
Abstract
Recyclable carbon fiber-reinforced plastics (CFRPs) with controlled degradability and stability were developed by adding bisphenol A (BA)-type epoxy resins containing acid-degradable acetal linkages (BA-CHDMVG) to the matrix resins of CFRPs. BA-CHDMVG was synthesized by the reaction of the hydroxyl groups of BA with vinyl ether containing a glycidyl group (cyclohexane dimethanol vinyl glycidyl ether (CHDMVG)) and added to conventional BA-type epoxy resins (jER828 and jER1001). The acetal linkage-containing CFRPs (BA-CHDMVG-based CFRPs) were prepared using a mixture of these epoxy resins as the matrix. The obtained CFRPs exhibited almost the same tensile and thermal properties as those of the conventional BA-based CFRP (BA-based CFRP). One of the BA-CHDMVG-based CFRPs, (BA-CHDMVG)40-(jER1001)60-based CFRP (content in the matrix resin: BA-CHDMVG, 40 wt%; jER1001, 60 wt%), underwent smooth degradation through hydrolysis of the acetal linkages incorporated into the matrix resin upon treatment with 0.1 mol l−1 hydrochloric acid in a tetrahydrofuran (THF)/water (9/1 v/v) mixed solvent for 24 h at room temperature to produce strands of carbon fibers. On the other hand, there was no change in the appearance of the same BA-CHDMVG-based CFRP board upon acid treatment in water with no organic solvent. To determine their stability against aqueous acid, the BA-CHDMVG-based CFRP boards were immersed in 0.1 mol l−1 aqueous acetic acid solution at room temperature for 30 days and then subjected to tensile testing. The BA-CHDMVG-based CFRPs after the acid treatment exhibited almost the same tensile properties as those of the BA-CHDMVG-based CFRPs before the acid treatment. These results indicate that the BA-CHDMVG-based CFRPs are stable toward acid in the normal living environment, such as acid rain.
Similar content being viewed by others
Introduction
In recent decades, carbon fiber-reinforced plastics (CFRPs) have been widely applied in many fields, such as the aerospace industry, automotive parts, construction and sporting goods, owing to their good mechanical strength, lightweight, enhanced durability and low thermal shrinkage or expansion. From the perspective of environmental regulations for low CO2 emissions, CFRPs are especially suitable for transportation applications, and hence the usage of CFRPs could rise significantly. In contrast, carbon fibers are expensive mainly due to their production energy cost. In addition, the main methods of treatment for waste CFRPs until now have been incineration and landfill disposal.1
If it is possible to recover and recycle the carbon fibers, the cost of production of carbon fibers and the amount of waste CFRPs can be reduced. Therefore, the establishment of recycling technology for waste CFRPs is essential. Epoxy resins are generally used as the matrix for thermosetting CFRPs due to their features, such as heat resistance, good mechanical strength and excellent adhesion to the carbon fibers. However, cured epoxy network bonds are very stable, and hence their chemical degradation usually requires severe reaction conditions, which make it difficult to recover carbon fibers smoothly from CFRPs.1, 2
In recent years, therefore, degradable epoxy resins have been synthesized by introducing functional groups that can be decomposed by heat or by chemical reaction. Johnson et al.3 synthesized degradable cured epoxy resins by crosslinking conventional epoxy resins with a curing agent having a disulfide bond and degraded them via a reduction reaction of the disulfide bonds incorporated into the cured resins in the presence of 2-mercaptoethanol. Buchwalter and Kosbar4 synthesized degradable cured epoxy resins containing ketal bonds and decomposed the cured resins under acidic conditions. In addition, epoxy resins that are decomposed by heat without using chemical reagents have also been reported.5, 6, 7 Utilizing the Diels–Alder reaction of maleimide and furan derivatives, epoxy resins that undergo crosslinking and de-crosslinking were synthesized.5, 6 Wang and Wong7 synthesized a thermal decomposition-type epoxy resin with thermally cleavable carbamate bonds.
In a previous study, we synthesized cresol novolac-type epoxy resins with acetal bonds that are easily hydrolyzed under acidic conditions8, 9 and developed degradable and chemically recyclable CFRPs using these resins.10 In terms of the mechanical properties of CFRPs, however, toughness is one of the most important properties, and the toughness of CFRPs depends on the molecular structure of their matrix resin. Generally, the cresol novolac-type epoxy resins are considered to be less tough than the bisphenol A (BA)-type epoxy resins due to the high rigidity of the phenol resins. In fact, BA-type epoxy resins are widely used as matrix resins for thermosetting CFRPs. In our previous study, cured epoxy resins with good toughness and suitable degradability can be obtained by adding BA-type epoxy resins containing acetal linkages (BA-CHDMVG) to conventional BA-type epoxy resins (jER828 and jER1001).11 The toughness of the cured epoxy resins composed of the mixture of BA-CHDMVG and conventional BA-type epoxy resins was examined on the basis of the Charpy impact test.12 Even when the content of BA-CHDMVG in the mixture of epoxy resins was increased, the toughness exhibited a virtually constant value of Charpy impact strength and almost the same values as those of the cured conventional BA-type epoxy resins without the addition of BA-CHDMVG.11 This previous study shows that the suitable addition of the acetal linkage-containing epoxy resin BA-CHMVG to the matrix resins for CFRPs has the potential to provide degradable/chemically recyclable CFRPs without losing the inherent good mechanical properties of the BA-based CFRPs.
