
Abstract
Ash emission in explosive silicic eruptions can have widespread impacts for human health, agriculture, infrastructure, and aviation. Estimates of the total grainsize distribution (TGSD) generated during explosive magma fragmentation underpins eruption models and ash dispersal forecasts. Conventionally, the TGSD constrained via erupted deposits is assumed to match the TGSD produced at explosive fragmentation. Here we present observations from within the vent of a recent rhyolitic eruption (Cordón Caulle, Chile, 2011–2012), demonstrating that fine (<63 μm diameter) and ultra-fine (<2.5 μm diameter) ash particles are captured and sintered to fracture surfaces, and thus sequestered in the shallow subsurface, rather than emitted. We establish a conceptual model—uniquely contextualised through a combination of syn-eruptive observations and detailed post-eruption field investigation—in which turbophoresis (particle migration towards zones of lower turbulence) and rapid sintering create an inverse relationship between particle size and the probability of its subsurface capture. Such size-dependent capture efficiency preferentially removes submicron-diameter ash from the erupted componentry, decoupling the erupted size distribution from magmatic source conditions and potentially playing an important role in modulating eruption dynamics.
Similar content being viewed by others

Introduction
Understanding the controls on silicic volcanic eruption style is a grand challenge in geoscience1. Silicic eruptions—and rhyolitic eruptions in particular—remain enigmatic, in part because very few such eruptions have been observed. While key observations of the preserved and variably eroded deposits of past eruptions have proved invaluable in our understanding of silicic eruptive dynamics2,3,4,5, recent eruptions at Chaitén (2008–2009) and Cordón Caulle (2011–2012), both in Chile, were witnessed directly and have allowed us to observe how rhyolitic eruptive processes proceed in real-time6,7,8,9. The blurred transition between explosive eruptions and subsequent lava effusion, together with evidence for shallow in-conduit reassembly and welding of pyroclastic debris, has led to a model in which effusive lava may be produced top-down from the products of the explosive phase2,10. This is consistent with the presence of sintering textures in all phases of a silicic eruption: obsidian pyroclasts and welded pumice in fall deposits11,12,13, tuffisites in volcanic bombs14,15,16, and partially sintered surfaces in the effusing lava itself2. This model raises questions about the poorly constrained structure of the uppermost conduit feeding the eruption as well as the relationship between emitted products and the at-depth source parameters.
Key to determining eruptive source parameters is the total grainsize distribution (TGSD) of erupted volcanic ash particles, which controls their subsequent transport and sedimentation17,18, related respiratory health hazards19, their preservation as geochronologically important tephra layers20, their geochemical reactivity21, and their use as indicators of the magnitudes of past volcanic events22,23,24. An important question remains: how does the TGSD of particles generated via subsurface fragmentation relate to the size distribution of particles emitted into the atmosphere and fed into plumes? Dispersal models assume an inverse relationship between particle size and mobility, with the smallest ash fraction found most distal to the vent due to its low settling velocity25, and larger clasts being constrained closer to the vent26. However, recent field observations demonstrate the existence of 0.1–100 µm variably sintered ash particles coating the fractures that provided pathways for ash emission2. The demonstrable capture of fine ash within the vent itself shows that a re-evaluation of microscale ash emission processes is necessary. In this study, we present microtextural data from within the Cordón Caulle vent, and build a conceptual model for the capture of an ultra-fine ash fraction within the shallow vent architecture. We further highlight implications of the fact that the emitted products of explosive fragmentation may be fundamentally decoupled from the eruption source parameters during silicic eruptions.
Results and discussion
In-vent observations from the 2011–2012 Cordón Caulle eruption
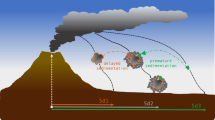
The 2011–2012 Cordón Caulle eruption (Fig. 1a) was initially characterised by a Plinian phase during which the ash plume reached >15 km height (Fig. 1b); this soon gave way to a ten-month-long hybrid explosive–effusive phase characterised by intermittent ash plumes, with synchronous lava effusion and explosive activity from a common vent27. Syn-eruption videography in January 2012 revealed near-continuous ash venting with sporadic Vulcanian blasts occurring from two highly-fractured ~50–80 m-diameter lava piles within a single coalesced, horseshoe-shaped tephra cone9. Ash plumes, 2–5 km high, emanated from clusters of sub-vents ranging from near-point sources to arcuate, 10–30 m-long fractures (Fig. 1c–e). Sub-vents exhibited variable transitions between quiescence, steam venting, dilute ash venting, and incandescent bomb emission over timescales of 1–10 s, with apparent correlations between separate sub-vent activity indicating their subsurface connectivity. Bombs exited the vent at ~100 m s−1, and largely fell within the tephra cone or on raised ground to the north and north east.

a Location of 1960 and 2011 eruptive vents; images from the Advanced Land Imager on NASA’s Earth Observing-1 (EO-1) satellite (18/8/2011 [left]; 13/1/2013 [right]). Satellite data courtesy of NASA’s Earth Observatory https://earthobservatory.nasa.gov/. b Plume height above sea level over time, from onset in July 2011 until May 2012 (see ref. 27). Onset of effusion (i.e. hybrid phase) is highlighted, as is the date of on-site observations shown in c–e. c–e Video frames recorded in January 2012 showing the main Cordón Caulle vent region. Arrows highlight discrete, semi-transient ash vents. f Vent region in 2014. g Detail of reddish veneer coating curviplanar ash-vent surface (see (f) for location). h As (g), detailing ash veneer on hackly lava surface.
Field investigation in January 2014, shortly following cessation of eruptive activity, allowed the correlation of the syn-eruptive observations of ash venting processes directly with specific structures within the vent (Fig. 1f–h). In particular, here we describe veneered surfaces of in-situ fracture planes (Fig. 1g, h), which are the surface expression of ash venting pathways active during the prolonged hybrid phase of the eruption. By January 2014, the vent areas consisted of fractured obsidian lava with ubiquitous red fracture surfaces (Fig. 1g, h). These—as with tuffisite structures found in the distal flowfield16—correspond to sub-vent structures observed in 2012 (Fig. 1c–e)9. They range from smooth, curviplanar surfaces extending over several meters to complex smaller-scale surfaces that follow pre-existing lava carapace cooling joints or wend between brecciated lava clasts (Fig. 1g). In-situ fracture surfaces display prominent, predominantly vertical grooves and impact marks (Fig. 1g), but negligible evidence for shear displacement. Surfaces are coated by variably sintered, fine-grained ash veneers, ranging from dense, red indurated layers to dusty pink/yellow coatings that thicken into surface hollows and appear to be vertically extensive into the lava. Veneers are several microns to millimetres thick (Fig. 1g, h) and contain embedded, angular larger crystalline lava clasts ≤10 cm across, themselves coated by a veneer of glassy ash.
