
Abstract
Adjusting the grain growth orientation may be a feasible way to improve the oxidation resistance. In this work, textured Ti3(SiAl)C2 ceramic was successfully fabricated via the spark plasma sintering technique. The crystal orientation and microstructure were investigated by XRD combined with EBSD. The oxidation behavior of textured Ti3(SiAl)C2 was investigated at 1000–1300 °C for 10 h. The results showed that the oxidation was significantly anisotropic and the surface parallel to the compression direction exhibited better oxidation resistance below 1200 °C. The improved oxidation resistance was primarily attributed to the formation of passivated Al2O3 scale by rapid out-diffusion of Al elements on the orientated (hko) planes in textured Ti3(SiAl)C2. The formation of oxide scales was strongly dependent on the crystallographic orientation of Ti3(SiAl)C2.
Similar content being viewed by others


Introduction
The ternary layered Ti3SiC2 is the most representative compound of Mn+1AXn phases, where M is a transition metal, A is a group A element, X is C or N, and n = 1, 2, or 3. It possesses a hexagonal crystal structure, which consists of MX lamellae and A-A atomic layer arranged in alternating stacking order along the c-axis direction. Thus, the coexistence of covalent/ionic and metallic bonds in the chemical structure allows it to combine the properties of metals and ceramics, such as low density, easy machinability, high thermal and electrical conductivity, good damage tolerance, thermal shock resistance, as well as good high-temperatures oxidation resistance, etc1,2,3. The combination of these properties makes Ti3SiC2 a candidate material for high-temperature structural applications.
Consequently, the high-temperature oxidation behavior of Ti3SiC2 has been extensively investigated in the last decade4,5. For example, Sun et al.4 suggested that at 900–1100 °C, the oxide scales were composed of coarse-grained TiO2 in the outer layer and fine-grained TiO2 and SiO2 in the inner layer. However, the oxidation resistance of Ti3SiC2 is not satisfactory above 1100 °C. Moreover, TiC always exists in Ti3SiC2 as impurities, which is detrimental to the high-temperature oxidation resistance. In this regard, Zhang et al.6 introduced Al as a sintering aid into the Ti-Si-C system, which effectively inhibited the formation of TiC and also improved the oxidation resistance of Ti3SiC2. The improvement in oxidation resistance is attributed to the high activity and diffusivity of Al, which inhibits the inward diffusion of oxygen by forming a passivated Al2O3 scale during high-temperature oxidation. Normally, the added Al is present in Ti3SiC2 as a solid solution, i.e., Ti3(SiAl)C2.
In recent years, textured ceramic materials have attracted much attention because of their special physical and mechanical properties7,8,9,10,11,12. For example, Hu et al.8 successfully fabricated textured Nb4AlC3 using the strong magnetic field alignment (SMFA) method combined with spark plasma sintering (SPS). The flexural strength and fracture toughness were significantly improved. Moreover, Li et al.9 studied the oxidation resistance of textured Ti2AlC and Ti3AlC2. Xu et al.10 fabricated textured Ti3AlC2 by SMFA combined with the SPS technique. They found that textured Ti3AlC2 exhibited significantly anisotropic oxidation behavior and the surface showed better oxidation resistance along the c-axis direction. For Ti3(SiAl)C2, it possesses a hexagonal crystal structure and anisotropic properties along the a- or b-axes and c- axis. Therefore, the oxidation behavior of Ti3(SiAl)C2 can be expected to follow the anisotropy of its crystal structure. However, the process of preparing textured MAX phases by the SMFA method is complex and costly. Hence, a simple and efficient preparation method, i.e., the SPS technique, was implemented to induce grain texture of the MAX phase by loading13,14. The sintered MAX grains exhibit a clear preferential orientation and the obtained bulk material has mutually parallel basal planes, where a- and b-axes are randomly aligned in a plane orthogonal to c-axis and c-axis is neatly aligned.
However, most of the available works have focused on untextured Ti3(SiAl)C2, and to our knowledge, the oxidation behavior of textured Ti3(SiAl)C2 has not yet been reported. Therefore, this work aims to investigate the anisotropic microstructure and oxidation behavior of textured Ti3(SiAl)C2 fabricated by the SPS technique.
Results and discussion
Texture
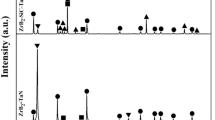
Figure 1 presents XRD patterns collected from TTS and TSS samples. The diffraction peaks in all (00l) planes of TTS were stronger than those on TSS and standard PDF card. It suggested that (00l) crystallographic orientation (c-axis) was parallel to the compression direction, which indicates that the as-prepared Ti3(SiAl)C2 formed a textured structure. This texture is also verified by the diffraction peaks on TSS, which exhibited the strongest diffraction peak at \((10\bar 14)\), while on TTS, the strongest diffraction peak shifted to (0008), corresponding to (00l) planes. Based on XRD data, the Lotgering orientation factor was calculated. \(f_{(00l)}\) was 0.62, which was higher than the value of Ti3SiC2 sintered by high-temperature deformation and slip-casted in the static magnetic field, but lower than the value of Ti3SiC2 slip-casted in the rotating magnetic field15,16. In general, a larger value of \(f_{(00l)}\) means a higher orientation along the compression direction. And \(f_{(hk0)}\) was only 0.11, which was lower than the values of Ti3SiC2 slip-casted in the static and rotating magnetic fields16. This result suggests that the SPS technique allows alignment of the c-axis of the grains, but has limited control over the a- and b-axis orientations.

