
Abstract
The application of polymer nanocomposites (PNCs) in lubricant industry has attracted considerable interest due to their much enhanced properties compared to neat polymers. In this study, magnetite (Fe3O4) nanoparticles (NPs) were synthesized. Then PNCs were prepared by reinforcing these NPs in the homopolymer of dodecyl acrylate in different percentages. The characterization of the prepared NPs and PNCs was done by different analytical techniques. Thermal stability is determined through thermogravimetric analysis (TGA). Performance evaluation of the PNCs as viscosity index improver, pour point depressant and antiwear additive was carried out by blending them with a mineral base stock at different percentage ratios. Standard ASTM methods are followed to carry out the evaluations. It is found that with increasing the percentage of nanocomposites in the base stock, the overall performance of the furnished lubricant is enhanced.
Similar content being viewed by others
Introduction
Lubricants are the widely utilized material in automotive industry. Lubricants form a protective layer on the surface of machinery parts and thus reduce friction during turbo-chemical process. Except that, it improves the efficiency of engines, prolong their lifetime as well as economize energy. In the last few decades, use of oil-soluble additives in lubricant as effective friction reducer and anti-wear have been extensively studied in lubrication engineering1,2,3. But, the use of these additives increases pollution, toxicity, waste disposal in the environment. The application of nano materials as additive mitigates these limitations and opens new horizon in lubricant industry4,5,6. Nanoparticles were incorporated into lubricating oils to improve their tribological properties. In recent years, a large number of studies have been carried out to measure the potentiality of a range of inorganic nanoparticles as friction and wear reducer for lubricating oil7,8,9,10. Owing to excellent tribological and environmentally benign property, the nanoparticles have been preferred as an exceptional candidate in replace of traditional lubricating oil additives, particularly at higher load, higher sliding speed and higher frictional conditions11,12,13. The NPs adhere to the friction surfaces, resulting in the modification of the friction surfaces and the improvement of the tribological properties. Use of graphite nanosheets as lubricating oil additives improves tribological properties of paraffin oil14. The anti-wear property of paraffin oil was significantly improved by the incorporation of MoS2 nanoparticles15,16. Oxide based nanoparticles such as CuO nanoparticles exhibit good anti-wear and friction reduction properties17. Cai-Xiang et al.18 reported the anti-wear and friction reducing properties of CeO2 and TiO2 nanoparticles in lubricating oil. All the nanoparticles mentioned above are non-magnetic. The use of non-magnetic compounds containing elements like sulfur, phosphorus, lead, etc. as anti-frictional additive for lubricants also has some adverse effect on the environment. Magnetic NPs, on the other hand, is environmentally friendly and therefore has attracted considerable attention in this application area. Another advantage of using magnetic NPs as lubricant additive is its magnetic effect which originates in its remanent magnetization19. The lubricant with Fe3O4 NP additives forms a protective film adhering on the friction steel pairs and filled the gaps and cracks of the surface due to possible magnetic interaction between the lubricant and friction surface and also tribo-chemical reactions on the metal surface20,21. This results in significant improvement of antiwear properties of the lubricating oil.
Huang et al.22 reported the effect of magnetite nanoparticle on tribological property of paraffin oil which showed improvement of load carrying capacity and anti-wear property of the formulated lubricant compared to pure paraffin oil. Ziang et al.23 described the tribological and tribochemical properties of magnetite (Fe3O4) nanoflakes as additive in mineral base fluids. From the above discussion it is revealed that magnetite nanoparticle and other oxide based nanoparticles are used only as anti-wear and friction reducing additives in lubricating oil. Furthermore, acrylate based polymers are known to perform as good viscosity index improver (VII)24,25,26, pour point depressant (PPD)27. They were not known to act as good anti-wear and friction reducing additives. Hence to impose multifunctional character (VII, PPD, anti-wear, friction reducing) into the lubricant additives, the authors planned to prepare PNCs of dodecylacrylate by using magnetite (Fe3O4) NPs as fillers.