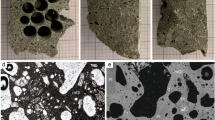
Four samples were analysed using scanning electron microscopy: AN1, AN2, CCTVAIP, and CCVP. Imagery of ash veneers reveals a diversity of particle morphologies, including vesicle-free, glassy ash shards and rounded fragments with grain diameters in the range 0.1–100 µm (Fig. 2a–c, e–g, i–k, m–o) and predominantly <1 µm (Fig. 2d, h, l, p). Ash morphologies range from angular (e.g. Fig. 2b, f, g, m), with conchoidal fracture surfaces, to near-spherical (e.g. Fig. 2e, j) and droplet-like with narrow necks between ash particles and other surfaces (Fig. 2c). In some cases, the ash particles are coalesced into smooth surface coatings (Fig. 2k, o). Clusters of strongly-sintered clasts ~10 µm across and aligned, millimetric pellet-like agglomerations that themselves consist of finer-grained ash. Pellets are aligned parallel to the ropy texture conspicuous on many surfaces (Fig. 2a). A thin outer layer of coarser clasts commonly adheres to hollows in the strongly-sintered ash veneer, whereas some veneer-free surfaces instead display scouring. We interpret these textures as representing varying degrees of sintering28,29, which is most progressed in the finest-grained coating material where there is near-complete inter-particle porosity destruction29 and where smooth surface coatings result (Fig. 2n, o). Larger particles, pellets, and aggregates are less well sintered with incipient necks representing only the early stages of sintering29 (Fig. 2c, e). We infer the scouring to represent a combination of mechanical abrasion and corrosion of glass. As well as necking (Fig. 2c), other evidence points to the veneers being composed of a continuum of variably sintered particles adhered to a competent substrate: in Figs. 2b, 2e, for example, discrete particle shapes (platy and near-spherical, respectively) can be clearly observed, suggesting the earliest stages of contact sintering. In Fig. 2k, adjacent particles exhibit different stages of welding onto a larger grain. In Fig. 2o, the tumulus-like lumps (highlighted) represent the advanced stages of droplet sintering to a planar substrate.

a–c SEM images of fracture-wall surface textures in sample AN1. Ropy textures are highlighted in a; evidence of neck formation highlighted in c. d Cumulative distribution (cdf) of particle diameters \(d\), compared with a lognormal function \(\left[1+{{{{{\rm{erf}}}}}}\left({{{{{\rm{ln}}}}}}\;x-\left\langle x\right\rangle /\sigma \sqrt 2\right)\right]/2\) defined by the mean \(\left\langle x\right\rangle\) and standard deviation \(\sigma\) of the logarithm of the data \(x\). Density distribution of particles shown as \(\left\langle x\right\rangle\) (vertical tick) and 2\(\sigma\) range (horizontal line). Inset shows the mass proportion (assuming spherical particles and homogeneous melt density) of particles greater than a given diameter. e, g Microtextures observed in sample AN2. h As (d), for sample AN2. i–k Microtextures in sample CCTVAIP. Near-spherical particle is highlighted in (j). In (k), arrows indicate both angular fragment and well-sintered particle adhered to larger clast. l As d, for sample CCTVAIP. m–o Microtextures in sample CCVP. Discrete angular fragment highlighted in m. Remnants of sintering highlighted in o. p As (d), for sample CCVP.
Despite the variety of microtextures observed across the four samples (Fig. 2), including angular fragments such as highlighted in Fig. 2m, energy dispersive X-ray (EDX) analysis indicates that the veneers are broadly homogeneous in composition, revealed by elemental mapping (Fig. 3a–c) and point analyses (Fig. 3d–h). Angular fragments (Fig. 3d, f) are largely indistinguishable from more rounded and fluidal particles (Fig. 3g, h); the substrate (Fig. 3d, e) appears relatively depleted in mobile cations (Na, Al, K) relative to the variably sintered particles. The lack of additional elements such as S (which would be manifest as a peak in counts ~2.3 kEv) indicates that the particles are rhyolitic glass, with a minor plagioclase component consistent with phenocryst populations, but with no evidence of mineral precipitation. Additional EDX data are provided as Supplementary Information.

a, b Energy-dispersive X-ray spectroscopy (EDX) element maps of sample CCTVAIP, with Si, O, and additional elements overlain on an SEM image. c As (a), for sample CCVP. d Point EDX analyses for sample CCVP, with spectra for points s1–s4 (the substrate) shown in e, and points s5–s10 (discrete particles) in f. Peaks for C, O, Na, Al, Si, and K are highlighted. Note white box showing area of Fig. 2m. g As (d), for sample CCTVAIP. Spectra for points s11–s14 are shown in h.
Capture and sticking of volcanic droplets
The observation of variably sintered fine-ash veneers coating the margins of what were active ash-venting pathways can be described in the context of our current understanding of silicic explosive-effusive transitions2,14. Here, we distil three starting observations that can be used to underpin a description of the dynamics that form the observed ash-veneers, and help us to interpret their significance for eruptions. First, ash must have been generated down to the ultra-fine, sub-micron particle sizes observed in the sintered veneers (Fig. 2): in Fig. 4a, we plot the distribution of the particle radii, which range from 5.35 \(\times {10}^{-8}\) to 2.96 \(\times {10}^{-6}\) m, with a mean of 3.47 \(\times {10}^{-7}\) m. Second, the particles must have been transported in a gas-ash dispersion (observed in ash-laden jets during the eruption and feeding the intermittent gas-ash plumes that characterise the hybrid explosive-effusive eruptive style; Fig. 1c–e). Third, the fine particles must have sintered rapidly to the fracture walls without rebounding or being re-entrained into the bypassing flow. From these observations, we posit that the grainsize of the material in the sintered surface deposits—extremely fine when compared with fall deposits derived from the same eruptive phases30,31—governed their preferential capture and sintering to the surface. This in turn requires an exceptional flow and depositional environment that would have fostered fines being preferentially transported to the walls and sequestered in the boundary layer flow at the wall, despite there being proximal and simultaneous high-energy flows capable of transporting larger particles beyond the walls and into the erupting plume. We use these conceptual starting points to underpin a scaling analysis of the transport and deposition regimes involved in order to gain insight in to the timescales and mechanisms involved.

a Histograms of particle radius R (shown as frequency counts f) for 4 samples shown in Fig. 2, and the amalgamated data (“All”). Mean and 2\(\sigma\) range is shown for combined data. b Stokes number regimes for a 0.01 m wall-bounded flow as a function of velocity and particle radius. The different regimes are delineated according to the maximum and minimum eddy sizes in the flow (\({\lambda }_{O}\) and \({\lambda }_{K}\), respectively). c Weber–Ohnesorge plane for the range of particle sizes, droplet density, surface tension, viscosity, and velocity (see text). The four regimes are: I (inertial impact–driven); II (inertial capillary–driven); III (viscous capillary–driven); IV (viscous impact–driven)43. At \(\left\langle u\right\rangle \sim 100\) m s−1, We\(\gg 1\); at \(\left\langle u\right\rangle \sim 10\) m s−1, We\(\sim 1\).