XRD patterns of top and side surface of textured Ti3(SiAl)C2.
In addition, it can be seen that a small amount of Al2O3 (2θ = 37.77° and 43.35°) existed in the sample as an impurity. The presence of Al2O3 was unavoidable because it always existed in the prepared Ti3(SiAl)C2 powders.
Figure 2 shows SEM images of the fracture surfaces of textured Ti3(SiAl)C2. As shown in Fig. 2a, only transgranular fractures were observed and no lamellar features were present on the top surface, which is due to the weak bond between the base planes of Si or Al atoms and Ti atoms10. The crack propagates easily along the weak substrate plane. A typical lamellar structure can be observed on one side surface (Fig. 2b), where Ti3(SiAl)C2 grains showed a clear intercalation stacking along the c-axis. Such a tailored ceramic should have anisotropic properties along the top and side directions of the texture. This also demonstrates that SPS can prepare textured samples.

a TTS sample, b TSS sample.
To reveal the phase distribution and grain orientation, EBSD was conducted on TSS (the acquisition surface perpendicular to the compression direction) and TTS (the acquisition surface parallel to the compression direction) surface. The phase distribution and constructed orientation maps of the grains are shown in Fig. 3. By observing the phase distribution maps (Fig. 3a, b), the red grains were identified as Ti3(SiAl)C2 phase and the blue grains as Al2O3 phase, which is consistent with XRD results. As shown in Fig. 3c, d, different colors indicate different grain orientations on TSS and TTS. It is noticeable that on TSS, most of the grain-exposed crystal planes were (00l) planes. While on TSS, there are almost no (00l) planes exposed. On the contrary, \((01\bar 10)\) and \((1\bar 210)\) planes were the main grain-exposed crystal planes.

Phases distribution maps of TTS (a) and TSS (b) samples. Grain orientation and Inverse pole figure (IPF) of TTS plane (c) and TSS plane (d).
Note that, the volume fractions of the Al2O3 phase in TTS and TSS were 2.86% and 4%, respectively, as determined by EBSD. The presence of Al2O3 also inhibited the grain growth of Ti3(SiAl)C2 during sintering. Figure 4 presents the average grain size of Ti3(SiAl)C2 particles, which was statistically about 0.98 μm for TTS and about 0.89 μm for TSS. Besides, the grain size may also be caused by the different orientations. The large grain size of TTS leads to a decrease in the number of grains observed by EBSD.

a TTS sample, b TSS sample.
In addition, (0001), (1\(\bar 2\)10), and (01\(\bar 1\)0) pole figures derived from the stereographic projections of EBSD orientation data showed the texture orientation of TTS and TSS surfaces, as shown in Fig. 5. The highest texture intensities of TTS and TSS surfaces were 6.02 and 6.57 multiples of uniform density (MUD), respectively. These results of EBSD analysis are consistent with the orientation factors calculated from XRD data, which also demonstrates the high texture of the obtained textured Ti3(SiAl)C2 material.

