
Abstract
The Fe80PxC20-x ingots and amorphous ribbons (4.5 ≤ x ≤ 6.5) are arc melted and melt spun respectively. The Rhodamine B degradation performance of as spun and annealed ribbons are investigated with various methods. In present alloys, increasing P content (cP) can inhibit the precipitation of primary α-Fe and graphite phases, and promote the formation of eutectic α-Fe + Fe3C + Fe3P phases in ingots and annealed ribbons. With increasing annealing temperature (Tan), the primary α-Fe grain size of the ribbons with cP = 4.5 at.% increases gradually and that of the ribbons with cP = 6.5 at.% increases firstly and then decreases. The degradation performance and reusability of the ribbons show a similar Tan-dependent behavior, which can be explained by the size effect of the galvanic cells. Meanwhile, the saturation magnetisation Bs and coercivity Hc of the ribbons with cP = 4.5 and 6.5 at.% increase with increasing Tan, showing a near-linear change of the reaction rate constant k against ln (Bs·Hc). This work not only studies the mechanism of improving degradation performance for FePC amorphous alloys by annealing treatment, but also reveals a correlation between degradation performance and magnetization performance of FePC alloys.
Similar content being viewed by others
Introduction
The extensive use of synthetic dyes in printing and dying industries has brought serious environmental problems1,2,3. Owing to their high surface active sites induced by disordered atomic packing structure and residual internal stress, Fe-based amorphous alloys ribbons are one of the catalysts which are applied in degrading various printing and dying wastewaters4,5,6,7,8,9.
In recent years, some treatments are emerging to improve the degradation capacity of Fe-based amorphous alloys ribbons like ball-milling and dealloying10,11,12. The time required for degrading 50% of acid orange 7 solution by the ball-milling FeSiBNbCu amorphous ribbons is only 1/6 of that by as spun ribbons, while the reusable times of the ball-milling ribbons is 6 times larger than that of as spun ribbons13. The dealloying Fe73.5Si13.5B9Cu1Nb3 amorphous ribbons with the void channels-like morphology presented a significant improvement of catalytic efficiency and reusability14. Although the ball-milling and dealloying ribbons exhibit excellent degradation capability in degrading azo dyes, these two treatments are energy- and time- consuming15,16.
The energy-efficient and time-saving annealing treatment is applied to improve the degradation capacity of Fe-based amorphous alloys ribbons17,18,19,20. Chen et al. found that the multiphase (Fe73.5Si13.5B9Nb3Cu1)91.5Ni8.5 nanocrystalline ribbons show much better degradation capability in Orange II than their metallic glass counterparts, which ascribes to the galvanic cells between the α-Fe nanocrystals and intermetallics21. However, it is also reported that Fe78Si9B13 amorphous ribbons showed better degradation performance for dye solution compared to their crystalline ribbons22,23. Besides, the defects are inclined to be activated at a quasi-static loading mode in P-added alloy, which may affects their degradation performance24. Fe-P-C systems amorphous alloys also have been reported to have high potential for wastewater remediation as they have good magnetization performance, catalytic efficiency and reusability25. Thus, the mechanism of annealing on the degradation performance of amorphous ribbons still needs to be clarified and we choose FePC alloys in this research.
On the other hand, the annealing treatment is an important method to improve the magnetization performance of the amorphous alloys26,27,28. Besides, it is reported that the external magnetic field can remarkably enhance Fenton-like catalytic activity and recyclability of Fe78Si9B13 amorphous ribbons and promote the electrochemical catalytic reactions of FeCoNiPB magnetic catalyst29,30. However, almost no research has studied the relationship between magnetization performance and degradation performance of annealed Fe based amorphous.
In this work, we investigated the effects of annealing treatment on the dye degradation performance and magnetization performance of FePC amorphous ribbons. The annealing treatment can promote the precipitation and growth of α-Fe grains in the ribbons. The existence of α-Fe grains with large size facilitates the formation of galvanic cells and promotes inner electron transportation. Thus, annealing the FePC amorphous ribbons at appropriate temperature can improve the degradation performance, Bs (saturation magnetic induction) and Hc (coercivity) of the ribbons significantly, which shows a near-linear relationship between the reaction rate constant k and ln (Bs·Hc).
Results
Characterization of ingots, as spun and annealed ribbons
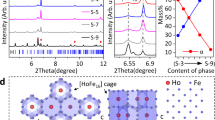
Figure 1a shows the XRD curves of the Fe80PxC20-x ingots with x of 4.5, 5, 5.5, 6 and 6.5. With increasing P content (cP), the phases in the ingots change from α-Fe + Fe3C phases to α-Fe + Fe3C + Fe3P phases. The surface morphologies and corresponding elemental mapping of Fe, P and C of the ingots with x of 4.5, 5.5 and 6.5 are shown in the Fig. 1b–d. The P and C element are mainly present in the ingots as Fe3P phase and Fe3C + graphite phases respectively. Meanwhile, with increasing cP, the content of graphite phase in the ingots decreases gradually, which indicates that increasing cP can inhibit the precipitation of graphite phase in the ingots.

a XRD curves of the Fe80PxC20-x ingots with x of 4.5, 5, 5.5, 6 and 6.5. The microstructure morphologies and corresponding elemental mapping of Fe, P and C of the Fe80PxC20-x ingots with x = (b) 4.5, (c) 5.5 and (d) 6.5. The dashed box shows the corresponding average composition measured by elemental mapping and the black lines in the figures are the marked scale bars.
The XRD analysis of as spun Fe80PxC20-x (x = 4.5, 5.5 and 6.5) ribbons (labeled as P4as, P5as and P6as) and the annealed ribbons with cP = 4.5 and 6.5 at.% are shown in Fig. 2a, c, d. The DSC curves of P4as, P5as and P6as with heating and cooling rates of 20 K·min−1 are shown in Fig. 2b and the characteristic thermodynamic temperatures are listed in Table 1. Only typical diffuse peaks without any sharp crystalline peaks can be found on the diffraction patterns of P4as, P5as and P6as, which indicates the amorphous nature of these specimens (Fig. 2a). Meanwhile, P4as, P5as and P6as exhibit the similar thermodynamics events upon heating, which can be characterized by three exothermic peaks and two endothermic peaks (Fig. 2b). P4as first forms a primary exothermic peak and then a eutectic exothermic peak, while P5as and P6as first form a eutectic exothermic peak. For studying the primary and eutectic exothermic peaks in the DSC curves, we choose Tan1 (Tp1 − 18 K) and Tan2 (Tp2 − 13 K) as the annealing temperature (Tan) for the ribbons with cP = 4.5 and 6.5 at.% in the following. Besides, the offset melting temperature (Tl) and solidification temperature (Ts) of P4as are higher than P5as and P6as. According to the modern Fe-Graphite alloy phase diagram, this indicates the formation of graphite phase in the melt of P4as during the cooling process, which is consistent with the result of SEM analysis for the ingots (Fig. 1b). Besides, the result of the nano-indentation test is also shown in Supplementary Fig. 1. The hardness (H) and Young’s modulus (E) (Supplementary Fig. 1b) can be deduced from the nano-indentation curves (Supplementary Fig. 1a). The H and E of as spun Fe80PxC20-x (x = 4.5, 5.5 and 6.5) ribbons have an increasing trend with increasing P content (cP) (Supplementary Fig. 1b). The ratio of hardness to Young’s modulus (H/E) can reflect the abrasion resistance of the ribbon: the higher the H/E value, the better the abrasion resistance31. With increasing cP, the abrasion resistance of the ribbons decreases gradually.