Experimental section
Materials
Acrylic acid (99%), dodecyl alcohol (98%) and hydroquinone (> 99%) were purchased from Sigma-Aldrich, India. Methanol (98%, Thomas Baker Pvt. Ltd.) and hexane (99.5%, S.D. Fine-Chem Limited) were used after distillation. Conc. H2SO4 (98%, Merck Specialties Pvt. Ltd.) was used as received. AIBN (GC 98%), obtained from Spectrochem Pvt. Ltd. Mumbai (India) was recrystallized from CHCl3-MeOH before use. Iron(II) sulphate heptahydrate (> 99%), potassium nitrate and potassium hydroxide (99.9%) were collected from Merck Specialties Pvt. Ltd. The base oil, property of which is mentioned in supplementary section, was collected from IOCL, Kolkata, India.
Preparation of dodecyl acrylate
Dodecyl acrylate (DDA) was prepared by esterification of acrylic acid with dodecyl alcohol in 1.1:1 mol ratio. The reaction was performed in a resin kettle in presence of concentrated sulfuric acid as a catalyst, 0.25% hydroquinone with respect to the reactants as polymerization inhibitor, and toluene as a solvent. The reaction was carried out under nitrogen atmosphere. The reaction mixture was heated gradually from room temperature to 403 K using a well-controlled thermostat. The extent of reaction was followed by monitoring the amount of water liberated during reaction. After completion of the reaction, the ester dodecyl acrylate (DDA) was collected.
Purification of the prepared ester (DDA)
To purify the product, a desired amount of charcoal was added to the ester, followed by reflux for 3 h and then filtered. The filtrate was washed repetitively with 0.5 N sodium hydroxide solution to ensure complete removal of unreacted acid. To remove traces of sodium hydroxide, purified ester was washed several times with distilled water. The ester was then left on calcium chloride overnight and recollected by distillation under reduced pressure. This purified ester was then used in the polymerization process.
Synthesis of homo polymer of DDA
The polymerization was carried out in a four-necked round bottom flask fitted with a condenser, stirrer, thermometer and an inlet for the nitrogen insertion. Required amounts of dodecyl acrylate and initiator (AIBN, 0.5% w/w) were taken in the flask and toluene was also added as solvent. The reaction temperature was controlled at 353 K for 6 h. Then the reaction mixture was poured into methanol solvent with stirring to cease the polymerization and a precipitate was appeared. The precipitated polydodecyl acrylate (A), PDDA, was further purified by frequent precipitation of its hexane solution with methanol followed by drying under vacuum at 313 K.
Preparation of magnetite (Fe3O4) nanoparticle
Magnetite nanoparticles were synthesized following the method reported by Bruce et al.28 Solutions of iron(II) sulphate heptahydrate (1.67 g, 6 × 10–3 mol) in 50 ml deionized water, potassium nitrate (1.01 g, 1 × 10–2 mol) in 10 ml of deionized water and 2.5 M potassium hydroxide solution were prepared. 1% (w/w) of surfactant (CTAB) was mixed with the iron salt solution under vigorous stirring for 2 h. Solution of potassium nitrate was added to this solution and stirred for another half an hour. Then 10 ml of 2.5 M potassium hydroxide (2.5 × 10–2 mol) was slowly added to the above solution. The reaction mixture was heated to 100 °C under nitrogen atmosphere and maintained at this temperature for 2 h. The nitrogen flow was then turned off and the mixture was cooled down to room temperature. After cooling, the black precipitate was repeatedly washed with deionized water, centrifuged and allowed to dry under vacuum at 323 K overnight29.
Preparation of poly dodecyl acrylate-Fe3O4 nanocomposites
PDDA-Fe3O4 nanocomposites were prepared by blending the PDDA/toluene solution and nano- Fe3O4 particles. The PDDA-Fe3O4 suspension was prepared as follows: 5 g of PDDA were dissolved in toluene and the required amount (0.5, 1 and 1.5 mg) of nano-Fe3O4 particles were added to it under ultrasonic wave with vigorous stirring. The suspension was then poured into a glass plate and allowed the tolune to evaporate naturally and a semi solid mass of polymer-nanocomposites was obtained. It was then characterized. The relative compositions of different composites with their designations are mentioned in Table 1.
