
Abstract
HVAC and refrigeration system fault detection and diagnostics (FDD) has attracted extensive studies for decades; however, FDD of supermarket refrigeration systems has not gained significant attention. Supermarkets consume around 50 kWh/ft2 of electricity annually. The biggest consumer of energy in a supermarket is its refrigeration system, which accounts for 40%–60% of its total electricity usage and is equivalent to about 2%–3% of the total energy consumed by commercial buildings in the United States. Also, the supermarket refrigeration system is one of the biggest consumers of refrigerants. Reducing refrigerant usage or using environmentally friendly alternatives can result in significant climate benefits. A challenge is the lack of publicly available data sets to benchmark the system performance and record the faulted performance. This paper identifies common faults of supermarket refrigeration systems and conducts an experimental study to collect the faulted performance data and analyze these faults. This work provides a foundation for future research on the development of FDD methods and field automated FDD implementation.
Measurement(s) | fault detection and diagnostics • temperature • pressure • mass flow rate • power |
Technology Type(s) | fault imposition • measurement device |
Factor Type(s) | fault type • fault scenario |
Sample Characteristic - Environment | refrigeration system |
Machine-accessible metadata file describing the reported data: https://doi.org/10.6084/m9.figshare.14384321
Similar content being viewed by others


Background & Summary
As the most energy-intensive end-uses in the commercial buildings sector, supermarkets consume around 50 kWh/ft2 electricity annually, which is more than 2 million kWh of electricity per year for a typical supermarket store1. As the biggest consumer of energy in a supermarket, the refrigeration system accounts 40%–60% of total supermarket electricity usage, which is about 2%–3% of the total energy consumed by commercial buildings in the United States, or around 0.5 quadrillion Btu2. Also, the supermarket refrigeration system is one of the biggest consumers of refrigerants. Current supermarket refrigeration systems rely on high–global warming potential (GWP) hydrofluorocarbon refrigerants. Reducing refrigerant usage or using environmentally friendly refrigerant alternatives can result in significant climate benefits. Additionally, the supermarket refrigeration system can be adapted to handle flexible building loads and be integrated into grid response transactive control to balance the supply and demand of the electric grid3. Thus, even a small improvement in the operational reliability and efficiency of supermarket refrigeration systems can significantly save energy, improve food quality, protect the environment, and enhance the electric grid resilience.
Fault detection and diagnostics (FDD) techniques can be used to support supermarket refrigeration system operators in achieving these benefits. Similar to in other vapor compression system, typical faults that occur in supermarket refrigeration systems include refrigerant leakage, lubrication issues, evaporator icing or fouling, condenser fouling, control system problems, compressor inefficiency, condenser fan or motor issues, evaporator fan or motor issues, control valve malfunctioning, cabinet glass door frosting, and liquid line restrictions. Kim4 conducted an experimental study of four common faults found in a variable-speed vapor compression system: compressor fault, condenser fault, evaporator fault, and refrigerant leakage. According to Kim’s test results, the system parameters are insensitive to the compressor fault for a variable-speed compressor system because the compressor speed can be controlled to compensate for the faults. Tassou and Grace5 developed a FDD strategy using an artificial intelligence and real-time performance monitoring approach for refrigerant leakage detection and diagnosis to overcome difficulties associated with the inability to detect gradual leakage and to carefully determine a sensor’s optimum location. Yang et al.6,7 applied a Kalman filterbased method, extended Kalman filter- based methods, and an unknown input observer method for detection and isolation of four types of sensor faults: drift, offset, freeze, and hard-over. Given the limited amount of quality data available, Zhao et al.8 used a field test environment instead of a laboratory environment to evaluate some common chiller faults: reduced water flow rate fault, improper refrigerant charge fault, condenser fouling faults, and non-condensable gas in the refrigerant fault. Kocyigit et al.9 investigated several faults: compressor failure, restricted filter-dry, restricted electronic expansion valve, compressor valve leakage, undercharging, overcharging, a dirty condenser, and evaporator fan failure. They categorized the faults into two types: hard failures and soft failures. BehFar et al.10 presented two automated fault detection and diagnosis approaches, a data-driven method and a rule-based method, and found that the rule-based method is suitable for scenarios in which controlled variables are selected as the performance index, whereas the data-driven method performs better in the detection of energy consumption variation. BehFar et al.11 investigated supermarket equipment characteristics and common operating faults based on data collected through expert surveys, facility management system messages, service calls, and service records. According to their study, the most commonly occurring faults are refrigerant leakage/undercharge/overcharge, oil problems, evaporator iced-up/fouling, control system problems, condenser fouling, compressor inefficiency, condenser fan or fan motor problems, evaporator fan or fan motor problems, the interaction of HVAC and refrigeration systems, control valves problems, cabinet glass door frosting, and liquid line restriction. Among these faults, control system problems, refrigerant leakage/undercharge/overcharge, and compressor problems are the three most costly faults to repair.
However, compared with other building HVAC and refrigeration equipment and systems12,13,14,15, such as air-handling units, rooftop units, package air-conditioning, chillers, heat pumps, furnaces, and supermarket refrigeration systems have not attracted sufficient attention from researchers to conduct FDD studies11. This is especially true for low-GWP refrigerant supermarket refrigeration systems, which have some unique characteristics in terms of FDD, such as high discharge pressure, a multistage compression system, a frequent defrost cycle for low-temperature (LT) evaporators, high air infiltration on medium-temperature (MT) open display cases, and doored display cases. One of the key challenges is the lack of publicly available data sets to benchmark the system performance and record the faulted performance to support the low-GWP refrigerant supermarket refrigeration system FDD research. This paper identifies common faults of supermarket refrigeration systems and collects experimental data sets for a low-GWP refrigerant, CO2 in this case, supermarket refrigeration systems, which will serve as a guide for future research on low-GWP refrigerant supermarket refrigeration system FDD methods development and field implementation.
Methods
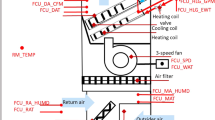
The data sets were generated through a laboratory-scale commercial refrigeration system (Fricke 2016)16 as shown in Fig. 1, which consists of a transcritical CO2 compressor rack, one MT refrigerated display case and one LT refrigerated display case, an air-cooled gas cooler, and MT and LT “false” loads.