a XRD curves of as spun Fe80PxC20-x (x = 4.5, 5.5 and 6.5) ribbon (denoted as P4as, P5as and P6as respectively). b DSC curves of P4as, P5as and P6as under the heating and cooling rates of 20 K·min−1. XRD curves of as spun and annealed (c) Fe80P4.5C15.5 ribbons (P4as, P4an1 and P4an2) and (d) Fe80P6.5C13.5 ribbons (P6as, P6an1 and P6an2).
Only sharp α-Fe diffraction peaks emerge on the diffuse peaks of the annealed ribbons with cP = 4.5 at.% (Fig. 2c), which indicates the coexistence of amorphous and α-Fe crystallite structure, and the primary exothermic peak in DSC curves of P4as is mainly composed of primary α-Fe phase. Meanwhile, with increasing Tan, the intensity of (200) peak in the annealed ribbons with cP = 4.5 at.% increases remarkably. Based on Sherrer equation, a higher intensity of (200) peak of α-Fe phase is corresponding to a larger α-Fe grain size32. Thus, with increasing Tan, the primary α-Fe grain size of the ribbons cP = 4.5 at.% increases rapidly. Similarly, the ribbon with cP = 6.5 at.% annealed at Tan1 is mainly composed of α-Fe diffraction peaks (Fig. 2d). The α-Fe peaks of the annealed ribbon with cP = 6.5 at.% are normalize and the relative intensity of (200) peak the ribbon with cP = 6.5 at.% annealed at Tan1 is higher than that of Tan2, which indicates that the α-Fe grain size of the former is larger than that of the latter. Meanwhile, the eutectic α-Fe + Fe3C + Fe3P phases emerge on the diffuse peaks of the ribbon with cP = 6.5 at.% annealed at Tan2, which indicates that the eutectic peak in DSC curves of P6as is mainly composed of eutectic α-Fe + Fe3C + Fe3P phases. Thus, increasing cP inhibits the formation of primary α-Fe phase and promotes the formation of eutectic α-Fe + Fe3C + Fe3P phases in annealed ribbons. For convenience, the ribbons with cP = 4.5 at.% annealed at Tan1 and Tan2 and the ribbons with cP = 6.5 at.% annealed at Tan1 and Tan2 are labeled as P4an1, P4an2, P6an1 and P6an2 respectively in the following.
Figure 3 shows the fracture surface morphology and corresponding elemental mapping of as spun and annealed ribbons after tensile fracture. The typical dimple structure can be observed on the fracture surface of P4as and P6as and the dimple structure disappears gradually with increasing Tan (Fig. 3a–f), which indicates that the annealing treatment makes the release of internal stress and the change of atomic structure. The elemental mapping shows that the Fe, P and C element distribute uniformly in P4as. With increasing Tan, the C atoms segregate on the surface of the ribbons with cP = 4.5 at.% gradually (Fig. 3a–c). Combined with the result of EDS analysis for points 1 and 2 (Table 2), the cC in carbon-rich region reaches to more than 90%, thus we can confirm that C atoms segregate on the surface of P4an1 and P4an2 as the form of graphite phase. More graphite phase is precipitated on the surface as the ribbons with cP = 4.5 at.% are annealed at a higher Tan. The elemental mapping shows that the Fe and P element distribute uniformly in P6as, P6an1 and P6an2 (Fig. 3d–f). Besides, we perform the EDS analysis for the surface of P6an2, the cFe and cC in point 3 are much higher and lower than points 1 and 2, which indicates the existence of Fe-C compounds in P6an2. Thus, increasing cP can inhibit the precipitation of graphite phase in the annealed ribbons, which is consistent with the result of SEM analysis for the ingots (Fig. 1) and DSC analysis for the ribbons (Fig. 2b).

a P4as, (b) P4an1, (c) P4an2, (d) P6as, (e) P6an1 and (f) P6an2. The dashed box shows the corresponding average composition measured by elemental mapping and the black lines in the figures are the marked scale bars.
RhB degradation performance of as spun and annealed ribbons
Fenton/Fenton-like reactions are highly efficient advanced oxidation processes (AOPs) in wastewater remediation by producing reactive species with a high redox potential to decompose stable and harmful industrial organic effluents into nontoxic and ubiquitous substances. The process of Fenton-like degradation of azo dyes with Fe-based alloys has been revealed to occur in three steps33:
H2O2 react with the zero-valent iron on the surface of the ribbons to produce Fe2+ and the as-produced highly reactive hydroxyl ·OH in Eq. (2) is able to oxidize and decompose the organic pollutants from waste water, including Rhodamine B (RhB) solution.
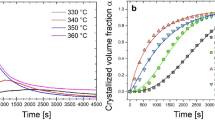
The UV-Vis absorbance spectra of RhB solution after processing with none ribbon, the as spun and annealed ribbons with cP = 4.5 and 6.5 at.% for a series of time intervals (tr = 0 ~ 17 min) are presented in Supplementary Fig. 2. The spectra of RhB solution have a major absorption peak at about 554 nm, which is used to quantitatively calculate the concentration of RhB solution34. The intensity of this peak of the solution without ribbon remain almost unchanged within 17 mins. In comparison, the intensity of this peak with all ribbons decreases gradually over the whole reaction, corresponding to the reduction of RhB concentration. This illustrates the important role of the catalyst for the degradation of RhB solution. Meanwhile, the normalized concentration (ct/c0) of six ribbons for RhB solution is obtained with the peak values at 554 nm and shown in Fig. 4a. c0 is the initial concentration of RhB solution (mg·L−1), and ct is the instant RhB solution concentration (mg·L−1) at time tr. The degradation kinetics are fitted with the pseudo-first-order kinetic model as follows35:
where k is the reaction rate constant in min−1. Then the degradation reaction rate constant can be derived as follows:

a The normalized concentration change of RhB solution using as spun and annealed Fe80PxC20-x (x = 4.5 and 6.5) ribbons (P4as, P4an1, P4an2, P6as, P6an1 and P6an2) during the degradation process. b The ln (c0/ct)-tr curves for all ribbons. c The reaction rate constant (k) and the time required for degrading 90% RhB solution (t90%) of P4as, P4an1 and P4an2. d The k and t90% of P6as, P6an1 and P6an2.The CA of (e) P4as, P4an1, P4an2 and (f) P6as, P6an1, P6an2 with RhB solution droplet.
