
Abstract
High-performance Sr0.6K0.4Fe2As2 (Sr-122) tapes have been successfully fabricated using hot pressing (HP) process. The effect of HP temperatures (850–925°C) on the c-axis texture, resistivity, Vickers micro-hardness, microstructure and critical current properties has been systematically studied. Taking advantage of high degree of c-axis texture, well grain connectivity and large concentration of strong-pinning defects, we are able to obtain an excellent Jc of 1.2 × 105 A/cm2 at 4.2 K and 10 T for Sr-122 tapes. More importantly, the field dependence of Jc turns out to be very weak, such that in 14 T the Jc still remains ~ 1.0 × 105 A/cm2. These Jc values are the highest ever reported so far for iron-pnictide wires and tapes, achieving the level desired for practical applications. Our results clearly strengthen the position of iron-pnictide conductors as a competitor to the conventional and MgB2 superconductors for high field applications.
Similar content being viewed by others


Introduction
The relatively high critical temperature Tc, ultrahigh upper critical fields Hc2 and low anisotropy γ of iron-pnictides make them potential competitors to conventional Nb-based and MgB2 superconductors. Particularly, single crystals and thin films of 122-type iron-pnictides (AeFe2As2, Ae = alkali or alkali earth elements) maintained high Jc over 1 MA/cm2 up to 10 T at 4.2 K and Hc2 greater than 100 T1,2,3,4,5, allowing the possibility of constructing superconducting magnets, especially for nuclear magnetic resonance (NMR) magnets and for accelerators. Since large-scale high field applications require long length of conductors, the simple powder-in-tube (PIT) method has been rapidly developed to fabricate Ba1-xKxFe2As2 (Ba-122) and Sr1-xKxFe2As2 (Sr-122) wires and tapes6,7,8. The critical current density in superconductors is a central topic of research. However, the primary obstacle to practical applications is the low global Jc value in wires and tapes because the polycrystalline superconductors suffer from the disadvantages of defects, impurity phase and high-angle grain boundaries (GBs).
In order to enhance the connectivity between grains, ex-situ PIT technique was employed to improve homogeneity and reduce pores. However, the mass density of superconducting cores inside flat-rolled tapes is still low9,10. It was found that the mechanical deformation such as hot pressing (HP) and cold pressing (CP) could significantly increases the transport Jc by improving core density and grain alignment11,12,13,14. Importantly, hot pressing could not only considerably densify the superconducting core but also effectively prevent the formation of cracks in comparison with CP. Recently, the transport Jc value up to 0.1 MA/cm2 at 4.2 K and 10 T has been obtained in Sr-122 tapes by simple HP method12. However, the correlations among HP processing conditions, superconducting properties and microstructure are still not systematically studied. Therefore, understanding how to further enhance Jc in Sr-122 tapes by optimizing HP process is quite important. In this work, we prepared the hot-pressed Sr1-xKxFe2As2/Ag tapes by optimizing the HP temperature. A transport Jc of 1.2 × 105 A/cm2 at 10 T and 4.2 K is achieved, which is higher than those have been reported elsewhere in any iron-pnictide wires and tapes. The reason of Jc enhancement is also analyzed by means of structural and transport measurements in combination with scanning electron microscopy (SEM) observations. We also measured the distribution of local grain orientation and misorientation angles by electron backscatter diffraction (EBSD) technique. The flux pinning and GBs are analyzed by transmission electron microscopy (TEM) method to clarify how the high transport Jc is achieved in iron-based superconductors.
Results
The bulk XRD patterns for the hot-pressed Sr-122 samples with different HP temperatures are shown in Fig. 1. For comparison, the data for randomly orientated powder is also included. It can be seen that all tape samples exhibit a well developed Sr-122 phase, with a small amount of AgSrAs phase. On the other hand, compared with randomly orientated powder, the relative intensity of the (00l) peaks with respect to that of the (103) peak is strongly enhanced for our HP samples. The strong c-axis orientation of Sr-122 grains is achieved after hot pressing. Fig. 2 exhibits the temperature dependence of the resistivity for HP tapes. Similar high onset temperature Tc ~ 36.2 K and small transition width ~0.7 K are observed for all Sr-122 samples. In addition, the electrical resistivity curves display the characteristic temperature dependence of 122-type pnictides with a high ratio of room-temperature and normal-sate resistivity15,16,17. The resistivity measurement demonstrates good quality of our HP tapes, which encourages a further detailed investigation on transport Jc-B properties and microstructure.

