations
Competing interests
The authors declare no competing interests.
Additional information
Publisher's note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Imamura, H., Kamikoriyama, Y., Muramatsu, A. et al. A mild aqueous synthesis of ligand-free copper nanoparticles for low temperature sintering nanopastes with nickel salt assistance. Sci Rep 11, 24268 (2021). https://doi.org/10.1038/s41598-021-03707-9
Received:
Accepted:
Published:
DOI: https://doi.org/10.1038/s41598-021-03707-9
This article is cited by
-
Investigation to improve the printing accuracy of low-temperature paste based on rheological and optical measurement
Journal of Materials Science: Materials in Electronics (2024)
-
Copper nanoparticle conductive patterns fabricated by thermal sintering using carboxylic acid vapors and their application for radio-frequency identification antennas
Applied Physics A (2023)
Comments
By submitting a comment you agree to abide by our Terms and Community Guidelines. If you find something abusive or that does not comply with our terms or guidelines please flag it as inappropriate.