The first question is whether or not particles in turbulent flow (see Methods) will contact the wall, or be transported through the fracture without interacting with the wall. The characteristic timescale of motion of a particle of diameter \(d\) in a flow is \({\lambda }_{p}=\rho {d}^{2}/(18{\mu }_{f})\), where \(\rho\) is the particle density and \({\mu }_{f}\) the dynamic viscosity of the carrier phase. The response of the particle to flow turbulence is described by the Stokes number St, which is the ratio of \({\lambda }_{p}\) to a characteristic fluid timescale \({\lambda }_{f}\), in turn a function of a given eddy size and velocity within the flow. Therefore, \({{{{{\rm{St}}}}}}=\rho {d}^{2}/(18{\mu }_{f}{\lambda }_{f})\) where \({{{{{\rm{St}}}}}} \; \gg \; 1\) represents particles that are not well-coupled to the flow and may impact the walls. The Stokes number also correlates with the organisation of particles within an eddy, controlling their local concentration or dispersal as a function of their size32.
We can place bounds on the maximum and minimum eddy sizes possible in turbulent flow as corresponding to either the fracture aperture L (upper bound) or the Kolmogorov lengthscale \({\delta }_{K}\) (lower bound), respectively. First, the upper bound on the maximum eddy size is associated with a maximum fluid timescale \({{\lambda }_{f}=\lambda }_{O}=L/\left\langle u\right\rangle\), where \(\left\langle u\right\rangle\) is the mean velocity of the flow. Second, the minimum eddy size is associated with the Kolmogorov timescale \({\lambda }_{f}={\lambda }_{K}=\sqrt{\nu /\varepsilon }\), where \(\nu\) is the kinematic viscosity of the fluid, \({\varepsilon=\nu }^{3}/{\delta }_{K}^{4}\) is the average rate of dissipation of turbulence kinetic energy per unit mass, and \({\delta }_{K}=\nu /\langle u\rangle\). At high Reynolds number (Methods), turbulence generates eddies from the scale of \({\delta }_{K}\) to L, meaning that there exists a range of potential St associated with any given particle size, depending on the eddy size local to the particle. In \(u\)-\(R\) space (Fig. 4b), we can delineate three regimes of particle response to turbulent flow: St \(\gg \; 1\), wherein particles cross streamlines and may impact walls; St \(\ll \; 1\), wherein particles follow streamlines; and St ~1, wherein particles will tend to concentrate (cluster) at the periphery of eddies, potentially decoupling from the gyratory flowpath33 (Fig. 4b). In detail, the condition St = 1 may be met depending on the eddy size (between \({\delta }_{K}\) and L). In Fig. 4b we plot these regimes for the fracture width L = 0.01 m measured in the vent at Cordón Caulle. The unshaded region indicates the range of \(\left\langle u\right\rangle\) and \(R\) where it is possible for St to equal 1 (dependent on eddy size): outside this region, St must be lower than unity (below the \({{{{{\rm{St}}}}}}={\lambda }_{p}/{\lambda }_{K}\) line) or greater than unity (above the \({{{{{\rm{St}}}}}}={\lambda }_{p}/{\lambda }_{O}\) line). Notably, the St ~1 regime corresponds well with the observed particle size distribution at velocities of the order of \(\left\langle u\right\rangle\) (Fig. 4a). Experiments and simulations illustrate that when St \(\sim 1\), non-uniform particle distribution is observed32,33. The fact that the observed grainsize distribution falls within the range whereby St ~1 suggests that this size fraction in particular is dynamically decoupled from the carrier phase and will cluster in the flow. Particles that are not large enough to be on truly ballistic trajectories \(({{{{{\rm{St}}}}}} \; \gg \; 1)\) and not small enough to follow the smallest eddy flows in an effectively passive manner \(({{{{{\rm{St}}}}}} \; \ll \; 1)\) exhibit a particular tendency to migrate from regions of high turbulence to low-turbulence-intensity regions34,35 via a phenomenon termed turbophoresis. Turbophoresis serves to segregate particles axially toward the wall region, and is facilitated by a viscous boundary layer at the wall that in turn arises from the velocity differential between \(\left\langle u\right\rangle\) and \({u}_{T}\) (the boundary friction velocity36; see Methods). We observe a diversity of particle shapes in our samples (Fig. 2); however, we do not account for this explicitly, as recent research suggests that while particle shape has a large effect on particle velocity and rotational dynamics, it has comparatively little effect on translational dynamics (i.e. movement from the centreline to the wall)37.
Having determined that a portion of the particles are at \({{{{{\rm{St}}}}}} \; > \; 1\) and can undergo a particle-wall interaction, we now determine the dynamics of that interaction by considering the particles—at magmatic temperatures—to effectively be viscous droplets. At the droplet scale, isothermal dynamics can be characterised by the Eötvös, Ohnesorge, and Weber numbers (Eo, Oh, and We, respectively, see Methods). Taking a representative value of surface tension \(\Gamma=\) 0.36 \({{{{{{\rm{N\; m}}}}}}}^{-1}\) for degassed volcanic particles38,39,40, characteristic particle radii R of order \({5.35\times 10}^{-8}\le R\le 2.96\times {10}^{-6}\) m (Fig. 4a) yield Eo \(\ll\) 1, indicating that the effect of body forces arising from gravity are negligible. In addition, \({{{{{\rm{Oh}}}}}} \; \gg \; \sqrt{{{{{{\rm{We}}}}}}}\) for temperature-dependent droplet viscosity \(\mu\)(T) of 1.56 \(\times {10}^{8}\) Pa s [refs. 41,42], where T = 900 °C is assumed to be a representative magmatic temperature based on geothermometry41. Taking \(\left\langle u\right\rangle=100\,{{{{{\rm{m}}}}}}\,{{{{{{\rm{s}}}}}}}^{-1}\) to be the characteristic exit velocity of particles based on image velocimetry9 and \({u}_{\theta }\) to be the impact angle–scaled velocity (Methods), We is typically >1. In Fig. 4c we plot upper and lower bounds on the Oh-We plane43. The majority of feasible values plot in regime IV, in which the force driving the impact droplet-wall interaction is the impact force itself, capillary forces at the contact line of the droplet are negligible, and the force resisting the impact interaction arises from the viscosity of the droplet. Consequently, we can establish the characteristic timescale of the droplet-wall interaction as \({\lambda }_{d}=\mu {\left(\rho {u}_{\theta }^{2}\right)}^{-1}\), where \(\rho\) is droplet density44.