Bulk XRD patterns for the superconducting cores of the hot-pressed Sr-122 tapes prepared at 850, 875, 900 and 925°C.
As a reference, the data for randomly orientated powder is also included. The peaks of Sr0.6K0.4Fe2As2 phase are indexed, while the peaks of Ag and AgSrAs phases are also marked. The Ag peaks are contributed from the Ag sheath.

The resistivity versus temperature curves of the hot-pressed Sr-122 tapes prepared at 850, 875, 900 and 925°C.
All data were obtained after peeling off the Ag sheath.
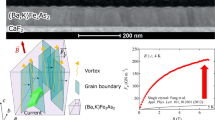
Fig. 3 presents the magnetic-field dependence of transport Jc at 4.2 K for the Sr-122 tapes hot-pressed at different temperatures. The applied fields up to 14 T were parallel to the tape surface. As is evident from the figure, the Jc increases monotonically with the increase of HP temperatures up to 900°C and then rapidly decreases when further increasing temperature to 925°C. The best Sr-122 tapes exhibit a large Jc of 1.2 × 105 A/cm2 at 10 T and 4.2 K, which is the highest value ever reported so far for iron-pnictide wires and tapes. On the other hand, it has been reported that 122-type iron-pnictides have strong intrinsic pinning potential4. Here, we observe that transport Jc exhibits a power-law dependence Jc∝ B−α on the magnetic field. The field dependences of Jc are similar for all HP tapes and we get a α value of ~0.10 ± 0.02 at 4.2 K and high fields. The value is much smaller than those observed in Nb3Sn and MgB2 conductors18,19,20. This means that the Jc of 122-type pnictide conductors has a very weak dependence in high fields at liquid helium temperatures. Actually, even in high field up to 14 T, the Jc of HP900 tapes remains about 1.0 × 105 A/cm2.

Magnetic field dependence of transport Jc at 4.2 K for HP Sr-122 tapes with different HP temperatures.
The applied fields up to 14 T were parallel to the tape surface.
The insight into the effects of HP temperature on superconducting properties can be obtained from the HP-temperature dependence of Jc, c-axis texture parameter F, residual resistivity ratio RRR and Vickers hardness Hv values, as shown in Figs. 4(a–d). Firstly, the c-axis texture parameter F in Fig. 4(b) can be quantified from XRD data by the Lotgering method with F = (ρ-ρ0)/(1-ρ0), where ρ = ∑I(00l)/I(hkl), ρ0 = ∑I0(00l)/I0(hkl)21. I and I0 are the intensities of each reflection peak (hkl) of XRD patterns for the textured and randomly oriented samples, respectively. The F values are about 0.52, 0.53, 0.58 and 0.57 for HP850, HP875, HP900 and HP925 tapes, respectively. Clearly, the F value increases with the increase of HP temperature until ≥900°C. It is noted that the planar Sr-122 grains are prone to rotate along the tape surface by the external pressure force. At higher sintering temperature (≥900°C) with external pressure, a drastic re-crystallization reaction may easily induce better grain alignment22. Secondly, the residual resistivity ratio RRR = ρ(300 K)/ρ(40 K) for hot-pressed samples with different HP temperature is summarized in Fig. 4(c). The RRR values of tapes prepared at 850, 875 and 900°C are monotonic as a function of the HP temperature, which increase when increasing HP temperature. The better re-crystallization reaction, which introduces better grain connectivity, is believed to be responsible for this19,20. In contrast, there is a decrease of the RRR for HP925 tapes, which may be ascribed to more large structure defects23. Thirdly, the core density is an important factor affecting the transport Jc of iron-pnictide wires and tapes. Researchers usually use Vickers hardness as an indication of the core density11,13. Therefore, Vickers micro-hardness measurement was carried out for HP Sr-122 tapes to investigate the change of core density and the result is shown in Fig. 4(d). The Hv value for HP850 tape samples is around 156.2, which is much larger than that of the flat-rolled Sr-122 tapes11. The high core density ensures large electrical pathway chain in polycrystalline bulk. However, the Hv values for all hot-pressed tapes are almost the same around 154.0 in spite of HP temperature, suggesting that the core density seems to be saturated within the experimental conditions. Therefore it can be implied that the hot pressing can densify the Sr-122 phase, but the core density is not further enhanced by increasing HP temperature. In this work, the HP temperature has obvious effect on c-axis texture and resistivity, but little on the core density. Lastly, we show the HP-temperature dependence of the transport Jc at 10 T and 4.2 K in Fig. 4(a). The variation tendency of Jc values is qualitatively similar to those of F and RRR values. Compared to HP850 tapes, we may conclude that the Jc increase for HP900 tapes is mainly attributed to higher degree of c-axis texture and enhanced grain connectivity.

