
Abstract
Modern optical fibers require double-layer coating on the glass fiber to provide protection from signal attenuation and mechanical damage. The most important plastic resins used in wires and optical fibers are plastic polyvinyl chloride (PVC) and low-high density polyethylene (LDPE/HDPE), nylon and Polysulfone. In this paper, double-layer optical fiber coating is performed using melt polymer satisfying PTT fluid model in a pressure type die using wet-on-wet coating process. The assumption of fully developed flow of Phan-Thien-Tanner (PTT) fluid model, two-layer liquid flows of an immiscible fluid is modeled in an annular die, where the fiber is dragged at a higher speed. The equations characterizing the flow and heat transfer phenomena are solved exactly and the effects of emerging parameters (Deborah and slip parameters, characteristic velocity, radii ratio and Brinkman numbers on the axial velocity, flow rate, thickness of coated fiber optics, and temperature distribution) are reported in graphs. It is shown that an increase in the non-Newtonian parameters increase the velocity in the absence or presence of slip parameters which coincides with related work. The comparison is done with experimental work by taking λ → 0 (non-Newtonian parameter).
Similar content being viewed by others


Introduction
Investigating the behavior of the boundary layer of a viscoelastic fluid, on a continuous surface stretching, is important for the analysis of polymer extrusion, drawing of plastic films, fiber optics and wires. The significance in industrial process applications has led to a deep interest by researchers for the study of viscoelastic fluid flow and heat transfer in fiber and wire coating process. The optical fiber coating is an industrial process for provision of insulation, environmental safety, mechanical damage and guard against signal attenuation. The simple and suitable process for wire coating is the coaxial extrusion process that operates at the maximum pressure, temperature and wire drawing speed. This coating of the continuum velocity and melt-polymer produces high pressure in a particular region which results into strong bonding and fast coating. Many researches such as Han and Rao1, Nayal2, Caswell3 and Ticker4 studied the co-extrusion process in which either the polymer is extruded on axially moving belt or the fiber (wire) is dragged inside a die filled with molten polymer.
The manufacturing of optical fibers is a series of automated inline process such as the drawing of glass fiber from a softened Silica preform in draw furnace, the coaling of freshly drawn glass fiber in helium injected Coaling System, and the double layer coating of polymers on glass fibers. Then, the optical fiber manufacturing becomes complete as the liquid fiber coatings are cured by Ultraviolet (UV) Lamps.
The coatings are necessary to provide mechanical protection and to prevent the ingress of moisture into microscopic flaws on the fiber surface. The optical fibers today in general are characterized by a double-layer coating structure: an inner layer (called a primary coating layer) made of soft coating material and an outer layer (called a secondary coating layer) made of hard coating material. The role of the Primary layer is to minimize attenuation due to micro bending, while the secondary layer protects the primary coating against mechanical damage. The widespread industrial success of optical fibers as a practical alternative to copper wiring could be attributed to these UV-curable coatings.
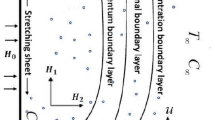
Two types of coating process are used for double-layer optical fiber coating, while being pulled at high speed, wet-on-dry (WOD) and wet-on-wet (WOW) process. In wet-on-dry coating process, the glass fiber passes through a primary coating applicator which is immediately cured by UV lamps, and then the fiber enters a secondary coating applicator, again followed by UV lamps. However, in the WOW coating process, the glass fiber passes through both the primary and secondary coating applicators and then both these coatings are cured by UV lamps. In the past, the majority of optical fiber drawing systems used the wet-on-dry process, but recently the wet-on-wet coating process has gained significant popularity in optical fiber manufacturing industry. Here, in this study, we also applied the wet-on-wet coating process for optical fiber coating as shown in Fig. 1.