Generally, k and time required for degrading 90% RhB solution (t90%) describe the degradation performance of the ribbons. The lager the k and smaller the t90%, the better the ribbons’ degradation performance. According to the ln (c0/ct)-tr curves, the k of as spun and annealed ribbons for RhB solution is 0.21∼0.37 min−1, with the fitting goodness R2 ≥ 0.99 (Fig. 4b). Meanwhile, the t90% of as spun and annealed ribbons is 7∼11 min. Their k and t90% are summarized in Fig. 4c, d. The degradation performance of P6as is worse than P4as, which ascribes to that Fe-P bonds release less Fe participating in the Fenton-like reaction than Fe-C bonds5. Meanwhile, with increasing cP, the abrasion resistance of as spun ribbons get worse gradually (Supplementary Fig. 1), which is similar to their degradation performance, i.e. the worse the degradation performance of the ribbons. As shown in Fig. 3a, d, the thickness of P4as is higher than that of P6as. Due to the different cooling rates of wheel and air sides, the structure heterogeneity of P4as should be higher than P6as; meanwhile, the structural heterogeneity is beneficial for the glass’s ductility36, it is expected that P4as has a higher abrasion resistance. The structural heterogeneity can facilitate the formation of galvanic cell and enhance the degradation performance of the ribbons20. Hence, for the as spun amorphous ribbons, the abrasion resistance may indirectly evaluate the degradation performance. Besides, for cP = 4.5 at.%, the ribbons have the same t90% and their k increases gradually with increasing Tan. For cP = 6.5 at.%, the k of the ribbons increases firstly and then decreases with increasing Tan and their t90% is on the contrary. With increasing Tan, the degradation performance and reusability of the ribbons with cP = 4.5 at.% get better gradually and the ribbons with cP = 6.5 at.% become better firstly and then worse.
The hydrophilicity has a great influence on the catalytic activity of the catalyst, so the contact angle (CA) test of the as spun and annealed ribbons with cP = 4.5 and 6.5 at.% is performed. With increasing Tan, the CA value of the ribbons with cP = 4.5 at.% decreases gradually (Fig. 4e) and that of the ribbons with cP = 6.5 at.% decreases firstly and then increases (Fig. 4f), which is correlated with their k values negatively. As we know, the lower the CA value, the higher the ribbon’s hydrophilicity. Thus, the CA tests confirms the argument: the higher the hydrophilicity, the better the degradation performance of the ribbons. According to the reference, the existence of ferric deposition on the surface can increase the surface roughness and hydrophilicity of the ribbons37. The surface morphologies of as spun and annealed ribbons with cP = 4.5 and 6.5 at.% before degradation are shown in Supplementary Fig. 4. Apparently, with increasing Tan, the Fe oxides appears on the surface of the ribbons with cP = 4.5 and 6.5 at.% gradually. Meanwhile, with increasing Tan, the α-Fe phase and Fe oxides of the ribbons with cP = 4.5 at.% increase gradually and the α-Fe grain size of the ribbons with cP = 6.5 at.% increases firstly and then decreases, thus the hydrophilicity of the ribbons after annealing have distinct changes.
Reusability of as spun and annealed ribbons
The reusability of materials are of importance to evaluate the potential of polluted water remediation and the reusability test results of the as spun and annealed ribbons with cP = 4.5 and 6.5 at.% are shown in Fig. 5. It takes more than 25 min to degrade 90% of RhB solution for P4as and P4an1 in cycle 3, while P4an2 are capable of degrading 90% of RhB solution within 25 min for 5 cycles. Figure 5a shows the normalized concentration (ct/c0) of RhB solution using P4as and P4an1 from cycle 1 to cycle 3, and P4an2 from cycle 1 to cycle 5. With increasing cycle from 1 to 3 for P4as and P4an1, the k value decreases and t90% value increases gradually, and the k and t90% values reach to about 0.1 min−1 and 29 min in cycle 3 (Fig. 5b). Meanwhile, with increasing cycle from 1 to 5 for P4an2, the k value decreases at first and stabilizes at about 0.15 min−1 in the end, and the t90% value increases at first and stabilizes at 19 min in the end. Apparently, with increasing Tan, the reusability of the ribbons with cP = 4.5 at.% gets better gradually.

a The normalized concentration change of RhB solution during the degradation process of as spun and annealed Fe80P4.5C15.5 ribbons P4as and P4an1 from cycle 1 to cycle 3, and P4an2 from cycle 1 to cycle 5. b The reaction rate constant k and the time required for degrading 90% RhB solution t90% vs. reaction cycles for P4as, P4an1 and P4an2. c The normalized concentration change of RhB solution during the degradation process of as spun and annealed Fe80P6.5C13.5 ribbons P6as from cycle 1 to cycle 3, and P6an1 and P6an2 from cycle 1 to cycle 5. d The reaction rate constant k and the time required for degrading 90% RhB solution t90% vs. reaction cycles for P6as, P6an1 and P6an2.
In comparison, it takes more than 25 min to degrade 90% of RhB solution for P6as in cycle 3, while P6an1 and P6an2 are capable of degrading 90% of RhB solution within 25 min for 5 cycles. Figure 5c shows the normalized concentration (ct/c0) of the RhB solution using P6as from cycle 1 to cycle 3, and P6an1 and P6an2 from cycle 1 to cycle 5. The k and t90% values of P6as remain almost stable with increasing cycle from 1 to 2, and the k value decreases and t90% value increases sharply in cycle 3 (Fig. 5d). Meanwhile, the t90% values of P6an1 and P6an2 are around 13 and 23 min, and their k values stabilize at about 0.25 and 0.1 min−1 at the end of the cycle test, respectively. Apparently, P6an1 has higher k value and lower t90% value than P6an2 during the cycle test, which is different with P4an1 and P4an2. Thus, with increasing Tan, the reusability of the ribbons with cP = 6.5 at.% gets better firstly and then worse. Meanwhile, increasing cP can improve the reusability of as spun and annealed ribbons appropriately.
Magnetization performance of as spun and annealed ribbons
According to the reference, the external magnetic field can improve the degradation performance of the ribbons, thus we believe that there is a relationship between the degradation performance for RhB solution and magnetization performance of the ribbons29. The permeability (μ) of all ribbons is measured in the frequency range of 1–1000 kHz at 20 A·m−1 applied field and the results are shown in the Supplementary Fig. 5a. With the precipitation of the crystalline phase in the ribbons, the μ decreases rapidly with increasing Tan, which confirms that the amorphous structure can improve the μ of the ribbons38.