a TTS sample, b TSS sample.
Based on the above analysis, a preferential crystallographic orientation of the basal plane perpendicular to the compression direction was obtained in the as-prepared Ti3(SiAl)C2, thus providing the possibility to study its oxidation resistance.
Oxidation
To test the oxidation behavior of textured Ti3(SiAl)C2, the thermogravimetric analysis tests were conducted in air at 1000, 1100, 1200, and 1300 °C for 10 h, respectively.
Figure 6 displays the oxidation kinetics (weight change per unit area vs oxidation time) of TTS and TSS during the oxidation at different temperatures. The final mass gains at different temperatures are summarized in Table 1. The mass gain of both samples increased with increasing oxidation time. The oxidation gain curves showed a parabolic tendency below and at 1200 °C, confirming good oxidation resistance, which is consistent with the previously reported results4. When the temperature exceeded 1200 °C, the oxidation weight gain curves showed a linear tendency, indicating poor oxidation resistance. The TSS sample showed an overall better oxidation resistance compared to the TTS sample. After oxidation of 10 h, the weight gains of the TTS sample at 1000, 1100, 1200, and 1300 °C were 0.92, 1.60, 3.80, and 29.68 g m−2, respectively. While for the TSS sample, the final weight gains were 0.54, 1.34, 3.74, and 35.43 g m−2 at 1000, 1100, 1200, and 1300 °C, respectively. In addition, the weight gain ratios of TTS to TSS after 10 h were 1.70, 1.19, 1.02, and 0.84 at 1000, 1100, 1200, and 1300 °C, respectively. The lower the temperature, the larger the ratio. These results revealed that texturing can improve the oxidation resistance of Ti3(SiAl)C2.

The weight gain per unit area as a function of time for textured Ti3(SiAl)C2 oxidized in the temperature range from 1000 to 1300 °C.
According to Fig. 6, the oxidation weight gain of textured Ti3(SiAl)C2 obeys a parabolic law at 1000–1200 °C. The corresponding square of weight gain per unit area as a function of oxidation time is shown in Fig. 7. Therefore, the correlation between the weight gain per unit area and oxidation time could be described as17:
where △W/A is the weight gain per unit area, kp is the parabolic rate constant, and t is the oxidation time.

Square of weight gain per unit surface area as a function of oxidation time for textured Ti3(SiAl)C2 oxidized at different temperatures.
When the temperature increased to 1300 °C, the oxidation weight gain of both samples deviated from the parabolic law and followed a linear law, indicating that the rate-controlling step became an oxidation reaction between Ti3(SiAl)C2 and O2. Therefore, the correlation between the weight gain per unit area and oxidation time could be described as:
The parabolic and linear rate constants for two samples oxidized at different temperatures are summarized in Table 2. After oxidation for 10 h, the oxidation rate constants for TTS samples were 2.4 × 10–9 kg2 m−4 s−1, 8.5 × 10−9 kg2 m−4 s−1, and 4.6 × 10−8 kg2 m−4 s−1 at 1000 °C, 1100 °C, and 1200 °C, respectively. However, for TSS samples, the oxidation rate constants were 7.9 × 10−10 kg2 m−4 s−1, 5.8 × 10−9 kg2 m−4 s−1, and 4.4 × 10−8 kg2 m−4 s−1 at 1000, 1100, and 1200 °C, respectively. At the same temperature, based on the total test area occupied by the faces perpendicular to the c-axis (a pair faces) and parallel to the c-axis (two pair faces), their oxidation rate constants were calculated, and also summarized in Table 2.
The relationship between the parabolic rate constant (kp, kg2 m−4 s−1) and temperature (T, K) could be described by the Arrhenius’ equation:
where A is the pre-exponential factor, Q is the apparent or effective activation energy, R is the gas constant, and T is the absolute temperature. Take the logarithm on both sides of Eq. (3):
Arrhenius plots of the logarithm of kp for TTS* and TSS* vs the inverse of the absolute temperature are shown in Fig. 8. The data point of 1300 °C was excluded from the activation energy calculation because their oxidation pattern was deviated from the parabolic law. The values of Q were obtained from the slope of the linear fit in Fig. 8. The results show that the Q values of TTS* and TSS* were 202 ± 30 kJ mol−1, and 401 ± 17 kJ mol−1, respectively. The Q value of TSS* is close to 350–380 kJ mol−1, which is the activation energy value for oxygen diffusion at Al2O3 grain boundaries18,19. Smialek et al.20 studied the oxidation behavior of Al-containing MAX phases and revealed that oxygen diffusion at the grain boundaries of the Al2O3 scale was the primary oxidation mechanism of MAX phases. Therefore, textured Ti3(SiAl)C2 is no exception to this rule. Besides, Gao et al.21 reported that the Q value of purity Ti3SiC2 was 295 ± 20 kJ mol−1 in the temperature range of 1150–1250 °C. A higher Q means that the oxidation rate constant of the material is more variable in the temperature range tested. However, at 1200 °C, the oxidation rate constants of the two samples were close, indicating that the lower the temperature, the greater the difference in the oxidation rate constants of the two samples. Based on the present investigation, it can be concluded that the oxidation resistance of TSS samples was superior to that of TTS samples below 1200 °C. Also, it can be inferred that the lower the temperature, the better the oxidation resistance of TSS sample.