Finally, we address whether or not a particle can sinter on the timescale available in the interaction. To assess this, we appeal to the observation that in all droplet-wall interactions reproduced experimentally, interaction will result in sticking if the droplet is viscous at the time of impact43,45. As more droplets interact and stick, the sintering process that creates a less porous and stronger deposit layer (i.e. the “porosity destruction” inferred above) is governed by the timescale for particle viscous sintering—driven by surface tension at the interface of the particles46—and is \({\lambda }_{\Gamma }=R\mu /\Gamma\), yielding timescales ~55–1104 s. These values are similar to the interaction times \({7\le \lambda }_{d}\le 647\) s for \({100\ge u}_{\theta }\ge 10\) m s−1, and are also generally within the timescale of ash-jetting episodes (seconds to tens of seconds9). We note that any nonzero pressure differential acting on the droplets in excess of the gas pressure will serve to accelerate the sintering process2,28,29. Recent work has shown that small rhyolitic ash particles (R~ 10−6 m and smaller) will sinter more readily than larger particles, despite a smaller size fraction being more thoroughly degassed at the Earth’s surface and therefore having a higher viscosity2.
It is compelling that the sintering timescale is generally less than the droplet-wall interaction timescale (i.e. \({\lambda }_{\Gamma }\le {\lambda }_{{{{{{\rm{d}}}}}}}\)); however, we highlight that this is not a strictly necessary condition for droplets to stick to the wall in this system: molten silicic droplets will, in all likelihood, stick when interacting with a hot surface43,45. This means that \({\lambda }_{{{{{{\rm{d}}}}}}}\) is therefore indicative of the initial stick and spread dynamics. As more droplets stick and accumulate a surface deposit, the sintering time \({\lambda }_{\Gamma }\) becomes more relevant, revealing the most conservative time required for the deposit to densify to a non-porous state. In Fig. 2, it is clear that particles have variably undergone full sintering (cf. Fig. 2b, j), and that where individual particles can be seen, they have only variably spread onto the substrate they adhere to. This is consistent with our finding that \({\lambda }_{\Gamma }\) and \({\lambda }_{{{{{{\rm{d}}}}}}}\) are predicted to be of a similar order of magnitude, and implies that different regions of these surfaces are likely to be at different temperatures, accounting for the observed variability in texture. Both \({\lambda }_{\Gamma }\) and \({\lambda }_{{{{{{\rm{d}}}}}}}\) have a linear dependence on the droplet viscosity, such that any syn-eruptive cooling during transport that would serve to increase these timescales, would do so proportionally to both.
Particle organisation and entrapment could be enhanced by electrostatic forces47,48, particle-dispersion heating by any particle-particle and particle-wall friction at high particle volume fractions, the growth of viscous boundary layers during waning flow, and large wall asperities that host low velocity eddies. Taken together, this analysis demonstrates (1) the turbulent motion of the carrier phase should migrate fines towards the fracture/conduit walls, in particular (2) those particles within the \({10}^{-8}\le R\le {10}^{-5}\) m range are most likely to decouple from the carrier phase and subsequently impact the walls and interact, and (3) that interacting particles can stick and sinter. Critically, our analysis highlights that the small grainsize is the key parameter at each step of preferential segregation, transport, and sticking (Fig. 5b).

a Compiled data in this study reflect a captured in-conduit fine ash fraction, characterised by a mean (as-measured) diameter d of 9.94 \(\times {10}^{-7}\) m. For each dataset, best-fit lognormal curves have been overlain. Distribution assumed by Reckziegel et al.31 are approximately unimodal and described by mean of d = 3.10 \(\times {10}^{-4}\) m (based on lognormal assumption of the ash mass fraction). Data of Costa et al.30, reconstructed from field data, are bimodal, described by lognormal peaks at d = 1.34 \(\times {10}^{-5}\) and d = 5.39 \(\times {10}^{-3}\) m. Mean and \(\pm 2\sigma\) range are highlighted for data of this study and ref. 31; these values are shown for each of the peaks of ref. 30. Note different bin size and y axes between panels. b In-conduit processes summarised schematically. Magmatic particles are transported in a gas phase at a mean velocity of \(\langle u\rangle\). Flow turbulence results in clustering and decoupling of particles (1) of St \(\ge 1\) from the eddy motion, in addition to turbophoresis (2) which results in elevated concentration of particles at the wall. Particles may then impact the wall (3) at velocity \({u}_{\theta }\)—dependent on \(\theta\)—then sinter rapidly (4). c Energetic fragmentation within the conduit generates a population of both fine and coarse particles; due to the processes outlined in b, the relatively fine fraction is preferentially captured at the walls of ash vents; the emitted ash therefore predominantly reflects the coarser fraction of the original population. Conceptual model of the shallow subsurface depicted in c is from the so-called cryptic fragmentation model for silicic hybrid and effusive eruptions described in ref. 2. Scales are approximate, as the crater—and presumably the conduit—diameter and morphology changed throughout the course of the eruption.
Grain size fractionation
In this work, we show that fine volcanic ash particles have stuck to fracture planes during ash venting, and were therefore captured and sintered while capable of viscous deformation. It is small particles at the low end of the high-Stokes-number regime that will be preferentially transported by turbophoresis and therefore sintered to the walls; as such, fine particles are fractionated from the TGSD prior to eruption into the plume. TGSD is used as a window into pre- and syn-eruptive fragmentation49, and to directly infer sub-surface magmatic processes30. Conventionally, reconstructed TGSDs inform—albeit indirectly—the mechanisms, efficiency, and depth of magma fragmentation and the total explosive energy release50,51,52. Moreover, TGSDs are used to determine initial tephra size distributions, a critical source term for ash dispersal models30,53. Fundamentally, such estimates rely on the basic assumption that reconstructed TGSDs are directly related to these source parameters; however, secondary processes may modify the size distribution of primary fragmentation products13. The TGSD from the Córdon Caulle 2011 eruption has been reconstructed or otherwise estimated by various methods17,30,31. These estimates differ, both in terms of range and modality (Fig. 5a); importantly however, there is little overlap with the size distribution associated with the features of this study. The fine ash fraction observed here therefore reflects more energetic fragmentation50 than the relatively larger fraction captured by post-emplacement approximations (Fig. 5c), which cannot fully capture the energetics or mechanics of fragmentation at depth both due to fine-ash entrapment within the conduit, and to syn- and post-eruption processes including aggregation, winnowing, and remobilisation54. The exponential nature of hydrodynamic fragmentation models means that extrapolating to submicron scales yields implausibly high fragmentation energies. Primary generation of fine and ultra-fine ash must therefore be the result of a brittle fragmentation mechanism, for which there is no generally accepted theory50. It is our hope that future generations of fragmentation models account explicitly for the potential generation of submicron-scale particles.