Commercial refrigeration system.
The overall cooling capacity of this commercial refrigeration system was approximately 12.2 tons (43 kW), with a LT cooling capacity of approximately 2.6 tons (9 kW) at an evaporating temperature of −22 °F (−30 °C) and a MT cooling capacity of approximately 9.6 tons (34 kW) at an evaporating temperature of 20 °F (−6.7 °C). The LT load consisted of one 4-door display case and a LT false load provided by a plate heat exchanger, two electric heaters, and a glycol loop. The MT load consisted of one open display case and a MT false load provide by a plate heat exchanger, nine electric heaters, and a glycol loop.
Compressor rack
The compressor rack contained two LT compressors and three MT compressors using a CO2 refrigerant. Each set of compressors consisted of one primary variable-speed compressor (capable of modulating capacity from 10% to 100%) and one or two secondary fixed-speed compressors. The LT compressors operated in a subcritical mode, and the MT compressors could operate in a subcritical and supercritical mode. When the refrigeration load was low, the load was handled by a primary variable-speed compressor that could modulate its capacity according to the load demand, and the secondary fixed-speed compressor was turned off. If the load exceeded the capacity of the primary variable-speed compressor, the secondary fixed-speed compressor was brought online, and the primary variable-speed compressor modulated its capacity to match the load. The target suction pressures (or suction saturation temperatures) were set based on the coldest temperature required by the display cases that those compressors served (either MT or LT). Each display case had a temperature setpoint, and the refrigerant flow to the evaporator coil of the case was modulated to maintain this temperature. Therefore, the refrigeration system power consumption could be controlled by changing these setpoints in addition to more traditional on/off means such as shutting off a compressor or compressors or shutting off refrigerant flow to one or more display cases. Each of these “control levers” resulted in different power and thermal responses of the system. Specifications for the compressors are shown in Table 1.
Refrigerated display cases
The LT load consisted of one 10 ft (3.0 m) long 4-door vertical display case and a false load provided by a plate heat exchanger, two electric heaters, and a glycol loop. The rated capacity of the 4-door display case was 5,700 Btu hr−1 (1,670 W), and the false load was approximately 20,500 Btu hr−1 (6,000 W). The MT load consisted of one 8 ft (2.4 m) long open vertical display case and a false load provided by a plate heat exchanger, nine electric heaters, and a glycol loop. The rated capacity of the open display case was 9,600 Btu hr−1 (2,810 W), and the false load was approximately 92,000 Btu hr−1 (27,000 W). Specifications for the display cases are shown in Table 2.
Air-cooled gas cooler
The Luvata (model LGV8812) air-cooled gas cooler was used to reject heat from the refrigeration system by receiving discharge refrigerant vapor from the compressor rack, condensing or cooling the refrigerant, and discharging it into a flash tank. The rated heat rejection capacity of this air-cooled gas cooler was 268,000 Btu hr−1 (78.5 kW) for CO2 at an entering temperature of 242 °F (117 °C) and an exit gas temperature of 97.5 °F (36.4 °C).
Controls
The refrigeration system was controlled through a Danfoss AK-SC 355 system controller. The main control functions include
-
Compressor control to maintain the suction pressure setpoints for the LT and MT refrigeration circuits,
-
High-pressure expansion valve control to maintain optimum high-side pressure, and
-
Condenser fan speed control to maintain condensing pressure.
The display cases were controlled by Danfoss AK-CC 550 A case controllers that communicated with the system controller and regulated the expansion valve position, display case air temperature, defrost operation, and lighting and fan operation.
The false loads were controlled through electronic expansion valves located in the upstream refrigerant pipe entering the false load heat exchangers. The electronic expansion valve was used to maintain a refrigerant superheat temperature of 15 K upon leaving the false load heat exchanger.
Faults and methods of fault imposition