The B-H hysteresis loops of the as spun and annealed ribbons with cP = 4.5 and 6.5 at.% measured by the VSM are shown in Fig. 6a. The Bs (saturation magnetisation) of the ribbons are obtained according to the enlarged part of the VSM B-H hysteresis loops (inset of Fig. 6a) and listed in Table 3. For as spun ribbons, the Bs of P4as is greater than P6as, which ascribes to the different electron configurations of P and C atoms39. With increasing Tan, the Bs of the ribbons with cP = 4.5 and 6.5 at.% increases gradually, which ascribes to the precipitation of α-Fe phase in the ribbons.

a B-H hysteresis loops of as spun and annealed Fe80P4.5C15.5 ribbons (P4as, P4an1 and P4an2) and Fe80P6.5C13.5 ribbons (P6as, P6an1 and P6an2) measured by the vibrating sample magnetometer (VSM), the inset in (a): the enlarged part of the red border in hysteresis loops. b B-H hysteresis loops of P4as and P6as measured by DC B-H loop tracer, the inset in (b): the enlarged part of the blue border in hysteresis loops. c The enlarged part of the blue border in hysteresis loops (a). d The reaction rate constant k vs. ln (Bs·Hc) for all ribbons.
The Hc (coercivity) of amorphous soft magnetic material P4as and P6as are obtained according to the B-H hysteresis loops, which is measured by DC B-H loop tracer (Fig. 6b). Apparently, the Hc of P6as is smaller than P4as, which indicates that the addition of appropriate P element can improve the soft magnetization performance of the FePC amorphous alloys. The DC B-H loop tracer is not accurate for the hard or semi-hard magnetic material annealed ribbons, which ascribes to that the maximum magnetic field applied by DC B-H loop tracer does not make the materials reach saturation and this will have a great impact on the measurement of Hc of the materials. Supplementary Fig. 5b shows the B-H hysteresis loops of P4an1 under different magnetic field range measured by DC B-H loop tracer. With increasing magnetic field from 1000 to 20,000 A·m−1 applied by DC B-H loop tracer, the measurement result of Hc of P4an1 increases from 258 to 3804 A·m−1 gradually. Thus, the Hc (Oe) of annealed ribbons are obtained according to the enlarged part of the VSM B-H hysteresis loops (Fig. 6c) and are listed in Table 3.
For cP = 4.5 at.%, the Hc of the ribbons increases gradually with increasing Tan, which ascribes to that the α-Fe phase formed by annealing treatment induces the magnetocrystalline anisotropy. And as the quasi dislocation dipole, it makes the domain wall movement of pinning site pile increase40. In comparison, for cP = 6.5 at.%, the Hc of ribbons also increases gradually with increasing Tan, which is determined by the precipitation of eutectic α-Fe + Fe3C + Fe3P phases.
Figure 6d shows the k vs. ln (Bs·Hc) for all ribbons and we performed a linear fit for these points. Surprisingly, these points have a near-linear relationship and the fitting goodness R2 reaches to 0.9030. According to the previous research41, the additional magnetic field can generate the gradient magnetic force on the surface, which can accelerate Fe3+/Fe2+ cycle for Fenton like reaction. The Fenton-like reaction of the ribbons takes place under the magnetic stirring, so the ribbons are affected by the additional magnetic field. With increasing Bs, the gradient magnetic force increases, which can improve the degradation performance of the ribbons finally. Besides, the Hc represents the ability of the material to resist demagnetization after magnetization42. Thus, with increasing Hc, the demagnetization resistance of the ribbons increases and the ribbons are more affected easily by additional magnetic field continually, which can also improve the degradation performance of the ribbons.
For strengthen the near-linear relationship for k vs. ln (Bs·Hc), the ribbon with cP = 6.5 at.% is annealed at Tan3 (Tp1 − 68 K) (P6an3) and Tan4 (Tp1 − 28 K) (P6an4) complementally. The corresponding data of XRD analysis, magnetization performance and degradation performance is shown in Supplementary Fig. 6 and Supplementary Table 1. These points still have a near-linear relationship and the fitting goodness R2 reaches to 0.8959 (Fig. 7).

ln (Bs·Hc) for annealed Fe80P6.5C13.5 ribbons (P6an3 and P6an4) and other ribbons.
Discussion
As the degradation process is surface mediated, it is significant to understand the surface morphology and element changes of the ribbons during the Fenton-like reaction. SEM analysis on the surfaces of the ribbons with cP = 6.5 at.% after degradation together with the electrochemical impedance spectra (EIS) curves are shown in Fig. 8. Before degradation, P6as, P6an1 and P6an2 have a typical smooth surface (Supplementary Fig. 4a–c). After degradation, some angular structure appears on the surface of P6as (Fig. 8a), in comparison, the surface of P6an1 has a honeycomb structure (Fig. 8b), which can provide channels for the transfer of Fe atoms and improve the degradation performance and reusability of the ribbons43. Some acicular structure replaces the honeycomb structure on the surface of P6an2 after degradation, which makes the honeycomb structure in the ribbons decrease and provides less channels for the transfer of Fe atoms (Fig. 8c).

a P6as, (b) P6an1 and (c) P6an2; the inset in (a–c): the enlarged part of (a–c) and the lines in the figure are the marked scale bars. d Nyquist curves and relative fitting results of P6as, P6an1 and P6an2 by equivalent circuit R(C(R(OR))).
The EDS results on the surface of the ribbons with cP = 6.5 at.% before and after degradation are summarized in Table 4. Apparently, the cFe on the surface of P6an1 and P6an2 is higher than P6as, which is consistent with the result of EDS analysis for fracture surface (Fig. 3d–f) and explains the better degradation performance and reusability of annealed ribbons. Meanwhile, the cFe on the surface of these ribbons decreases after degradation, indicating that Fe element plays an important role in the degradation process. There is more O element on the surface of P6as than annealed ribbons after degradation, which indicates that the angular structure is oxide (Fig. 8a). The oxide blocks the release of the internal Fe, which explains the worse degradation performance and reusability of P6as. Besides, the fitting results on the EIS data of the ribbons with cP = 6.5 at.% in RhB solution (Fig. 8d) are listed in Supplementary Table 2. With increasing Tan, the resistance of transfer charge (Rt) of the ribbons decreases firstly and then increases, which indicates the corrosion rate increases firstly and then decreases. The maximum corrosion rate of P6an1 corresponds to its best degradation performance, which explains the formation of honeycomb structure during the degradation process.
The XPS analysis on the surface of the ribbons with cP = 6.5 at.% before and after degradation like the Fe 2p3/2, P 2p, C 1 s and O 1 s spectra are shown in Fig. 9 and Supplementary Fig. 7. The XPS parameters are listed in Supplementary Table 3. The Fe 2p3/2 spectrum of the ribbons with cP = 6.5 at.% can be divided into Fe0 (707.0 eV), Fe2+ (710.5 eV) and Fe3+ (711.2 eV) according to the ref. 44 Before degradation, with increasing Tan, the Fe0 peak area fraction (fFe0) of the ribbons decreases gradually, indicating the involvement of Fe0 oxidation during the annealing process (Fig. 9a). Meanwhile, P6an1 has the largest sum of fFe0 + fFe2+, which corresponds to its best degradation performance. After degradation, the Fe0 peak disappears and fFe2+ of the ribbons decreases, indicating the involvement of Fe0 and Fe2+ oxidation during the degradation process (Fig. 9b).

