
Abstract
In this work, we introduce the demonstration of 5 × 5 cm2 mini-modules based on radial junction silicon nanowire (RJ SiNW) devices grown by plasma-assisted vapor-liquid-solid (VLS) technique. The mini-modules are obtained thanks to an industrial laser scribing technique. The electrical parameters have been highlighted to address the performance of these devices and perspectives towards competitive RJ SiNW solar modules. Moreover, electroluminescence (EL) measurements were also conducted to assess the uniformity of the fabricated mini-modules. In addition, the structural characterization of solar cells and laser scribed lines has been assessed by scanning electron microscopy (SEM). The challenges and perspectives are also discussed.
Similar content being viewed by others

Introduction
Solar cells based on silicon thin film technology have been under development for years to achieve high energy conversion, low material consumption and low fabrication cost1. Recently, high energy conversion efficiency (η) of hydrogenated amorphous silicon (a-Si:H) (10.3%) and hydrogenated microcrystalline silicon (µc-Si:H) (11.77%) have been achieved2,3. However, the fabrication process requires additional steps and extra thick transparent conductive oxide (TCO) layers as compared to flat devices to obtain such high performance, such as improving light trapping and anti-reflection properties, which can be done by surface texturing and anti-reflection coating. Moreover, relatively thick absorber layers of a-Si:H (~300 nm) and µc-Si:H (~2 µm) have been used. On the other hand, a promising research field based on radial junction silicon nanowires (RJ SiNWs) provides several advantages over the traditional planar junction solar cells, including high built-in electrical field due to the ultra-thin absorber layer (~100 nm), enhanced light trapping and anti-reflection properties. In addition, the collection of photo-generated carriers is decoupled due to the unique geometry of NWs4,5.
Recently, an efficiency of ~9.2% of SiNW solar cells for 0.126 cm2 area has been reached6. Nevertheless, upscaling and compatibility with industrial processes are required to move PIN RJ devices to large area production. However, increasing the active area of PIN devices may reduce the open-circuit voltage (Voc), fill factor (FF) and thus limit the device performance. Therefore, for practical reasons, the large area of solar devices is separated into small active segments (cells) with an assistance of mechanical or laser scribing techniques7,8,9, to provide a monolithical integration of isolated solar cells connected in series. Laser scribing (ablation) provides advantages over mechanical scribing in terms of less mechanical stress on the devices, shorter processing time and higher reliability. Moreover, laser scribing is a non-contact process with a selective and precise removal of thin film materials by focused laser beam.
The integration of solar cells into modules using laser scribing was firstly granted to J. J. Hanak in 198110. Since then, laser scribing has been employed for different type of solar cells including a-Si:H, µc-Si:H11,12 and CIGS13,14 devices, by using various types of lasers15. Typically, for each thin film material, laser scribing parameters, such as the wavelength and pulse duration, have to be optimized to reduce the creation of flakes and re-solidified material16, which may cause short circuits in the final devices13. Several research groups have provided different approaches to avoid the insufficient removal of electrodes and thin film materials7,15,17. Performing laser scribing on the solar devices creates a dead area known also as lost area. The presence of the dead area will slightly reduce the active area, but it is more than satisfactorily compensated by the performance of smaller devices in series. However, the dead area can be minimized as demonstrated by Hass et al. with a new concept of series connection of individual cells, replacing the typical stripe-like scribing, by rearranging the laser spots18. Other approaches mainly based on optimizing laser parameters can be found elsewhere19.
In this paper, we demonstrate for the first time, the fabrication of mini-modules (active area of 10 cm2) based on RJ architecture. The fabrication is based on PECVD NW growth and material deposition combined with laser scribing technique for proper modularization. Section 2 describes samples, laser scribing setups and characterization techniques applied to fabricated solar mini-modules. Results in Section 3 are split into three subsections devoted to RJ deposition, followed by the description of light scribing and mini-module fabrication. The last subsection is devoted to the characterization of the device performance and the discussion on week and strong points of presented solar mini-modules. The conclusions are presented in Section 4.