Arrhenius plot of the parabolic oxidation constants for the isothermal oxidation at 1273–1573 K for textured Ti3(SiAl)C2.
Figure 9 illustrates XRD patterns of TTS and TSS oxidized samples at 1000–1300 °C. The phase compositions of the two sample surfaces at different oxidation temperatures are summarized in Table 3. It can be seen that the main phase of the TTS sample was TiO2 at 1000 °C, while the main phase of the TSS sample was Ti3(SiAl)C2, which indicates that the thickness of the oxide layer of the TSS sample was thinner than that of TTS sample, i.e., the oxidation resistance of TSS sample was superior to that of TTS sample. At and above 1100 °C, the main phase of both samples was TiO2, while the Ti3(SiAl)C2 phase could only be detected at 1100 °C, which indicates that the samples underwent rapid oxidation when the temperature exceeded 1100 °C. Below 1200 °C, the Al2O3 phase could be observed in all samples. Previous work demonstrated that the formation of a passivated Al2O3 layer contributes to the oxidation resistance, and it explains well the very limited weight gain of the samples below 1200 °C (see Fig. 6)6,10. While at 1300 °C, the diffraction peak of Al2O3 disappeared to be replaced by Al2TiO5 and the diffraction peak of TiO2 (2θ = 36.1°) became significantly weaker. Al2O3 reacted with TiO2 to form Al2TiO5, which led to the loss of the protective layer and a significant weight gain10,22. In addition, the TSS samples showed higher oxidation rate constants, which was also mainly because the TSS samples generated more Al2O3 in the initial oxidation stage, and as the oxidation time increased, Al2O3 reacted with TiO2 to form Al2TiO5.

XRD patterns of scales grown on textured Ti3(SiAl)C2 at different temperatures.
Figure 10 shows the surface morphologies of TTS and TSS oxidized samples at 1000–1300 °C. It can be seen that the grain size increased significantly with the increase in temperate. Figure 10a–d shows bright TiO2 grains dispersed on small gray Al2O3 grains in the oxidized samples at 1000-1100 °C. As the temperature increased to 1200 °C, TiO2 gradually grew from small grains to large elongated crystals and no Al2O3 grains were observed (Fig. 10e, f). At 1300 °C, TiO2 grew from grains to large ridge-like structures. Al2O3 was substituted by Al2TiO5, which was dispersed on TiO2 (Fig. 10g, h). The looser or porous TiO2 and Al2TiO5 scales cannot prevent further diffusion of oxygen, resulting in a rapid increase in the weight of the sample10. In addition, below 1200 °C, the grain size of TTS oxidized samples was larger than that of TSS samples, which corresponded well with the oxidation weight gain curve (Fig. 6). At 1300 °C, the grain size of TTS oxidized samples was smaller than that of TSS samples, which may be related to the generation of Al2TiO5.