Double-layer optical fiber coating in wet-on-wet coating process.
In fiber coating, the fiber drawing velocity and the quality of material are more important. And after leaving the die, the temperature of the coating material is also important.
Different types of fluids are used for wire and fiber optics coating, which depends upon the geometry of die, fluid viscosity, temperature of the wire or fiber optics and the molten polymer. Most relevant work on the wire and fiber optics coating are thus summarized in the following.
The power law fluid model was used by Akter and Hashmi5,6 for wire coating. Siddiqui et al.7 used third grade fluid for wire extrusion in a pressurized die. Fenner and Williams8 investigated the flow in the tapering section of a pressurized die. Unsteady second grade fluid with oscillating boundary condition inside the wire coating die was investigated by Shah et al.9. Exact solution was obtained for unsteady second grad fluid in wire coating analysis10. Oldroyd 8-constant fluid was used for wire coating analysis by Shah et al.11. Majid et al.12 studied wire coating using MHD Oldroyd 8-constant fluid. Shah et al.13 studied third grade fluid with heat transfer in the wire coating analysis.
The interest in heat transfer problems involving non-Newtonian fluids have grown considerably as the application of non-Newtonian fluids perpetuates through various industries, including polymer processing and electronic packaging. Heat transfer analysis is very important for the advancement of science and technology, modern instruments such as micro-electro-mechanical systems (MEMS), laser coolant lines and compact heat exchangers are being used for many purposes. Laminar heating and cooling occur an increasing variety in such instruments. Consequently, the results for the flows and heat transfer of non-Newtonian fluids are needed. A complete survey of the literature is impractical. However, a few studies are listed here to provide starting points for a broader literature search. Shah et al.14 studied the wire coating analysis with linearly varying temperature. Mitsoulis15 studied the wire coating flow with heat transfer. The corresponding heat transfer problem of fully developed pipe and channel flows of PTT fluid was also investigated by Oliveira and Pinho16.
Recently, a viscoelastic fluid model known as Phan-Thien-Tanner (PTT) model is widely used for wire and fiber coating17. It is a nonlinear viscoelastic model which incorporates shear thinning, shear viscosity, normal stress difference and an elongation parameter which reproduces many of the characteristics of the rheology of polymer solutions and other non-Newtonian fluids. Many researchers studied the post-treatment analysis of wire coating with heat transfer18. Wagner and Mitsoulis19 investigated the wire coating with the effect of die design. Numerical solution for wire coating analysis using a Newtonian fluid was investigated by Bagley and Storey20. Oliveira and Pinho21 studied the problem of fully developed channel and pipe flows of PTT fluids and obtained an analytical expression for velocity fields and stress components in both geometries.
A survey of literature indicates that much attention is given to slip effect, especially from polymer industry (polymer melts), which exhibits a macroscopic wall slip. It ranges from technological application to medical application, especially in polishing artificial heart valves and also used for wire and fiber coating. Being inspired from such practical applications, several authors discussed the slip effect on fluid flow. Hayat et al.22 and Asghar et al.23 discuss the effects of slip condition on third order fluid. Ellahi24 discuss the slip condition of an Oldroyd 8- constant fluid and Sajid et al.24,25 investigate the effect of slip condition on thin film flow. The influence of slip conditions on the thin film flow of a third order fluid was investigated by Nargis and Tahir26. Asghar et al.27 studied the effects of partial slip on flow of a third grade fluid. Recently, Rehan et al.28 studied wire coating for heat transfer flow of a viscoelastic PTT fluid with slip boundary conditions. Recently, Hatzikiriakos29 discussed the wall slip of molten polymer. Simulation of coating flows with slip effects by Ngamaramvaranggul et al.30. Ferras et al.31 investigated an analytical solutions for channel flows of Phan-Thien-Tanner and Giesekus fluids under slip. The same author studied the annular flow of viscoelastic fluids using numerical and analytical technique32. Georgiou et al.33 also investigated slip yield stress effects in start-up Newtonian Poiseuille flows.
All these attempts were related to a single layer coating flow. On double-layer coating flow there are also few investigations.
Immiscible fluid flow is used for many industrial and manufacturing processes such as oil industry or polymer production. Kim et al.34 examined the theoretically prediction on the double-layer coating in wet-on-wet optical fiber coating process. Double-layer coating liquid flows were used by Kim et al.35 in optical fiber manufacturing. For this purpose power-law fluid model was used. Recently Zeeshan et al.36 used Phan-Thien-Tanner fluid in double-layer optical fiber coating. The same author37 investigated double-layer resin coating of optical fiber glass using wet-on-wet coating process with constant pressure gradient. Two-phase flow of an Oldroyd 8-constant fluid was used for optical fiber coating by Zeeshan et al.38. Flow and heat transfer of two immiscible fluids in double-layer optical fiber coating is investigated by Zeeshan et al.39.
Zeeshan et al.36,37 has considered PTT fluid as coating material in double-layer optical fiber coating analysis and studied the effect of emerging parameters. However, they do not investigate the effect of slip conditions in their study. The aim of the present study is to analyze the double-layer optical fiber coating using viscoelastic PTT fluid with slip condition in wet-on-wet coating process. To the best of my knowledge, no one has investigated the double-layer coating in wet-on-wet coating process for optical fiber coating using as coating material modeled as Phan-Thien-Tanner fluid such as a melt polymer with slip boundary conditions. The equations characterizing the flow and heat transfer phenomena are solved exactly and the effects of emerging parameters are shown with the help of graphs. To the best of my knowledge, no such analysis of the double-layer coating flows of PTT fluid using slip conditions is available in the literature.
Additionally, at the end the result of the present work is also compared with the experimental results already published34 by taking λ → 0 (non-Newtonian parameter).
Modeling of the problem
The schematic diagram of two-phase flow model in a pressurized coating die of length L is shown in Fig. 2. The die and fiber are concentric. The coordinate system is taken at the center of the optical fiber, in which r is taken perpendicular to the flow direction z. The coating process is performed in two phases. In the first phase the uncovered fiberglass of radius Rw is dragged with constant velocity U into the primary coating liquid. In the second phase the wet coating passes through the secondary coating die of the radius of radius Rd. This way the fiber leaves the system with two layers of coating. The wet layers are dried up by ultraviolet (UV) lamps. The flow is considered steady, laminar and axisymmteric.