Measurements
Spectroscopic measurements
The spectral characterization of the polymers and the composites was performed by FTIR and NMR techniques. IR spectra were recorded on a Shimadzu FT-IR 8300 spectrometer using 0.1 mm KBr cells at room temperature within the wave number range of 400–4000 cm−1. NMR spectra were recorded in Bruker Advance NEO 400 MHz FT-NMR spectrometer using 5 mm BBO probe and CDCl3 solvent. TMS was used as reference material.
Thermo gravimetric analysis (TGA)
The thermal stabilities of the prepared homo polymer and polymer nanocomposite were determined by a thermo gravimetric analyzer (Shimadzu TGA-50) using an alumina crucible in air. The system was run at a heating rate of 10 °C/min. The percentage of weight loss (PWL) of the samples with rise in temperature was calculated.
Determination of average molecular weights of PDDA
The number average molecular weight (Mn) and weight average molecular weight (Mw) of PDDA were determined by SEC-GPC. The polydispersity index was also calculated. In this method THF (0.4%, w/v) of HPLC grade was used as mobile phase in the Waters 2414 GPC system (polystyrene calibration) at 35 °C. Sample solutions (0.4% w/v in THF) are prepared by dissolving ~ 4 mg of polymer per ml THF and filtering (0.45-μm Millipore PTFE) to remove suspended particulates. The pump flow rate is 1.0 ml/min with THF as the carrier solvent, and injection volumes are set to 20 μL. The polydispersity index, which indicates the nature of the distribution of the molecular weights in the polymers, was also calculated. The data of this study is mentioned in supplementary material.
Characterization of nano-Fe3O4 and the composites by XRD and different electron microscopes (SEM/TEM)
The synthesized Fe3O4-nanoparticles and the composites were characterized by Field Emission Scanning Electron Microscope (FE-SEM, INSPECT F50, FEI), Transmission Electron Microscope (TEM) and X-ray diffraction (XRD, Advance D8, Bruker).
Magnetic characterization of the NPs
The magnetic characterization of the NPs was done using a Vibrating Sample Magnetometer (VSM) at 300 K with a magnetic field − 10 kOe to + 10 kOe.
Determination of viscosity index
Viscosity index (VI) of the polymeric additives was determined in the paraffinic base oil to evaluate the efficiency of the prepared polymeric additives as viscosity modifier (VM). The viscosity index (VI) of the base oil blended with additives at different concentration levels was evaluated according to the ASTMD2270 method using the equations as reported by Tanveer and Prasad30.
Determination of pour point
The pour point depressant property of base oils blended with the polymeric additives was determined by measuring pour points of the lubricants on a Cloud and Pour Point Tester model WIL-471(India) according to ASTM D97 method. In this case also five different concentrations of the additives were used for each sample.
Evaluation of tribological properties
The anti-wear and friction modifier performance of the lubricant compositions were evaluated in terms of wear scar diameter (WSD) by Four-ball wear test apparatus (FBWT) following ASTM D 4172–94 method31. In this experiment, 392 N (40 kg) load at 75 °C for 30 min. was employed to measure the wear scar diameter (WSD). The diameter and rotating speed of the ball were 12.7 mm and 1200 rpm respectively. The details procedure is described in our previous publication32.
Results and discussion
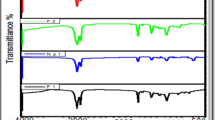
The FT-IR spectrum of homopolymer of dodecyl acrylate (A) and one of the PNCs (polymer composite F-3) is shown in Fig. 1. The absorption band at 1734.56 cm-1 in Fig. 1a indicated the ester carbonyl stretching vibration of polymer A. The Fig. 1b of polymer/Fe3O4 nanocomposite showed the absorption for ester carbonyl group at 1726.12 cm-1. This shifting of carbonyl stretching frequency may be due to some association of nanomagnetite and poly dodecyl acrylate. Peaks at 1465, 1458.40, 1376.12 and 1378.18 are for asym and sym bending vibrations of C–H bonds of –CH3 and –CH2– groups of F-3 and A. Peaks in the range 1164.66, 1169.67, 1068.02, 1070.96 cm−1 are for C–O stretching vibration of carboxylate ester group. Peaks at about 721 cm−1 are for C–H bending vibration of the paraffinic chain. Broad peaks in the range 2924.08–2937 cm−1 are for stretching vibration of paraffinic C–H bonds of –CH2– groups. There is no significant peak observed in the range of olefinic bonds which supported the formation of the polymer.