a TTS-1000 ℃, b TSS-1000 ℃, c TTS-1100 ℃, d TSS-1100 ℃, e TTS-1200 ℃, f TSS-1200 ℃, g TTS-1300 ℃, h TSS-1300 ℃.
To understand the oxidation mechanism of textured Ti3(SiAl)C2, the cross-sectional morphology of both samples after oxidation at 1000–1300 °C for 10 h was observed by SEM and EDS. Typical SEM images of the oxidized scales formed after oxidation at different temperatures and the corresponding EDS analysis are shown in Figs. 11 and 12, respectively. EDS images of the oxidized sample cross-sections at 1100 °C are similar to those at 1000 °C. By comparing the cross-sectional morphology of the two samples, the oxide layers of both samples showed the same multilayer structure and phase compositions at the same temperature. At 1000 °C and 1100 °C, a thin and stratified oxide layer was generated on the surface of the samples, which consisted of TiO2 in the outer layer, Al2O3 in the middle layer, and a mixed layer of TiO2 + SiO2 in the inner layer. At 1200 °C, the oxide layer of the sample showed a more pronounced multilayer structure, which consisted of TiO2 in the outer layer, an intermediate layer of Al2O3 interspersed inside the TiO2 layer, and an inner layer of TiO2 + SiO2 mixed porous layer. While at 1300 °C, the oxide layer of the sample changed significantly, which consisted of an outer layer of discontinuous Al2TiO5, an intermediate layer of TiO2, and an inner layer of TiO2 + SiO2 mixed layer.

a TTS-1000 ℃, b TSS-1000 ℃, c TTS-1100 ℃, d TSS-1100 ℃, e TTS-1200 ℃, f TSS-1200 ℃, g TTS-1300 ℃, h TSS-1300 ℃.

EDS mappings of cross sections of scales grown on TTS and TSS samples tested at different temperatures.
On the other hand, for TTS samples, the middle layer (Al2O3) of the oxide layers of TTS did not connect well with the outer layer (TiO2) and the inner layer (TiO2 + SiO2 mixed layer) with the existence of faint cracks at 1000–1200 °C, which may be due to the lack of formation of a continuous Al2O3 passivation layer10. As a result, the inner oxide layer (TiO2 + SiO2 mixed layer) was significantly thicker compared to that of TSS, as shown in Figs. 11 and 12. The oxide layer thicknesses were 12 ± 0.5 μm, 19.8 ± 3.5 μm, and 33.8 ± 2.2 μm at 1000 °C, 1100 °C, and 1200 °C, respectively. For the TSS sample, at 1000–1200 °C, it can be seen that the Al2O3 layer was well bonded to the outer and inner layers, and no cracks were observed. The scale thicknesses were 7.9 ± 0.9 μm, 14.4 ± 1.2 μm, and 29.2 ± 2.4 μm at 1000 °C, 1100 °C, and 1200 °C, respectively.
At 1300 °C, no Al2O3 phase was connecting between the outer and inner layers, resulting in significant cracks separating the inner and outer layers in both samples. This is because Al rapidly diffuses outward at high temperatures to form Al2O3, which reacts with TiO2 to form Al2TiO5, at the same time, loses its protective effect on the substrate, leading to the violent oxidation of the samples. In addition, the thickness of the oxide layer of the TTS sample was lower than that of the TSS sample, which is consistent with the results in Fig. 6. In general, we can observe that higher oxidation temperatures lead to more rapid oxidation and thicker oxide layers.
Oxidation mechanism of texture Ti3(SiAl)C2
Based on the above analysis, the oxidation process of Ti3(SiAl)C2 was controlled by the inward diffusion of O and the outward diffusion of C, Ti, and Al, while Si was relatively immobile, which is in agreement with the results of the previous studies6,23. Therefore, the evolution of the microstructure of oxide scales and the atomistic model can be proposed to describe the formation mechanism of oxide scales on Ti3(SiAl)C2, as shown in Fig. 13.