Two-phase flow model in coating die.
The design of fiber coating dies is of primary importance since it significantly affects the quality of the final product. Here, a pressure type die is considered because within this die melt meets the optical fiber where a complex flow field exists and its surrounding is necessary for the design of better dies with optimum performance.
Sip boundary conditions are subjected at the moving optical fiber and the stationary die wall in the die design. The liquid parameters at each phase are generalized by corresponding phase number denoted by j(j = 1, 2).
The basic equations governing the flow of incompressible fluids are:




where ρ(j), density of the fluid, T(j), shear stress tensor, cp, the specific heat, D/Dt, denotes the material derivative, k(j), the thermal conductivity,Θ(j), the fluid temperature, Φ(j) the dissipation function, trS(j), the trace of extra stress tensor,  , upper contra-variant convicted tensor, μ(j), the viscosity of the fluid and A(j) is the deformation rate tensor.
, upper contra-variant convicted tensor, μ(j), the viscosity of the fluid and A(j) is the deformation rate tensor.
The shear stress tensor given in Eq. (2) and deformation rate tensor given in Eq. (4) is defined as:


where I, is the identity tensor and the superscript, T, stands for the transpose of a matrix and L = ∇u(j).
The upper contra-variant convicted tensor  in Eq. (4) is given by
in Eq. (4) is given by

The function  is given by Tanner28,40,41
is given by Tanner28,40,41

In Eq. (8), f(trS(j)) is the stress function in which ε is related to the elongation behavior of the fluid. For ε = 0, the model reduces to the well-known Maxwell model and for λ = 0, the model reduces to Newtonian one.
With the above frame of reference and assumptions the fluid velocity, extra stress tensor and temperature filed are considered as

Using assumptions and Eq. (9), the continuity Eq. (1) satisfied identically and from Eqs (2,
we arrive at:







From Eqs (10) and (11), it is concluded that p is a function of z only. Assuming that the pressure gradient along the axial direction is constant. Thus we have dp/dz = Γ
Integrating Eq. (12) with respect to r, we get

where C(j) is an arbitrary constant of integration.
By substituting Eq. (17) in Eq. (15), we have

Combining Eqs (14), (15) and (17), we obtain the explicit expression for a normal stress component Szz as:

From Eqs (8) and (18), we have

Inserting Eq. (19) in Eq. (20), we obtain an analytical expression for axial velocity as:

And the temperature distribution is

The boundary conditions on w(j) are slip conditions, and the boundary condition on θ(j) are  at the fiber optics and
at the fiber optics and  at the die wall. For the problem displayed in Fig. 1, at the fluid interface, we utilize the assumptions that the velocity, the shear stress, and the pressure gradient along the flow direction and the temperature and the heat flux are continuous, which are given as follows.
at the die wall. For the problem displayed in Fig. 1, at the fluid interface, we utilize the assumptions that the velocity, the shear stress, and the pressure gradient along the flow direction and the temperature and the heat flux are continuous, which are given as follows.
The relevant boundary and interface conditions34,35,36,37,38,39 on the velocity are


The relevant boundary and interface conditions36,37,38,39 on the temperature are


We introduce the non-dimensional flow variables as






where  is the characteristic velocity scale,
is the characteristic velocity scale,  is the characteristic Deborah number based on velocity scale Vc, X(j) has physical meaning of a non-dimensional pressure gradient and Br(j) is the Brinkman number and j = 1, 2 stands for primary and secondary coating layer flows respectively.
is the characteristic Deborah number based on velocity scale Vc, X(j) has physical meaning of a non-dimensional pressure gradient and Br(j) is the Brinkman number and j = 1, 2 stands for primary and secondary coating layer flows respectively.
Solution of the problem
To obtain the solution for the velocity field and temperature distribution for both layers, we solve Equations (28) and (29), corresponding to the boundary conditions given by equations (30)–(32), respectively.
Primary layer velocity field, flow rate, thickness of the coated fiber optics and temperature are




Secondary layer velocity field, flow rate, thickness of the coated fiber optics and temperature are




where  and D4 are all constants given below:
and D4 are all constants given below:







where


Results and Discussion
Equations (28) and (29) along with boundary conditions given by Eqs (30)–(32), are solved exactly for the velocity field and temperature distributions, for the primary and secondary layer, related to double-layer optical fiber coating process using melt polymer satisfying Phan-Thien-Tanner (PTT) fluid model in a pressure type die. Wet-on-wet coating process is applied for double-layer optical fiber coating.
The effects of different pertinent parameters such as, slip parameters, Deborah numbers  , velocity ratio (ratio between the pressure drop and the speed of the wire i.e.,
, velocity ratio (ratio between the pressure drop and the speed of the wire i.e.,  ), radii ratio δ, and the Brinkman numbers Br1 and Br2 are discussed and sketched in Figs 3, 4, 5, 6, 7, 8, 9, 10, 11, 12, 13 and 14.
), radii ratio δ, and the Brinkman numbers Br1 and Br2 are discussed and sketched in Figs 3, 4, 5, 6, 7, 8, 9, 10, 11, 12, 13 and 14.

Variation in the velocity field for various values of slip parameters γ1 and γ2, fixing 

Variation in the velocity field for various values of Deborah numbers  , fixing X = 1, X2 = 1.5, γ1 = 0.2, γ2 = 0.3, γ = 2.
, fixing X = 1, X2 = 1.5, γ1 = 0.2, γ2 = 0.3, γ = 2.

Variation in the velocity field for various values of Deborah numbers X1 and X2, fixing 

Variation in the volume flow rate for various values of slip parameters γ1 and γ2, fixing 

Variation in the volume flow rate for various values of Deborah numbers  fixing
fixing  .
.

Thickness of coated fiber optics for various values of slip parameters γ1 and γ2, fixing  .
.

Thickness of coated fiber optics for various values of Deborah numbers  fixing
fixing  .
.

Thickness of coated fiber optics for various values of radii ratio δ fixing  .
.

Temperature variation for various values of slip parameters γ1 and γ2, fixing 

Temperature variation for various values of Brinkman number Br1 and Br2, fixing  .
.

Temperature variation for various values of Deborah number parameters  , fixing
, fixing  .
.