FT-IR spectra of (a) polymer (A) and (b) polymer/Fe3O4 nanocomposite (F-3).
The 1HNMR spectra of PDDA and the polymer nanocomposite (F-3) are shown in Fig. 2. In Fig. 2, (a) represents the spectrum of PDDA and (b) for the composite. Abroad singlet centered on 4.013–4.293 ppm in (a) is due to the protons of –OCH2 group of PDDA. Methyl protons of dodecyl chain appeared between 0.866 to 0.878 ppm. The absence of singlet between 5 and 6 ppm indicated the absence of any vinylic protons in the polymer. The 1HNMR of the polymer nanocomposite, (b), showed a peak at 3.99 ppm which is due to the protons of –OCH2 group of the acrylate polymer. Methyl and methylene protons appeared in the range 0.866–1.578 ppm. Peaks appeared in the range 2.263 ppm are due to protons of α carbon to the carbonyl group of the ester. The 13C spectra of PDDA and the PNC (F-3) are depicted by (a) and (b) respectively in Fig. 3. In the 13C NMR spectrum of PDDA, (a), the carbonyl carbon appeared at 174.3 ppm along with other SP3 carbons appeared in the range of 64.72–13.94 ppm. The carbonyl carbons of the composite (F-3) appeared at 174.59 ppm as shown in (b). Peaks appeared from 14.176 to 41.514 ppm are for the sp3 carbons of alkyl chains of PNC and 58.39–77.413 ppm are for the carbons of ester groups. The intensity of NMR signals of the polymer composites are appeared poor which may be due to interference of microwave frequencies with the magnetic material presence in the composite.

1H NMR spectra of polymer (A) and the PNC (F-3).

13C NMR spectra of polymer (A) and the composite (F-3).
The TGA data of the polymer (A) and polymer/Fe3O4 nanocomposites (F-1, F-2 and F-3) are depicted in Fig. 4. It was found that, the incorporation of nano-Fe3O4 into A increases the thermal stability of the composites. At 380 °C, the percentage of degradation of A, F-1, F-2 and F-3 were 32.42%, 21.35%, 20.64% and 20.01% respectively, whereas at 490 °C, the percent of weight loss of A, F-1, F-2 and F-3 were 93.71%, 69.56%, 69.12% and 68.12% respectively. The degradation of the polymer was inhibited by the addition of nano-Fe3O4 and as a result the polymer composites showed improved thermal stabilities. The decrease of mobility of polymer chain and the tendency of magnetite nanoparticle to eliminate free radicals may be the key effects accountable for this enhancements33.

TGA data of polymer (A) and polymer/Fe3O4 nanocomposite (F-1, F-2 and F-3).
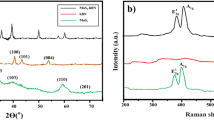
Figure 5 showed the X-ray diffraction pattern of the prepared magnetite nanoparticle. It was taken within the range of 20°–70° (2θ). The six most intense peaks at 30.3°, 35.6°, 43.2°, 53.6°, 57.1° and 62.8° respectively were markedly observed and was found very similar as obtained for magnetite nanoparticles elsewhere29. The purity of magnetite nanoparticles was confirmed by the absence of peaks due to other forms of iron oxides like maghemite or hematite in the sample. Hematite nanoparticles shows nine intense peaks in the diffraction angle from 6° to 70°34.

XRD pattern of prepared nano-Fe3O4.