Schematic illustration of the evolution of the microstructure of oxide scales and an atomistic model describing the formation mechanism of oxide scale on Ti3(SiAl)C2.
The microstructure and growth kinetics of the different oxide scales are related to the crystallographic orientation of the crystals, as mentioned above, and the exposed grains on TTS correspond mainly to (00l) planes, whose planes were formed mainly by MX layers (TiCx layers). But on TSS, most of the grains were (hko) planes, whose planes were formed by stacking MX layers and Si(Al)-Si(Al) atomic layers. As a result, TTS and TSS planes contain different Al contents. Moreover, Wang et al.24 investigated the thermal stability of Ti3AlC2 powders at low oxygen partial pressure. The results showed that Al underwent selective oxidation on Ti3AlC2 and Ti3AlC2 powder was partially transformed into non-stoichiometric TiCx and Al2O3, demonstrating the higher chemical activity of Al than other elements. For Ti3(SiAl)C2 material, the element Al can also be considered as an important element for the formation of the Al2O3 protective layer as a further oxidation-inhibiting layer.
For TTS samples, the (00l) plane was parallel to the oxide layer and the Si(Al)-Si(Al) atomic plane was perpendicular to the direction of Al diffusion, resulting in a slower diffusion of Al atoms from the (00l) plane to the oxide reaction layer, which had to penetrate the MX layer, thus making the growth of the Al2O3 layer more complicated and discontinuous. In contrast, for the TSS sample, the Si(Al)-Si(Al) atomic plane was parallel to the direction of Al diffusion, allowing rapid diffusion of Al atoms from (hko) plane to the oxide layer, which contributed to the formation of a continuous Al2O3 layer. Thus, the continuous Al2O3 layer can protect the TSS sample from further oxidation. Whereas, the low content of Al in the samples and the retarded diffusion of Al atoms in the TTS sample led to severe oxidation of the TTS sample.
From the above results, we can know that the element Al plays a very important role in the oxidation resistance of textured Ti3(SiAl)C2. Due to the low content of Al, the ease of its outward diffusion in TTS and TSS determines whether a continuous Al2O3 protective layer can be formed. Therefore, the texture affects the oxidation behavior of texture Ti3(SiAl)C2.
As for Ti3SiC2 without Al solid solution, however, its oxidation process was controlled by the inward diffusion of O and the outward diffusion of Ti and C, while Si was kept immobile. This process does not involve the ease of Si external diffusion. Therefore, we can infer that the effect of texture on the oxidation behavior of Ti3SiC2 is negligible.
Methods
Fabrication process
Textured Ti3(SiAl)C2 ceramic was prepared by a two-step sintering process. Firstly, Ti (~300 mesh, purity: 99.9%), Si (~300 mesh, purity: 99.9%), Al (~300 mesh, purity: 99.9%), and graphite (~300 mesh, purity: 99.99%) powders in a molar ration of 3:1:0.2:2 was used as the raw material for the fabrication of Ti3(SiAl)C2 powders. In this regard, a small amount of Si was substituted by Al to eliminate TiC impurities and improve its oxidation resistance6,25,26. All the elemental powders were placed in an agate ball mill jar and mixed uniformly by planetary ball milling. After ball milling, the mixed powders were placed in a graphite mold and compacted under a pressure of 3 MPa, followed by pressureless sintering at 1450 °C for 1 h in a flowing argon atmosphere. Subsequently, the as-prepared Ti3(SiAl)C2 was pulverized and ball milled for obtaining fine-grained Ti3(SiAl)C2 powders. The milling speed and time were 300 rpm and 24 h, respectively. Finally, the fine-grained Ti3(SiAl)C2 powders were sintered at 1300 °C for 20 min in a vacuum under 40 MPa using an SPS furnace. The SPS curves for Ti3(SiAl)C2 are shown Fig. 14.