Temperature variation for various values of dimensionless parameters X1 and X2, fixing  .
.
Figure 3 delineates the impact of slip parameters on the velocity field. It is observed that the slip parameters accelerate the melt polymer inside the die. This observation shows the effect of slip parameters is to enhance the velocity field near the surface of the optical fiber in the region 1 < r < 1.4 but thereafter, the reverse eeffect is observed.
Figures 4 and 5 depict the velocity variation for different values of Deborah numbers and velocity ratio respectively. We observe that the velocity field increases with an increase in these parameters. It is remarkable to note the main contribution on the velocity field is seen in Fig. 5, when the velocity ratio is higher. Also, for low elasticity  , the velocity field deviation slightly differs from Newtonian one, but an increasing
, the velocity field deviation slightly differs from Newtonian one, but an increasing  , the velocity profiles become more flattered representing the effects of shear thinning, as shown in Fig. 4.
, the velocity profiles become more flattered representing the effects of shear thinning, as shown in Fig. 4.
It is interesting to note that an increase in non-Newtonian parameters and slip parameters leads to increase the velocity at all points of the flow domain. As the velocity of coating fluid is an important design requirement, slip parameters and non-Newtonian characteristics of fluid may be used as controlling devices for the required quality.
The effects of slip parameter and Deborah numbers on the volume flow rate along with increasing the radii ratio is shown in Figs 6 and 7. From Fig. 6, it is found that the at higher value of the radii ratio, the effect of slip parameters on the volume flow rate is much more sensitive. It is also evident that increase in Deborah numbers accelerates the volume flow rate in the region 1 < r < 1.4, and reverse effects observed afterwards as shown in Fig. 7.
Figure 8 delineates the effects of enlarging the slip parameters along with an increasing radii ratio on the thickness of coated fiber optics. In this analysis, the Deborah number is set as  and the velocity ratio at
and the velocity ratio at  . It reveals that for fixed values of these parameters, the thickness of the coated fiber optics increases with an increase in slip parameters as well as radii ratio.
. It reveals that for fixed values of these parameters, the thickness of the coated fiber optics increases with an increase in slip parameters as well as radii ratio.
Figure 9 shows the effects on the thickness of coated fiber optics by changing the Deborah numbers and the radii ratio. This indicates that the thickness of the coated fiber optics increases with increases these parameters.
Figure 10 is sketched to see the effects of radii ratio along the with increasing the slip parameters. In both cases, the thickness of the coated fiber optics tends to increase drastically as the level of radii ratio and the slip parameter increase.
Thus, it is concluded form Figs 8, 9, 10 that the slip parameters, Deborah numbers and the radii ratio contribute to enhance the thickness of the coated fiber optics, so, we may use these parameters to control the thickness of coated fiber optic as a controlling device for the required quality.
Figures 11, 12, 13 and 14 display the temperature distribution showing the effects of slip parameters, Brinkman numbers, Deborah numbers and the velocity ratio.
Figure 11 shows the effects of slip parameters on the temperature distribution. In this analysis, we vary the slip parameters, i.e., γ1 = 0.5, 1.5, 2.5, 3.5 and γ2 = 1, 2, 3, 4, and fixed the other parameters at the reference values, i.e.,  . It reveals that the temperature distribution decreases with increases slip parameters. This variation in temperature distribution is higher in the region 1 < r < 1.4.
. It reveals that the temperature distribution decreases with increases slip parameters. This variation in temperature distribution is higher in the region 1 < r < 1.4.