In this study, we used matrix resins composed of a mixture of BA-CHDMVG and conventional BA-type epoxy resins and fabricated recyclable CFRPs with good toughness and suitable degradability (Scheme 1). We investigated the mechanical properties and degradability of the acetal linkage-containing CFRPs and the properties of the carbon fibers recovered from degradation of the CFRPs to evaluate whether they can be recycled or not. The stability of the CFRPs using the acetal linkage-containing epoxy resin is important in determining whether this composite material can be used outdoors for general applications. Therefore, we examined the stability of CFRPs toward the action of weakly acidic aqueous solutions and found that the acetal linkage-containing CFRPs were sufficiently stable and their mechanical properties did not decline in normal acidic living environments, such as acid rain.
Experimental procedures
Materials
Tetrahydrofuran (THF; solvent) was dried by molecular sieves (3A 1/16; Wako, Osaka, Japan) overnight and distilled over lithium aluminum hydride. BA and p-toluenesulfonic acid monohydrate (PTS; catalyst) were purchased from Junsei Chemical (Tokyo, Japan) and TCI (Tokyo, Japan), respectively. Dicyandiamide (DICY; DICY15), used as a curing agent, and 3-(3,4-dichlorophenyl)-1,1-dimethylurea (DCMU; DCMU99), used as a curing accelerator, were supplied by Mitsubishi Chemical (Tokyo, Japan) and Hodogaya Chemical (Tokyo, Japan), respectively. Conventional BA-based epoxy resins (jER828 and jER1001) were supplied by Mitsubishi Chemical epoxy equivalence of jER828, 190 g per eq; epoxy equivalence of jER1001, 474 g per eq. Carbon fibers (TR50S-15L) were supplied by Mitsubishi Rayon (Tokyo, Japan).
Synthesis of CHDMVG
CHDMVG was synthesized by the reaction of cyclohexanedimethanol monovinyl ether (CHMVE; Nippon Carbide Industries, Tokyo, Japan) with epichlorohydrin (Wako, Tokyo, Japan) in the presence of NaOH. CHMVE (108.5 ml, 0.60 mol), dimethyl sulfoxide (100 ml), NaOH (52.8 g, 1.32 mol) and tetra-n-butylammonium bromide (1 g) were placed in a three-necked round-bottom flask equipped with a magnetic stirring bar, reflux condenser and dropping funnel, and then the mixture was stirred at room temperature for 6 h. Afterward, epichlorohydrin (103.9 ml, 1.32 mol) was added slowly, and the mixture was stirred for an additional 24 h at room temperature. The resulting reaction mixture was poured into 500 ml of water. The organic and aqueous layers were separated, the aqueous phase was extracted with diethyl ether and the ether extract was combined with the organic layer. The solution was washed with water and concentrated by evaporation. The obtained product was distilled under reduced pressure to give CHDMVG as a colorless oil: bp 90 °C/0.10 mm Hg; isolated yield, 51%.
Synthesis of BA-CHDMVG
The reaction of BA with CHDMVG was carried out with PTS in THF at 0 °C for 6 h under a nitrogen atmosphere: [OH groups of BA]0=0.50 M; [CHDMVG]0=1.50 M; [PTS]0=50 mM.8 The reaction was initiated by adding a THF solution of PTS to a THF solution of BA and CHDMVG at 0 °C. The solution was stirred for 6 h at the same temperature, and the reaction was terminated by adding methanol containing a small amount of ammonia. The reaction mixture was diluted in methylene chloride and washed with water. The solution was then concentrated by evaporation to give the crude product. The product was purified by washing with n-hexane and then vacuum-dried: isolated yield, 77%; epoxy equivalence, 347 g per eq (calculated value on the basis of the chemical structure of BA-CHDMVG: 337 g per eq).
Preparation of epoxy resin boards
BA-CHDMVG, jER828 and jER1001 were kneaded using a planetary mixer with the weight ratios shown in Table 1. The curing agent DICY and curing accelerator DCMU were added to the mixture and kneaded again; [epoxy group of epoxy resin]0:[active hydrogen of amine groups of DICY]0=1:1; [DICY]0:[DCMU]0=1:0.14. The mixture of epoxy resins, DICY and DCMU was cured under the atmospheric pressure at 150 °C for 2 h to produce cured epoxy resin boards.