a Fe 2p3/2 B.D., (b) Fe 2p3/2 A.D., (c) P 2p B.D. and (d) P 2p A.D.
The P 2p spectrum of the ribbons with cP = 6.5 at.% consists of P0 (129.5 and 130.4 eV) and P5+ (132.9 eV) peaks45. Besides, with increasing Tan, the fP0 of the ribbons decreases and fP5+ increases gradually, indicating that P0 is oxidized to P5+ during the annealing process (Fig. 9c). After degradation, the P0 peak disappears and the P 2p spectra of the ribbons only consist of P5+ peak, indicating that the involvement of P0 oxidation during the degradation process (Fig. 9d). With increasing Tan, the increment of P peak area (ΔAsum) of the ribbons after degradation increases firstly and then decreases. Meanwhile, P6an1 has the largest P5+ peak area (AP5+) after degradation. According to the ref. 46 the P element has positive effect on accelerating Fe3+/Fe2+ cycle and improving the Fenton like reaction rate. Thus, the reusability of the ribbons with cP = 6.5 at.% is better than that of the ribbons with cP = 4.5 at.%, and the reusability of the ribbons with cP = 6.5 at.% become better firstly and then worse with increasing Tan.
The C 1 s spectrum of the ribbons with cP = 6.5 at.% consists of three peaks at C0 (284.8 eV), ‘‒C–O–’ (286.4 eV) and ‘‒C = O–’ (288.5 eV) according to the ref. 47 The annealing treatment has little effect on the ribbons before degradation (Supplementary Fig. 7a). The f‒C–O– and f‒C=O– of the ribbons increases after degradation, indicating that the oxidation of C is accompanied during the degradation (Supplementary Fig. 7b).
The O 1 s spectrum of the ribbons with cP = 6.5 at.% consists of two peaks at ‘Fe–O’ (530.0 eV), ‘P/C–O’ (531.6 eV)48. Before degradation, with increasing Tan, the fFe–O of the ribbons decreases and fP/C–O increases gradually (Supplementary Fig. 7c), which is consistent with the result of P 2p and C 1 s spectra. The fFe–O of the ribbons decreases after degradation, which confirms the involvement of Fe element during the degradation process (Supplementary Fig. 7d). Besides, P6an1 and P6an2 have the highest and lowest fP/C–O after degradation, respectively, which explains the higher k and lower t90% of P6an1 compared with P6an2 during the cycle test and is consistent with the result of P 2p spectra (Fig. 9d). P6as also has a higher fP/C–O than P6an2 after degradation, which explains its higher k and lower t90% in cycle 2 (Fig. 5d).
The P element has positive effect on the degradation performance and reusability of the ribbons in the above analysis46. However, the degradation performance and reusability of P6an2 is worse than P4an2 and P6an1, but P6an2 has a higher nominent cP than P4an2 and there is more P element on the surface of P6an2 than P6an1 before degradation (Fig. 9c). Thus, we believe that the degradation performance of the ribbons is also related to their microstructure.
To unveil the microstructure of the alloys, TEM analysis is performed on the as spun and annealed ribbons with cP = 6.5 at.% and shown in Figs. 10 and 11. No crystallite is observed in TEM bright-filed images of P6as and the corresponding FFT patterns consist only of a typical diffraction halo, which indicates the homogeneous amorphous structure of P6as (Fig. 10a–c). The TEM bright-filed images and corresponding FFT patterns of P6an1 reveal the existence of α-Fe crystallite, which has a grain size of ≈ 500 nm (Fig. 10d–f), and P6an1 mainly consists of amorphous matrix and α-Fe grains with large size (Fig. 10g–i). According to the ref. 49 the existence of multiphase crystallite facilitate the formation of galvanic cells, and the grain growth can greatly weaken electron trapping and promote inner electron transportation. The Tan1 annealing treatment mainly results in the growth of α-Fe grains in P6an1. The galvanic effect between α-Fe crystallite and amorphous matrix, and the α-Fe grains with large size can promote inner electron transportation, which can improve the degradation performance and reusability of the ribbons.

a LRTEM image of P6as. b HRTEM image of P6as and (c) corresponding FFT pattern. d LRTEM image of P6an1. e The enlarged part of the LRTEM image (d). f HRTEM image of P6an1 for yellow border in (e), and (g–i) corresponding FFT pattern. The black lines in the figures are the marked scale bars.

a LRTEM image of P6an2. b The enlarged part of the LRTEM image (a). c HRTEM image of P6an2 for ① in (b), and (d) corresponding FFT pattern. e HRTEM image of P6an2 for yellow border in (b), and (f–i) corresponding FFT pattern. The black lines in the figures are the marked scale bars.
Apparently, compared with P6an1, the grain size of P6an2 is about 50 nm, which is much less than P6an1 (Fig. 11a, b). This explains that the degradation performance and reusability of P6an2 is worse than P6an1. Meanwhile, the Tan2 annealing treatment promotes the precipitation α-Fe + Fe3C + Fe3P eutectic phases in P6an2 (Fig. 11c–i), which makes the α-Fe grains size of P6an2 smaller than P6an1. Thus, the Tan2 annealing treatment mainly causes the eutectic crystallization in P6an2 rather than primary α-Fe crystallization, which is consistent with the XRD and DSC analysis for the ribbons (Fig. 2b, d). The galvanic cell effect generated by multiphase crystallite can promote inner electron transportation effectively49, which makes the degradation performance and reusability of P6an2 better than P6as.
With increasing Tan, the primary α-Fe grains size of the ribbons with cP = 4.5 at.% increases (Fig. 2c) and their C atom segregation degree rises gradually (Fig. 3a–c), indicating that the segregation of C atoms can promote the precipitation and growth of primary α-Fe grains. The existence of α-Fe crystallite and graphite phase facilitate the formation of galvanic cells, and the primary α-Fe grains growth can promote inner electron transportation49. Thus, the degradation performance and reusability of the ribbons with cP = 4.5 at.% gets better gradually with increasing Tan. This also confirms the discussion of TEM analysis for the ribbons with cP = 6.5 at.%.
The annealing, ball-milling and dealloying are common processing treatments to improve the degradation performance of the amorphous ribbons35. Thus, we set (kAP − kAS)/kAS·100% as the influence rate of one processing method, here AP (after processing) denotes the sample after commending treatment, AS denotes as spun/prepared sample. We compare present P4an2 and P6an1 with other referenced materials, which are processed by corresponding amorphous alloys with annealing (Table 5), ball-milling (Table 6), dealloying (Table 7) and are shown in Fig. 12. Here, P4an2 and P6an1 have the higher kAP and influence rate for RhB solution than most of the referenced ribbons.

