
Abstract
Pellets are widely used for power generation because they use renewable raw material with easy storage, transport and high energy density. However, the structural fragility, disintegrating during handling, transport and storage, is one of the main problems of pellets, but the addition of binders/additives can minimize this fragility. The objective of this study was to evaluate the properties of wood pellets with the addition of starch (corn and wheat) and kraft lignin in different proportions. Pellets were produced with the addition of starch (wheat and corn) and kraft lignin in the proportions of 1, 2, 3, 4 and 5% in relation to the mass of wood particles of Pinus sp., with 12% moisture (dry basis), classified in 3 and 1 mm sieves and compacted in a pelleting press in the laboratory, according to European standard EN 14961-2. Physical and mechanical properties of the pellets were evaluated and their densitometric profiles obtained from the Faxitron LX-60 X-ray equipment. Corn starch and kraft lignin additives at 4% improved pellet properties (density, fines and hardness), reducing their losses during handling, storage and transport.
Similar content being viewed by others

Introduction
Fuel pellets are widely used in Europe as an alternative to firewood, due to their ease of storage and high energy density1,2,3. The fragility of the pellet structure facilitates its disintegration, generating fines (crushed or powdered material) during handling and transport, which is the main problem of this material4,5,6. Organic additives such as starch from corn, manioc, pea starch, potato, sweet potato, rice, wheat, or yam as well as kraft lignin, may reduce pellet cracking and disintegration7,8,9.
The starch applied with water vapor should be added for the melting and gelatinization of the particles during pellet production7. The biomass heating, with a moisture content of 8–12% in the dry basis, alters the pellet particles, denaturing the proteins and increasing their hardness and quality10,11,12. In addition to its binding action, starch lubricates the pelletizing matrix and facilitates the flow of the densified raw material during pellet production6.
Kraft lignin, a residue from the wood pulping process, may increase the pellet’s mechanical strength and energy properties13,14,15. This material has potential because it is a waste product from the pulp production and can be obtained at affordable prices. Due to its chemical structure, lignin has found a number of applications. It can be used in cement composite fabrication16; as a filler for polymers17,18; in bio-based composite thin sheet films19; it was evaluated as an active material in II generation glucose biosensor20 and as component of adhesives21,22.
The quality of the raw material affects that of the pellets23, and the bonds between its particles must be smooth to reduce fissures, cracking or disintegration during handling, transport and storage6. The pellet surface should appear, to the naked eye, to be solid and with well-bonded particles without micro-cracks24. A weak cohesion between its particles reduces the mechanical strength and increases pellet cracking2. X-ray micro tomography and X-ray densitometry can analyze the internal structure of the material, enabling a more detailed analysis of different agroforestry products such as pellets and briquettes25.
The wood product quality can be evaluated using non-destructive methods such as the digital X-ray images used in fields such as dentistry, orthopedics, zoology and zootechnology26. X-ray densitometry has been used to characterize and evaluate the deterioration of the eucalyptus wood due to white rot fungi, and to detect the limits of the heartwood-sapwood, the effect of forest management on the wood properties, the annual production of biomass and the relation with its anatomical structure27,28,29. However, this technique is under-used for evaluating the internal density of solid biofuels such as briquettes and pellets25,30,31.
The objective of this study was to use the gravimetric method and X-ray densitometry to determine the apparent density and density profiles of Pinus sp. pellets with the addition of starch (corn and wheat) and kraft lignin in different proportions, as well as to measure their fines and hardness.
-
We intend, therefore, to answer the following questions:
-
How do additions of starch and kraft lignin to pellets affect apparent density?
-
How do effects of starch and kraft lignin supply on pellets properties like fines content and hardness?
-
How do the density apparent vary along the pellets longitudinal axis?
Results and discussion
The fines content of the pellets, agglutinated with wheat starch and kraft lignin (both at 4%), was 125 higher and 75% lower than in the control, respectively (Table 1). The fines generation of the pellets in all treatments was lower than 1% (0.03 to 0.27%) and, therefore, they met the marketing standard EN 14961-232.