Figures 6 and 7 showed the scanning electron micrograph of the prepared magnetite nanoparticle and the composite respectively. Shapes of the particles marked in Fig. 6 showed that the particles were nearly spherical. It can be seen from the figure that the particles have an average size of about 29 ± 2 nm. The formation of the nanoparicles is further confirmed by TEM image mentioned in the supplementary materials.

SEM images of prepared nano-Fe3O4 at different magnifications.

SEM images of prepared Polymer/nano-Fe3O4 (F-3) composite.
Magnetic behavior of these nanoparticles depends on temperature and particle size. The magnetic characterization was done using a vibrating sample magnetometer (VSM) at 300 K with a magnetic field − 10 kOe to + 10 kOe35. The symmetric hysteresis loop indicated a superparamagnetic behaviour of the nano particles in the applied field with zero coercivity and remanance values. The saturation magnetization (Ms) of the magnetic nanoparticles is 74.23 emu/g. The saturation magnetization value is related with the size of the NPs. It increases with increasing size of the NPs. The higher value of Ms in this study give evidence about the average size of NPs as obtained by SEM study. The diagram of the magnetic behavior of the nanoparticles as obtained by the experiment was mentioned in the supplementary material.
Figure 8 represents the viscosity index values of the lube oil blended with additives of different concentrations. It is observed that, the viscosity index (VI) values of the base oil blended with the polymer/nano-Fe3O4 composites (F-1, F-2 and F-3) are better than the pure polymer (A) at every concentration. For both type of additives, there is always a steady increase of VI values with the increase in additive concentration in base stock. The lubricant blended with 5% F-3 additive showed highest increment (42.7%) in viscosity index compared to pure base oil. This is due to increase in total volume of polymer micelles in lubricant with increase of concentration of the additives. The nanoparticles separate the polymer chains in the matrix which is responsible for increase of the volume also. The greater volume of composite units in solution contributes higher VI of the lubricant.

Plot of viscosity index of the lube oil blended with additives at different concentration levels.
The PPD of lubricant compositions at different percentage of additives varying from 1 to 5 wt% was tested and the results are depicted in Fig. 9. The results showed that the additives (A, F-1, F-2 and F-3) are efficient as PPD and the efficiency decreases with increasing the concentration of additives. The PPD of all the lubricants blended with composites is very similar with that of pure polymer. That means incorporation of nanoparticles into the polymer matrix does not affect the PPD property compared to neat polymer (A).

Plot of pour points of the lube oil blended with additives at different concentration levels.
The tribological properties of all the lubricant compositions (A, F-1, F-2 and F-3) were tested through measuring WSD by FBWT apparatus employing 40 kg load and the results were depicted in Fig. 10. The AW performance of the base oil is significantly enhanced when the additives are blended with it and is indicated by the gradual decrease in WSD values with increasing the percentage of the additives. The nano-iron particles in lubricant composition interact with the metal surface during tribochemical process which decreases wear36. The lubricant containing 5% nano-additive (F-3) exhibited lowest WSD (35% decrease) compared to pure base oil.

Wear scar diameter (WSD) of the lube oil blended with additives at different percentage (w/w).
Conclusion
In this study nano-Fe3O4 was synthesized and used as filler particles in the formation of polydodecyl acrylate composites. The characterizations of both the polymer and composites were studied by SEM, TEM, XRD and spectral analysis techniques (FTIR, NMR). Through TGA data we showed that thermal stability of polymer was improved significantly by the incorporation of nanomagnetite into the polymer matrix. During their evaluation as additive for lubricant, it was found that all the nano-blended composites showed improved performance as viscosity modifier and anti-wear additives for lube oil. Therefore, the above study is definitely a potential approach to design multifunctional additives for lubricating oil.
References
Xiangqiong, Z., Heyang, S., Wenqi, R. & Tianhuia, R. Tribological study of trioctylthiotriazine derivative as lubricating oil additive. Wear 258, 800–805 (2005).
Li, J., Ren, T., Liu, H., Wang, D. & Liu, W. The tribological study of a tetrazole derivative as additive in liquid paraffin. Wear 246, 130–133 (2000).