Degradation performance comparison of annealed Fe80P4.5C15.5 ribbon (P4an2), annealed Fe80P6.5C13.5 ribbon (P6an1) and the referenced materials, which be processed by corresponding amorphous alloys with different processing methods, including annealing, ball-milling and dealloying. kAS: the reaction rate constant k of as spun ribbon; kAP: the reaction rate constant k of the after-processing ribbon.
Figure 13 shows the schematic illustration of the pathway of RhB solution degradation for as spun and annealed Fe80PxC20-x (x = 4.5 and 6.5) ribbons (P4as, P4an1, P6as and P6an1). Increasing cP can accelerate Fe3+/Fe2+ cycle in the ribbons for Fenton like reaction. Meanwhile, the annealing treatment can promote the precipitation and growth of α-Fe grains in the ribbons. The existence of α-Fe grains with large size facilitates the formation of galvanic cells and promotes inner electron transportation49. Thus, the annealed ribbon with cP = 6.5 at.% have better degradation performance and reusability than the others. Meanwhile, the Bs and Hc of the ribbons with cP = 4.5 and 6.5 at.% increase with increasing Tan, which shows a near-linear relationship between the k and ln (Bs·Hc).

Includes the element mapping and XRD analysis of P4as and P4an1, the LRTEM images and XRD analysis of P6as and P6an1, the reaction rate constant k vs. ln (Bs·Hc) of all the ribbons and the pathway of RhB solution degradation for the ribbons.
In this work, the Fe80PxC20-x ingots and amorphous ribbons (4.5 ≤ x ≤ 6.5) have been arc melted and melt spun respectively. We have studied the microstructure, composition, Rhodamine B (RhB) degradation performance and magnetization performance of as spun and annealed ribbons with various methods. The following can be found:
-
(1)
In present alloys, increasing P content (cP) can inhibit the precipitation of primary α-Fe and graphite phases, and promote the formation of eutectic α-Fe + Fe3C + Fe3P phases in ingots and annealed ribbons. With increasing annealing temperature (Tan), the degradation performance and reusability of the ribbons with cP = 4.5 at.% get better gradually and these of the ribbons with cP = 6.5 at.% become better firstly and then worse; meanwhile, the saturation magnetisation (Bs) and coercivity (Hc) of the ribbons with cP = 4.5 and 6.5 at.% increase with increasing Tan, which shows a near-linear relationship between the reaction rate constant k and ln (Bs·Hc).
-
(2)
With increasing Tan, the primary α-Fe grain size of the ribbons with cP = 4.5 at.% increases and their C atom segregation degree rises gradually; meanwhile, the α-Fe grain size of the ribbons with cP = 6.5 at.% increases firstly and then decreases, due to the formation of eutectic α-Fe + Fe3C + Fe3P phases at high Tan. The Tan-dependent similarity between the α-Fe size and the degradation performance/reusability of measured ribbons can be explained by the size effect of galvanic cells in the ribbons’ amorphous matrix and α-Fe precipitation: the larger the α-Fe size, the stronger the electron transportation.
-
(3)
The ribbon with cP = 6.5 at.% annealed at low Tan have the best degradation performance and reusability among 6 ribbons, and its P peak area increment (ΔAsum) in XPS spectra after degradation is highest among 3 measured ribbons, which ascribes to the P element’s role in accelerating Fe3+/Fe2+ cycle. This work not only studies the mechanism of improving degradation performance for FePC amorphous alloys by annealing treatment, but also reveals a correlation between degradation performance and magnetization performance of FePC alloys.
Methods
Sample preparation
The Fe80PxC20-x (x = 4.5, 5, 5.5, 6 and 6.5) ingots were prepared by induction melting of pure raw materials of Fe (99.99 wt.%), pre-alloyed Fe-P ingots (consisting of 71.5 wt.% Fe and 28.5 at.% P) and Fe-C ingots (consisting of 80 at.% Fe and 20 at.% C) in the arc melting furnace (MAM-1 Edmund Buhler) under the purified argon (99.999%). The pure raw materials were obtained from Beijing Jiaming Platinum Nonferrous Metals.
Then the obtained Fe80PxC20-x (x = 4.5, 5.5 and 6.5) ingots were remelted in quartz tube and spun into amorphous ribbons by single roller melt-spinning system (SD500 SKY) in the purified argon atmosphere. The roller speed was controlled at 46 m·s−1. The ribbons with x = 4.5 and 6.5 were vacuum-annealed at 673 K, 717 K and 631 K, 671 K, 681 K, 727 K in the tube furnace (OTF-1200X-S-50) respectively. The heating rate of the annealing process was 10 K·min−1 and holding time was 20 min.
Microstructure characterization
The microstructure of the ingots and ribbons was examined by X-ray diffraction (XRD, Bruker D8 Discover) with Cu-Kα radiation. The microstructure of the ribbons was examined with a high resolution transmission electron microscope (TEM, FEI Talos F200). The thermal behavior of as spun ribbons was measured by differential scanning calorimetry (DSC, NETZSCH-404) under a flow of high purity argon with a heating rate of 20 K·min−1. The surface morphology of the ingots and ribbons, and the fracture surface morphology of the ribbons were observed using a scanning electron microscope (SEM, JSM-7800F) equipped with an energy dispersive X-ray spectrometer (EDS). The ingots were corroded with 10% alcohol nitrate for 10 seconds before the surface morphology was observed. The binding energy of elements on the surface of the ribbons was evaluated by X-ray photoelectron spectroscopy (XPS, AXIS Supra) with a monochromatic Al Kα X-ray source (hv = 1486.6 eV).
Physical tests
The mechanical properties of the ribbons were tested by nano-indentation test (HysitronTI980) and each ribbon was repeated three times. The contact angle (CA) of the ribbons was measured by optical contact angle measuring instrument (Theta Flex). The saturation magnetisation (Bs) of as spun and annealed ribbons and coercivity (Hc) of annealed ribbons were obtained by measuring the B-H hysteresis loops with a vibrating sample magnetometer (VSM, JDAW-2000D). The Hc of as spun ribbons was obtained by measuring the B-H hysteresis loops with a DC B-H loop tracer (Linkjoin MATS-2010SD). The magnetic permeability (μ) of the ribbons was measured by an inductance method permeability meter (Linkjoin MPT-1M).