In order to further figure out the reasons for the high Jc values for our HP Sr-122 tapes, we performed micro-structural analysis of the Sr-122 phase by SEM characterization, as shown in Figs. 5(a–d). There are very few pores in polycrystalline core areas, which are in consist with the high Hv values. In Fig. 5(a), in some cases, we can see some irregular morphology and isolated particles of Sr-122 phase for HP850 samples. In Figs. 5(b–c), when the HP temperature increases to 875 and 900°C, the planar grains become relatively more flat and most of grains seem to be well connected. This indicates good grain alignment and coupling and is in accordance with the higher RRR and F values. Fig. 5(d) exhibits typical SEM image of the samples hot-pressed at 925°C. A further melted and smooth planar structure can be observed, a common phenomenon for bulks processed at high temperature. However, microstructure reveals that some small black regions and many micro-cracks (marked by red arrows) emerged in the core area, which may counteract the positive effects on c-axis texture and grain coupling. The HP temperature of 925°C is very close to the melting point (961°C) of Ag and thus the softness of Ag sheath is easily induced. The external pressure during heat treatment can cause severe deformation of the superconducting core, which leads to micro-cracks. Because of such more micro-cracks, the transport Jc of HP925 samples is greatly reduced.

SEM images of the superconducting cores: including the Sr-122 samples hot-pressed at 850°C (a), 875°C (b), 900°C (c) and 925°C (d).
The micro-cracks in (d) are marked by red arrows.
A useful tool to clarify the grain size, local orientation of the grains and misorientation angles between grains in high-Tc superconductors is EBSD technique, which enables the orientation mapping of granular samples by means of automatized recording of Kikuchi patterns24,25,26. We performed the EBSD scans on the polished center sections of superconducting cores for both HP850 and HP900 tapes. As shown in Figs. 6(a) and (c), the inverse pole figure (IPF) images presents the crystallographic orientation in [0 0 1] direction found in polished core areas. The dominant orientation is (001) as the expected red color for both tapes, but there is a small (100) orientation for HP850 tapes as the green color. The crystal-direction analysis reveals that about 9.1% and 25.7% of Sr-122 grains is oriented within the limit of 10° around [001] direction in HP850 and HP900 tapes, respectively. And about 41.8% and 26.2% of Sr-122 grains is oriented within the range of 10°–20° in HP850 and HP900 tapes, respectively. The result is also confirmed by pole figures (See Supplemental Figs. S1 and S2) that our HP Sr-122 tapes are much textured materials and HP900 samples have higher degree of c-axis grain alignment. Engineering such textured materials is an effective method to overcome the weak-linked problem and improve intergrowths between grains9,27. However, the grain size variation is huge since the grain size is as large as 4–7 µm in areas A and C or smaller than 1 µm in areas B and D. Especially for HP850 tapes, many small grains (<500 nm) are presented in misorientation angles image (see Fig. 6 (b)), which is in agreement with the R-T and SEM observations confirming relatively inferior connection between grains compared to HP900 samples. On the other hand, fully oriented grains do practically not exist in polycrystalline material, which implies that a current flowing through the tape has to face a large amount of obstacles formed by high-angle GBs28,29. Figs. 6 (b) and (d) show boundary misorientations between 2°–5° (green), 5°–10° (blue), 10°–30° (yellow) and 30°–90° (red). Many small-angle boundaries (misorientations smaller than 5° shown in green) are detected for both samples. It is found that the fraction of misorientation angles between 2–10° for HP900 tapes (~26.2%) is larger than that of HP850 tapes (~23.3%). The large fraction of small misorientation angles between 2–10° is an important factor to improve superconducting properties of HP900 samples.