Preparation of CFRPs
CFRP laminate preparation was conducted based on the study by Hashimoto et al.8 First, BA-CHDMVG, jER828 and jER1001 were kneaded with the weight ratios shown in Table 1, and then DICY and DCMU were added to the mixture as described above in ‘Preparation of epoxy resin boards’; [epoxy group of epoxy resin]0:[active hydrogen of amine groups of DICY]0=1:1; [DICY]0:[DCMU]0=1:0.14. These mixtures were coated onto release papers with a multicoater (M-500, Hirano Tecseed, Nara, Japan), and thin resin sheets were prepared. The strands of carbon fibers were impregnated with the obtained resin sheets by the thin prepreg sheet manufacturing machine developed by the Industrial Technology Center of Fukui Prefecture.13 The resulting prepreg sheets were laminated according to the [0/90]12s configuration as shown in Figure 1, and then the laminated prepreg sheets were cured in an autoclave at 150 °C for 2 h under 0.5 MPa.

Schematic picture of [0/90]12s configuration of laminated prepreg sheets for CFRPs. The labels ‘0’ and ‘90’ each mean layers having the carbon fibers oriented at 0° and 90°, respectively, and ‘12’ means the number of repeated [0/90] layers. The value ‘s’ means the symmetry, where, to prevent the prepreg sheet piles from warping, the grouped layers of the prepreg sheets are laminated symmetrically.
Degradation of CFRPs and recovery of carbon fibers
The degradation of BA-CHDMVG-based CFRPs was carried out as follows. CFRP boards (30–35 mm long, 9–10 mm wide, and 1.9–2.0 mm thick) were immersed in 0.1 mol l−1 hydrochloric acid in a THF/water (9/1 v/v) mixed solvent (20 ml) for 24 h at room temperature. Among the BA-CHDMVG-based CFRPs, (BA-CHDMVG)20-(jER828)20-(jER1001)60-based CFRP, (BA-CHDMVG)10-(jER828)30-(jER1001)60-based CFRP and (BA-CHDMVG)5-(jER828)35-(jER1001)60-based CFRP were subjected to separate degradation experiments under another set of reaction conditions, in which the CFRP boards were immersed in 1.0 mol l−1 hydrochloric acid in a THF/water (9/1 v/v) mixed solvent (60 ml) for 7 days at 70 °C. After the acid treatment, the recovered carbon fibers and the residual resins were collected with a glass filter, washed with THF and acetone successively and then dried under reduced pressure at room temperature. The degradation rate (%) was determined from the weight fraction of residual resins after the decomposition test on the CFRPs:

where W0, W1 and W2 represent the mass of resin in the composites before decomposition, the mass of the composites before decomposition and the mass of the mixture of residual resins and recovered carbon fibers after decomposition, respectively.
Measurements
Thermogravimetric analysis (TG-DTA) was conducted with a Rigaku TG-DTA 8078G1 (Tokyo, Japan) at a heating rate of 10 °C min−1. The thermal decomposition temperature (Td) was defined as the temperature of 5% weight loss of the sample. Tensile testing of the epoxy resin boards was conducted with a Shimadzu AUTOGRAPH AG IS (Kyoto, Japan) (5 kN load cell) at an elongation speed of 0.5 mm min−1 on the basis of the JIS K 7162 method. The strip specimen size was 80 × 10 mm2, as described by JIS K 7139, and the gauge length was 50 mm. Tensile testing of the CFRP boards was performed with a Shimadzu AUTOGRAPH AG IS (100 kN load cell) at an elongation speed of 1.5 mm min−1 in accordance with the JIS K 7164 method. The strip specimen size was 250 × 25 mm2, and the gauge length was 50 mm. Tensile testing of monofilament carbon fibers (25 mm long) was conducted with a Shimadzu AGS-1kNG tensile tester at an elongation speed of 1 mm min−1 at room temperature on the basis of the JIS R 7606 method. Scanning electron microscopy (SEM) was performed on a HITACHI S-3400N scanning electron microscope (Tokyo, Japan) at a 10.0 kV accelerating voltage to measure the surface condition of the carbon fibers. Removal of the sizing agent from the carbon fibers was carried out by immersing virgin carbon fibers in acetone for 4 days at room temperature and then in THF for 3 days at reflux temperature, followed by washing with THF and then with acetone and subsequent vacuum-drying.14 The epoxy content of BA-CHDMVG was measured as follows. BA-CHDMVG (0.08 g) was dissolved in 25 ml of pyridine containing 0.2 mol l−1 hydrochloric acid. The mixture was heated at 110 °C for 2 h, and the remaining acid was back-titrated with 0.1 mol l−1 ethanolic potassium hydroxide using phenolphthalein as an indicator. The volume fraction of fiber (Vf) was measured on the basis of the JIS K 7075 method as follows. The density of the CFRP boards (10 mm long, 10 mm wide and 1.9–2.0 mm thick) was obtained by the hydrostatic weighting method with a density determination kit on a Mettler Toledo balance using hexane as an auxiliary liquid. CFRPs were immersed in nitric acid (50 ml) in a 100 ml round-bottom flask. The CFRPs in nitric acid were then heated at 120 °C for 2 h, and the generated carbon fiber strands were recovered with a glass filter (pore size: G4). The recovered carbon fibers were washed with water, methanol and acetone and then dried under reduced pressure at room temperature. The Vf values of the CFRP boards were obtained from the weight of the recovered carbon fibers, the density of the CFRP boards and the density of the carbon fibers (1.82 g cm−3).