The lower values of the fines content of the pellets produced with kraft lignin are possibly due to the densification process of the pellet matrix with higher contents of this additive, generating pellets with better bonding characteristics between the particles and, consequently, less fines. In addition, lignin has a cementing action between the cells9 during the pressing process, and high temperature causes this compound to reach the glass transition stage, ensuring a strong bond between the particles8,33. Pellets with lower fines production during handling and transport should be preferred commercially34. The fines content increases with the moisture level of the material, causing cracks to exhaust gases, mainly water vapor, and, consequently, reducing their mechanical resistance during handling35. On the other hand, the low moisture content makes biomass compaction difficult, due to the water’s characteristic of helping the heat transfer and promoting lignin plasticization as a natural biomass binder36. The moisture content between 8 and 12% in the dry basis is ideal for reducing fines generation to within the European standard EN 14961-232.
The hardness of the pellets was similar with the different percentages of corn starch, but it was higher with wheat starch (Table 1). The hardness increased by 22% when the percentage of kraft lignin reached 5%, in relation to the control. The hardness of the pellets with 3 and 5% of corn starch and 4% of kraft lignin was similar to the control.
The similar hardness of the pellets with the different percentages of wheat starch confirms studies that binders can reduce the mechanical properties of pellets at a higher moisture content, because water takes the place of hydrogen bonds, affecting cohesion between the particles37. Higher hardness affects pellet length, because the higher the hardness, the greater the breaking strength after contact with the pelletizing press knife15. In addition, pellets with lower hardness have points for water ingress, increasing the moisture content and consequently the breaking point and causing higher fine generation38. The higher hardness of pellets produced with 5% kraft lignin is possibly due to the decrease of their hygroscopic equilibrium moisture, due to the hydrophobic character of this compound. The kraft lignin residue is a compound of C–C and C–O–C phenylpropane units with low water relationship39. In addition, the constant pressing temperature of 120 °C plasticizes kraft lignin as an adhesive, increasing particle contact and reducing expansion due to lower hygroscopicity, consequently increasing hardness40. Kraft lignin, as an additive, facilitates the use of this residue and confers better properties to pellets by increasing their mechanical strength13,14,15.
The bulk density of pellets with 1% corn or wheat starches and 3% kraft lignin was higher than other mixtures (Table 1). The bulk density of kraft lignin pellets was higher than those with corn or wheat starch. The bulk density of pellets with 1% corn starch and 5% kraft lignin was lower than those with 3% lignin, which were denser than those with only wood (control).
The higher bulk density values for 3% kraft lignin pellets may be associated with a higher amount of lignin in the mixture (wood + additive), which plasticizes more efficiently, generating a smooth and uniform texture in the pellets and improving their density. The pelletizing matrix temperature influences the durability and bulk density of pellets36, as lignin is a natural wood binder and requires temperatures above the glass transition (75–100 °C) to produce bonding between the particles. Temperatures above 90 °C improve pellet characteristics, and require lower compaction pressure at increasing compaction matrix temperatures4,41. The lower density values of wheat starch pellets may be due to the high moisture content of the steam generated during the high temperatures in the compaction process (120 °C), causing micro-cracks in the pellet structure and reducing its density35. Starch acts as a lubricating agent in the pelletizing process, facilitating the flow of raw material through the pelletizing matrix36. The bulk density of the pellets was greater than the minimum required by the European Marketing Standard EN 14961-232, equal to or greater than 0.60 g cm−3 in all treatments. This highlights the potential use of additives in pelletizing, which should be at most 2% relative to the dry mass of primary raw material.
The apparent density of pellets varied in a fashion similar to that of bulk density (Table 1), with no effect from the type and amount of additive added to the particles mass, comparing the three different additives and considering the same proportion used, except for pellets produced with 3% wheat starch, with lower apparent density. The apparent density of pellets produced with 1 and 2% corn starch and 1, 3, 4 and 5% kraft lignin was higher, and the other treatments were similar to the control (Table 1). Lignin and corn starch promoted better connection between particles, favoring biomass compaction and increasing pellet density.