The capture and sintering of particles in the volcanic sub-surface has recently been suggested as a mechanism to assemble silicic lava bodies2,14 as a whole. A tantalising implication of this model is that the process of within-conduit sticking and sintering is volumetrically significant relative to the whole erupted volume, and may mean that the fines production at depth (1) is volumetrically substantial, and (2) represents a significant proportion of the explosive energy50. The downstream implication is that the fragmentation energy may be higher than can be predicted by observations of grain sizes in fall deposits—reinforced by recognition that many silicic pumice clasts are in fact sintered agglomerates13,55. Other processes—including shear or abrasion mechanisms56,57 and related in-conduit comminution processes58—act to divorce grain size distributions from the magmatic source conditions, increasing the fines proportion relative to the size distribution produced at true magmatic fragmentation at depth. By contrast, the process we invoke to explain our observations acts in the opposite direction, sequestering fine grains and leaving a relatively coarser grain size distribution to erupt in the plume than that produced at magmatic fragmentation (Fig. 5c). Note that—unlike TGSD modification driven by post-emplacement agglutination (proposed for Hawaiian-style basaltic systems59)—we anticipate in-conduit turbophoresis and sintering to be one of the earliest operative syneruptive processes due to the colocation of the fragmentation and particle migration mechanisms. In concert, these effects may strongly decouple the erupted pyroclast and ash size distribution from the magmatic source conditions.
Implications for silicic eruption dynamics
The Cordón Caulle eruption allowed the observation of contemporaneous explosive and effusive behaviour, a phenomenon which has since been interpreted as a product of continued in-conduit explosive fragmentation16 and variable reaggregation of clasts via sintering2. Our data further support this hypothesis. The measured size distribution is indicative of highly efficient fragmentation51,60 and means that these ashy veneers record fragmentation processes at Cordón Caulle that are not captured through existing TGSD reconstructions (Fig. 5a). It is likely that energetic magmatic fragmentation was sustained throughout the hybrid phases of the Cordón Caulle eruption2, with in-conduit organisation and sintering effectively removing the evidence of this process from the erupted componentry. This is supported by evidence of ash-coated fracture planes distal to the main vent (Fig. 6e). In order to fully capture the dynamics of hybrid silicic volcanism—critical to hazard mitigation—models of eruptive activity must couple the influence of continuous, energetic fragmentation and the preferential in-conduit entrapment of ultrafine ash.

a–c SEM images of sample CC1960, collected from Cordón Caulle 1960 CE eruptive vent. In c, both near-spherical and angular particles can be observed. d Particle size distribution for sample CC1960, as in Fig. 2. e Detail of veneered fracture surface distal from the main vent at Cordón Caulle. Arrows highlight millimetric-to-centimetric clasts sintered to the fracture surface. Marker pen is ~14 cm. f Schematic interpretation of e, indicating laterally juxtaposed zones that had experienced various primary operative processes during emplacement (turbophoresis, sintering, crystallisation/textural maturation). Note that a planar fracture conduit geometry facilitates this ordering of textural zones, resulting in a local time-transgressive sequence of lava production. g Detail of a veneered fracture surface at Little Glass Mountain (Medicine Lake volcano, northern California). Reddish ash-coated surface is highlighted by the arrows. Inset shows ash-coated surface in context of exposed fracture plane.
There is mounting evidence that silicic eruptions are characterised by explosive fragmentation and variable in-conduit re-aggregation of magma2,3,11,13; the fact that the vent “nozzles” examined here preserve evidence of essentially the same processes—including the formation of variably sintered particle clusters (e.g. Fig. 2o)—suggests that these mechanisms may be self-similar across spatial scales. We show that particle capture and sticking are functions of conduit or fracture width, which may itself evolve as the walls are progressively coated with a sequestered ash fraction. A key implication of this model is that the transport of ash from its fragmentation source to the vent not only modifies the subsequent recorded componentry, but may in fact directly influence eruptive dynamics by altering variables such as conduit width, particle density, and bulk viscosity. In addition, our model predicts that gradual waning of vent flux (i.e. a decrease in \(\left\langle u\right\rangle\): Fig. 4b) may facilitate the capture of a progressively larger size fraction—as observed elsewhere in the flowfield (Fig. 6e)—potentially to the point of occluding the fracture entirely. Figure 6e (interpreted in Fig. 6f) illustrates that the walls of actively venting fractures are the sites of particle capture, sintering, and ultimate densification of ash into coherent lava. This process may be efficient and operate over quick enough timescales to create zones of accretionary lava at the margins of vents (Fig. 6e, f). We have focussed here on ash-coated nozzle structures at the main 2011 vent of Cordón Caulle; we note, however, that not only do comparable features exist throughout the flowfield (Fig. 6e), comparable microtextures (Fig. 6a–c) and particle size distributions (Fig. 6d) are revealed by samples from the 1960 eruptive vent (Fig. 1a). Notably, sample CC1960 exhibits clear sintering textures, including a transition from densely packed partially welded samples (both spherical and angular: Fig. 6c) to a fully cohesive sintered surface (Fig. 6a, b). Finally, we highlight that these textures exist at other rhyolitic volcanoes: Fig. 6g shows evidence of similarly veneered fracture surfaces at Medicine Lake volcano (USA). This fact suggests that the processes described are ubiquitous throughout rhyolitic systems and occur throughout hybrid activity—even in the earliest stages. Considering post-fragmentation processes in terms of a hot, particle-laden (i.e. dusty) gas flow thus represents a frontier in silicic eruption modelling.
Methods
Plume height
Measurements of plume height were collected by El Servicio Nacional de Geología y Minería (SERNAGEOMIN) and Observatorio Volcanológico de los Andes del Sur (OVDAS)27.
Videography
Activity was recorded in January 2012 using a Canon XF105 video camera at 25 FPS in visible light mode. For further details, the reader is referred to ref. 9.
Microscopy and grainsize analysis
Scanning Electron Microscope (SEM) images were collected at the University of Liverpool, with a Philips XL30 tungsten filament SEM used on carbon-coated standard petrographic thin sections, and at Lancaster University Chemistry department with a JEOL JSM-7800F SEM. The grain sizes discussed here are generally too small for many conventional analyses. In order to determine a grain size distribution, the semimajor grain axis from representative 2D SEM images were manually measured with ImageJ. These diameters were converted to a mass distribution by assuming a spherical particle geometry, with melt density as defined previously. We note that volume (and thus, mass) estimates are approximate, due to the variability in particle morphology, which cannot be accurately determined in two dimensions. Mass distributions are used illustratively, and the measured grain diameters are instead used in any further analyses. As we use the semimajor axis, particle diameters are nominally maxima, notwithstanding their extension in 3D. All particle size data shown in Fig. 2d, h, l, p were obtained at 4000–4300\({{{{{\boldsymbol{\times }}}}}}\) magnification, and all data in Fig. 6d at 3700–4300\({{{{{\boldsymbol{\times }}}}}}\) magnification: annotated SEM images are provided as Supplementary Fig. 1. The number and size of particles that can be classified in this way is dependent on image size and resolution; accordingly, in order to ensure the total particle population was appropriately and representatively sampled, we also measured particles using a wider range of magnifications. Decreasing and increasing the magnification to 500\(\times\) and 10,000\(\times\), respectively, did not appreciably affect the fraction of largest or smallest particles observed. We obtain log-normal particle size distributions for each sample, indicating that we are capturing a full distribution. Altogether, we show data from 1467 measured particles.