Based on previous refrigeration system FDD studies and industry practices, we categorized supermarket refrigeration system faults into three groups: sensor faults, mechanical and electronic device faults, and control and operational faults. Several common faults are identified as follows.
Sensor faults:
-
Pressure sensor failure (compressor suction side): superheat temperature
-
Temperature sensor failure (compressor discharge, evaporator exit, air supply/return)
Mechanical and electronic device faults:
-
Evaporator or condenser fan motor failure
-
Display case door left open by mistake
-
Expansion valve failure or suction side restriction
-
Refrigerant leakage or overcharge
-
Non-condensable in refrigerant lines
Control and operational faults:
-
Display case overstocking or evaporator air path blockage
-
Condenser air path blockage
-
Evaporator coil frost accumulation or defrost heater malfunction
-
Excessive infiltration to the display case
We selected six of these common faults to test in an experimental environment and study their impact on the system performance. The details are presented in the following sections.
The six faults include open LT display case door, ice accumulation on a LT evaporator coil, LT evaporator expansion valve failure, MT evaporator fan motor failure, condenser air path blockage, and MT evaporator air path blockage, as shown in Table 3.
Data Records
The data were stored on figshare17, a shared platform that can be accessed publicly and used to support the energy analysis and algorithm development of supermarket refrigeration system. Table 4 summarizes the test data set, which comprises a collection of 12 comma-separated value (CSV) files.
Among these six selected faults, open LT display case door, ice accumulation, and LT evaporator expansion valve failure primarily influenced LT evaporator operation characteristics. The MT evaporator fan motor failure and air path blockage had significant effects on the MT evaporator performance. The condenser operation was mainly impacted by the condenser air path blockage. All these six faults had an effect on the LT/MT compressor operation through changing the LT/MT compressor suction and discharge refrigerant states. Therefore, several sets of monitored or calculated variables were selected to demonstrate the characteristics of LT/MT compressor, LT/MT evaporator, and condenser under faulted operation. These variables are listed as follows:
Variables representing compressor characteristics (highlighted red in Fig. 1):
-
LT/MT compressor discharge temperature
-
LT/MT compressor discharge pressure
-
LT/MT compressor suction temperature
-
LT/MT compressor suction pressure
-
LT/MT compressor power
Variables representing evaporator characteristics (highlighted yellow in Fig. 1):
-
LT/MT evaporator supply air temperature
-
LT/MT evaporator return air temperature
-
Air temperature difference across LT/MT evaporator
-
LT/MT evaporator approach temperature
-
LT/MT evaporator exiting superheat temperature
Variables representing condenser characteristics (highlighted blue in Fig. 1):
-
Condenser inlet air temperature
-
Condenser outlet air temperature
-
Air temperature difference across condenser
-
Condenser approach temperature
-
Condenser fan power
Generally, these variables can’t be obtained through manufacturer-provided measurements, which are primarily designed for control purposes rather than for FDD. Therefore, model-based methods are widely used for development of FDD algorithms, which makes these lab test data a necessity for FDD model calibration and validation.
For each fault test, a fault-free baseline test with operating conditions similar to those of a fault test was conducted. The results of the two tests were compared to evaluate the fault performance qualitatively.
A Python code was developed to compare these key characteristics data from baseline test with data from fault test. An example of this comparison is shown in Figs. 2–9, which plots the LT display case door open faulted performance compared with the baseline performance under the test conditions: −25.6 °F (−32 °C) LT compressor suction refrigerant temperature setpoint, −6 °F (−21 °C) LT display case discharge air temperature setpoint, 16 °F (−8.9 °C) MT compressor suction refrigerant temperature setpoint, 30 °F (−1.1 °C) MT display case discharge air temperature setpoint, and 72 °F (22 °C) indoor air temperature.