Figures 12 and 13 depict the temperature distribution by showing the effects of Brinkman numbers and Deborah numbers. The effects of Brinkman numbers and Deborah numbers are, to increase the temperature in the region 1 < r < 1.4 in all cases, and then, the reverse effect is observed. Thus, it is concluded that viscous heating (Br1 and Br2) and non-Newtonian property of melt polymer is favorable in escalating the fluid temperature inside the die near the surface of the optical fiber and it is counterproductive near the inner surface of the die.
Figure 14 depicts the temperature distribution showing the effects of velocity ratio. The point of thermo-transition occurs in the middle of the annular zone. Thus, it is concluded that the velocity ratio enhance the temperature inside the melt polymer used as a coating material near the surface of the optical fiber then it decreases in the region 1.4 < r < 2.
At the end the result of the present work is also compared with the experimental results already published34 by taking λ → 0 (non-Newtonian parameter) which is given in Table 1.
Conclusion
Exact solutions are obtained for the velocity field and temperature distributions, related to double-layer optical fiber coating process using melt polymer satisfying Phan-Thien-Tanner (PTT) fluid model in a pressure type die. Wet-on-wet coating process is applied for double-layer optical fiber coating. The effects of different pertinent parameters such as, slip parameters, Deborah numbers  , velocity ratio (ratio between the pressure drop and the speed of the wire i.e.,
, velocity ratio (ratio between the pressure drop and the speed of the wire i.e.,  ), radii ratio δ, and the Brinkman numbers Br1 and Br2 are investigated. The slip parameters, Deborah numbers and velocity ratio enhance the fluid velocity of the first layer in all cases, and then, the reverse effect is observed. Thus, it is concluded that non-Newtonian property of melt polymer is favorable in escalating the fluid velocity inside the die near the surface of the optical fiber and it is counterproductive near the inner surface of the die. Also, the slip parameters, Deborah numbers and the radii ratio contribute to enhance the thickness of the coated fiber optics, thus, we may use these parameters to control the thickness of coated fiber optics as a controlling device for the required quality.
), radii ratio δ, and the Brinkman numbers Br1 and Br2 are investigated. The slip parameters, Deborah numbers and velocity ratio enhance the fluid velocity of the first layer in all cases, and then, the reverse effect is observed. Thus, it is concluded that non-Newtonian property of melt polymer is favorable in escalating the fluid velocity inside the die near the surface of the optical fiber and it is counterproductive near the inner surface of the die. Also, the slip parameters, Deborah numbers and the radii ratio contribute to enhance the thickness of the coated fiber optics, thus, we may use these parameters to control the thickness of coated fiber optics as a controlling device for the required quality.
Furthermore, the effects of Deborah numbers, velocity ratio and Brinkman numbers increase the temperature in the region 1 < r < 1.4 in all cases, and then the reverse effect is observed. The effects of slip parameters are quite opposite to that of Brinkman numbers. Thus, it is concluded that viscous heating (Br1 and Br2) and non-Newtonian property of melt polymer is favorable in escalating the fluid temperature in the layers near the surface of the optical fiber and having a transition in the middle of the annular region. Also, it reduces to Maxwell and linear viscous model by setting ε and λ equal to zero, respectively.
At the end the present work is also compared with previously published experimental.
Additional Information
How to cite this article: Khan, Z. et al. Steady flow and heat transfer analysis of Phan-Thien-Tanner fluid in double-layer optical fiber coating analysis with Slip Conditions. Sci. Rep. 6, 34593; doi: 10.1038/srep34593 (2016).
References
Han, C. D. & Rao, D. The rheology of wire coating extrusion. Polym. Eng. Sci. 18, 1019–1029 (1978).
Nayak, M. K. Wire coating analysis 2nded., India Tech, New Delhi (2015).