EBSD images for HP850 and HP900 samples: (a) Inverse pole figure (IPF) image in [001] direction of HP850 tapes, (b) Boundary misorientation of HP850 tapes, (c) IPF image in [001] direction of HP900 tapes and (d) Boundary misorientation of HP900 tapes.
The EBSD scans were performed on the polished center sections of superconducting cores in a/b plane. The color codes in (a) and (c) are explained in the right stereographic triangles. The different degree of boundary misorientations in (b) and (d) are indicated by green line (2°–5°), blue line (5°–10°), yellow line (10°–30°) and red line (30°–90°).
To clarify how the high transport Jc is achieved in our pressed Sr-122 tapes, the center section of superconducting core was submitted to transmission electron microscopy (TEM) examination. As exhibited in Fig. 7(a), the TEM observation confirms clean and well-connected GBs in a polycrystalline bulk. The high-resolution TEM (HRTEM) images reveal many small misorientaion angles, as shown by a typical GB in Fig. 7(b). Previous results demonstrated that the elements of superconducting phase homogeneously distributed throughout the superconducting core of Sr-122 tapes11,12. Here, we further studied the changes of chemical composition between various grains. Fig. 7(c) shows a typical image of four grains (marked as C, D, E and F) in the hot-pressed tapes. The element distribution of Sr-122 phase is almost homogeneously dispersed in these four Sr-122 grains and that there is no obvious element deposition in GBs (Supplemental Figs. S3). This phenomenon can effectively reduce the local suppression of order parameter at GBs28,29. More notably, the TEM examination in Fig. 7(a) reveals that there are a number of dislocations in Sr-122 phase. The HRTEM micrograph in Fig. 7(d) clearly shows the distortions of lattice. It is well known that the maximum electrical current density in high Tc superconductors is ultimately determined by the vortex pinning defects that can be tailored into the material without degrading the electrical pathway30,31. Therefore, these small lattice dislocations can serve as strong pinning centers to improve flux pinning force and thus enhance Jc-B performance, similar to the result of MgB2 and YBCO conductors30,32.

TEM study on the GBs and defects of HP900 tapes.
(a) TEM observation showing clean GBs and a high density of dislocations (marked as red arrows) in the polycrystalline bulk. (b) HRTEM image showing a small misorientaion angle (~ 4 deg.) of two grains (marked as A and B). (c) The detailed element distribution of superconducting phase (four grains marked as C, D, E and F) is analyzed by EDS mapping. (d) HRTEM image showing lattice distortions in Sr-122 grains. The TEM scans were performed on the center sections of superconducting cores processed by focused ion beam (FIB) technique.