Ambient temperature. Performance comparison of a baseline test and fault test 1.

LT compressor power consumption. Performance comparison of a baseline test and fault test 1.

LT evaporator supply air temperature. Performance comparison of a baseline test and fault test 1.

LT evaporator return air temperature. Performance comparison of a baseline test and fault test 1.

MT compressor discharge temperature. Performance comparison of a baseline test and fault test 1.

MT compressor discharge pressure. Performance comparison of a baseline test and fault test 1.

LT compressor suction temperature. Performance comparison of a baseline test and fault test 1.

LT compressor superheat temperature. Performance comparison of a baseline test and fault test 1.
According to these performance data, we noticed that LT evaporator return air temperature immediately rose (Fig. 5) after the door opened because of the warmer infiltration air from outside of the display case. However, the supply air temperature maintained the setpoint with no significant change (Fig. 4). Also, during the defrost cycle, the supply and return air temperatures rose and reached higher temperature limits than the baseline case (Figs. 4 and 5). Additionally, when the display case door opened, the MT compressor discharge temperature and pressure increased to a moderate level (Figs. 6 and 7), while Both the LT compressor suction temperature and superheat temperature drop significantly (Figs. 8 and 9). Evidently, the open door fault required more cooling load and resulted in an increase in power consumption (Fig. 3), and the compressor needed to work harder to meet the demand, which led to an increase in discharge temperature and pressure.
Technical Validation
The commercial refrigeration system was fully instrumented to measure its performance. As shown in Fig. 1, the measurements included refrigerant temperature and pressure at the inlet and outlet of major components, such as compressors, display cases, false load heat exchangers, expansion valves, and the gas cooler, as well as refrigerant mass flow rate through the various loads, and power consumption of compressors, gas cooler fans, false load heaters, defrost heaters, and display case fans. A detailed list of the measurement points and specifications of the instrumentations is given in Table 5, and the technical quality of the data set can be understood through the accuracy of measurement.
Beside the measurement, simulation models18 were also used to present the technical quality of the data set. A high-fidelity rigorous simulation model was created and validated with the experimental data of this low-GWP refrigerant supermarket refrigeration. Several key system operational indices, including compressor discharge temperature, gas cooler outlet temperature, LT refrigeration circuit mass flow rate, and MT refrigeration circuit mass flow rate, were compared with experimental results. Energy performance indices, such as total compressor power consumption, LT evaporator capacity, MT evaporator capacity, and air-cooled gas cooler capacity, were used to compare the simulated performance with the actual measurements. As shown in Table 6, the differences between the measured total compressor power consumption and the simulated total compressor power were within ±3.1%.
Code availability
A Python code was developed to process the data set to compare the baseline test results with the faulted test results. The code was stored on figshare17 and on a shared platform that can be accessed publicly. The data acquisition system used LabVIEW. The data file format was automatically transferred from data loggers to storage on an Oak Ridge National Laboratory local PC with sample time of 1 or 3 s.
References
US EPA. Energy Star Building Upgrade Manual, http://www.energystar.gov/sites/default/files/buildings/tools/EPA_BUM_CH11_Supermarkets.pdf (2008).
Navigant Consulting. Energy Savings Potential and R&D Opportunities for Commercial Refrigeration, (2009).
Booten, C., et al. Development and Evaluation of Distributed Energy Resource Device Models: Electric Vehicles, Electric Water Heaters, and Commercial Refrigeration Systems. US Department of Energy, https://doi.org/10.2172/1660063, (2020)