Results and Discussion
Mechanical properties of epoxy resin boards
Figure 2 shows the stress–strain curves of the cured epoxy resin boards in the tensile testing. The maximum stress, strain at break and Young’s modulus (in the range of strain at 0.1–0.3%) are as follows: cured (BA-CHDMVG)40-(jER1001)60 epoxy resin board, 60.65 MPa, 4.34%, 2.35 GPa; cured (BA-CHDMVG)20-(jER828)20-(jER1001)60 epoxy resin board, 71.92 MPa, 5.16%, 2.76 GPa; cured (BA-CHDMVG)10-(jER828)30-(jER1001)60 epoxy resin board, 72.51 MPa, 4.64%, 3.09 GPa; cured (BA-CHDMVG)5-(jER828)35-(jER1001)60 epoxy resin board, 69.31 MPa, 7.09%, 3.09 GPa; and cured conventional BA-type epoxy resin board, 79.16 MPa, 8.52%, 3.08 GPa.10 The cured BA-CHDMVG-based epoxy resin boards showed almost the same Young’s modulus as the cured conventional BA-based epoxy resin board. However, the BA-CHDMVG-based epoxy resins exhibited somewhat lower strain at break than that of the conventional BA-based epoxy resin.

Stress–strain behavior of epoxy resin boards in tensile testing: (a) cured (BA-CHDMVG)40-(jER1001)60, (b) cured (BA-CHDMVG)20-(jER828)20-(jER1001)60, (c) cured (BA-CHDMVG)10-(jER828)30-(jER1001)60, (d) cured (BA-CHDMVG)5-(jER828)35-(jER1001)60, and (e) cured conventional BA-type epoxy resin. A full color version of this figure is available at the Polymer Journal online.
Mechanical and thermal properties of BA-CHDMVG-based CFRPs
Figure 3 shows the stress–strain behavior of the BA-CHDMVG-based CFRPs along with the conventional BA-CFRP in tensile testing. The maximum stress, strain at break and Young’s modulus (strain at 0.1–0.3%) are as follows: (BA-CHDMVG)40-(jER1001)60-based CFRP (Vf=54.08%), 1085 MPa, 1.58%, 62.39 GPa; (BA-CHDMVG)20-(jER828)20-(jER1001)60-based CFRP (Vf=55.14%), 1190 MPa, 1.65%, 68.14 GPa; (BA-CHDMVG)10-(jER828)30-(jER1001)60-based CFRP (Vf=55.68%), 1109 MPa, 1.53%, 67.53 GPa; (BA-CHDMVG)5-(jER828)35-(jER1001)60-based CFRP (Vf=59.96%), 1118 MPa, 1.52%, 66.91 GPa; and BA-based CFRP (Vf=56.88%), 1302 MPa, 1.77%, 66.60 GPa.10 All the BA-CHDMVG-based CFRPs exhibited almost the same Young’s modulus as the conventional BA-based CFRP. The thermal decomposition temperatures (5% weight loss; Td) of the BA-CHDMVG-based CFRPs and the conventional BA-based CFRP were obtained by TG-DTA. The Tds are as follows: (BA-CHDMVG)40-(jER1001)60-based CFRP, 340 °C; (BA-CHDMVG)20-(jER828)20-(jER1001)60-based CFRP, 353 °C; (BA-CHDMVG)10-(jER828)30-(jER1001)60-based CFRP, 372 °C; (BA-CHDMVG)5-(jER828)35-(jER1001)60-based CFRP, 374 °C; and BA-CFRP, 378 °C. Increasing the content of BA-CHDMVG in the matrix resins slightly lowered Td. This decrease is probably due to the thermal dissociation of the acetal linkages incorporated into the matrix resins. However, the BA-CHDMVG-based CFRPs still exhibited excellent thermal durability, Td> 340 °C, and (BA-CHDMVG)5-(jER828)35-(jER1001)60-based CFRP exhibited almost the same thermal property as the conventional BA-based CFRP.