The variation in the apparent density of the pellets, similar to that of bulk density between 1.15 g m−3 (3% wheat) and 1.23 g m−3 (3% lignin), is possibly due to the wheat starch gelatinization process starting at lower temperatures (± 70 °C) than that of corn starch (± 85 °C)42. This leads to the starch adhering to the pellet feeder system wall, reducing the proportion of additive that reaches the pelletizing matrix and consequently diminishing the unit density of the pellet. The higher apparent density of pellets produced with 1 and 2% corn starch and 1, 3, 4 and 5% kraft lignin is due to the lower rate of return of the pelletizing process and the higher molecular weight of the additives, influencing the pellet density7,36. Bulk density and apparent density determine pellet storage and transport conditions, and are directly related to energy density in those with 1 and 2% corn starch and 1, 3, 4 and 5% lignin, with higher density and a higher amount of energy per volume unit43.
The apparent density of the pellets produced with additives and evaluated by X-ray densitometry ranged from 1.00 to 1.31 g m−3 in their longitudinal axis (Table 1), with the lowest value for pellets produced with 1% wheat starch, and the highest value with 1% corn starch.
The lower apparent density values of wheat starch pellets can be associated with the presence of cracks (empty spaces), directly related to the susceptibility to rupture2. Low density peaks indicate small cracks that are attributed to a moisture content of the mixture or particle sizes inadequate for pelletizing4, affecting the physical properties of biomass densification44. The average apparent density of pellets is within the range established by the German standard DIN 51731, from 1.00 to 1.40 g m−345.
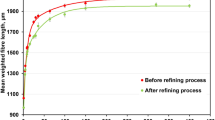
Pellet density varied in longitudinal density profiles, with one uniform and one irregular pattern (Fig. 1). The apparent density variation of pellets produced without additives along the longitudinal axis (coefficient of variation of 5.29%) was higher. On the other hand, the apparent density variation of the profile (coefficient of variation of 4.19%) with additives was lower, showing greater cohesion between the particles and the additives. X-ray densitometry showed pellet density variations for all additives and in the control.

Longitudinal variation of pellet density with different proportions of the additives kraft lignin and corn and wheat starch.
Uniform or irregular density patterns according to longitudinal pellet density profiles are due to variations in pellet internal density, which can be attributed to factors such as additive molecular weight, particle size, and temperature and pressure during pelletization46,47,48. Cracks are common in compacted material during pelletizing4,6, and can be attributed to inadequate pellet moisture content or particle sizes. The density of biomass varies with the moisture content44 and with the temperature strengthening the adhesion between the particles. Density profiles can explain the performance of pellets, whose cracks and high density variability affect their durability and final quality, since reductions in density are associated with cracks and, consequently, pellet breakage or rupture points, which can generate fines5. The apparent density of the pellets by gravimetric and X-ray densitometry, similar between treatments with additives, confirm that this technique, commonly used to evaluate the apparent density of materials and easier to apply than other methodologies, can be used to evaluate the quality of the pellets. Variations in the apparent density and longitudinal density profile obtained with the gravimetric and X-ray densitometry demonstrate that factors such as moisture, binder type, pressure and particle size interfere with the pelletizing process, causing variations in the material’s internal structure46,47. In addition, this technique accesses different parts of the pellet and therefore identifies point variations in the product density as reported for the 2% wheat starch pellet.
In conclusion, the additives reduced the fines content and increased the hardness and density of the pellets. Therefore, they have the potential to produce pellets with greater resistance to the transport, storage and handling processes. Apparent density along the longitudinal axis of the pellets without starch was higher. The apparent density of pellets containing starch increased the cohesion between the particles and reduced the density variation as shown by their densitometric profiles.
Methods
Pellet production
The experiment was installed in the municipality of Viçosa, Minas Gerais state, Brazil (20°45′14″S and 42°52′54″W).
Sawdust residues from headrig log breakdown of Pinus sp. were air-dried to a moisture content of approximately 20% (dry basis). The particles of these residues were classified using overlapping sieves, with the fraction that went through the 3.0 mm sieve and was then retained in the 1.0 mm sieve being used in the experiment (Fig. 2B).

Pellets production. (A) Pelletizing machine press by Amandus Kahl, model 14–175. (B) Particles of Pinus sp. (C) Pellets produced.