B. Caswell, B. & Tanner, R. J. (Wire coating die using finite element methods. Polym. Eng. Sci. 18, 417–421 1978).
Tucker, C. L. Computer Modeling for Polymer Processing. Hanser, Munich, 311–317 (1989).
Akter, S. & Hashmi, M. S. J. Analysis of polymer flow in a canonical coating unit: power law approach. Prog. Org. Coat. 37, 15–22 (1999).
Akter, S. & Hashmi, M. S. J. Plasto-hydrodynamic pressure distribution in a tepered geometry wire coating unit, In: Proceedings of the 14th Conference of the Irish manufacturing committee (IMC14), Dublin, 331–340 (1997).
Siddiqui, A. M., Haroon, T. & Khan, H. Wire coating extrusion in a Pressure-type Die in the flow of a third grade fluid. Int. J. of Non-linear Sci. and Numeric. Simul 10, 247–257 (2009).
Fenner, R. T. & Williams, J. G. Analytical methods of wire coating die design, Trans. Plast. Inst. (London) 35, 701–706 (1967).
Shah, R. A., Islam, S., Siddiqui, A. M. & Haroon, T. Optimal homotopy asymptotic method solution of unsteady second grade fluid in wire coating analysis, J. Ksiam 15, 201–222 (2011).
Shah, R. A., Islam, S., Siddiqui, A. M. & Haroon, T. Exact solution of differential equation arising in the wire coating analysis of an unsteady second grad fluid, Math. And Comp. Mod. 57, 1284–1288 (2013).
Shah, R. A., Islam, S., Siddiqui, A. M. & Haroon . Wire coating analysis with oldroyd 8-constant fluid by optimal homotopy asymptotic method 63, 695–707 (2012).
Majid, M., Siddiqui, A. M. & Hayat, T. Wire coating analysis using MHD Oldroyd 8-constant fluid. International journal of Engineering Science 45, 381–392 (2007).
Shah, R. A., Islam, S., Ellahi, M., Haroon, T. & Siddiqui, A. M. Analytical solutions for heat transfer flows of a third Grade fluid in case of post-treatment of wire coating. International Journal of the Physical Sciences 6, 4213–4223 (2011).
Shah, R. A., Islam, S., Siddiqui, A. M. & Haroon . Heat transfer by laminar flow of an elastico-viscous fluid in post treatment analysis of wire coating with linearly varying temperature along the coated wire. Journal of Heat and Mass Transfer 48, 903–914 (2012).
Mitsoulis, E. Fluid flow and heat transfer in wire coating. Ad. Poly. Tech. 6, 467–487 (1986).
Oliveira, P. J. & Pinho, F. T. Analytical solution for fully developed channel and pipe flow of Phan-Thien, Tanner fluids. J. fluid Mech. 387, 271–280 (1999).
Thien, N. P. & Tanner, R. I. A new constitutive equation derived from network theory. J. Non-Newtonian fluid Mech. 2, 353–365 (1977).
Kasajima, M. & Ito, K. Post-treatment of Polymer extrudate in wire coating. Appl. Polym. Symp. 20, 221–235 (1973).
Wagner, R. & Mitsoulis, E. Effect of die design on the analysis of wire coating. Adv. Polym. Tech. 5, 305–325 (1985).
Bagley, E. B. & Storey, S. H. Wire and Wire Prod 38, 1104–1122 (1963).
Pinho, F. T. & Oliveira, P. J. Analysis of forced convection in pipes and channels with simplified Phan-Thien-Tanner fluid. Int. j. Heat Mass Transfer 43, 2273–2287 (2000).
Hayat, T., Asif Farooq, M., Javed, T. & Sajid, M. Partial slip effects on the flow and heat transfer characteristics in a third grade fluid. Non-linear Anal (Real world applications) 10, 745–755 (2009).
Asghar, S., Gulzar, M. M. & Ayub, M. Effects of partial slip on the flow of a third grade fluid. Acta Mech Sini 5, 393–396 (2006).
Ellahi, R. Effects fo the slip boundary condition on non-Newtonian flows in a channel. Commu Nonlin Sci Numer Simul 14, 1377–1384 (2009).
Sajid, M., Awais, M., Nadeem, S. & Hayat, T. The influence of slip condition on thin film flow of a fourth grade fluid by the homotopy analysis method. Comput Math Appl 56, 2019–2026 (2008).
Nargis, K. & Mehmood, T. The influence of slip parameter conditions on the thin film flow of a third order fluid. 13, 105–116 (2012).
Asghar, S., Gulzar, M. M. & Ayub, M. Effects of partial slip on flow of a third grade fluid. Acta Mech Sinica 22, 393–396 (2006).
Shah, R. A., Siddiqui, A. M. & Haroon, T. Analysis of Wire Coating for Heat Transfer Flow of a Viscoelastic PTT Fluid with Slip Boundary Conditions. International journal of mechanical and Mechtronic Engineering 3 (2016).
