
Abstract
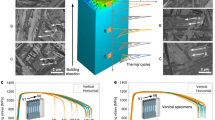
Additive manufacturing, often known as three-dimensional (3D) printing, is a process in which a part is built layer-by-layer and is a promising approach for creating components close to their final (net) shape. This process is challenging the dominance of conventional manufacturing processes for products with high complexity and low material waste1. Titanium alloys made by additive manufacturing have been used in applications in various industries. However, the intrinsic high cooling rates and high thermal gradient of the fusion-based metal additive manufacturing process often leads to a very fine microstructure and a tendency towards almost exclusively columnar grains, particularly in titanium-based alloys1. (Columnar grains in additively manufactured titanium components can result in anisotropic mechanical properties and are therefore undesirable2.) Attempts to optimize the processing parameters of additive manufacturing have shown that it is difficult to alter the conditions to promote equiaxed growth of titanium grains3. In contrast with other common engineering alloys such as aluminium, there is no commercial grain refiner for titanium that is able to effectively refine the microstructure. To address this challenge, here we report on the development of titanium–copper alloys that have a high constitutional supercooling capacity as a result of partitioning of the alloying element during solidification, which can override the negative effect of a high thermal gradient in the laser-melted region during additive manufacturing. Without any special process control or additional treatment, our as-printed titanium–copper alloy specimens have a fully equiaxed fine-grained microstructure. They also display promising mechanical properties, such as high yield strength and uniform elongation, compared to conventional alloys under similar processing conditions, owing to the formation of an ultrafine eutectoid microstructure that appears as a result of exploiting the high cooling rates and multiple thermal cycles of the manufacturing process. We anticipate that this approach will be applicable to other eutectoid-forming alloy systems, and that it will have applications in the aerospace and biomedical industries.
This is a preview of subscription content, access via your institution
Access options
Access Nature and 54 other Nature Portfolio journals
Get Nature+, our best-value online-access subscription
$29.99 / 30 days
cancel any time
Subscribe to this journal
Receive 51 print issues and online access
$199.00 per year
only $3.90 per issue
Buy this article
- Purchase on Springer Link
- Instant access to full article PDF
Prices may be subject to local taxes which are calculated during checkout




Similar content being viewed by others

Data availability
The datasets generated or analysed during the current study are available from the corresponding author on reasonable request.
Change history
28 May 2020
An amendment to this paper has been published and can be accessed via a link at the top of the paper.
References
Zhang, D. et al. Metal alloys for fusion-based additive manufacturing. Adv. Eng. Mater. 20, 1700952 (2018).
Carroll, B. E., Palmer, T. A. & Beese, A. M. Anisotropic tensile behavior of Ti–6Al–4V components fabricated with directed energy deposition additive manufacturing. Acta Mater. 87, 309–320 (2015).
Herzog, D., Seyda, V., Wycisk, E. & Emmelmann, C. Additive manufacturing of metals. Acta Mater. 117, 371–392 (2016).
StJohn, D. H., Qian, M., Easton, M. A. & Cao, P. The Interdependence Theory: the relationship between grain formation and nucleant selection. Acta Mater. 59, 4907–4921 (2011).
StJohn, D. H. et al. The challenges associated with the formation of equiaxed grains during additive manufacturing of titanium alloys. Key Eng. Mater. 770, 155–164 (2018).
Bermingham, M. J., McDonald, S. D., StJohn, D. H. & Dargusch, M. S. Beryllium as a grain refiner in titanium alloys. J. Alloys Compd. 481, L20–L23 (2009).
Cardoso, F. F. et al. Hexagonal martensite decomposition and phase precipitation in Ti–Cu alloys. Mater. Des. 32, 4608–4613 (2011).
Xu, W., Lui, E. W., Pateras, A., Qian, M. & Brandt, M. In situ tailoring microstructure in additively manufactured Ti–6Al–4V for superior mechanical performance. Acta Mater. 125, 390–400 (2017).
Mitzner, S., Liu, S., Domack, M. S. & Hafley, R. A. Grain refinement of freeform fabricated Ti6Al4V alloy using beam/arc modulation. In 23rd Solid Freeform Fabrication Symp. 536–555 (2012); https://sffsymposium.engr.utexas.edu/Manuscripts/2012/2012-42-Mitzner.pdf.
Wang, F., Williams, S. & Rush, M. Morphology investigation on direct current pulsed gas tungsten arc welded additive layer manufactured Ti6Al4V alloy. Int. J. Adv. Manuf. Technol. 57, 597–603 (2011).