The pellets were produced in a laboratory pelletizing machine press manufactured by Amandus Kahl, model 14–175 (Germany), with a production capacity of 30 kg h−1 (Fig. 2A). The average pelletizing temperature was 100 ± 5 °C. The pelletizing matrix was pre-heated in oil at 200 °C for approximately 30 min.
The pelletizing machine had a system with a motor reducer, a speed controller and a continuous screw. Four nozzles installed along the continuous screw injected water vapor produced by autoclaving at a pressure of 0.8 kgf/cm2.
Pellets were produced with the addition of corn and wheat starch and kraft lignin in the proportions of 1, 2, 3, 4 and 5% each in relation to the Pinus sp. dry mass (Fig. 2C).
Pellet properties
The fines content (particles smaller than 3.15 mm) was determined using the Holmen Ligno-Tester (United Kingdom), in accordance with EN 15210-134.
The hardness of the pellets was determined in a diametric compression test in a manual hardness tester with a scale of 0–100 kgf, manufactured by Amandus Kahl (Germany). One pellet at a time was inserted into the hardness tester, receiving an increasing load until the sample was fractured. The maximum load was defined as what a pellet could withstand before breaking.
The pellet bulk density was obtained according to EN 1510349, with the samples conditioned at 65% relative humidity and 20 °C temperature.
The apparent relative density was obtained by immersing the pellet in mercury50.
X-ray densitometry
The apparent density profile of the pellets was obtained in a Faxitron model LX-60 (United States of America) cabinet X-ray system (Fig. 3A). The pellets (Fig. 3C) and a cellulose acetate calibration wedge (Fig. 3D) were inserted into the shielded X-ray compartment (Fig. 3B), followed by calibration and an automatic reading (30 kV, 19 s), generating high-contrast and high-resolution digital images in the monitor screen. These images were saved in TIF format and analyzed using ImageJ software by transforming the gray scale of the wedge into apparent density values every 50 μm of distance along the longitudinal direction of the sample.

X-ray densitometry. (A) Faxitron model LX-60 cabinet X-ray system. (B) Shielded X-ray compartment. (C) Pellets. (D) Cellulose acetate calibration wedge.
Ten pellets with 19 mm of length per treatment were analyzed and conditioned in an acclimatized chamber at 20 °C and 65% relative humidity, with 12–15% equilibrium moisture content, for 24 h.
Statistical analysis
The apparent density, bulk density, fines content and hardness data were analyzed in a completely randomized design in a factorial arrangement with three additives (corn starch, wheat starch or kraft lignin) in five percentages (1, 2, 3, 4 and 5%), besides the control (pellets of pure Pinus sp. without additives). The averages were grouped using the Tukey test (p ≤ 0.05). The results considered the values of the control and were submitted to the Dunnett test (p ≤ 0.05).
References
Luque, R. et al. Biofuels: a technological perspective. Energy Environ. Sci. 1, 542–564. https://doi.org/10.1039/B807094F (2008).
Stelte, W. et al. A study of bonding and failure mechanisms in fuel pellets from different biomass resources. Biomass Bioenergy 35, 910–918. https://doi.org/10.1016/j.biombioe.2010.11.003 (2011).
Lee, Y. W., Ryu, C., Lee, W. J. & Park, Y. K. Assessment of wood pellet combustion in a domestic stove. J. Mater. Cycles Waste Manag. 13, 165–172. https://doi.org/10.1007/s10163-011-0014-0 (2011).
Kaliyan, N. & Morey, V. Factors affecting strength and durability of densified biomass products. Biomass Bioenergy 33, 337–359. https://doi.org/10.1016/j.biombioe.2008.08.005 (2009).
Serrano, C., Monedero, E., Lapuerta, M. & Portero, H. Effect of moisture content, particle size and pine addition on quality parameters of barley straw pellets. Fuel Process. Technol. 92, 699–706. https://doi.org/10.1016/j.fuproc.2010.11.031 (2011).
Tenorio, C., Moya, R., Tomazello-Filho, M. & Valaert, J. Quality of pellets made from agricultural and forestry crops in costa rican tropical climates. BioResources 10, 482–498. https://doi.org/10.15376/biores.10.1.482-498 (2015).