Samples description and characterization techniques
In this work, we have used 5 × 5 cm2 commercial substrates having 600 nm of fluorine doped tin oxide (FTO), deposited on 2.2 mm thick soda lime glass using chemical vapor deposition (CVD) technique. The role of FTO is to provide back electrode in the fabricated SiNW mini-modules. The surface of FTO has been reduced using hydrogen (H2) plasma at 200 °C to form an elemental Sn20,21. The preparation of Sn catalyst is a crucial step to initiate the growth of SiNWs using plasma assisted VLS technique5,22,23. Moreover, Sn has several advantages including low melting temperature (232 °C) which is suitable for low temperature PECVD reactors, abundancy, non-toxicity24, low cost related to its abundance and it does not introduce deep electronic defects in Si as compared to gold4,25. The FTO layer reduces the fabrication process steps by providing the electrode and Sn catalyst simultaneously, rather than the typical process demonstrated by Misra et al. which requires additional step of Sn catalyst evaporation26.
The n-type window layer of the fabricated PIN RJ SiNW mini-modules has been deposited using another PECVD reactor. We have deposited a hydrogenated microcrystalline silicon oxide (µc-SiOx:H) layer which is a phase mixture of µc-Si:H and hydrogenated amorphous silicon oxide (a-SiOx:H)27,28. The n-doping mainly affects the µc-Si:H phases. The n-type µc-Si:H provides the channel for sufficient electrical conductivity, while the a-SiOx:H phase insures a high optical transparency and low refractive index29. Therefore, the absorption in the window layer will be minimized leading to improve device performances2,6.
To finalize the mini-modules, two different laser scribing apparatus with different lasers have been used. The first one is based on YAG (1.064 µm) nanosecond pulsed laser with Q-switch supplying short pulses of power, suitable to scribe the (TCO) thin films. The other setup has YAG (532 nm) nanosecond pulsed laser with Q-switch for silicon material scribing. After fabricating the SiNW mini-modules, 2 isolation scribes obtained by laser have been made close to edges of the substrate. This eliminates undesired possible short-circuiting at the borders of mini-module.
The area of the top electrode of these mini-modules was defined using lift off technique. It started with paste of titanium dioxide (TiO2) spread on the surface of the PIN RJs in selected lines, followed by sputtering of TCO layer. Finally, the paste was removed by rinsing the samples in alcohol.
To evaluate the density and morphology of SiNWs, as well as the scribes made on the substrates, SEM (HITACHI S-4800) has been utilized. In addition, energy-dispersive X-ray microscopy (EDX) has been used, to analyze the elemental components of targeted areas of SiNW mini-modules. The EDX (UltraDry EDX Detector) microanalysis system was provided by Thermo Scientific and it is integrated in SEM system.
To study the electrical performance of the fabricated SiNW mini-modules, current density-voltage (J-V) characteristics have been recorded under standard AM1.5 G illumination conditions using Newport solar simulator (class AAA certified)30. To obtain the efficiency of a solar device, equation (1) has been used. The output electrical power (the multiplication of Voc, short circuit current (Isc) and FF) is divided by the input solar power (Pin, equivalent to 1 kW/m2 multiplied by the active area of the measured solar device). Moreover, EL characterization was carried out on the fabricated SiNW mini-modules using a homemade setup31,32. After applying forward bias voltage through connected probes, the light emission, due to radiative recombination of carriers is captured by a charge coupled device (CCD) camera. The CCD camera has a silicon detector with a bandpass filter removing wavelengths below 900 nm. In addition, the presence of series resistance of top TCO has been confirmed by this technique33,34.
Results and Discussion
Silicon nanowire growth and PIN radial junction deposition
Silicon NWs were grown on the top of 25 cm2 FTO substrates by plasma assisted VLS growth process. After loading the sample inside the PECVD reactor, H2 plasma was ignited for 2 minutes at RF power of 5 W, the H2 pressure was fixed at 600 mTorr at flow rate of 100 standard cubic centimeters per minute (sccm) and the substrate temperature was 200 °C. We have used plasma conditions for which the sheet resistance increases from ~10 to ~12 Ω/□ (estimated measurement error is below 1 Ω/□), which is still acceptable.