Mereddy, S. et al. Trace carbon addition to refine microstructure and enhance properties of additive-manufactured Ti–6Al–4V. JOM 70, 1670–1676 (2018).
Wang, J. et al. Grain morphology evolution and texture characterization of wire and arc additive manufactured Ti–6Al–4V. J. Alloys Compd. 768, 97–113 (2018).
Li, Z., Li, J., Zhu, Y., Tian, X. & Wang, H. Variant selection in laser melting deposited α + β titanium alloy. J. Alloys Compd. 661, 126–135 (2016).
Zhu, Y.-Y., Tang, H.-B., Li, Z., Xu, C. & He, B. Solidification behavior and grain morphology of laser additive manufacturing titanium alloys. J. Alloys Compd. 777, 712–716 (2019).
Zhu, Y., Liu, D., Tian, X., Tang, H. & Wang, H. Characterization of microstructure and mechanical properties of laser melting deposited Ti–6.5Al–3.5Mo–1.5Zr–0.3Si titanium alloy. Mater. Des. 56, 445–453 (2014).
Kurz, W. & Fisher, D. J. Fundamentals of Solidification 3rd edn (Trans Tech Publications, 1989).
Fulcher, B. A., Leigh, D. K. & Watt, T. J. Comparison of AlSi10Mg and Al 6061 processed through DMLS. In Proc. Solid Freeform Fabrication (SFF) Symp. 46, 404–419 (2014).
Easton, M., Wang, H., Grandfield, J., StJohn, D. & Sweet, E. An analysis of the effect of grain refinement on the hot tearing of aluminium alloys. Mater. Forum 28, 224–229 (2004).
Souza, S. A., Afonso, C. R. M., Ferrandini, P. L., Coelho, A. A. & Caram, R. Effect of cooling rate on Ti–Cu eutectoid alloy microstructure. Mater. Sci. Eng. C 29, 1023–1028 (2009).
Williams, J. C., Taggart, R. & Polonis, D. H. The morphology and substructure of Ti–Cu martensite. Metall. Trans. 1, 2265–2270 (1970).
Brandes, E. A. & Brook, G. B. Smithells Metals Reference Book 7th edn (Butterworth-Heinemann, 1992).
Zhang, E., Wang, X., Chen, M. & Hou, B. Effect of the existing form of Cu element on the mechanical properties, bio-corrosion and antibacterial properties of Ti–Cu alloys for biomedical application. Mater. Sci. Eng. C 69, 1210–1221 (2016).
Ren, Y. M. et al. Microstructure and deformation behavior of Ti–6Al–4V alloy by high-power laser solid forming. Acta Mater. 132, 82–95 (2017).
Kok, Y. et al. Anisotropy and heterogeneity of microstructure and mechanical properties in metal additive manufacturing: a critical review. Mater. Des. 139, 565–586 (2018).
Hayama, A. O. F. et al. Effects of composition and heat treatment on the mechanical behavior of Ti–Cu alloys. Mater. Des. 55, 1006–1013 (2014).
Kikuchi, M. et al. Mechanical properties and microstructures of cast Ti–Cu alloys. Dent. Mater. 19, 174–181 (2003).
Liu, R. et al. Antibacterial effect of copper-bearing titanium alloy (Ti–Cu) against Streptococcus mutans and Porphyromonas gingivalis. Sci. Rep. 6, 29985 (2016).
Easton, M. A., Qian, M., Prasad, A. & StJohn, D. H. Recent advances in grain refinement of light metals and alloys. Curr. Opin. Solid State Mater. Sci. 20, 13–24 (2016).
Schmid-Fetzer, R. & Kozlov, A. Thermodynamic aspects of grain growth restriction in multicomponent alloy solidification. Acta Mater. 59, 6133–6144 (2011).
Okamoto, H. Phase Diagrams For Binary Alloys 2nd edn (ASM International, 2010).
Acknowledgements
We acknowledge the Australian Research Council (ARC) for financial support (grant number DP160100560). D.Q. would like to thank the RMIT Vice-Chancellor’s Senior Research Fellowship Fund for support. We thank M. Brandt and A. Jones for their support during laser metal deposition manufacturing, K. Yang for her support in etching additively manufactured titanium samples and E. Lui for his support in tensile testing. We acknowledge the facilities, and the scientific and technical assistance, of the RMIT Microscopy and Microanalysis Facility (RMMF). We also acknowledge the Center for Electron Microscopy and Analysis (CEMAS) at the Ohio State University for providing access to research facilities.