Geochemical analysis
Energy dispersive X-ray spectroscopy (EDX) was used to create element maps of thin-sections of samples CCTVAIP and CCVP. In addition, 14 point analyses were also performed on the samples, in order to target the substrate material and particles of varying morphology. EDX maps are provided as Supplementary Figs. 2–5.
Dimensionless regime calculation
Flow turbulence in a wall-bounded particle-laden gas flow is characterised by the Reynolds number Re \(=\left\langle u\right\rangle L/\nu\), where \(\left\langle u\right\rangle\) is the mean velocity of the flow, L a characteristic lengthscale (in this case the fracture width), and \(\nu\) the kinematic viscosity of the fluid. In flow through a slot geometry, fully developed turbulence is expected when \({{{{{\rm{Re}}}}}}\ge 2900\) [ref. 36]. Given estimates of \(\left\langle u\right\rangle\) ~100 m s−1 [ref. 9], \(0.01 \ < \ L \ < \ 1\) m [e.g. refs. 61, 62], and \(\nu \, \left(T\right)=\)1.4 × 10−4 m2 s−1, gas venting through fractures during the Cordón-Caulle eruption can be assumed to be highly turbulent (\(7.14\times {10}^{3} \; \lesssim \; {{{{{\rm{Re}}}}}} \; \lesssim \; 7.14\times {10}^{5}\)).
At the droplet scale, isothermal dynamics can be characterised by the Eötvös (Eo), Ohnesorge (Oh), and Weber (We) numbers. Eo defines the ratio of gravitational and surface tension forces: Eo = \(\rho g{R}^{2}/\Gamma\), where \(\rho\) is droplet density, \(g\) is gravitational acceleration, \(R\) is the particle radius (d/2), and \(\Gamma\) is interfacial tension at the wall. Oh characterises the relative importance of viscous and inertial forces arising from capillary flow: Oh = \(\mu /\sqrt{\rho \Gamma R}\), where \(\mu\) is droplet viscosity. Weber number We scales the effects of inertia and surface tension forces: We = \(\rho R{u}_{\theta }^{2}/\Gamma\), where \({u}_{\theta }\) is the relative droplet velocity, here scaled by the impact angle \(\theta\) such that \({u}_{\theta }={{\cos }}\theta \langle u\rangle\). Note that for a uniform distribution of potential impact angles \(0 \; < \; \theta \ < \ \pi\), 50% of \({u}_{\theta }\) will be 87 m s−1 or greater: only at very high ‘glancing’ impact angles does \({u}_{\theta }\) approach zero. We \(\gg\)1 and We \(\ll\) 1 denote the inertial and capillary fields respectively; for Oh, the critical value is given by \(\sqrt{{{{{{\rm{We}}}}}}}\) such that \({{{{{\rm{Oh}}}}}} \; \gg \; \sqrt{{{{{{\rm{We}}}}}}}\) and \({{{{{\rm{Oh}}}}}} \; \ll \; \sqrt{{{{{{\rm{We}}}}}}}\) denote the viscous and inertial fields, respectively43. We note that droplet splashing can occur in regime I, and is typical of low viscosity droplets such as produced at basaltic eruption conditions (cf. ref. 63), and/or very high impact velocities.
Boundary layer thickness calculation
In the region of fluid adjacent to the wall, there is a sub-layer in which the velocity of the bypassing fluid drops to lower values compared with the centre-line velocity. In order to assess the extent to which this sub-layer is laminar and represents a viscous boundary layer of appreciable thickness, we scale the dimensionless normal distance from the wall as \(\bar{y}=y{u}_{T}/\nu\), where \(y\) is the dimensional wall-normal direction, and \({u}_{T}\) is the boundary friction velocity36. To a first-order approximation, the viscous sub-layer occurs at \(\bar{y} \; < \; 10\), a region in which the velocity profile is approximately linear \(u\left(y\right)=\bar{y}{u}_{T}\) (ref. 36). This scaling implicates \({u}_{T}\) as the key unknown, and while the standard scaling is \({u}_{T}=\sqrt{{\tau }_{w}/{\rho }_{f}},\) where \({\rho }_{f}\) is the fluid density, this still leaves \({\tau }_{w}\) as an unknown36. Instead, we use the approximation \({u}_{T} \; \approx \; 0.05\left\langle u\right\rangle\) for fully developed turbulence, which implies that the thickness of the region at \(\bar{y} \; < \ 10\) is at \({y}_{v}=200\nu /\left\langle u\right\rangle\). Given the bounds on \(\left\langle u\right\rangle\) and \(\nu\) used earlier, this results in a minimum viscous boundary layer of thickness \({y}_{v} \; \approx \; 2.8\times {10}^{-4}{{{{{\rm{m}}}}}}\). This is larger than both the surface roughness lengthscale, and the particle sizes observed at the surface (Fig. 2), implying that the flow in this region will be hydraulically smooth. We note that this simple scaling implies that \({y}_{v}\propto {\left\langle u\right\rangle }^{-1}\), for which waning flow velocities would result in thicker boundary layers and more opportunity for particle entrainment and capture.
Data availability
All data generated in this study are provided at the following repository: https://github.com/jifarquharson/cordon-caulle-ash-vents/, archived via Zenodo: Jamie Farquharson. (2022). jifarquharson/cordon-caulle-ash-vents: (v1.0). Zenodo. https://doi.org/10.5281/zenodo.6815907. Additional SEM images and EDX element maps are provided as Supplementary Information.
Code availability
Python code used to analyse and plot data are provided in a Jupyter Notebook at the following repository: https://github.com/jifarquharson/cordon-caulle-ash-vents/, archived via Zenodo: Jamie Farquharson. (2022). jifarquharson/cordon-caulle-ash-vents: (v1.0). Zenodo. https://doi.org/10.5281/zenodo.6815907.
References
Cassidy, M., Manga, M., Cashman, K. & Bachmann, O. Controls on explosive-effusive volcanic eruption styles. Nat. Commun. 9, 2839 (2018).
Wadsworth, F. B., Llewellin, E. W., Vasseur, J., Gardner, J. E. & Tuffen, H. Explosive-effusive volcanic eruption transitions caused by sintering. Sci. Adv. 6, eaba7940 (2020).
Black, B. A., Manga, M. & Andrews, B. Ash production and dispersal from sustained low-intensity Mono-Inyo eruptions. Bull. Volcano. 78, 57 (2016).
Berlo, K. et al. Element variations in rhyolitic magma resulting from gas transport. Geochimica et. Cosmochimica Acta. 121, 436–451 (2013).