Stress–strain behavior of CFRP boards in tensile testing: (a) (BA-CHDMVG)40-(jER1001)60-based CFRP, (b) (BA-CHDMVG)20-(jER828)20-(jER1001)60-based CFRP, (c) (BA-CHDMVG)10-(jER828)30-(jER1001)60-based CFRP, (d) (BA-CHDMVG)5-(jER828)35-(jER1001)60-based CFRP, and (e) cured conventional BA-based CFRP. A full color version of this figure is available at the Polymer Journal online.
Degradation of BA-CHDMVG-based CFRPs and recovery of carbon fibers
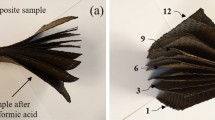
The degradation of BA-CHDMVG-based CFRPs was carried out by treatment with hydrochloric acid in a THF/water (9/1 v/v) mixed solvent. Figure 4 shows pictures of CFRP boards before and after the degradation reaction conducted with hydrochloric acid in a THF/water (9/1 v/v) mixed solvent at room temperature. The BA-CHDMVG-based CFRP containing the highest content of BA-CHDMVG, (BA-CHDMVG)40-(jER1001)60-based CFRP, gradually collapsed, and the carbon fibers were completely separated from the matrix resins after treatment with 0.1 mol l−1 hydrochloric acid for 24 h. In addition, as shown in Table 2, the degradation rate was 100%, indicating that the matrix resin part of the CFRP could be completely decomposed and the degradation products were completely soluble in THF and/or acetone (see Experimental procedures section).

Appearances of CFRP boards before and after treatment with hydrochloric acid in a THF/water (9/1 v/v) mixed solvent at room temperature: (BA-CHDMVG)40-(jER1001)60-based CFRP, (BA-CHDMVG)20-(jER828)20-(jER1001)60-based CFRP, (BA-CHDMVG)10-(jER828)30-(jER1001)60-based CFRP, and (BA-CHDMVG)5-(jER828)35-(jER1001)60-based CFRP. The concentration of the acid and reaction time are described in the figure.
On the other hand, the degradation rates of the BA-CHDMVG-based CFRPs containing lower BA-CHDMVG content, namely, (BA-CHDMVG)20-(jER828)20-(jER1001)60-based CFRP, (BA-CHDMVG)10-(jER828)30-(jER1001)60-based CFRP, and (BA-CHDMVG)5-(jER828)35-(jER1001)60-based CFRP, were much lower with values of 20, 1 and 0%, respectively (Table 2). For these CFRPs, therefore, a higher concentration of hydrochloric acid (1.0 mol l−1) and a longer decomposition reaction time (14 days) were applied for their degradation. Figure 4 shows images of (BA-CHDMVG)20-(jER828)20-(jER1001)60-based CFRP, (BA-CHDMVG)10-(jER828)30-(jER1001)60-based CFRP and (BA-CHDMVG)5-(jER828)35-(jER1001)60-based CFRP before and after treatment with 1.0 mol l−1 hydrochloric acid for 14 days. No change was observed in the appearances of these CFRPs, however, as shown in Table 2. The degradation rates of the CFRPs were found to be as follows: (BA-CHDMVG)20-(jER828)20-(jER1001)60-based CFRP, 26%; (BA-CHDMVG)10-(jER828)30-(jER1001)60-based CFRP, 6%; and (BA-CHDMVG)5-(jER828)35-(jER1001)60-based CFRP, 1%; thus the degradation rates were still low, but the decomposition of the resin portion of these CFRPs did proceed slightly. To check the change in appearance of these CFRP laminates, cross-sections of the CFRPs before and after the hydrolysis reaction were observed by SEM. Figure 5 shows SEM images of cross-sections before and after the hydrolysis reaction of each CFRP. Although no delamination between the layers in the cross section of the CFRPs before acid treatment was observed (Figures 5a–c), some delamination between the layers occurred after the acid treatment (Figures 5d–f). The delamination is assumed to result from the collapse of the resin portion of CFRP caused by the acid-induced hydrolysis reaction.

SEM image of cross-section of CFRPs: (a) (BA-CHDMVG)20-(jER828)20-(jER1001)60-based CFRP, (b) (BA-CHDMVG)10-(jER828)30-(jER1001)60-based CFRP, (c) (BA-CHDMVG)5-(jER828)35-(jER1001)60-based CFRP, (d) (BA-CHDMVG)20-(jER828)20-(jER1001)60-based CFRP after degradation test, (e) (BA-CHDMVG)10-(jER828)30-(jER1001)60-based CFRP after degradation test, and (f) (BA-CHDMVG)5-(jER828)35-(jER1001)60-based CFRP after degradation test. Conditions of the degradation test were with 1.0 mol l−1 hydrochloric acid in a THF/water (9/1 v/v) mixed solvent at room temperature for 14 days.