Hatzikiriakos, S. G. Wall slip of molten polymers. Progress in Polymer Science 37, 624–643 (2012).
Ngamaramvaranggul, V. & Webster, M. F. Simulation of coating flows with slip effects. Int. J. Num. Meth. Fluids 33, 961–992 (2000).
Ferras, L. L., Nobrega, J. M. & Pinho, F. T. Analytical solutions for channel flows of Phan-Thien-Tanner and Giesekus fluids under slip. Journal of Non-Newtonian Fluid Mechanics 171, 97–105 (2012).
Ferras, L. L., Afonso, A. M., Alves, M. A., Nobrega, J. M. & Pinho, F. T. Pinho. Annular flow of viscoelastic fluids: Analytical and numerical solutions. Journal of Non-Newtonian Fluid Mechanics 212, 80–91 (2014).
Kaoullas, G. & Georgiou, G. C. Slip yield stress effects in start-up Newtonian Poiseuille flows. Rheologica Acta 52, 913–925 (2013).
Kim, K., Kwak, H. S. & Park, S. H. Theoretical prediction on double-layer coating in wet-on-wet optical fiber coating process. 8, 35–44 (2011).
Kim, K. & Kwak, H. S. Analytic Study of Non-Newtonian Double Layer Coating Liquid Flows in Optical Fiber Manufacturing. Trans Tech Publ 224, 260–263 (2012).
Zeeshan, Shah, R. A., Islam, S. & Siddique, A. M. Double-layer Optical Fiber Coating Using Viscoelastic Phan-Thien-Tanner Fluid. New York Science Journal 6, 66–73 (2013).
Zeeshan, Islam, S., Shah, R. A ., Khan, I. & Gul, T. Exact Solution of PTT Fluid in Optical Fiber Coating Analysis using Two-layer Coating Flow. J. Appl. Environ. Biol. Sci. 596–105 (2015).
Zeeshan, Islam, S., Shah, R. A., Khan, I., Gul, T. & Gaskel, P. Double-layer Optical Fiber Coating Analysis by Withdrawal from a Bath of Oldroyd 8-constant Fluid. J. Appl. Environ. Biol. Sci. 5, 36–51 (2015).
Zeeshan, K., Islam, S. & Shah, R. A. Flow and heat transfer of two immiscible fluids in double-layer optical fiber coating. J. Coat. Technol. Res. 10.1007/s11998-016-9817-1.
Phan-Thien, N. & Tanner, R. I. A new constitutive equation derived from network theory. J. Non-Newtonian Fluid Mech. 2, 353–365 (1977).
Phan-Thien, N. A nonlinear network viscoelastic model. J. Rheol. 22, 259–283 (1978).
Acknowledgements
I am thankful to the active guidance from Dr. Saeed Islam throughout the preparation of this manuscript. Special thanks to all the co-authors for finalizing this great work. Finally, the authors are grateful to the reviewers for their valuable comments and the Editorial Board for their support and prompt response whenever required.
Author information
Authors and Affiliations
Contributions
Z.K. wrote the manuscript. R.A.S. gave the simulation of the problem and helped the corresponding author in reporting the results and discussion. Both authors have carefully revised the manuscript. S.I. chairperson Department of Mathematics and F.T. Department of Physics, helped the corresponding author in reply to the reviewers’ reports. The corresponding author is grateful to B.J. and M.I. from Department of Computer Science for their support in preparation of the manuscript both in technical writing and drawing quality figures wherever required.
Ethics declarations
Competing interests
The authors declare no competing financial interests.
Rights and permissions
This work is licensed under a Creative Commons Attribution 4.0 International License. The images or other third party material in this article are included in the article’s Creative Commons license, unless indicated otherwise in the credit line; if the material is not included under the Creative Commons license, users will need to obtain permission from the license holder to reproduce the material. To view a copy of this license, visit http://creativecommons.org/licenses/by/4.0/
About this article

Cite this article
Khan, Z., Shah, R., Islam, S. et al. Steady flow and heat transfer analysis of Phan-Thein-Tanner fluid in double-layer optical fiber coating analysis with Slip Conditions. Sci Rep 6, 34593 (2016). https://doi.org/10.1038/srep34593
Received:
Accepted:
Published:
DOI: https://doi.org/10.1038/srep34593
This article is cited by
Comments
By submitting a comment you agree to abide by our Terms and Community Guidelines. If you find something abusive or that does not comply with our terms or guidelines please flag it as inappropriate.