Discussion
The 122-type iron-pnictides have complex chemical composition and relatively hard phase. The fabricating schedules were previously developed by several groups for making high quality Ba-122 or Sr-122 samples8,9,10,11,12,13,33. It is clear that the final sintering temperature definitely plays an important role on the Jc–B properties of 122-type iron-pnictides. Here, we prepared a series of HP Sr-122 tapes at different HP temperatures (850-925°C) and high Tc, narrow transition width and high Hv value manifest the good quality of superconducting phase. The best HP900 tapes have an excellent transport Jc-B performance. It is thought that high degree of c-axis texture and improved grain connectivity are responsible for the significant Jc enhancement. Firstly, the HP900 tapes have the extremely high texture parameter F of ~0.58. The value is much larger than those of HP850 and HP875 tapes. This value is also higher than those of previous hot-pressed Sr-122 and cold-pressed Ba-122 tapes11,12,13. The strong c-axis texture guarantees the large proportion of the low-angle GBs. It is reported that the transport Jc will not suffer much depression when it run across GBs with small misoriention angles < 9°C in Ba-122 bicrystal34. As a result, a superior inter-grain Jc can be obtained for HP900 tapes. Secondly, the electrical resistivity-temperature curves for HP samples display a high ratio of room-temperature and normal-sate resistivity16,17. The residual resistivity ratio RRR values for all tapes are well over 4.2, which are much larger than the flat-rolled Sr-122/Fe tapes and typical MgB2 conductors22,19,20. The HP900 samples have lowest residual resistivity ρ(40 K) and highest residual resistivity ratio RRR, indicating good re-crystallization. This means that careful control of the HP temperature can bring a complete reaction, resulting in better grain connection and ultimately higher Jc9,35. EBSD images further confirm that the small grains (<500 nm) are greatly reduced in HP900 samples compared to HP850 tapes. Therefore, the good grain connection is considered to be another origin of the Jc enhancement. Consequently, large Jc up to ~105 A/cm2 in a high field of 14 T and at 4.2 K has been achieved in our Sr-122 tapes. The value is superior to those of typical NbTi and MgB2 conductors, which have already realized commercial applications. This advanced Jc result clearly strengthens the position of iron-based conductors as a competitor to the conventional and MgB2 superconductors for high field applications.
On the other hand, the reason of the high transport Jc in our hot-pressed tapes is also discussed by TEM observation. Both HP850 and HP900 tapes show clean GBs and high density of dislocations in Sr-122 phase (See Fig. 7 and Supplemental Fig. S4). The flux pinning and the behavior of GBs for HP850 samples are similar to those of HP900 tapes, indicating that there are common phenomena for our hot-pressed Sr-122 tapes. This may be another important reason for high Jc-B performance. However, inhomogeneous distribution of grain size is still existed in present samples. Further improvement in Jc can be expected upon optimizing process parameters, such as reducing pressing time and employing slow cooling rate.
Methods
Sample preparation
We fabricated Ag-clad Sr0.6K0.4Fe2As2 tapes using Sn as additive by the ex-situ PIT method. Sr fillings, K pieces and Fe and As powder with a ratio of Sr:K:Fe:As = 0.6:0.5:2:2.05 were mixed for 12 hours by ball-milling method. The milled powders were packed into Nb tubes and then sintered at 900°C for 35 h. As prepared Sr-122 superconducting precursors were then ground into powders under Ar atmosphere. In order to increase grain connectivity, the precursors were mixed with 5 wt% Sn by hand with an agate mortar. Then the fine powders were packed into Ag tubes with OD 8 mm and ID 5 mm. These tubes were sealed and then cold worked into tapes (~0.4 mm thickness) by swaging and flat rolling. Finally, hot pressing was performed on the 60 mm long tapes under ~30 MPa at the sintering temperature 850, 875, 900 and 925°C for 30 min. These tapes are defined as HP850, HP875, HP900 and HP925 tapes, respectively. Further experiment details were described elsewhere11,12.
Measurements
Phase identification of samples was characterized by X-ray diffraction (XRD) analysis with Cu Kα radiation. Resistivity measurements of the superconducting core were carried out using a PPMS system. Microstructure characterization was analyzed using SEM, EBSD and TEM images. Vickers hardness of the tape samples was measured on the polished cross sections with 0.05 kg load and 10 s duration in a row at the center of the superconducting cross section. The transport critical current Ic was measured at 4.2 K using short tape samples of 3 cm in length with the standard four-probe method and evaluated by the criterion of 1 µV/cm, then the critical current was divided by the cross section area of the superconducting core to get the critical current density Jc. The applied fields up to 14 T in transport Ic measurement were parallel to the tape surface.
References
Yang, H. et al. Fishtail effect and the vortex phase diagram of single crystal Ba0.6K0.4Fe2As2 . Appl. Phys. Lett. 93, 142506 (2008).
Tanabe, K. et al. Frontiers of research on iron-based superconductors toward their application. Jpn. J. Appl. Phys. 51, 010005 (2012).
Kihlstrom, K. J. et al. High-field critical current enhancement by irradiation induced correlated and random defects in (Ba0.6K0.4)Fe2As2 . Appl. Phys. Lett. 103, 202601 (2013).