Therefore, we next conducted the decomposition reaction at a higher temperature (70 °C) and investigated whether or not carbon fiber could be separated and recovered from the BA-CHDMVG-based CFRPs with relatively low BA-CHDMVG contents, (BA-CHDMVG)20-(jER828)20-(jER1001)60-based CFRP, (BA-CHDMVG)10-(jER828)30-(jER1001)60-based CFRP and (BA-CHDMVG)5-(jER828)35-(jER1001)60-based CFRP. Figure 6 shows images of the CFRPs before and after the degradation reaction conducted with hydrochloric acid in a THF/water (9/1 v/v) mixed solvent at 70 °C for 7 days. For all the CFRPs, the carbon fibers were separated and recovered from the matrix resins. The degradation rates are as follows (Table 2): (BA-CHDMVG)20-(jER828)20-(jER1001)60-based CFRP, 61%; (BA-CHDMVG)10-(jER828)30-(jER1001)60-based CFRP, 14%; and (BA-CHDMVG)5-(jER828)35-(jER1001)60-based CFRP, 5%. Thus the higher temperature (70 °C) was an effective way to accelerate the degradation.

Appearances of CFRP boards before and after treatment with 1.0 mol l−1 hydrochloric acid in a THF/water (9/1 v/v) mixed solvent at 70 °C for 7 days: (BA-CHDMVG)40-(jER1001)60-based CFRP, (BA-CHDMVG)20-(jER828)20-(jER1001)60-based CFRP, (BA-CHDMVG)10-(jER828)30-(jER1001)60-based CFRP, and (BA-CHDMVG)5-(jER828)35-(jER1001)60-based CFRP.
Figure 7 shows SEM images of monofilaments of the carbon fibers recovered from the BA-CHDMVG-based CFRPs (Figures 7a–d) and the virgin carbon fibers with the sizing agent removed (Figure 7e). Compared with the surface of the virgin carbon fibers, residues of degraded resin products and severe damage were not observed on the surface of the carbon fibers recovered from (BA-CHDMVG)40-(jER1001)60-based CFRP and (BA-CHDMVG)20-(jER828)20-(jER1001)60-based CFRP. However, some residual resins were observed on the surface of the carbon fibers recovered from (BA-CHDMVG)10-(jER828)30-(jER1001)60-based CFRP and (BA-CHDMVG)5-(jER828)36-(jER1001)60-based CFRP. This result indicates that the lower content of BA-CHDMVG makes it difficult to effect the separation of carbon fibers and matrix resins through the degradation because there are fewer dissociation points in the matrix resins. Table 3 shows the tensile strength of the recovered carbon fibers and virgin carbon fibers. The tensile strength of the recovered carbon fiber filaments from (BA-CHDMVG)40-(jER1001)60-based CFRP and (BA-CHDMVG)20-(jER828)20-(jER1001)60-based CFRP was 3838 and 3968 MPa, respectively, and these values were almost the same as that of virgin carbon fibers (3621 MPa).10 Therefore, the recovered carbon fibers were not damaged through the degradation of the CFRPs and have sufficient mechanical strength for reuse.

SEM image of carbon fibers: (a) recovered carbon fibers from (BA-CHDMVG)40-(jER1001)60-based CFRP, (b) recovered carbon fibers from (BA-CHDMVG)20-(jER828)20-(jER1001)60-based CFRP, (c) recovered carbon fibers from (BA-CHDMVG)10-(jER828)30-(jER1001)60-based CFRP, (d) recovered carbon fibers from (BA-CHDMVG)5-(jER828)35-(jER1001)60-based CFRP, and (e) virgin carbon fibers with the sizing agent removed. The conditions of the degradation test were with 1.0 mol l−1 hydrochloric acid in a THF/water (9/1 v/v) mixed solvent at 70 °C for 7 days.
The surface chemical state of the carbon fibers recovered from CFRPs and the virgin carbon fibers with the sizing agent removed were studied by X-ray photoelectron spectroscopy (XPS) measurement. Figure 8 shows the C1s-region XPS spectra of the carbon fibers recovered from (BA-CHDMVG)40-(jER1001)60-based CFRP and from virgin carbon fibers with the sizing removed. In both XPS spectra, C-C bond and C-O bond peaks were observed. The percentage ratios of the chemical bonds of the recovered carbon fibers and the carbon fibers with the sizing removed were similar to each other, as shown in Table 4. Therefore, the surface properties of the recovered carbon fibers were not changed during the degradation process. These results indicate that the recovered carbon fibers can be recycled.