Cabrera, A., Weinberg, R. F., Wright, H. M. N., Zlotnik, S. & Cas, R. A. F. Melt fracturing and healing: a mechanism for degassing and origin of silicic obsidian. Geology 39, 67–70 (2011).
Tuffen, H., James, M. R., Castro, J. M. & Schipper, C. I. Exceptional mobility of an advancing rhyolitic obsidian flow at Cordón Caulle volcano in Chile. Nat. Commun. 4, 2709 (2013).
Farquharson, J. I., James, M. R. & Tuffen, H. Examining rhyolite lava flow dynamics through photo-based 3D reconstructions of the 2011–2012 lava flowfield at Cordón-Caulle, Chile. J. Volcanol. Geotherm. Res. 304, 336–348 (2015).
Castro, J. M. & Dingwell, D. B. Rapid ascent of rhyolitic magma at Chaitén volcano, Chile. Nature 461, 780–783 (2009).
Schipper, C. I., Castro, J. M., Tuffen, H., James, M. R. & How, P. Shallow vent architecture during hybrid explosive–effusive activity at Cordón Caulle (Chile, 2011–12): Evidence from direct observations and pyroclast textures. J. Volcanol. Geotherm. Res. 262, 25–37 (2013).
Tuffen, H. et al. Mid-loaf crisis: Internal breadcrust surfaces in rhyolitic pyroclasts reveal dehydration quenching. Geology https://doi.org/10.1130/G49959.1 (2022).
Gardner, J. E., Llewellin, E. W., Watkins, J. M. & Befus, K. S. Formation of obsidian pyroclasts by sintering of ash particles in the volcanic conduit. Earth Planet. Sci. Lett. 459, 262–263 (2017).
Watkins, J. M., Gardner, J. E. & Befus, K. S. Nonequilibrium degassing, regassing, and vapor fluxing in magmatic feeder systems. Geology 45, 183–187 (2017).
Giachetti, T. et al. The products of primary magma fragmentation finally revealed by pumice agglomerates. Geology https://doi.org/10.1130/G48902.1 (2021).
Schipper, C. I. et al. Silicic conduits as supersized tuffisites: Clastogenic influences on shifting eruption styles at Cordón Caulle volcano (Chile). Bull. Volcano. 83, 11 (2021).
Castro, J. M. et al. The role of melt-fracture degassing in defusing explosive rhyolite eruptions at volcán Chaitén. Earth Planet. Sci. Lett. 333–334, 63–69 (2012).
Castro, J. M., Bindeman, I. N., Tuffen, H. & Ian Schipper, C. Explosive origin of silicic lava: Textural and δD–H2O evidence for pyroclastic degassing during rhyolite effusion. Earth Planet. Sci. Lett. 405, 52–61 (2014).
Bonadonna, C., Cioni, R., Pistolesi, M., Elissondo, M. & Baumann, V. Sedimentation of long-lasting wind-affected volcanic plumes: the example of the 2011 rhyolitic Cordón Caulle eruption, Chile. Bull. Volcano. 77, 13 (2015).
Beckett, F. M. et al. Sensitivity of dispersion model forecasts of volcanic ash clouds to the physical characteristics of the particles. J. Geophys. Res.: Atmospheres 120, 11,636–11,652 (2015).
Horwell, C. J. & Baxter, P. J. The respiratory health hazards of volcanic ash: a review for volcanic risk mitigation. Bull. Volcano. 69, 1–24 (2006).
Lowe, D. J. Tephrochronology and its application: a review. Quat. Geochronol. 6, 107–153 (2011).
Delmelle, P., Villiéras, F. & Pelletier, M. Surface area, porosity and water adsorption properties of fine volcanic ash particles. Bull. Volcano. 67, 160–169 (2005).
Alfano, F. et al. Reconstruction of total grain size distribution of the climactic phase of a long-lasting eruption: the example of the 2008–2013 Chaitén eruption. Bull. Volcano. 78, 46 (2016).
Spanu, A., Michieli Vitturi, Mde’ & Barsotti, S. Reconstructing eruptive source parameters from tephra deposit: a numerical study of medium-sized explosive eruptions at Etna volcano. Bull. Volcano. 78, 59 (2016).
Buckland, H. M., Cashman, K. V., Engwell, S. L. & Rust, A. C. Sources of uncertainty in the Mazama isopachs and the implications for interpreting distal tephra deposits from large magnitude eruptions. Bull. Volcano. 82, 23 (2020).
Pioli, L., Bonadonna, C. & Pistolesi, M. Reliability of total grain-size distribution of tephra deposits. Sci. Rep. 9, 10006 (2019).
Mastin, L. G. et al. A multidisciplinary effort to assign realistic source parameters to models of volcanic ash-cloud transport and dispersion during eruptions. J. Volcanol. Geotherm. Res. 186, 10–21 (2009).
Silva Parejas, C., Lara, L. E., Bertin, D., Amigo, A. & Orozco, G. The 2011-2012 eruption of Cordón Caulle volcano (Southern Andes): evolution, crisis management and current hazards. EGU Geophys. Res. Abstr. 14, 9382 (2012).
Wadsworth, F. B. et al. Sintering of viscous droplets under surface tension. Proc. R. Soc. A. 472, 20150780 (2016).
Wadsworth, F. B. et al. A general model for welding of ash particles in volcanic systems validated using in situ X-ray tomography. Earth Planet. Sci. Lett. 525, 115726 (2019).
Costa, A., Pioli, L. & Bonadonna, C. Assessing tephra total grain-size distribution: Insights from field data analysis. Earth Planet. Sci. Lett. 443, 90–107 (2016).
Reckziegel, F., Folch, A. & Viramonte, J. ATLAS-1.0: Atmospheric Lagrangian dispersion model for tephra transport and deposition. Computers Geosci. 131, 41–51 (2019).
Burgisser, A., Bergantz, G. W. & Breidenthal, R. E. Addressing complexity in laboratory experiments: the scaling of dilute multiphase flows in magmatic systems. J. Volcanol. Geotherm. Res. 141, 245–265 (2005).
Hogan, R. C. & Cuzzi, J. N. Stokes and Reynolds number dependence of preferential particle concentration in simulated three-dimensional turbulence. Phys. Fluids 13, 2938 (2001).
Caporaloni, M., Tampieri, F., Trombetti, F. & Vittori, O. Transfer of particles in nonisotropic air turbulence. J. Atmos. Sci. 32, 565–568 (1975).
Reeks, M. W. The transport of discrete particles in inhomogeneous turbulence. J. Aerosol Sci. 14, 729–739 (1983).
Schlichting, H. & Gersten, K. Boundary-Layer Theory. (Springer, 2016).
Arcen, B., Ouchene, R., Khalij, M. & Tanière, A. Prolate spheroidal particles’ behavior in a vertical wall-bounded turbulent flow. Phys. Fluids 29, 093301 (2017).