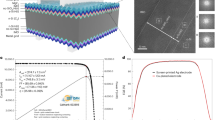
To initiate the growth of SiNWs, the substrate temperature was increased to 400 °C, and a mix of 3 sccm SiH4, 100 sccm H2 and 1 sccm trimethylboron (TMB, 1% in SiH4) was introduced at pressure of 1 Torr, the RF power was 2 W for 10 minutes. The length of the self-assembled grown p-type SiNWs is around 0.6–0.8 µm with the top and bottom diameters being ~20 and ~50 nm, respectively. Subsequently, the temperature was decreased to 180 °C, and an intrinsic a-Si:H absorber layer was deposited with 3 sccm of SiH4 at 120 mTorr and RF power of 0.9 W. The thickness of the absorber layer was around 100 nm after 60 min of deposition. Afterwards, n-type µc-SiOx:H was deposited on the top of the absorber layer in the presence of SiH4, H2, PH3 (1% in H2) and CO2 at chamber pressure of 2.4 Torr. The plasma power and substrate temperature were 16 W and 150 °C, respectively. Additional details regarding the fabrication process can be found elsewhere26. The final structure of the grown individual RJ SiNW is shown in Fig. 1.

Schematic showing the plasma assisted VLS grown p-type SiNW, coated with 100 nm intrinsic a-Si:H absorber layer and n-type µc-SiOx:H layer.
Laser scribing and mini-modules fabrication
To build mini-modules based on RJ SiNWs, 25 cm2 substrates of 600 nm FTO on 2.2 mm thick glass have been used. Typically, laser scribing process consists of three main steps to split the large cell into individual stripes: (i) P1, a selective laser scribing of the back contact to insure electrical isolation between the separated TCO segments. (ii) P2, a selective laser scribing of PIN junction material to connect the top and back contacts. (iii) P3, a selective deposition of the top contact followed by lift off technique to insure isolation of each individual solar cell.
For P1, prior to loading the substrates into the PECVD reactor, laser scribing using YAG (1.064 µm) was conducted on the FTO back contact layer as shown in Fig. 2. The scribing width on the FTO layer was around 120 µm. The uniformity of FTO removal indicates the accuracy of laser beam intensity.

SEM micrograph of P1 scribe (on FTO/glass substrates) after performing H2 treatment and depositing p-type a-Si:H at 250 ˚C. The insets present three positions showing the features of the deposited p-type a-Si:H. (EDX 1) the scribed area of FTO with less SiNWs. (EDX 2) Many SiNWs caused by growing on residual FTO between two separated laser pulses. (EDX 3) The deposited p-type a-Si:H on the top of FTO.
A study was carried out on P1 scribe to analyze the presence of Sn within the scribed area, which may cause undesired shunting of the final mini-modules. We performed a H2 plasma treatment followed by the deposition of p-type a-Si:H for 5 minutes at 250 °C, which can lead to a SiNW growth in the presence of metallic Sn. We have indeed observed the growth of SiNWs on the samples in areas with residual FTO. To determine the material composition, we performed EDX analysis on three positions on the sample shown in Fig. 2, which are presented in the insets of Fig. 2. Position EDX 1 is in the area with better scribing, EDX 2 in the area occupied by many NWs and the position EDX 3 in the area with indium tin oxide (ITO) for the reference. In EDX 1, we still can observe few SiNWs within the previously ablated area. The SiNWs grown in the insufficiently scribed area (EDX 2) have similar features as the ones grown directly on the non-scribed area (EDX 3). All three positions were analyzed using EDX and their comparison of spectra as shown in Fig. 3. The main elements of soda lime glass, which are Si, O, Mg, Ca and Na, were detected in the EDX analysis. The largest peak within P1 scribe is for Si. Moreover, the Sn peak at 3.44 keV is more pronounced in the spectrum taken at the position EDX 2 as compared to position EDX 1. This means that the removal of FTO was not complete and it explains the growth of SiNWs in those areas. The measured resistance, between the separated segments, after the deposition of a-Si:H has been decreased from over 500 to ~300 MΩ. The small presence of Sn within the scribed area may contribute in electrical shunting, and can limit the performance of SiNW mini-modules.