Wang, X. et al. Very strong intrinsic flux pinning and vortex avalanches in (Ba, K)Fe2As2 superconducting single crystals. Phys. Rev. B 82, 024525 (2010).
Gurevich, A. To use or not to use cool superconductors? Nat. Mater. 10, 255 (2011).
Qi, Y. et al. Superconductivity of powder-in-tube Sr0.6K0.4Fe2As2 wires. Physica C 469, 717 (2009).
Wang, L. et al. Large transport critical currents of powder-in-tube Sr0.6K0.4Fe2As2/Ag superconducting wires and tapes. Physica C 470, 183 (2010).
Togano, K. et al. Large transport critical current densities of Ag sheathed (Ba,K)Fe2As2+Ag superconducting wires fabricated by an ex-situ powder-in-tube process. Appl. Phys. Express 4, 043101 (2011).
Ma, Y. Progress in wire fabrication of iron-based superconductors. Supercond. Sci. Technol. 25, 113001 (2012).
Qi, Y. et al. Transport critical currents in the iron pnictide superconducting wires prepared by the ex situ PIT method. Supercond. Sci. Technol. 23, 055009 (2010).
Lin, H. et al. Strongly enhanced current densities in Sr0.6K0.4Fe2As2+Sn superconducting tapes. Sci. Rep. 4, 4465 (2014).
Zhang, X. et al. Realization of practical level current densities in Sr0.6K0.4Fe2As2 tape conductors for high-field applications. Appl. Phys. Lett. 104, 202601 (2014).
Gao, Z. et al. Achievement of practical level critical current densities in Ba1-xKxFe2As2/Ag tapes by conventional cold mechanical deformation. Sci. Rep. 4, 4065 (2014).
Yao, C. et al. Microstructure and transport critical current in Sr0.6K0.4Fe2As2 superconducting tapes prepared by cold pressing. Supercond. Sci. Technol. 26, 075003 (2013).
Sasmal, K. et al. Superconducting fe-based compounds (A1-xSrx)Fe2As2 with A = K and Cs with transition temperatures up to 37 k. Phys. Rev. Lett. 101, 107007 (2008).
Wang, C. et al. Enhanced critical current properties in Ba0.6K0.4+xFe2As2 superconductor by overdoping of potassium. Appl. Phys. Lett. 98, 042508 (2011).
Weiss, J. D. et al. High intergrain critical current density in fine-grain (Ba0.6K0.4)Fe2As2 wires and bulks. Nat. Mater. 11, 682 (2012).
Parrell, J. A. et al. High field Nb3Sn conductor development at oxford superconducting technology. IEEE Trans. Appl. Supercond. 13, 3470 (2003).
Soltanian, S. et al. High transport critical current density and large Hc2 and Hirr in nanoscale SiC doped MgB2 wires sintered at low temperature. Supercond. Sci. Technol. 18, 658 (2005).
Zhang, X. et al. Systematic study of the microstructures and electrical and superconducting properties of nanocarbon doped MgB2 tapes. Supercond. Sci. Technol. 20, 1198 (2007).
Lotgering, F. Topotactical reactions with ferrimagnetic oxides having hexagonal crystal structures-I. J. Inorg. Nucl. Chem. 9, 113 (1959).
Lin, H. et al. Effects of heating condition and Sn addition on the microstructure and superconducting properties of Sr0.6K0.4Fe2As2 tapes. Physica C 495, 48 (2013).
Zhang, X. et al. The influence of the sintering process on the superconducting property of Ba0.6K0.44Fe2As2.2 . Supercond. Sci. Technol. 25, 035015 (2012).
Grossin, D. et al. EBSD study on YBCO textured bulk samples: correlation between crystal growth and ‘microtexture’. Supercond. Sci. Technol. 19, 190 (2006).
Tan, T. T. et al. Crystallographic orientation mapping with an electron backscattered diffraction technique in (Bi, Pb)2Sr2Ca2Cu3O10 superconductor tapes. Supercond. Sci. Technol. 14, 78 (2001).
Koblischka-Veneva, A. et al. Application of electron backscatter diffraction to bulk high-Tc superconductors. Supercond. Sci. Technol. 15, 796 (2002).