Lange, R. A. A revised model for the density and thermal expansivity of K 2 O-Na 2 O-CaO-MgO-Al 2 O 3 -SiO 2 liquids from 700 to 1900 K: extension to crustal magmatic temperatures. Contributions Mineral. Petrol. 130, 1–11 (1997).
Heiken, G. Atlas of Volcanic Ash. Smithsonian Contributions to the Earth Sciences 12, (1974).
Walker, D. & Mullins, O. Surface Tension of Natural Silicate Melts from 1,200°−1,500 °C and Implications for Melt Structure. Contributions Mineral. Petrol. 76, 455–462 (1981).
Castro, J. M. et al. Storage and eruption of near-liquidus rhyolite magma at Cordón Caulle, Chile. Bull. Volcano. 75, 702 (2013).
Giordano, D., Russell, J. K. & Dingwell, D. B. Viscosity of magmatic liquids: a model. Earth Planet. Sci. Lett. 271, 123–134 (2008).
Schiaffino, S. & Sonin, A. A. Molten droplet deposition and solidification at low Weber numbers. Phys. Fluids 9, 3172–3187 (1997).
Haddock, D. et al. Syn-eruptive agglutination of kimberlite volcanic ash. Volcanica 3, 169–182 (2020).
Giehl, C., Brooker, R. A., Marxer, H. & Nowak, M. An experimental simulation of volcanic ash deposition in gas turbines and implications for jet engine safety. Chem. Geol. 461, 160–170 (2017).
Kennedy, B. M. et al. Surface tension driven processes densify and retain permeability in magma and lava. Earth Planet. Sci. Lett. 433, 116–124 (2016).
Sparks, R. S. J. et al. Volcanic Plumes. (Wiley, 1997).
Gilbert, J. S., Lane, S. J., Sparks, R. S. J. & Koyaguchi, T. Charge measurements on particle fallout from a volcanic plume. Nature 349, 598–600 (1991).
Jones, T. J. & Russell, J. K. Ash production by attrition in volcanic conduits and plumes. Sci. Rep. 7, 5538 (2017).
Zimanowski, B., Wohletz, K., Dellino, P. & Büttner, R. The volcanic ash problem. J. Volcanol. Geotherm. Res. 122, 1–5 (2003).
Kueppers, U., Scheu, B., Spieler, O. & Dingwell, D. B. Fragmentation efficiency of explosive volcanic eruptions: A study of experimentally generated pyroclasts. J. Volcanol. Geotherm. Res. 153, 125–135 (2006).
Perugini, D. & Kueppers, U. Fractal analysis of experimentally generated pyroclasts: a tool for volcanic hazard assessment. Acta Geophys. 60, 682–698 (2012).
Eychenne, J., Cashman, K., Rust, A. & Durant, A. Impact of the lateral blast on the spatial pattern and grain size characteristics of the 18 May 1980 Mount St. Helens fallout deposit. J. Geophys. Res.: Solid Earth 120, 6018–6038 (2015).
Dominguez, L. et al. Aeolian Remobilisation of the 2011-Cordón Caulle Tephra-Fallout Deposit: Example of an Important Process in the Life Cycle of Volcanic Ash. Front. Earth Sci. 7, (2020).
Trafton, K. R. & Giachetti, T. The morphology and texture of Plinian pyroclasts reflect their lateral sourcing in the conduit. Earth Planet. Sci. Lett. 562, 116844 (2021).
Cagnoli, B. & Manga, M. Granular mass flows and Coulomb’s friction in shear cell experiments: Implications for geophysical flows. J. Geophys. Res. Earth Surface 109, (2004).
Mueller, S. B., Lane, S. J. & Kueppers, U. Lab-scale ash production by abrasion and collision experiments of porous volcanic samples. J. Volcanol. Geotherm. Res. 302, 163–172 (2015).
Dufek, J., Manga, M. & Patel, A. Granular disruption during explosive volcanic eruptions. Nat. Geosci. 5, 561–564 (2012).
Parfitt, E. A. A study of clast size distribution, ash deposition and fragmentation in a Hawaiian-style volcanic eruption. J. Volcanol. Geotherm. Res. 84, 197–208 (1998).
Fowler, A. C. & Scheu, B. A theoretical explanation of grain size distributions in explosive rock fragmentation. Proc. R. Soc. A. 472, 20150843 (2016).
Stasiuk, M. V. et al. Degassing during magma ascent in the Mule Creek vent (USA). Bull. Volcano. 58, 117–130 (1996).
Kolzenburg, S. et al. Strength and permeability recovery of tuffisite-bearing andesite. Solid Earth 3, 191–198 (2012).
Sumner, J. M., Blake, S., Matela, R. J. & Wolff, J. A. Spatter. J. Volcanol. Geotherm. Res. 142, 49–65 (2005).
Acknowledgements
H.T. and J.F. were supported by a Royal Society University Research Fellowship UF140716 and fieldwork by F.W. was financially supported by the EC-FP7 Vuelco project. H.T., J.C., and C.I.S. thank Alex Barria and Miguel Obando for logistical assistance in the field. H.U. was supported through an Envision PhD studentship. Carmel Pinnington and Sara Baldock assisted with SEM imaging. We thank Lionel Wilson and Duncan Woodcock for discussion of particle transfer through pathways.
Author information
Authors and Affiliations
Contributions
H.T. conceived the study, obtained SEM imagery and EDX data, and—alongside F.B.W., J.C., and C.I.S.—collected observations and samples in the field. J.I.F. wrote the manuscript, created the figures, and analysed the data along with F.B.W. H.U. collected the grainsize data. All authors contributed to the writing of the manuscript.
Corresponding author
Ethics declarations
Competing interests
The authors declare no competing interests.
Peer review
Peer review information
Nature Communications thanks Kathleen Trafton and the other, anonymous, reviewer(s) for their contribution to the peer review of this work. Peer reviewer reports are available.
Additional information
Publisher’s note Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Supplementary information
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license, and indicate if changes were made. The images or other third party material in this article are included in the article’s Creative Commons license, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons license and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this license, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Farquharson, J.I., Tuffen, H., Wadsworth, F.B. et al. In-conduit capture of sub-micron volcanic ash particles via turbophoresis and sintering. Nat Commun 13, 4713 (2022). https://doi.org/10.1038/s41467-022-32522-7
Received:
Accepted:
Published:
DOI: https://doi.org/10.1038/s41467-022-32522-7
This article is cited by
-
Evidence for the formation of silicic lava by pyroclast sintering
Nature Communications (2024)
-
Synergistic gel formation in geopolymers of superior mechanical strength synthesized with volcanic ash and slag
Environmental Science and Pollution Research (2022)
Comments
By submitting a comment you agree to abide by our Terms and Community Guidelines. If you find something abusive or that does not comply with our terms or guidelines please flag it as inappropriate.