Chemical tests
The ribbons were cut into 1 cm long stripes for degradation tests. RhB solution was prepared by commercially available synthetic dye Rhodamine B (RhB, C28H31ClN2O3, AR grade, Tianjin Beichen Fangzheng Reagent Factory, Tianjin, China, 100 mg·L−1), Hydrogen peroxide (H2O2, AR grade, Tianjin Kemeo Chemical Reagent Co., Ltd. Tianjin, China, 1 mM) and Barnsted Nanopure water (18 MΩ cm). The pH of RhB solution was controlled by Hydrochloric acid (HCl, AR grade, Tianjin Hengxing Chemical Reagent Manufacturing Co., Ltd., Tianjin, China). 100 mL RhB solution (T = 298 K, pH = 3 and the ribbon dosage of 0.3 g·L−1) was stirred at a fixed speed under the visible light if noted. The visible light was provided by the photocatalytic device combining the filter with the simulated sunlight xenon lamp light source (PL-X500) and the output current was controlled to 20 A. 3 mL of the solution was extracted by a syringe equipped with 22 μm membrane at selected time intervals and then tested by the UV-Vis spectrophotometer (UV-4802). In cyclic tests, the ribbons were extracted from the solution after each degradation test and stir washed with deionized water for 30 s before putting them into the next reaction batch.
The electrochemical impedance spectra (EIS) test was carried out in a three-electrode cell with an electrochemical workstation (CHI 660E) and performed for the as spun and annealed ribbons with cP = 6.5 at.% in RhB solution. The working electrodes were ribbons and the free surface was covered with epoxy resin. The reference electrode was a saturated calomel electrode (SCE) and the counter electrode was a platinum plate. Before the EIS test, the ribbons were pretreated at open circuit potential 1200 s until the potential fluctuation was less than 5 mV within 10 min. The frequency was set from 100 kHz to 0.01 Hz and the amplitude was ±10 mV. The relevant parameters were obtained by the mathematical and circuit model.
Data availability
The authors declare that all data supporting the findings of this study are available within the paper and its supplementary information files.
References
Tang, Y., Shao, Y., Chen, N. & Yao, K. F. Rapid decomposition of direct blue 6 in neutral solution by Fe-B amorphous alloys. Rsc Adv. 5, 6215–6221 (2014).
Robinson, T., McMullan, G., Marchant, R. & Nigam, P. Remediation of dyes in textile effluent: a critical review on current treatment technologies with a proposed alternative. Bioresource Technol. 77, 247–255 (2001).
Núñez, J. et al. Application of electrocoagulation for the efficient pollutants removal to reuse the treated wastewater in the dyeing process of the textile industry. J. Hazard. Mater. 371, 705–711 (2019).
Zhang, L. C., Jia, Z., Lyu, F., Liang, S. X. & Lu, J. A review of catalytic performance of metallic glasses in wastewater treatment: Recent progress and prospects. Prog. Mater. Sci. 105, 100576 (2019).
Qi, Z. G. et al. Light activated methylene blue degradation by magnetic Fe80PxC20-x (x = 0, 4, 7 and 13) glassy ribbons. J. Alloy. Compd. 953, 170135 (2023).
Li, H. G. et al. Efficient degradation capability of the FePCB amorphous alloy in acid orange 7 dye solution. J. Mater. Res. Technol. 26, 6842–6856 (2023).
Si, J. J. et al. Porous composite architecture bestows Fe-based glassy alloy with high and ultra-durable degradation activity in decomposing azo dye. J. Hazard. Mater. 388, 122043 (2020).
Jia, C. G. et al. Tailoring the corrosion behavior of Fe-based metallic glasses through inducing Nb-triggered netlike structure. Corros. Sci. 147, 94–107 (2019).
Chen, Q. et al. Highly efficient catalytic performance and self-renewing behavior of Fe-based glass induced by pulsed laser. J. Mater. Sci. Technol. 188, 191–201 (2024).
Ma, Y. Y. et al. Influence of surface morphology of Fe-based amorphous alloys on degradation of azo dye. J. Phys. Chem. Solids. 163, 110596 (2022).
Xie, S. H., Peng, G. Q., Tu, X. M., Qian, H. X. & Zeng, X. R. Fe-based powders prepared by ball-milling with considerable degradation efficiency to methyl orange compared with Fe-based metallic glasses. Acta Metall. Sin. (Engl. Lett.). 31, 1207–1214 (2018).
Liang, S. X. et al. Surface reactivation of FeNiPC metallic glass: A strategy for highly enhanced catalytic behavior. J. Phys. Chem. Solids. 132, 89–98 (2019).
Miao, F. et al. Enhanced dye degradation capability and reusability of Fe-based amorphous ribbons by surface activation. J. Mater. Sci. Technol. 53, 163–173 (2020).
Wang, J. C. et al. Chemically dealloyed Fe-based metallic glass with void channels-like architecture for highly enhanced peroxymonosulfate activation in catalysis. J. Alloy. Compd. 785, 642–650 (2019).
Wang, J. Q. et al. Rapid degradation of azo dye by Fe-based metallic glass powder. Adv. Funct. Mater. 22, 2567–2570 (2012).
Xie, S. H., Huang, P., Kruzic, J. J., Zeng, X. R. & Qian, H. X. A highly efficient degradation mechanism of methyl orange using Fe-based metallic glass powders. Sci. Rep.-UK. 6, 21947 (2016).
Chen, S. Q. et al. Multi-phase nanocrystallization induced fast degradation of methyl orange by annealing Fe-based amorphous ribbons. Intermetallics. 90, 30–35 (2017).
Chen, J. W. et al. Improving the degradation efficiency for the azo dye of Fe82Si2.5B12P2.5C alloy via heat treatment. Mater. Lett. 300, 130187 (2021).
Wang, Q. Q. et al. Effects of structural relaxation on the dye degradation ability of FePC amorphous alloys. J. Non-Cryst. Solids. 525, 119671 (2019).
Chen, Q. et al. Nanostructured metallic glass contributing to efficient catalytic degradation of dye wastewater. J. Non-Cryst. Solids. 598, 121952 (2022).
Chen, S. Q. et al. Unexpected high performance of Fe-based nanocrystallized ribbons for azo dye decomposition. J. Mater. Chem. A. 5, 14230–14240 (2017).
Zhang, L. B. et al. Insight into efficient degradation of 3,5-dichlorosalicylic acid by Fe-Si-B amorphous ribbon under neutral condition. Appl. Catal. B. 294, 120258 (2021).
Jia, Z. et al. Disordered atomic packing structure of metallic glass: toward ultrafast hydroxyl radicals production rate and strong electron transfer ability in catalytic performance. Adv. Funct. Mater. 27, 1702258 (2017).
Hou, L., Shang, Q. Z., Yang, H., Zhang, B. & Huang, Y. Effects of oxygen on thermal behavior and magnetization performance of FePC. amorphous alloy. J. Non-Cryst. Solids. 581, 121413 (2022).
Hou, L. et al. Structural responses of heterogeneous FeB(P)CCu amorphous alloys under nanoindentation. J. Mater. Res. Technol. 27, 4109–4115 (2023).
Herzer, G. Modern soft magnets: Amorphous and nanocrystalline materials. Acta Mater. 61, 718–734 (2013).