C1s-region XPS spectra of carbon fibers: (a) recovered carbon fibers from (BA-CHDMVG)40-(jER1001)60-based CFRP degraded with 0.1 mol l−1 hydrochloric acid in a THF/water (9/1 v/v) mixed solvent for 24 h and (b) virgin carbon fibers with the sizing agent removed. A full color version of this figure is available at the Polymer Journal online.
Stability of BA-CHDMVG-based CFRPs toward acid
The stability of the BA-CHDMVG-based CFRPs toward acid is important in determining whether they can be used for general applications, including outdoor ones. We investigated the stability of the BA-CHDMVG-based CFRPs by conducting acid-induced degradation testing in water with no organic solvents, such as THF. Figure 9 shows images of BA-CHDMVG-based CFRP boards before and after acid treatment with 0.1 mol l−1 hydrochloric acid in water at room temperature for 24 h. No change in appearance occurred for any of the BA-CHDMVG-based CFRPs, including the one containing the highest amount of BA-CHDMVG ((BA-CHDMVG)40-(jER1001)60-based CFRP). The degradation rate of all the BA-CHDMVG-based CFRPs was 0%, as shown in Table 2. Note that (BA-CHDMVG)40-(jER1001)60-based CFRP was completely decomposed with a degradation rate of 100% in a THF/water (9/1 v/v) mixed solvent otherwise under the same reaction conditions (Table 2). These results show that the matrix resin portion must be swollen to some extent with organic solvents to initiate or accelerate the degradation.

Appearances of CFRP boards before and after treatment with 0.1 mol l−1 hydrochloric acid in water at room temperature for 24 h: (BA-CHDMVG)40-(jER1001)60-based CFRP, (BA-CHDMVG)20-(jER828)20-(jER1001)60-based CFRP, (BA-CHDMVG)10-(jER828)30-(jER1001)60-based CFRP, and (BA-CHDMVG)5-(jER828)35-(jER1001)60-based CFRP.
To reveal the influence of acid in the environment on the mechanical properties of the BA-CHDMVG-based CFRPs, CFRP boards were immersed in 0.1 mol l−1 aqueous acetic solution (pH=2.8; slightly more acidic than the rain in Japan (pH=4.77)15) at room temperature for 30 days and then subjected to tensile testing. Figure 10 shows the stress–strain behavior of the BA-CHDMVG-based CFRPs in tensile testing before and after acid treatment. The maximum stress, strain at break and Young’s modulus (strain at 0.1–0.3%) of the BA-CHDMVG-based CFRPs after the acid treatment reflected almost the same tensile strength as those before the acid treatment. These results indicate that the BA-CHDMVG-based CFRPs are stable against acid in the normal living environment, such as acid rain.

Stress–strain behavior of CFRP boards in tensile testing: (a) before acid treatment; (b) after acid treatment; (a) (BA-CHDMVG)40-(jER1001)60-based CFRP, (b) (BA-CHDMVG)20-(jER828)20-(jER1001)60-based CFRP, (c) (BA-CHDMVG)10-(jER828)30-(jER1001)60-based CFRP, and (d) (BA-CHDMVG)5-(jER828)35-(jER1001)60-based CFRP. The treatment was with 0.1 mol l−1 aqueous acetic solution (pH=2.8) at room temperature for 30 days. A full color version of this figure is available at the Polymer Journal online.
Conclusions
BA-CHDMVG-based CFRPs were prepared and evaluated by tensile testing and thermogravimetric analysis. The mechanical and thermal properties of the BA-CHDMVG-based CFRPs were similar to those of conventional BA-CFRP. Among the BA-CHDMVG-based CFRPs, (BA-CHDMVG)40-(jER1001)60-based CFRP and (BA-CHDMVG)20-(jER828)20-(jER1001)60-based CFRP (BA-CHDMVG content: 40 and 20 wt%, respectively, in the matrix resins) underwent a smooth breakdown under treatment with hydrochloric acid in a THF/water (9/1 v/v) mixed solvent. On the basis of evaluation by SEM, XPS and tensile testing, the recovered carbon fibers showed no residual resins and no damage during the degradation reaction. Therefore, the recovered carbon fibers can be reused for recycling. On the other hand, no change occurred in the appearance of the BA-CHDMVG-based CFRPs with similar acid treatment in water in the absence of organic solvents. After a weakly acidic treatment in water at room temperature for 30 days, BA-CHDMVG-based CFRPs exhibited almost the same mechanical properties as those of the BA-CHDMVG-based CFRPs before the acid treatment (pH=2.8). These results indicate that the BA-CHDMVG-based CFRPs are stable against acid in the normal living environment, such as acid rain.

Schematic of synthesis and degradation of acetal linkage-containing epoxy resins, preparation and degradation of acetal linkage-containing CFRPs and recovery of carbon fibers.
References
Pimenta, S. & Pinho, S. T. Recycling carbon fibre reinforced polymers for structural applications: technology review and market outlook. Waste Manag. 31, 378–392 (2011).