EDX analysis on different positions after depositing p-type a-Si:H. The black peak at 3.44 keV identifies the Sn presence within the scribed area.
Second scribing step (P2) is a selective laser ablation of PIN junction material connects the top and back contacts. After depositing the PIN RJs (using the previously discussed process), the substrates were scribed using YAG (532 nm) nanosecond pulsed laser with Q-switch. Laser spots on PIN RJ layer have a width ~ 70 µm as shown in Fig. 4. Re-solidified Si material can be clearly observed at the borders of the scribed area. The size of each spot is modified by the diffusion of the laser beam on the surface of the SiNWs during the scribing process. The inset in Fig. 4 shows that not all RJs have been removed after P2 laser scribing, suggesting that removal of SiNWs requires different conditions than planar junction thin films.

SEM micrograph on P2 scribe after obtaining the SiNW mini-module. The yellow dashed circles show the re-solidified Si material after applying the laser. Inset shows tilted SEM micrograph of residual material and SiNWs after P2 laser scribing.
An ITO was sputtered with nominal thickness of 300 nm (measured on the flat surface) on top of RJ SiNWs. The area of the ITO contacts was defined using lift off technique. At first, the paste of TiO2 was spread on PIN RJs with 0.45 mm broad lines, which was followed by the deposition of ITO on the top of the PIN RJ, shown in Fig. 5. The top diameters of SiNWs after the sputtering of ITO are ~500 nm, in contrast to the top diameters of RJs in regions without ITO which are 300 nm. It shows that ITO sputtering is not conformal and only up to 100 nm is deposited on the RJ walls. Structure of all processed layers (including FTO, RJs and ITO) after applying laser scribing and deposition of SiNWs is schematically presented in Fig. 6. The photo-generated current will flow (in series) through the RJ layer from one segment to another leading to cumulated voltage at the external electrodes of the mini-module.

Tilted SEM micrograph showing the ITO sputtered on top of SiNWs along with the uncovered SiNWs. The sputtering on SiNWs was followed by lift off technique.

Schematics showing the geometry of laser scribed mini-modules. The yellow dashed line illustrates the electrical current path through the interconnected cells.
A reference PIN solar cell has been fabricated to compare its performance with that of the fabricated mini-modules. We have used the same substrates (5 × 5 cm2) without using P2 and P3 steps and instead, 280 nm thick ITO was sputtered on the top of PIN RJs through a shadow mask with circular pads of 2 and 4 mm diameters. Prior the characterization, all samples have been annealed for 1 hour at 180 °C in air.
Performance of RJ SiNW mini-modules
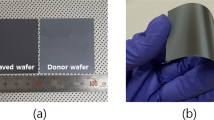
The photo of SiNW solar mini-module fabricated with the assistance of the laser scribing technique is presented in Fig. 7(a). These mini-modules have 10 active cells connected electrically in series. In order to measure I-V characteristics of a group of RJ SiNW cells, we select area of one cell to act as a back contact and we select n + 1th cell area as a front contact. E.g. for 4, 5 and 6 cells groups we took front contact on 4th, 5th and 6th cells next to our back contact cell area [see Fig. 7(a)]. The Ag contacts were painted using liquid Ag paste on the surface of the front and back contact cells, to improve the photo-generated current collection and to reduce the impact of the lateral series resistance of ITO. Note that full metallic grid is planned for the future with adequate design for efficient collection.

(a) RJ SiNW solar mini-module fabricated by PECVD using plasma-assisted VLS technique, with assistance of laser scribing for cells separation. (b) I-V characteristics of mini-module based on RJ SiNWs of 4, 5 and 6 interconnected cells in comparison with a reference SiNW solar cell (pink curve). The electrical parameters are given in the inset table in the graph.