Han, M. H. et al. Revealing the effect of rapid annealing on nano-crystallization behavior and soft magnetization performance of Fe-Co-B amorphous alloy. J. Mater. Res. Technol. 26, 5425–5436 (2023).
Azuma, D., Ito, N. & Ohta, M. Recent progress in Fe-based amorphous and nanocrystalline soft magnetic materials. J. Magn. Magn. Mater. 501, 166373 (2020).
Ge, Y. X. et al. Remarkably enhanced Fenton-like catalytic activity and recyclability of Fe-based metallic glass by alternating magnetic field: mechanisms and industrial applications. J. Mater. Chem. A. 10, 23314–23322 (2022).
Cai, L. et al. Key role of lorentz excitation in the electromagnetic-enhanced hydrogen evolution reaction. ACS Appl. Mater. Inter. 14, 15243–15249 (2022).
Luo, J. et al. Low friction coefficient of superhard nc-TiC/a-C:H nanocomposite coatings deposited by filtered cathodic vacuum arc. Mater. Res. Express. 6, 96418 (2019).
Meng, L. L. et al. Casting atmosphere effects on the precipitates, magnetism, and corrosion resistance of Fe78Si9B13 glassy alloys. Metall. Mater. Trans. A. 44, 5122–5133 (2013).
Wang, Q. Q. et al. Investigation of FePC amorphous alloys with self-renewing behaviour for highly efficient decolorization of methylene blue. J. Mater. Chem. A. 6, 10686–10699 (2018).
Wang, X. F., Pan, Y., Zhu, Z. R. & Wu, J. L. Efficient degradation of rhodamine B using Fe-based metallic glass catalyst by Fenton-like process. Chemosphere. 117, 638–643 (2014).
Zhang, L. C. & Liang, S. X. Fe-based metallic glasses in functional catalytic applications. Chem. - Asian J. 13, 3575–3592 (2018).
Liu, Y. H. et al. Super plastic bulk metallic glasses at room temperature. Science. 315, 1385–1388 (2007).
Zhang, X. Y. et al. Enhancement of nitrogen removal in hybrid wastewater treatment system using ferric citrate modified basalt fiber biocarrier. Environ. Sci. Pollut. R. 28, 33480–33490 (2021).
Zhang, Y., Sharma, P. & Makino, A. Fe-Rich Fe-Si-B-P-Cu powder cores for high-frequency power electronic applications. IEEE T. Magn. 50, 1–4 (2014).
Shi, M. J., Liu, Z. Q. & Zhang, T. Effects of metalloid B addition on the glass formation, magnetic and mechanical properties of FePCB bulk metallic glasses. J. Mater. Sci. Technol. 31, 493–497 (2015).
Bitoh, T., Makino, A. & Inoue, A. Quasi-dislocation dipole-type defects and low coercivity of Fe-based soft magnetic glassy alloys. J. Metastable Nanocryst. Mater. 24-25, 427–430 (2005).
Zhou, T. et al. Rapid decomposition of diclofenac in a magnetic field enhanced zero-valent iron/EDTA Fenton-like system. Chemosphere. 193, 968–977 (2018).
Zha, L. et al. Growth of quasi-texture in nanostructured magnets with ultra-high coercivity. Acta Mater. 195, 282–291 (2020).
Qi, Z. G. et al. Vacuum processing pressure and degradation performance of FePC ribbons in methylene blue solution. J. Non-Cryst. Solids. 576, 121275 (2022).
Qin, C. L. et al. Novel bioactive Fe-based metallic glasses with excellent apatite-forming ability. Mater. Sci. Eng. C. 69, 513–521 (2016).
Yao, Y. D. et al. Iron phosphide encapsulated in P-doped graphitic carbon as efficient and stable electrocatalyst for hydrogen and oxygen evolution reactions. Nanoscale. 10, 21327–21334 (2018).
Zhou, H. Y. et al. Metal-free black-red phosphorus as an efficient heterogeneous reductant to boost Fe3+/Fe2+ cycle for peroxymonosulfate activation. Water Res. 188, 116529 (2021).
Chen, Q. et al. Insight into fast catalytic degradation of neutral reactive red 195 solution by FePC glassy alloy: Fe release and OH generation. J. Mol. Liq. 364, 120058 (2022).
Rueda, F. et al. Characterization of venezuelan laterites by X-ray photoelectron spectroscopy. J. Electron Spectrosc. 82, 135–143 (1996).
Liang, S. X. et al. Compelling rejuvenated catalytic performance in metallic glasses. Adv. Mater. 30, 1802764 (2018).
Wang, Q. Q. et al. Competitive effects of structural heterogeneity and surface chemical states on catalytic efficiency of FeSiBPCu amorphous and nanocrystalline alloys. ACS Appl. Nano Mater. 2, 214–227 (2019).
Wei, B. B., Li, X. L., Sun, H. G., Song, K. K. & Wang, L. Improved degradation capability of Fe81B10C9 amorphous ribbon with the nanoscale layer rich of small atoms (B, C). J. Non-Cryst. Solids. 564, 120838 (2021).
Zhang, C. Q. & Sun, Q. L. Annealing-induced different decolorization performances of Fe-Mo-Si-B amorphous alloys. J. Non-Cryst. Solids. 470, 93–98 (2017).
Cherkezova-Zheleva, Z. et al. Application of mechanochemically treated waste materials for water remediation. Phys. Status Solidi (A). 219, 2100515 (2022).
Acknowledgements
This work was financially supported by the Key Research and Development Program of China (Grant No. 2022YFB2404102), the National Natural Science Foundation of China (51971093, 52171158, and 52101196), the Open Project Program of Shandong Marine Aerospace Equipment Technological Innovation Center (Ludong University) (Grant No. MAETIC2021-11), and the Key R&D Program of Shandong Province, China (Grant No. 2021ZLGX01, 2022CXGC020308, 2023CXGC010308).
Author information
Authors and Affiliations
Contributions
Conceptualization, Qi Z.G. and Chen Q.; Methodology, Wang Z.X., Song Z.Q. and Kim K.B.; Investigation, Qi Z. G., Wang Z.X. and Pang J.; Data Curation, Qi Z.G. and Chen Q.; Writing-Original Draft Preparation, Qi Z.G.; Writing-Review and Editing, Qi Z.G., Wang W.M. and Pang J.; Supervision, Wang W. M. and Zhang X.H.
Corresponding authors
Ethics declarations
Competing interests
The authors declare no competing interests.
Additional information
Publisher’s note Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Supplementary information
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article’s Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Qi, Z.G., Chen, Q., Wang, Z.X. et al. Improving the degradation and magnetization performance of FePC amorphous alloys by annealing treatment. npj Mater Degrad 8, 28 (2024). https://doi.org/10.1038/s41529-024-00449-7
Received:
Accepted:
Published:
DOI: https://doi.org/10.1038/s41529-024-00449-7