Tarasov, D., Shahi, C. & Leitch, M. Effect of additives on wood pellet physical and thermal characteristics: a review. ISRN For. 2013, 876939. https://doi.org/10.1155/2013/876939 (2013).
Pradhan, P., Mahajani, S. M. & Arora, A. Production and utilization of fuel pellets from biomass: a review. Fuel Process. Technol. 181, 215–232. https://doi.org/10.1016/j.fuproc.2018.09.021 (2018).
Boschetti Neto, W. T., Carvalho, A. M. M. L., Carneiro, A. C. O., Santos, L. C. & Poyares, L. Q. B. Potential of kraft lignin as an additive in briquette production. Nordic Pulp Pap. Res. J. 34, 147–152. https://doi.org/10.1515/npprj-2018-0002 (2019).
Ellis, R. P. et al. Starch production and industrial use (Review). J. Sci. Food Agric. 77, 289–311. https://doi.org/10.1002/(SICI)1097-0010(199807)77:3%3C289::AID-JSFA38%3E3.0.CO;2-D (1998).
Mali, S., Grossmann, M. V. E. & Yamashita, F. Filmes de amido: produção, propriedades e potencial de utilização. Ciências Agrárias 31, 137–156 (2010).
Tumuluru, J. S. Effect of process variables on the density and durability of the pellet’s made from high moisture corn stover. Biosys. Eng. 119, 44–57. https://doi.org/10.1016/j.biosystemseng.2013.11.012 (2014).
Berghel, J. et al. The effects of kraft lignin additives on wood fuel pellet quality, energy use and shelf life. Fuel Process. Technol. 112, 64–69. https://doi.org/10.1016/j.fuproc.2013.02.011 (2013).
Pereira, B. L. C. et al. Influência da adição de lignina kraft nas propriedades de pellets de eucalipto. Rev. Floresta 46, 235–242. https://doi.org/10.5380/rf.v46i2.44936 (2016).
Whittaker, C. & Shield, I. Factors affecting wood, energy grass and straw pellet durability—a review. Renew. Sustain. Energy Rev. 71, 1–11. https://doi.org/10.1016/j.rser.2016.12.119 (2017).
Klapiszewski, Ł, Klapiszewska, I., Slosarczyk, A. & Jesionowski, T. Lignin-based hybrid admixtures and their role in cement composite fabrication. Molecules 24, 3544. https://doi.org/10.3390/molecules24193544 (2019).
Thakur, V. K., Thakur, M. K., Raghavan, P. & Kessler, M. R. Progress in green polymer composites from lignin for multifunctional applications: a review. ACS Sustain. Chem. Eng. 2, 1072–1092. https://doi.org/10.1021/sc500087z (2014).
Klapiszewski, Ł, Bula, K., Dobrowolska, A., Czaczyk, K. & Jesionowski, T. A high-density polyethylene container based on ZnO/lignin dual fillers with potential antimicrobial activity. Polym. Test. 73, 51–59. https://doi.org/10.1016/j.polymertesting.2018.11.018 (2019).
Bula, K., Klapiszewski, Ł & Jesionowski, T. Effect of processing conditions and functional silica/lignin content on the properties of bio-based composite thin sheet films. Polym. Test. 77, 105911. https://doi.org/10.1016/j.polymertesting.2019.105911 (2019).
Jędrzak, A. et al. Carbon paste electrode based on functional GOx/silica-lignin system to prepare an amperometric glucose biosensor. Sens. Actuat. B Chem. 256, 176–185. https://doi.org/10.1016/j.snb.2017.10.079 (2018).
Ji, X. & Guo, M. Preparation and properties of a chitosan-lignin wood adhesive. Int. J. Adhes. Adhes. 82, 8–139. https://doi.org/10.1016/j.ijadhadh.2017.12.005 (2018).
Gan, D. et al. Plant-inspired adhesive and tough hydrogel based on ag-lignin nanoparticles-triggered dynamic redox catechol chemistry. Nat. Commun. 10, 1487. https://doi.org/10.1038/s41467-019-09351-2 (2019).
