
Abstract
Fibre-reinforced polymer structures are often used when stiff lightweight materials are required, such as in aircraft, vehicles and biomedical implants. Despite their very high stiffness and strength1, such lightweight materials require energy- and labour-intensive fabrication processes2, exhibit typically brittle fracture and are difficult to shape and recycle3,4. This is in stark contrast to lightweight biological materials such as bone, silk and wood, which form by directed self-assembly into complex, hierarchically structured shapes with outstanding mechanical properties5,6,7,8,9,10,11, and are circularly integrated into the environment. Here we demonstrate a three-dimensional (3D) printing approach to generate recyclable lightweight structures with hierarchical architectures, complex geometries and unprecedented stiffness and toughness. Their features arise from the self-assembly of liquid-crystal polymer molecules into highly oriented domains during extrusion of the molten feedstock material. By orienting the molecular domains with the print path, we are able to reinforce the polymer structure according to the expected mechanical stresses, leading to stiffness, strength and toughness that outperform state-of-the-art 3D-printed polymers by an order of magnitude and are comparable with the highest-performance lightweight composites1,12. The ability to combine the top-down shaping freedom of 3D printing with bottom-up molecular control over polymer orientation opens up the possibility to freely design and realize structures without the typical restrictions of current manufacturing processes.
This is a preview of subscription content, access via your institution
Access options
Access Nature and 54 other Nature Portfolio journals
Get Nature+, our best-value online-access subscription
$29.99 / 30 days
cancel any time
Subscribe to this journal
Receive 51 print issues and online access
$199.00 per year
only $3.90 per issue
Buy this article
- Purchase on Springer Link
- Instant access to full article PDF
Prices may be subject to local taxes which are calculated during checkout




Similar content being viewed by others


References
Amacher, R. et al. Thin ply composites: experimental characterization and modeling of size-effects. Compos. Sci. Technol. 101, 121–132 (2014).
Witik, R. A., Payet, J., Michaud, V., Ludwig, C. & Månson, J.-A. E. Assessing the life cycle costs and environmental performance of lightweight materials in automobile applications. Composites, Part A 42, 1694–1709 (2011).
Kiser, B. Circular economy: Getting the circulation going. Nature 531, 443–446 (2016).
Yang, Y. et al. Recycling of composite materials. Chem. Eng. Process. 51, 53–68 (2012).
Launey, M. E., Buehler, M. J. & Ritchie, R. O. On the mechanistic origins of toughness in bone. Ann. Rev. Mater. Res. 40, 25–53 (2010).
Wegst, U. G. K., Bai, H., Saiz, E., Tomsia, A. P. & Ritchie, R. O. Bioinspired structural materials. Nat. Mater. 14, 23–36 (2015).
Meyers, M. A., Chen, P. Y., Lin, A. Y. M. & Seki, Y. Biological materials: Structure and mechanical properties. Prog. Mater. Sci. 53, 1–206 (2008).
Burgert, I. Exploring the micromechanical design of plant cell walls. Am. J. Bot. 93, 1391–1401 (2006).
Cranford, S. W., Tarakanova, A., Pugno, N. M. & Buehler, M. J. Nonlinear material behaviour of spider silk yields robust webs. Nature 482, 72–76 (2012).
Vollrath, F. & Knight, D. P. Liquid crystalline spinning of spider silk. Nature 410, 541–548 (2001).
Smith, B. L. et al. Molecular mechanistic origin of the toughness of natural adhesives, fibres and composites. Nature 399, 761–763 (1999).
Grossman, M. et al. Mineral nano-interconnectivity stiffens and toughens nacre-like composite materials. Adv. Mater. 29, 1605039 (2017).
Ahn, S. H., Montero, M., Odell, D., Roundy, S. & Wright, P. K. Anisotropic material properties of fused deposition modeling ABS. Rapid Prototyping J. 8, 248–257 (2002).
Ning, F., Cong, W., Qiu, J., Wei, J. & Wang, S. Additive manufacturing of carbon fiber reinforced thermoplastic composites using fused deposition modeling. Composites, Part B 80, 369–378 (2015).
Lefèvre, J. et al. “Foil spintrusion” of high-performance polymer films. J. Polym. Sci. B 50, 1713–1727 (2012).
Schaller, R., Peijs, T. & Tervoort, T. A. High-performance liquid-crystalline polymer films for monolithic “composites”. Composites, Part A 81, 296–304 (2016).
Kotikian, A., Truby, R. L., Boley, J. W., White, T. J. & Lewis, J. A. 3D printing of liquid crystal elastomeric actuators with spatially programed nematic order. Adv. Mater. 30, 1–6 (2018).
Ambulo, C. P. et al. Four-dimensional printing of liquid crystal elastomers. ACS Appl. Mater. Interfaces 9, 37332–37339 (2017).
López-Valdeolivas, M., Liu, D., Broer, D. J. & Sánchez-Somolinos, C. 4D printed actuators with soft-robotic functions. Macromol. Rapid Commun. 39, 1700710 (2018).