Pickering, S. J. Recycling technologies for thermoset composite materials-current status. Composite Part A 37, 1206–1215 (2006).
Johnson, L. M., Ledet, E., Huffman, N. D., Swarner, S. L., Shepherd, S. D., Durham, P. G. & Rothrock, G. D. Controlled degradation of disulfide-based epoxy thermosets for extreme environments. Polymer 64, 84–92 (2015).
Buchwalter, S. L. & Kosbar, L. L. Cleavable epoxy resins: design for disassembly of a thermoset. J. Polym. Sci. Part A Polym. Chem. 34, 249–260 (1996).
Bai, N., Saito, K. & Simon, G. P. Synthesis of a diamine cross-linker containing Diels-Alder adducts to produce self-healing thermosetting epoxy polymer from a widely used epoxy monomer. Polym. Chem. 4, 724–730 (2013).
Luo, K., Xie, T. & Rzayev, J. Synthesis of thermally degradable epoxy adhesives. J. Polym. Sci. Part A Polym. Chem. 51, 4992–4997 (2013).
Wang, L. & Wong, C. P. Syntheses and characterizations of thermally reworkable epoxy resins. Part I. J. Polym. Sci. Part A Polym. Chem. 37, 2991–3001 (1999).
Hashimoto, T., Meiji, H., Urushisaki, M., Sakaguchi, T., Kawabe, K., Tsuchida, C. & Kondo, K. Degradable and chemically recyclable epoxy resins containing acetal linkages: synthesis, properties, and application for carbon fiber-reinforced plastics. J. Polym. Sci. Part A Polym. Chem. 50, 3674–3681 (2012).
Kakichi, Y., Hashimoto, T., Yamaguchi, A., Urushisaki, M., Sakaguchi, T., Kawabe, K., Kondo, K. & Iyo, H. Synthesis of phenolic resin-based epoxy resins containing acetal linkages and degradability of their cured epoxy resins. Kobunshi Ronbunshu 73, 108–115 (2016).
Yamaguchi, A., Hashimoto, T., Kakichi, Y., Urushisaki, M., Sakaguchi, T., Kawabe, K., Kondo, K. & Iyo, H. Recyclable carbon fiber-reinforced plastics (CFRP) containing degradable acetal linkages: synthesis, properties, and chemical recycling. J. Polym. Sci. Part A Polym. Chem. 53, 1052–1059 (2015).
Kakichi, Y., Hashimoto, T., Yamaguchi, A., Urushisaki, M., Sakaguchi, T., Kawabe, K., Kondo, K. & Iyo, H. Development of acetal linkage-containing matrix epoxy resins with high toughness and degradability for chemically recyclable CFRP. Kobunshi Ronbunshu 74, 208–214 (2017).
Nakamura, Y., Yamaguchi, M. & Okubo, M. Instrumented charpy impact test of epoxy resin filled with irregular-shaped silica particles. Polym. Eng. Sci. 33, 279–284 (1993).
Kawabe, K. New spreading technology for carbon fiber tow and its application to composite materials. Sen’i Gakkaishi 64, 262–267 (2008).
Jiang, G., Pickering, S. J., Lester, E. H., Turner, T. A., Wong, K. H. & Warrior, N. A. Characterisation of carbon fibers recycled from carbon fibre/epoxy resin composites using supercritical n-propanol. Compos. Sci. Technol. 69, 192–198 (2009).
Iinuma, A., Hashimoto, T., Urushisaki, M. & Sakaguchi, T. Vinyl ether-based polyacetal polyols with various main-chain structures and polyurethane elastomers prepared therefrom: synthesis, structure, and functional properties. J. Appl. Polym. Sci. 133, 44088–44098 (2016).
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Competing interests
The authors declare no conflict of interest.
Rights and permissions
About this article

Cite this article
Kakichi, Y., Yamaguchi, A., Hashimoto, T. et al. Development of recyclable carbon fiber-reinforced plastics (CFRPs) with controlled degradability and stability using acetal linkage-containing epoxy resins. Polym J 49, 851–859 (2017). https://doi.org/10.1038/pj.2017.68
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1038/pj.2017.68
This article is cited by
-
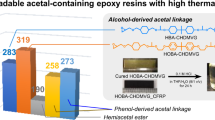
Novel degradable acetal-linkage-containing epoxy resins with high thermal stability: synthesis and application in carbon fiber-reinforced plastics
Polymer Journal (2022)
-
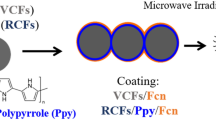
Preparation of carbon fibers coated with epoxy sizing agents containing degradable acetal linkages and synthesis of carbon fiber-reinforced plastics (CFRPs) for chemical recycling
Polymer Journal (2019)