Garcia, D. P., Caraschi, J. C., Ventorim, G., Vieira, F. H. A. & Protásio, T. P. Assessment of plant biomass for pellet production using multivariate statistics (PCA and HCA). Renew. Energy 139, 796–805. https://doi.org/10.1016/j.renene.2019.02.103 (2019).
Reza, M. T., Uddin, M. H., Lynam, J. G. & Coronella, C. J. Engineered pellets from dry torrefied and HTC biochar blends. Biomass Bioenergy 63, 229–238. https://doi.org/10.1016/j.biombioe.2014.01.038 (2014).
Kotwaliwale, N. et al. X-ray imaging methods for internal quality evaluation of agricultural produce. J. Food Sci. Technol. 51, 1–15. https://doi.org/10.1007/s13197-011-0485-y (2014).
Woo, M. K. & Nordal, R. A. Commissioning and evaluation of a new commercial small rodent X-ray irradiator. Biomed. Imaging Interv. J. 2, 1–5. https://doi.org/10.2349/biij.2.1.e10 (2006).
Surdi, P. G. et al. Relação entre perfil de densidade e ligação interna de painéis OSB de Pinus spp. Floresta Ambiente 21, 349–357. https://doi.org/10.1590/2179-8087.063413 (2014).
Jacquin, P., Longuetaud, F., Leban, J. M. & Mothe, F. X-ray microdensitometry of wood: a review of existing principles and devices. Dendrochronologia 42, 42–50. https://doi.org/10.1016/j.dendro.2017.01.004 (2017).
Gaitan-Alvarez, J., Moya, R. & Berrocal, A. The use of X-ray densitometry to evaluate the wood density profile of Tectona grandis trees growing in fast-growth plantations. Dendrochronologia 55, 71–79. https://doi.org/10.1016/j.dendro.2019.04.004 (2019).
Quirino, W. F., Pinha, I. V. O., Moreira, A. C. O., de Souza, F. & Tomazello Filho, M. X-ray densitometry for waste wood briquettes analysis. Sci. Forestalis 40, 525–536 (2012).
Bhuiyan, I. U. et al. Consideration of X-ray microtomography to quantitatively determine the size distribution of bubble cavities in iron ore pellets. Powder Technol. 233, 312–318. https://doi.org/10.1016/j.powtec.2012.09.012 (2013).
Deutsches Institut Fur Normung - DIN. EN 14961–2: Solid biofuels—fuel specifications and classes—part 2: wood pellets for non-industrial use. Berlin (2011).
Oliveira, P. E., Leal, P. & Pichara, C. E. Pellets derived from Eucalyptus nitens residue: physical, chemical, and thermal characterization for a clean combustion product made in Chile. Can. J. For. Res. 48, 1194–1203. https://doi.org/10.1139/cjfr-2018-0122 (2018).
Deutsches Institut Fur Normung - DIN. EN 15210–1: solid biofuels—determination of mechanical durability of pellet’s and briquettes—part 1: Pellet’s. Berlin (2010).
Carvalho, L. et al. Performance of a pellet boiler fired with agricultural fuels. Appl. Energy 104, 286–296. https://doi.org/10.1016/j.apenergy.2012.10.058 (2013).
Zabava, B. S., Voicu, G., Dinca, M. N., Ungureanu, N. & Ferdes, M. Durability of pellets obtained from energy plants: review. Eng. Rural Dev. 23, 1838–1843. https://doi.org/10.22616/ERDev2018.17.N419 (2018).
Liu, Z., Quek, A. & Balasubramanian, R. Preparation and characterization of fuel pellets from woody biomass, agro-residues and their corresponding hydrochars. Appl. Energy 113, 1315–1322. https://doi.org/10.1016/j.apenergy.2013.08.087 (2014).
Chio, C., Sain, M. & Qin, W. Lignin utilization: a review of lignin depolymerization from various aspects. Renew. Sustain. Energy Rev. 107, 232–249. https://doi.org/10.1016/j.rser.2019.03.008 (2019).
Furtado, T. S., Valin, M., Brand, M. A. & Bellote, A. F. J. Variáveis do processo de briquetagem e qualidade de briquetes de biomassa florestal. Pesquisa Florestal Bras. 30, 101–106. https://doi.org/10.4336/2010.pfb.30.62.101 (2010).