Jianqiang, H. et al. Study on tribological properties and action mechanism of organic cadmium compound in lubricants. Wear 259, 519–523 (2005).
Uflyand, I. E., Zhinzhilo, V. A. & Burlakova, V. E. Metal-containing nanomaterials as lubricant additives: state-of-the-art and future development. Friction 7, 93–116. https://doi.org/10.1007/s40544-019-0261-y (2019).
Zhmud, B. & Pasalskiy, B. Nanomaterials in lubricants: an industrial perspective on current research. Lubricants 1, 95–101 (2013).
Deepika. Nanotechnology implications for high performance lubricants. SN Appl. Sci. 2, 1128 (2020).
Brostow, W. et al. Nanocomposites of poly(methyl methacrylate) (PMMA) and montmorillonite (MMT) Brazilian clay: a tribological study. Express Polym. Lett. 4(9), 570–575 (2010).
Wei-min, L. Application of nanoparticles in lubricants. Tribology 23, 265–267 (2003).
Lei, S., Jing-fang, Z., Zhang, Z. & Hong-xin, D. Synthesis and tribological behavior of surface modified (NH4)3PMo12O40 nanoparticles. Wear 256, 176–181 (2004).
Rapoport, L. et al. Tribological properties of WS2 nanoparticles under mixed lubrication. Wear 255, 785–793 (2003).
Qun-ji, X., Wei-min, L. & Zhi-jun, Z. Friction and wear properties of a surface modified TiO2 nanoparticle as an additive in liquid paraffin. Wear 213, 29–32 (1997).
Hu, Z. S. et al. Preparation and tribological properties of nanometer magnesium borate as lubricating oil additive. Wear 252, 370–374 (2002).
Qiu, S., Dong, J. & Chen, G. Tribological properties of CeF3 nanoparticles as additive in lubricating oils. Wear 230, 35–38 (1999).
Huang, H. D., Tu, J. P., Gan, L. P. & Li, C. Z. An investigation on tribological properties of graphite nanosheets an oil additive. Wear 261, 140–144 (2006).
Zou, T. Z. et al. Preparation and tribological properties of inorganic fullerene-like MoS2. Adv. Eng. Mater. 8, 289–293 (2006).
Huang, H. D., Tu, J. P., Zou, T. Z., Zhang, L. L. & He, D. N. Friction and wear properties of IF-MoS2 as additive in paraffin oil. Tribol. Lett. 20(3–4), 247–250 (2005).
Wu, Y. Y., Tsui, W. C. & Liu, T. C. Experimental analysis of tribological properties of lubricating oils with nanoparticle additives. Wear 262, 819–825 (2007).
Cai-xiang, G., Guan-jun, Z., Lei, L., Xiao-yu, T. & Guang-yao, Z. Tribological effects of oxide based nanoparticles in lubricating oils. J. Mar. Sci. Appl. 8, 71–76 (2009).
Wang, Y., Forssberg, E. J., Pugh, R. & Åke, E. S. Magnetic aggregation in dispersions of mineral ultrafines. J. Dispers. Sci. Technol. 16, 137–154 (1995).
Li, B., Wang, X., Liu, W. & Xue, Q. Tribochemistiy and antiwear mechanism of organicinorganic NPs as lubricant additives. Tribol. Lett. 22(1), 79–84. https://doi.org/10.1007/s11249-005-9002-7 (2006).
Zhang, Y., Yan, J., Yu, L. & Zhang, P. Effect of nano-Cu lubrication additive on the contact fatigue behavior of steel. Tribol. Lett. 37, 203–207. https://doi.org/10.1007/s11249-009-9515-6 (2010).
Huang, W., Wang, X., Ma, G. & Shen, C. Study on the synthesis and tribological property of Fe3O4 based magnetic fluids. Tribol. Lett. 33, 187–192 (2009).
Xiang, L., Gao, C., Wang, Y., Pan, Z. & Hu, D. Tribological and tribochemical properties of magnetite nanoflakes asadditives in oil lubricants. Particuology 17, 136–144 (2014).