Fratzl, P. & Weinkamer, R. Nature’s hierarchical materials. Prog. Mater. Sci. 52, 1263–1334 (2007).
Gray, R. W., Baird, D. G. & Bøhn, J. H. Rapid prototyping journal effects of processing conditions on short TLCP fiber reinforced FDM parts. Rapid Prototyping J. 4, 14–25 (1998).
Ashby, M. F. Material and Process Selection Charts http://www.grantadesign.com/download/pdf/teaching_resource_books/2-Materials-Charts-2010.pdf (Granta Design, 2010).
Sarlin, J. & Törmälä, P. Fiber formation and characterization of a thermotropic LCP. J. Appl. Polym. Sci. 40, 453–469 (1990).
Chen, B.-K., Tsay, S.-Y. & Chen, J.-Y. Synthesis and properties of liquid crystalline polymers with low T m and broad mesophase temperature ranges. Polymer 46, 8624–8633 (2005).
Crevecoeur, G. & Groeninckx, G. Morphology and mechanical properties of thermoplastic composites containing a thermotropic liquid crystalline polymer. Polym. Eng. Sci. 30, 532–542 (1990).
Motamedi, F., Jonas, U., Greiner, A. & Schmidt, H.-W. Preparation and characterization of fibres from a thermotropic liquid crystal polyester with non-coplanar biphenylene units. Liq. Cryst. 14, 959–970 (1993).
Rendon, S., Burghardt, W. R. & Bubeck, R. A. Orientation dynamics in commercial thermotropic liquid crystalline polymers in transient shear flows. Rheol. Acta 46, 945–956 (2007).
Warner, S. B. & Lee, J. Towards understanding the increase in strength of thermotropic polyesters with heat treatment. J. Polym. Sci. B 32, 1759–1769 (1994).
Schindelin, J. et al. Fiji: an open-source platform for biological-image analysis. Nat. Methods 9, 676–682 (2012).
Dreher, S. et al. Chain orientation in melt-extruded samples of vectra A, vectra B, and blends in relation to the mechanical properties. J. Appl. Polym. Sci. 67, 531–545 (1998).
Dickson, A. N., Barry, J. N., McDonnell, K. A. & Dowling, D. P. Fabrication of continuous carbon, glass and Kevlar fibre reinforced polymer composites using additive manufacturing. Addit. Manuf. 16, 146–152 (2017).
Tymrak, B. M., Kreiger, M. & Pearce, J. M. Mechanical properties of components fabricated with open-source 3-D printers under realistic environmental conditions. Mater. Des. 58, 242–246 (2014).
Kamthai, S. & Magaraphan, R. Thermal and mechanical properties of polylactic acid (PLA) and bagasse carboxymethyl cellulose (CMCB) composite by adding isosorbide diesters. AIP Conf. Proc. 1664, 060006 (2015).
Arivazhagan, A. & Masood, S. Dynamic mechanical properties of ABS material processed by fused deposition modelling. Int. J. Eng. Res. Appl. 2, 2013–2014 (2012).
Goyal, R. K., Tiwari, A. N., Mulik, U. P. & Negi, Y. S. Effect of aluminum nitride on thermomechanical properties of high performance PEEK. Composites, Part A 38, 516–524 (2007).
Picken, S. J., Aerts, J., Visser, R. & Northolt, M. G. Structure and rheology of aramid solutions: X-ray scattering measurements. Macromolecules 23, 3849–3854 (1990).
Gerdeen, J. C. & Rorrer, R. A. L. Engineering Design with Polymers and Composites 2nd edn, Ch. 8 (CRC Press, London, 2012).
Acknowledgements
We thank G. Ghazaryan and the Kunststoff Ausbildungs- und Technologie-Zentrum for support with filament extrusion, the D-MATL X-ray Platform for access to the diffractometer, and J. Vermant, K. Feldman and N. Bahamonde for discussions. The Swiss Competence Center for Energy Research (SCCER - Capacity Area A3: Minimization of Energy Demand), ETH Foundation grant SP-MaP 01-15, SNSF Project 200021_156011 and consolidator grant BSCGIO_157696 are acknowledged for supporting this research.
Author information
Authors and Affiliations
Contributions
T.A.T. and A.R.S. conceived the idea together with S.G. and K.M.; S.G., W.W., K.M. and J.S. carried out the experimental work; S.G., K.M., W.W., T.A.T. and A.R.S. carried out the analysis and co-wrote the paper.
Corresponding authors
Ethics declarations
Competing interests
The authors have filed patent application EP18179376 relating to this work.
Additional information
Publisher’s note: Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Extended data figures and tables
Extended Data Fig. 1 Comparison between the mechanical properties of different FDM feedstock materials.
a, Young’s modulus as a function of print orientation for LCP, PLA and PEEK. b, Tensile strength of LCP, annealed LCP, PLA and PEEK. The strength of LCP samples is comparable to that of one of the strongest printable polymers (PEEK) at high orientation angles, and to our knowledge surpasses all other tested materials for print orientations below 20°. Error bars indicate the standard deviation for 5–10 measurements at each data point; see Source Data for details.