Tabil, L. G., Sokhansanj, S. & Tyler, R. T. Performance different binders during alfalfa pelleting. Can. Agric. Eng. 39, 17–23 (1996).
Tumuluru, J. S., Wright, C. T., Hess, J. R. & Kenney, K. L. A review of biomass densification systems to develop uniform feedstock commodities for bioenergy application. Biofuels Bioprod. Biorefin. 5, 683–707. https://doi.org/10.1002/bbb.324 (2011).
Lacerda, L. D., Leite, D. C., Soares, R. M. D. & Da Silveira, N. P. Effects of α-amylase, amyloglucosidase, and their mixture on hierarchical porosity of rice starch. Starch 70, 1800008. https://doi.org/10.1002/star.201800008 (2018).
Sotannde, O. A., Oluyege, A. O. & Abah, G. B. Physical and combustion properties of briquettes from sawdust of Azadirachta indica. J. For. Res. 21, 63–67. https://doi.org/10.1007/s11676-010-0010-6 (2010).
Fasina, O. Physical properties of peanut hull pellets. Biores. Technol. 99, 1259–1266. https://doi.org/10.1016/j.biortech.2007.02.041 (2008).
Deutsches Institut Fur Normung - DIN. EN 51731: testing of solid fuels: compressed untreated wood, requirements and testing. Berlin (1996).
Mani, S., Tabil, L. G. & Sokhansanj, S. An overview of compaction of biomass grinds. Powder Handl. Process. 15, 160–168 (2003).
Rhén, C., Gref, R., Sjostrom, M. & Wasterlund, I. Effects of raw material moisture content, densification pressure and temperature on some properties of Norway spruce pellets. Fuel Process. Technol. 87, 11–16. https://doi.org/10.1016/j.fuproc.2005.03.003 (2005).
Shatalov, A. & Pereira, H. Papermaking fibers from giant reed (Arundo donax L.) by advanced ecologically friendly pulping and bleaching technologies. BioResources 1, 45–61 (2006).
Deutsches Institut Fur Normung - DIN. EN 15103: Solid biofuels—determination of bulk density. Berlin (2010).
Vital, B. R. Métodos de determinação de densidade da madeira (SIF, Viçosa, 1984).
Acknowledgments
The authors would like to thank the Brazilian agencies “Conselho Nacional de Desenvolvimento Cientifico e Tecnológico (CNPq)”, “Coordenação de Aperfeiçoamento de Pessoal de Nível Superior (CAPES—Finance Code 001)” and “Fundação de Amparo à Pesquisa do Estado de Minas Gerais (FAPEMIG)”. David Michael Miller, a professional editor and proofreader and native English speaking, has reviewed and edited this article for structure, grammar, punctuation, spelling, word choice, and readability.
Author information
Authors and Affiliations
Contributions
H.F.d.S, M.d.S.B. and F.D.R.M conducted the experiment and statistical analyses; P.G.S.d.C. analyzed the results; A.J.V.Z., J.C.Z., A.C.O.C., P.G.S.d.C., S.O.A., J.G., and V.R.d.C. wrote the manuscript and reviewed the final manuscript. All authors approved the manuscript.
Corresponding author
Ethics declarations
Competing interests
The authors declare no competing interests.
Additional information
Publisher's note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Surdi de Castro, P.G., de Siqueira, H.F., de Castro, V.R. et al. Quality of Pinus sp. pellets with kraft lignin and starch addition. Sci Rep 11, 900 (2021). https://doi.org/10.1038/s41598-020-78918-7
Received:
Accepted:
Published:
DOI: https://doi.org/10.1038/s41598-020-78918-7
This article is cited by
-
Torrefaction of kraft pulp mills sludges
Scientific Reports (2023)
-
Impact and effectiveness of Bio-Coke conversion from biomass waste as alternative source of coal coke in Southeast Asia
Journal of Material Cycles and Waste Management (2023)
Comments
By submitting a comment you agree to abide by our Terms and Community Guidelines. If you find something abusive or that does not comply with our terms or guidelines please flag it as inappropriate.