Kim, M. & Kim, M. S. Performance investigation of a variable speed vapor compression system for fault detection and diagnosis. International Journal of Refrigeration 28, 481–488 (2005).
Tassou, S. A. & Grace, I. N. Fault diagnosis and refrigerant leak detection in vapour compression refrigeration system. International Journal of Refrigeration 28, 680–688 (2005).
Yang, Z., Rasmussen, K. B., Kieu, A. T. & Zamanabadi, R. I. Fault Detection and Isolation for a Supermarket Refrigeration System – Part One: Kalman-Filter-Based Methods. IFAC Proceedings Volumes 44, 13233–13238 (2011).
Yang, Z., Rasmussen, K. B., Kieu, A. T. & Zamanabadi, R. I. Fault Detection and Isolation for a Supermarket Refrigeration System – Part Two: Unknown-Input-Observer Method and Its Extension. IFAC Proceedings Volumes 44, 4238–4243 (2011).
Zhao, X., Yang, M. & Li, H. Field implementation and evaluation of a decoupling-based fault detection and diagnostic method for chillers. Energy and Buildings 72, 419–430 (2014).
Kocyigit, N. et al. Fault diagnosis of a vapor compression refrigeration system with hermetic reciprocating compressor based on p-h diagram. International Journal of Refrigeration 45, 44–54 (2014).
BehFar, A., Yuill, D. & Yu, Y. Automated fault detection and diagnosis methods for supermarket equipment (RP-1615). Science and Technology for the Built Environment 23, 1253–1266 (2017).
BehFar, A., Yuill, D. & Yu, Y. Supermarket system characteristics and operating faults (RP-1615). Science and Technology for the Built Environment 24, 1104–1113 (2018).
Yu, Y., Woradechjumroen, D. & Yu, D. A review of fault detection and diagnosis methodologies on air-handling units. Energy and Buildings 82, 550–562 (2014).
Katipamula, S. & Brambley, M. R. Methods for Fault Detection, Diagnostics, and Prognostics for Building Systems—A Review, Part I, HVAC&R Research 11, 3–25 (2005).
Katipamula, S. & Brambley, M. R. Methods for Fault Detection. Diagnostics, and Prognostics for Building Systems—A Review, Part II. HVAC&R Research 11, 169–187 (2005).
Kim, W. & Katipamula, S. A review of fault detection and diagnostics methods for building systems. Science and Technology for the Built Environment 24, 3–21 (2018).
Fricke, B.A. & Sharma, V. High Efficiency, Low Emission Refrigeration System. United States, Web. https://doi.org/10.2172/1311267 (2016).
Sun, J. et al. Test Data of Supermarket Refrigeration System Fault Detection and Diagnostics. Figshare https://doi.org/10.6084/m9.figshare.13232627 (2021).
Sun, J., Kuruganti,T., Munk J., Dong J. & Cui B. Low global warming potential (GWP) refrigerant supermarket refrigeration system modeling and its application. International Journal of Refrigeration 126 (2021).
Acknowledgements
Funding for this research was provided by the US Department of Energy, Office of Energy Efficiency and Renewable Energy, Building Technology Office.
Author information
Authors and Affiliations
Contributions
Jian Sun designed and conducted the tests and wrote the manuscript. Teja Kuruganti and Piljae Im led the overall research effort. Yeonjin Bae supported the literature review. Jeff Munk supported the test. Brian Fricke supported the manuscript writing.
Corresponding author
Ethics declarations
Competing interests
The authors declare no competing interests.
Additional information
Publisher’s note Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license, and indicate if changes were made. The images or other third party material in this article are included in the article’s Creative Commons license, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons license and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this license, visit http://creativecommons.org/licenses/by/4.0/.
The Creative Commons Public Domain Dedication waiver http://creativecommons.org/publicdomain/zero/1.0/ applies to the metadata files associated with this article.
About this article

Cite this article
Sun, J., Im, P., Bae, Y. et al. Dataset of low global warming potential refrigerant refrigeration system for fault detection and diagnostics. Sci Data 8, 144 (2021). https://doi.org/10.1038/s41597-021-00927-6
Received:
Accepted:
Published:
DOI: https://doi.org/10.1038/s41597-021-00927-6
This article is cited by
-
Cooling with cork: envisaging its giant compressive mechanocaloric effect for solid-state cooling devices
Journal of Materials Science (2022)