The electrical performance of the fabricated SiNW solar mini-modules is shown in the Fig. 7(b). The active area of the mini-module is defined by 4, 5 and 6 interconnected cells with dimensions of 4.3 × 0.4 cm2, with total active area of 6.88, 8.60 and 10.32, respectively. After measuring I-V under the solar simulator, the results show a high Voc of 3.00, 3.73 and 4.50 V (~0.75 V per cell), respectively. This indicates a satisfactory Voc of the individual cells. In addition, the Voc for each cell is in a good agreement with the reference sample that has been discussed previously. A high Isc of 11.30, 11.00 and 9.72 mA in individual cell have been obtained by 4, 5 and 6 RJ SiNW cells compared to 1.84 mA of the reference cell. However, in terms of short circuit current density (Jsc) which takes in consideration the active area of the cells in the calculations, the values are smaller for mini-module compared to Jsc of 14.65 mA/cm2 measured on the reference cell. The mini-module cells provide Jsc of 6.57, 6.4 and 5.65 mA/cm2 in individual cell of 4, 5 and 6 cells, respectively. In 4 cells connection, the Isc increased by ~16% compared to 6 cells.
Nevertheless, these mini-modules still have lower FF as compared to the reference cell and reduced η. This is maybe due to a high series resistance of these devices originating mainly from the insufficient removal of PIN material. The presence of series resistance in the top contact (TCO) was inspected by EL technique. Figure 8(a) shows EL image of RJ SiNW mini-module obtained by CCD camera, taken with an applied voltage of 13 V. Figure 8(b) shows the EL intensity plotted along the horizontal distance of the interconnected cells [yellow dashed line in Fig. 8(a)]. At the injection edge of each individual cell, a high EL emission can be observed. However, the EL emission decreases very fast at the collection edge which is mainly due to the high resistive losses in the top ITO contact.

(a) EL image obtained after removing the background light using ImageJ software. (b) EL profile along the yellow dashed line. The lowering of EL intensity away from the injecting part indicates high resistive losses due to ITO.
Even though there are many challenges associated with scribing, as detailed in Section 2, the SiNW mini-module exhibit good Voc. The Voc of 4.5 V has been achieved on the large active area of about 10 cm2. In addition, the achieved power generation of 13 mW for PECVD RJ SiNW cells is the first to our knowledge up to date. Demonstrated mini-module shows a clear potential for transfer of the nanowire radial junction technology to larger scale with compatibility with existing thin film industry due to the use of well-established PECVD and laser scribing techniques.
Conclusion
For the first time, a successful monolithic interconnection of 6 individual PIN RJ SiNW cells has been realized, with active area of 10.32 cm2. A high Voc of 4.5 V has been obtained, precisely six times higher than the reference cell, leading to a power generation of 13 mW. These results provide a new strategy to push forward the device performance of RJ SiNW solar modules, while keeping the compatibility with well-established industrial techniques. This work demonstrates a synergy between scientifically interesting nanowire based solar cells and requirements of a low cost and large surface area for industrial production.
References
Meillaud, F. et al. Recent advances and remaining challenges in thin-film silicon photovoltaic technology. Materials Today 18, 378–384 (2015).
Lambertz, A., Finger, F., Schropp, R. E., Rau, U. & Smirnov, V. Preparation and measurement of highly efficient a‐Si: H single junction solar cells and the advantages of μc‐SiOx: H n‐layers. Progress in Photovoltaics: Research and Applications 23, 939–948 (2015).
Sai, H. et al. High-efficiency microcrystalline silicon solar cells on honeycomb textured substrates grown with high-rate VHF plasma-enhanced chemical vapor deposition. Japanese Journal of Applied Physics 54, 08KB05 (2015).
Schmidt, V., Wittemann, J. V., Senz, S. & Gösele, U. Silicon nanowires: a review on aspects of their growth and their electrical properties. Advanced Materials 21, 2681–2702 (2009).