Abdel Azim, A. A., Amal, M. N., Nehal, S. A., Rasha, S. K. & Ei Nagdy, E. I. Preparation and evaluation of acrylate polymers as viscosity index improvers for lube oil. Pet. Sci. Technol. 23, 537–546 (2005).
Ghosh, P., Das, T. & Das, M. Evaluation of poly (acrylates) and their copolymer as viscosity modifiers. Res. J. Chem. Sci. 1(3), 18–25 (2011).
Bataille, P., Sharifi-Sanjani, N. & Evin, E. Preparation and characterization of viscosity index improver for naphthenic and paraffinic base oils. J. Sol. Chem. 23(2), 325–338 (1994).
Florea, M., Catrinoiu, D., Luca, P. & Balliu, S. The influence of chemical composition on the pour-point depressant properties of methacrylate copolymers used as additives for lubricating oil. Lubr. Sci. 12(1), 31–44 (1999).
Bruce, I. J. et al. Synthesis, characterization and application of silica-magnetite nanocomposites. J. Magn. Magn. Mater. 284, 145–160 (2004).
Tan, W. L. & Abu Bakar, M. The effect of additives on the size of Fe3O4 particles. J. Phys. Sci. 17(2), 37–50 (2006).
Tanveer, S. & Prasad, R. Enhancement of viscosity index of mineral base oils. Ind. J. Chem. Technol. 13, 398–403 (2006).
Kumar, G. S., Balamurugan, A., Vinu, S., Radhakrishnan, M. & Senthilprabhu, G. Tribological and emission studies on two stroke petrol engine lubricated with sunflower methyl ester. J. Sci. Ind. Res. 71, 562–565 (2012).
Karmakar, G. & Ghosh, P. Soybean oil as a biocompatible multifunctional additive for lubricating oil. ACS Sustain. Chem. Eng. 3, 19–25 (2015).
Dallas, P. et al. Synthesis, characterization and thermal properties of polymer/magnetite nanocomposites. Nanotechnology 17, 2046–2053 (2006).
Munawar, K., Jianjia, Y., Ning, L. & Robert, L. L. Hydrothermal synthesis, characterization and growth mechanism of hematite nanoparticles. J. Nanopart. Res. 16, 2362 (2014).
Andrade, Â. L., Valente, M. A., Ferreira, J. M. F. & Fabris, J. D. Preparation of size-controlled nanoparticles of magnetite. J. Magn. Magn. Mater. 324, 1753–1757 (2012).
Gao, C., Wang, Y., Hu, D., Pan, Z. & Xiang, L. Tribological properties of magnetite nanoparticles with various morphologies as lubricating additives. J. Nanopart. Res. 15, 1502. https://doi.org/10.1007/s11051-013-1502-z (2013).
Acknowledgments
The authors are thankful to UGC, New Delhi for financial support. Thanks are also due to Indian Oil Corporation Limited (Kolkata, India) for supplying the base oil.
Author information
Authors and Affiliations
Contributions
P.G. designs the overall work. K.D., G.K. and M.U. carried out the synthesis and all the experimental works. The manuscript was written by K.D., M.U. and G.K. Correction and revision was done by G.K and P.G.
Corresponding author
Ethics declarations
Competing interests
The authors declare no competing interests.
Additional information
Publisher's note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Supplementary information
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Dey, K., Karmakar, G., Upadhyay, M. et al. Polyacrylate-magnetite nanocomposite as a potential multifunctional additive for lube oil. Sci Rep 10, 19151 (2020). https://doi.org/10.1038/s41598-020-76246-4
Received:
Accepted:
Published:
DOI: https://doi.org/10.1038/s41598-020-76246-4
This article is cited by
-
Coprecipitation nanoarchitectonics for the synthesis of magnetite: a review of mechanism and characterization
Reaction Kinetics, Mechanisms and Catalysis (2023)
Comments
By submitting a comment you agree to abide by our Terms and Community Guidelines. If you find something abusive or that does not comply with our terms or guidelines please flag it as inappropriate.