SPS curves of textured Ti3(SiAl)C2.
Characterization
The phase compositions of the textured top surface (TTS), textured side surface (TSS), and oxide scales were characterized by XRD (Bruker D8, Germany). Cu-Kα radiation (k = 0.1542 nm) was adopted with a voltage of 40 kV, a current of 40 mA, and a scanning speed of 4◦/min. The degree of texture was evaluated by the Lotgering orientation factor, fL, which can be expressed as:27
For a- and b-axes orientations, the values of P and P0 correspond to the ratio \(\mathop {\sum }\nolimits^ I_{\left( {hk0} \right)}/\mathop {\sum }\nolimits^ I_{\left( {hkl} \right)}\), and for c-axis orientation, the values of P and \(P_0\) correspond to the ratio \(\mathop {\sum }\nolimits^ I_{\left( {00l} \right)}/\mathop {\sum }\nolimits^ I_{\left( {hkl} \right)}\), where \(\mathop {\sum }\nolimits^ I_{\left( {hko} \right)}\), \(\mathop {\sum }\nolimits^ I_{\left( {hkl} \right)}\), and \(\mathop {\sum }\nolimits^ I_{\left( {00l} \right)}\) were the sums of peak intensities of \(\left( {hko} \right)\), \(\left( {hkl} \right)\), and \(\left( {00l} \right)\) planes, respectively. P is from the texture sample and P0 is from the standard PDF card (74-0310) of Ti3(SiAl)C2.
The microstructure of the oxidized surfaces, cross-sections, and elemental distributions of textured Ti3(SiAl)C2 was observed using SEM (Supra 55, Zeiss, Oberkochen, Germany) equipped with EDS (Oxford Instruments, UK). The samples used for SEM analysis and EBSD (Supra 55, Zeiss, Oberkochen, Germany) observation were subjected to standard metallographic procedures, including cutting, grinding and polishing. In addition, the grain structure and the orientation map of the crystal texture were determined by EBSD. The scanning was performed in a hexagonal grid with a step size of 0.2 µm using an accelerating voltage of 20 kV. The sample was tilted by 70° during the EBSD acquisition. The grain boundaries are defined for misorientation angles greater than 5°. The data acquisition and processing were performed using Channel 5 software.
Oxidation tests
Before the oxidation test, the samples with dimensions of 8 × 8 × 2 mm3 were cut from the top and side of the textured Ti3(SiAl)C2 sample, respectively, and then sanded and polished. For the convenience of description, the top surface perpendicular to the compression direction is named TTS and the side surface parallel to the compression direction is named TSS. Regarding the oxidation test of the TTS sample, a pair of faces (8 × 8), perpendicular to the c-axis, accounted for 66.67% of the total area tested. While for the TSS sample, two pair faces (8 × 8, and 8 × 2), parallel to the c-axis, accounted for 83.3% of the total area tested.
The oxidation behavior of textured Ti3(SiAl)C2 was evaluated using vertical Setsys evolution microbalance (SETARAM, France) in flowing air at 1000–1300 °C for 10 h with a heating rate of 40 °C min−1. The mass change versus oxidation time was recorded continuously with software.
Data availability
The datasets generated and/or analyzed during the current study are available from the corresponding author on reasonable request.
References
Barsoum, M. W. The MN+1AXN phases: a new class of solids: thermodynamically stable nanolaminates. Prog. Solid State Chem. 28, 201–281 (2000).
Sokol, M., Natu, V., Kota, S. & Barsoum, M. W. On the chemical diversity of the MAX phases. Trends Chem. 1, 210–223 (2019).
Ramachandran, K., Carmine, Z., Yoshida, K., Tsunoura, T. & Jayaseelan, D. D. Experimental investigation and mathematical modelling of water vapour corrosion of Ti3SiC2 and Ti2AlC ceramics and their mechanical behaviour. J. Eur. Ceram. Soc. 41, 4761–4773 (2021).
Sun, Z., Zhou, Y. & Li, M. Oxidation behaviour of Ti3SiC2-based ceramic at 900-1300 °C in air. Corros. Sci. 43, 1095–1109 (2001).
Ji, Y. et al. High temperature oxidation resistance of Ti3SiC2 in air and low oxygen atmosphere. Int. J. Appl. Ceram. Tec. 14, 851–859 (2017).
Zhang, H. B., Zhou, Y. C., Bao, Y. W. & Li, M. S. Improving the oxidation resistance of Ti3SiC2 by forming a Ti3Si0.9Al0.1C2 solid solution. Acta Mater. 52, 3631–3637 (2004).
Zhang, Z. et al. Preparation and anisotropic properties of textured structural ceramics: A review. J. Adv. Ceram. 8, 289–332 (2019).
Hu, C. et al. Shell-like nanolayered Nb4AlC3 ceramic with high strength and toughness. Scr. Mater. 64, 765–768 (2011).