Extended Data Fig. 2 Values of the Hermans’ orientation factor for the LCPs.
a, b, Hermans’ orientation factors as a function of nozzle diameter (a) and layer height (b). Thinner samples have an increased skin-to-core material ratio and thus a higher orientation factor.
Extended Data Fig. 3 Effect of annealing time on the ultimate strength of printed LCP filaments and parts.
a, Strength (σ) as a function of annealing time (t) for single printed filaments. The experimental data suggest that the reaction is initially controlled by the diffusion of water out of the filament (σ ∝ t0.5) and later on by the intrinsic reaction kinetics (σ ∝ t). b, Tensile strength as a function of annealing time for printed parts. The annealing kinetics follow the same trend as in the case of single filaments. Error bars indicate the standard deviation for 5–10 measurements at each data point; see Source Data for details.
Extended Data Fig. 4 Strength of LCP parts of different thicknesses as a function of print orientation.
The observed decrease in tensile strength for increasing print orientations follows the decay in elastic modulus predicted from classical laminate theory (Fig. 3a). The lower strength at high orientation angles is also explained by a transition in failure mode from print filament fracture to interface fracture. Error bars indicate the standard deviation for 5–10 measurements at each data point; see Source Data for details.
Extended Data Fig. 5 Effect of print parameters on the Young’s modulus of horizontally printed LCP parts.
a, Tensile modulus and strength as a function of printed layer height. Lower layer heights lead to higher mechanical properties owing to the higher fraction of aligned skin relative to the material height. b, Tensile modulus and strength as a function of nozzle temperature (TN). For temperatures higher than 300 °C, the tensile properties along the printing direction (0°) follows the behaviour observed for the Young’s modulus of vertically printed filaments (Fig. 2g). The lower values obtained for the Young’s modulus and strength at TN < 300 °C probably result from poorer material flow and poorer print filament adhesion at lower nozzle temperatures. The tensile properties perpendicular to the print direction (90°) increase at higher temperatures, which inidicates an improved adhesion between hot printed filaments. Error bars indicate the standard deviation for 5–10 measurements at each data point; see Source Data for details.
Extended Data Fig. 6 Increased load transfer between filaments after annealing.
a, Representative curve of shear stress versus strain shows that the shear strength of the LCP increases by 75% after thermal annealing for 96 h owing to the enhanced inter-filament adhesion. The shear strength data were obtained from ±45° tensile samples. b, The Young’s modulus measured along the printing direction is found to slightly increase with longer annealing times. Error bars indicate the standard deviation for 5–10 measurements at each data point; see Source Data for details.
Extended Data Fig. 7 Directional OHT sample.
a, Print lines are guided around the hole, resembling a wood knot hole. The stress-shielded area next to the hole is reinforced with 90° filaments. b, The extensive damage to the same sample without catastrophic failure during tensile testing illustrates the high fracture toughness of the hierarchically structured architecture.
Extended Data Fig. 8 Recyclability of printed LCP material.
a, Melt flow index (MFI) of pristine pellets as well as recycled printed parts and recycled annealed printed parts (five measurements per material). The melt flow index quantifies the fluidity of the material at the indicated temperature and load. Higher indices indicate low viscosity. Non-annealed printed samples are readily recyclable owing to their high melt flow index. Although the higher molecular weight of annealed samples markedly reduces their fluidity at regular printing temperatures, this material is potentially recyclable if hydrolysis reactions are used to decrease its molecular weight and thus recover processability. Error bars indicate the standard deviation for 5 measurements at each data point; see Source Data for details. b, c, Examples of pellets (b) and recycled printed samples (c) as feedstock material.
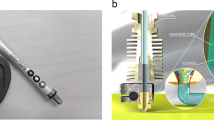
Extended Data Fig. 9
Geared direct drive extruder with all-metal V6 hotend on an Ultimaker 2+.
Rights and permissions
About this article

Cite this article
Gantenbein, S., Masania, K., Woigk, W. et al. Three-dimensional printing of hierarchical liquid-crystal-polymer structures. Nature 561, 226–230 (2018). https://doi.org/10.1038/s41586-018-0474-7
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1038/s41586-018-0474-7
Keywords
This article is cited by
-
Biomimetic Bouligand chiral fibers array enables strong and superelastic ceramic aerogels
Nature Communications (2024)
-
3D printable strong and tough composite organo-hydrogels inspired by natural hierarchical composite design principles
Nature Communications (2024)
-
Full degree-of-freedom polarization hologram by freeform exposure and inkjet printing
PhotoniX (2023)
-
Light-oriented 3D printing of liquid crystal/photocurable resins and in-situ enhancement of mechanical performance
Nature Communications (2023)
-
Fluid protein condensates for bio-inspired applications
Nature Reviews Bioengineering (2023)
Comments
By submitting a comment you agree to abide by our Terms and Community Guidelines. If you find something abusive or that does not comply with our terms or guidelines please flag it as inappropriate.