Author information
Authors and Affiliations
Contributions
M.A.E., M.A.G., D.H.StJ. and H.L.F. conceived the idea. D.Q. and D.Z. designed the experiments. D.Z. and D.Q. helped with processing parameter development and sample manufacturing, and performed the microstructure characterization. Y.Z. and D.Z. conducted the transmission electron microscopy and analysed the results. D.Z. performed mechanical testing, simulations and X-ray computed tomography. M.A.E. supervised the project. D.Z. and D.Q. drafted the manuscript. All authors discussed the results and edited the manuscript at all stages.
Corresponding authors
Ethics declarations
Competing interests
The authors declare no competing interests.
Additional information
Peer review information Nature thanks Amy Clarke, David Dye and the other, anonymous, reviewer(s) for their contribution to the peer review of this work.
Publisher’s note Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Extended data figures and tables
Extended Data Fig. 1 Ti–Cu phase diagram.
Portion of the Ti–Cu phase diagram indicating the compositions selected for laser metal deposition. We selected 3.5, 6.5 and 8.5 wt% copper to explore the behaviour of hypo-eutectoid, eutectoid and hyper-eutectoid compositions under additive manufacturing. This figure is adapted from ref. 30, with the permission of ASM International.
Extended Data Fig. 2 3D visualization of the porosity of the manufactured specimens in the xyz coordinate system.
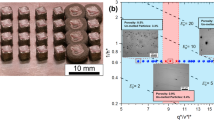
a, Ti–3.5Cu. b, Ti–6.5Cu. c, Ti–8.5Cu. d, Calculated relative density of the as-printed specimens. Error bars represent one standard deviation.
Extended Data Fig. 3 XEDS results of the copper content along the building direction for Ti–8.5Cu alloy.
The base point is 0 mm and the chemical composition is homogeneous. Error bars represent one standard deviation.
Extended Data Fig. 4 Polarized optical microstructures.
a, b, The equiaxed grains of as-printed Ti–3.5Cu (a) and Ti–6.5Cu (b). The average grain size is 69.8 μm for Ti–3.5Cu and 16.3 μm for Ti–6.5Cu.
Extended Data Fig. 5 Solidification curves.
The data are shown for different copper compositions under equilibrium and Scheil conditions. The Scheil curves show a substantially enlarged temperature interval between liquidus and solidus temperatures compared with the equilibrium condition.
Extended Data Fig. 6 XRD spectra.
Experimental XRD spectra collected from the as-printed Ti–8.5Cu alloy indicates that only two phases are present in the specimen: α-phase titanium and Ti2Cu.
Extended Data Fig. 7 BSE images.
a–d, BSE images of as-printed specimens showing the fine α phases when multiple layers were deposited, for Ti–3.5Cu (a) and Ti–6.5Cu (b); and the martensite phase when only a single layer was deposited for Ti–3.5Cu (c) and Ti–6.5Cu (d). Images were taken at the first layer of build specimens, indicated by the red spots.
Extended Data Fig. 8 SEM images of the cross-section of raw powders.
a, b, SEM images of the titanium powder (a) and copper powder (b) cross-sections. The powders are spherical in shape with a diameter between 50 µm and 100 µm, and porosity can be observed within some powder particles. The yellow arrows indicate examples where powder particles fell out of the resin during the polishing process.
Extended Data Fig. 9 Engineering stress–strain curves.
The data for the additively manufactured materials tested in this study indicate good repeatability.
Rights and permissions
About this article

Cite this article
Zhang, D., Qiu, D., Gibson, M.A. et al. Additive manufacturing of ultrafine-grained high-strength titanium alloys. Nature 576, 91–95 (2019). https://doi.org/10.1038/s41586-019-1783-1
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1038/s41586-019-1783-1
This article is cited by
-
Newly designed plate for the treatment of posterolateral tibial plateau fractures: a finite element analysis
Journal of Orthopaedic Surgery and Research (2024)
-
High fatigue resistance in a titanium alloy via near-void-free 3D printing
Nature (2024)
-
Manufacturing of high strength and high conductivity copper with laser powder bed fusion
Nature Communications (2024)
-
Fabrication of micro-nano patterned materials mimicking the topological structure of extracellular matrix for biomedical applications
Nano Research (2024)
-
Characterization of Hypereutectoid Ti6Al4V–Cu Alloys Fabricated Using Electron Beam Additive Manufacturing
Metals and Materials International (2024)
Comments
By submitting a comment you agree to abide by our Terms and Community Guidelines. If you find something abusive or that does not comply with our terms or guidelines please flag it as inappropriate.