Misra, S., Yu, L., Chen, W. & Foldyna, M. & Roca, i. Cabarrocas, P. A review on plasma-assisted VLS synthesis of silicon nanowires and radial junction solar cells. Journal of Physics D: Applied Physics 47, 393001 (2014).
Misra, S., Yu, L. & Foldyna, M. & Roca, i. Cabarrocas, P. New approaches to improve the performance of thin-film radial junction solar cells built over silicon nanowire arrays. IEEE Journal of Photovoltaics 5, 40–45 (2015).
Haas, S., Gordijn, A. & Stiebig, H. High speed laser processing for monolithical series connection of silicon thin‐film modules. Progress in Photovoltaics: Research and Applications 16, 195–203 (2008).
Kessler, F. & Rudmann, D. Technological aspects of flexible CIGS solar cells and modules. Solar Energy 77, 685–695 (2004).
Bubenzer, A., Lechner, P., Schade, H. & Rübel, H. Process technology for mass production of large-area a-Si solar modules. Solar energy materials and solar cells 34, 347–358 (1994).
Hanak, J. J. Laser processing technique for fabricating series-connected and tandem junction series-connected solar cells into a solar battery. U.S. patent 4292092 A (1981).
Haas, S., Schöpe, G., Zahren, C. & Stiebig, H. Analysis of the laser ablation processes for thin-film silicon solar cells. Applied Physics A: Materials Science & Processing 92, 755–759 (2008).
Kim, T.-W., Pahk, H.-J., Park, H. K., Hwang, D. J. & Grigoropoulos, C. P. In SPIE Solar Energy + Technology. 74090A (International Society for Optics and Photonics).
Westin, P.-O., Zimmermann, U. & Edoff, M. Laser patterning of P2 interconnect via in thin-film CIGS PV modules. Solar Energy Materials and Solar Cells 92, 1230–1235 (2008).
Gečys, P., Račiukaitis, G., Ehrhardt, M., Zimmer, K. & Gedvilas, M. ps-laser scribing of CIGS films at different wavelengths. Applied Physics A: Materials Science & Processing 101, 373–378 (2010).
Compaan, A., Matulionis, I. & Nakade, S. Laser scribing of polycrystalline thin films. Optics and Lasers in Engineering 34, 15–45 (2000).
Schoonderbeek, A., Schuetz, V., Haupt, O. & Stute, U. Laser processing of thin films for photovoltaic applications. Journal of Laser Micro/Nanoengineering 5, 248–255 (2010).
Lee, S. & Kim, C. In, J., Shim, H. & Jeong, S. Selective removal of CuIn1− xGaxSe2 absorber layer with no edge melting using a nanosecond Nd: YAG laser. Journal of Physics D: Applied Physics 46, 105502 (2013).
Haas, S., Krumscheid, S., Bauer, A., Lambertz, A. & Rau, U. Novel series connection concept for thin film solar modules. Progress in Photovoltaics: Research and Applications 21, 972–979 (2013).
Turan, B. & Haas, S. Scribe width optimization of absorber laser ablation for thin-film silicon solar modules. Journal of Laser Micro Nanoengineering 8, 234 (2013).
Major, S., Kumar, S., Bhatnagar, M. & Chopra, K. Effect of hydrogen plasma treatment on transparent conducting oxides. Applied Physics Letters 49, 394–396 (1986).
Banerjee, R., De, A., Ray, S., Barua, A. & Reddy, S. Hydrogen plasma degradation of SnO2: F films prepared by the APCVD method. Journal of Physics D: Applied Physics 26, 2144 (1993).
Yu, L., Alet, P.-J., Picardi, G. & Maurin, I. & Roca i Cabarrocas, P. Synthesis, morphology and compositional evolution of silicon nanowires directly grown on SnO2 substrates. Nanotechnology 19, 485605 (2008).
Yu, L., O’Donnell, B. & Maurice, J.-L. & Roca i Cabarrocas, P. Core-shell structure and unique faceting of Sn-catalyzed silicon nanowires. Applied Physics Letters 97, 023107 (2010).