Li, X. et al. Oxidation and creep behavior of textured Ti2AlC and Ti3AlC2. J. Eur. Ceram. Soc. 42, 364–375 (2022).
Xu, L. et al. Effect of texture on oxidation resistance of Ti3AlC2. J. Eur. Ceram. Soc. 38, 3417–3423 (2018).
Xie, X., Yang, R., Cui, Y. Y., Jia, Q. & Bai, C. G. Fabrication of textured Ti2AlC lamellar composites with improved mechanical properties. J. Mater. Sci. Tech. 38, 86–92 (2020).
Li, X., Xie, X., Gonzalez-Julian, J., Malzbender, J. & Yang, R. Mechanical and oxidation behavior of textured Ti2AlC and Ti3AlC2 MAX phase materials. J. Eur. Ceram. Soc. 40, 5258–5271 (2020).
Lapauw, T., Vanmeensel, K., Lambrinou, K. & Vleugels, J. A new method to texture dense Mn+1AX ceramics by spark plasma deformation. Scr. Mater. 111, 98–101 (2016).
Duan, X. et al. Synthesis of high-purity, isotropic or textured Cr2AlC bulk ceramics by spark plasma sintering of pressure-less sintered powders. J. Eur. Ceram. Soc. 35, 1393–1400 (2015).
Hu, C., Sakka, Y., Grasso, S., Suzuki, T. & Tanaka, H. Tailoring Ti3SiC2 ceramic via a strong magnetic field alignment method followed by spark plasma sintering. J. Am. Ceram. Soc. 94, 742–748 (2011).
Wang, Q., Li, M.-H., Chen, G.-Q., Fu, X.-S. & Zhou, W.-L. Effects of texture orientation in Ti3SiC2 on growth kinetics of interfacial compound layers in diffusion bonded TiAl/Ti3SiC2 joints. J. Eur. Ceram. Soc. 41, 244–251 (2021).
Li, S., Song, G.-M. & Zhou, Y. A dense and fine-grained SiC/Ti3Si(Al)C2 composite and its high-temperature oxidation behavior. J. Eur. Ceram. Soc. 32, 3435–3444 (2012).
Smialek, J. L. Oxygen diffusivity in alumina scales grown on Al-MAX phases. Corros. Sci. 91, 281–286 (2015).
Zuber, A. et al. Towards a better understanding of the high-temperature oxidation of MAX phase Cr2AlC. J. Eur. Ceram. Soc. 42, 2089–2096 (2022).
Smialek, J. L. Kinetic aspects of Ti2AlC MAX phase oxidation. Oxid. Met. 83, 351–366 (2015).
Gao, N. F., Miyamoto, Y. & Zhang, D. On physical and thermochemical properties of high-purity Ti3SiC2. Mater. Lett. 55, 61–66 (2002).
Chen, J. X. & Zhou, Y. C. Effect of Si content on the oxidation resistance of Ti3Al1-xSixC2 (x⩽ 0.25) solid solutions at 1000–1400 °C in air. Oxid. Met. 65, 123–135 (2006).
Zhou, Y. C., Wan, D. T., Bao, Y. W. & Wang, J. Y. In situ processing and high-temperature properties of Ti3Si(Al)C2/SiC composites. Int. J. Appl. Ceram. Tec. 3, 47–54 (2006).
Wang, X. H. & Zhou, Y. C. Stability and selective oxidation of aluminum in nano-laminate Ti3AlC2 upon heating in argon. Chem. Mater. 15, 3716–3720 (2003).
Zheng, L.-L., Sun, L.-C., Li, M.-S. & Zhou, Y.-C. Improving the high-temperature oxidation resistance of Ti3(SiAl)C2 by Nb-doping. J. Am. Ceram. Soc. 94, 3579–3586 (2011).
Guedouar, B. et al. Oxidation behavior of Al-doped Ti3SiC2-20 wt.%Ti5Si3 composite. Ceram. Int. 47, 33622–33631 (2021).
Zhu, X. & Sakka, Y. Textured silicon nitride: processing and anisotropic properties. Sci. Technol. Adv. Mater. 9, 033001 (2008).
Acknowledgements
This work was supported by the National Natural Science Foundation of China (Grant No. 52071318) and the Fund of Science and Technology on Advanced Functional Composites Laboratory (Grant No. 6142906210305).
Author information
Authors and Affiliations
Contributions
G.Q.H. designed the experiments, analyzed the results, and wrote the paper. X.T.Z., W.T.W., K.M., and J.Z. contributed to the experiments of the TG, XRD, SEM, EBSD, and its data processing. M.S.L., C.S.L., and J.J.X. revised the paper. All the authors contributed to the interpretation of the experimental data.
Corresponding author
Ethics declarations
Competing interests
The authors declare no competing interests.
Additional information
Publisher’s note Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license, and indicate if changes were made. The images or other third party material in this article are included in the article’s Creative Commons license, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons license and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this license, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
He, G., Zhang, X., Wang, W. et al. Anisotropy oxidation behavior and mechanism of textured Ti3(SiAl)C2 ceramic. npj Mater Degrad 7, 19 (2023). https://doi.org/10.1038/s41529-023-00339-4
Received:
Accepted:
Published:
DOI: https://doi.org/10.1038/s41529-023-00339-4