Misra, S., Yu, L. & Chen, W. & Roca, i. Cabarrocas, P. Wetting layer: the key player in plasma-assisted silicon nanowire growth mediated by tin. The Journal of Physical Chemistry C 117, 17786–17790 (2013).
Jeon, M., Uchiyama, H. & Kamisako, K. Characterization of Tin-catalyzed silicon nanowires synthesized by the hydrogen radical-assisted deposition method. Materials Letters 63, 246–248 (2009).
Misra, S., Yu, L. & Foldyna, M. & Roca i Cabarrocas, P. High efficiency and stable hydrogenated amorphous silicon radial junction solar cells built on VLS-grown silicon nanowires. Solar Energy Materials and Solar Cells 118, 90–95 (2013).
Sarker, A., Banerjee, C. & Barua, A. Preparation and characterization of n-type microcrystalline hydrogenated silicon oxide films. Journal of Physics D: Applied Physics 35, 1205 (2002).
Abolmasov, S. et al. Substrate and p-layer effects on polymorphous silicon solar cells. EPJ Photovoltaics 5, 55206 (2014).
Lambertz, A., Grundler, T. & Finger, F. Hydrogenated amorphous silicon oxide containing a microcrystalline silicon phase and usage as an intermediate reflector in thin-film silicon solar cells. Journal of applied physics 109, 113109 (2011).
Devices, P. Part 9: Solar Simulator Performance Requirements. International Organization for Standardization, ISO Central Secretariat, Geneva, Switzerland, ISO/IEC, 60904-60909 (2007).
Fuyuki, T. & Kitiyanan, A. Photographic diagnosis of crystalline silicon solar cells utilizing electroluminescence. Applied Physics A: Materials Science & Processing 96, 189–196 (2009).
Fuyuki, T., Kondo, H., Kaji, Y., Ogane, A. & Takahashi, Y. Analytic findings in the electroluminescence characterization of crystalline silicon solar cells. Journal of Applied Physics 101, 023711 (2007).
Tani, A. & Fuyuki, T. In Photovoltaic Specialists Conference (PVSC), 2010 35th IEEE. 001689–001691 (IEEE).
Hinken, D., Ramspeck, K., Bothe, K., Fischer, B. & Brendel, R. Series resistance imaging of solar cells by voltage dependent electroluminescence. Applied Physics Letters 91, 182104 (2007).
Acknowledgements
The authors would like to thanks Solems company for its precious help with laser scribing. We acknowledge financial support of French National Research Agency within SOLARIUM project N° ANR-14-CE05-0025. The PhD thesis of Mutaz Al-Ghzaiwat has been funded by the French government through Campus France. T. Fuyuki acknowledges funding from Total via the chaire CAP.
Author information
Authors and Affiliations
Contributions
M.A., M.F. and P.R.i.C. conceived the experiments, M.A. and M.F. grew the SiNWs, and W.C. deposited the µc-SiOx:H layer, and J.M. conducted laser scribing process. M.A. and M.F. conducted the experiments, and T.F., M.A. and M.F. conducted EL experiment, and M.A., M.F., T.F., E.V.J., J.M. and P.R.i.C. analysed the results. M.A. and M.F. and P.R.i.C. wrote the manuscript and all authors reviewed the manuscript.
Corresponding author
Ethics declarations
Competing Interests
The authors declare that they have no competing interests.
Additional information
Publisher's note: Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license, and indicate if changes were made. The images or other third party material in this article are included in the article’s Creative Commons license, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons license and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this license, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Al-Ghzaiwat, M., Foldyna, M., Fuyuki, T. et al. Large Area Radial Junction Silicon Nanowire Solar Mini-Modules. Sci Rep 8, 1651 (2018). https://doi.org/10.1038/s41598-018-20126-5
Received:
Accepted:
Published:
DOI: https://doi.org/10.1038/s41598-018-20126-5
Comments
By submitting a comment you agree to abide by our Terms and Community Guidelines. If you find something abusive or that does not comply with our terms or guidelines please flag it as inappropriate.