Kim, H. C. et al. Effect of primary recrystallization texture on abnormal grain growth in an aluminum alloy. Scripta Mater. 57, 325 (2007).
Larbalestier, D. C. et al. High-Tc superconducting materials for electric power applications. Nature 414, 368 (2001).
Durrell, J. H. et al. The behavior of grain boundaries in the Fe-based superconductors. Rep. Prog. Phys. 74, 124511 (2011).
Song, X. et al. Electromagnetic, atomic structure and chemistry changes induced by Ca-doping of low-angle YBa2Cu3O7–δ grain boundaries. Nat. Mater. 4, 470 (2005).
Fang, L. et al. High, magnetic field independent critical currents in (Ba,K)Fe2As2 crystals. Appl. Phys. Lett. 101, 012601 (2012).
Ma, Y. et al. Significantly enhanced critical current densities in MgB2 tapes made by a scaleable nanocarbon addition route. Appl. Phys. Lett. 88, 072502 (2006).
Weiss, J. D. et al. Mechanochemical synthesis of pnictide compounds and superconducting Ba0.6K0.4Fe2As2 bulks with high critical current density. Supercond. Sci. Technol. 26, 074003 (2013).
Katase, T. et al. Advantageous grain boundaries in iron pnictide Superconductors. Nat. Commun. 2, 409 (2011).
Zhang, Z. et al. Effects of heating conditions on the microstructure and superconducting properties of Sr0.6K0.4Fe2As2 . Supercond. Sci. Technol. 23, 065009 (2010).
Acknowledgements
This work is partially supported by the National ‘973’ Program (grant No. 2011CBA00105) and the National Natural Science Foundation of China (grant Nos. 51025726, 51320105015 and 51202243).
Author information
Authors and Affiliations
Contributions
Y.W.M. planed and directed the research. H.L. fabricated the tape samples and carried out resistivity, XRD, SEM and EBSD experiments. D.L.W. did the high-field Ic measurement. S.A. and K.W. helped with transport measurement. H.F.T. and J.Q.L. carried out TEM experiment. C.H.D. and Q.J.Z. helped with the tape preparation. X.P.Z., C.Y. and H.T.Z. contributed to manuscript preparation. H.L. and Y.W.M. wrote the manuscript. All the authors contributed to discussion on the results for the manuscript.
Ethics declarations
Competing interests
The authors declare no competing financial interests.
Electronic supplementary material
Supplementary Information
Supplementary information
Rights and permissions
This work is licensed under a Creative Commons Attribution-NonCommercial-NoDerivs 4.0 International License. The images or other third party material in this article are included in the article's Creative Commons license, unless indicated otherwise in the credit line; if the material is not included under the Creative Commons license, users will need to obtain permission from the license holder in order to reproduce the material. To view a copy of this license, visit http://creativecommons.org/licenses/by-nc-nd/4.0/
About this article

Cite this article
Lin, H., Yao, C., Zhang, X. et al. Hot pressing to enhance the transport Jc of Sr0.6K0.4Fe2As2 superconducting tapes. Sci Rep 4, 6944 (2014). https://doi.org/10.1038/srep06944
Received:
Accepted:
Published:
DOI: https://doi.org/10.1038/srep06944
This article is cited by
-
Significant enhancement of transport Jc in Cu/Ag-sheathed (Ba,K)Fe2As2 superconducting tapes by pre-composite technique
Science China Materials (2023)
-
Fabrication and Superconducting Properties of 19-Filamentary Sr0.6K0.4Fe2As2/Ag/Monel Composite Wires and Tapes
Journal of Superconductivity and Novel Magnetism (2022)
-
Properties of seven-filament Cu/Ag-sheathed (Ba,K)Fe2As2 tapes fabricated from round and square wires
Rare Metals (2021)
-
Highly c-axis orientated superconducting core and large critical current density in Ba0.6Na0.4Fe2As2 powder-in-tube tape
Scientific Reports (2019)
-
Large transport Jc in Cu-sheathed Sr0.6K0.4Fe2As2 superconducting tape conductors
Scientific Reports (2015)
Comments
By submitting a comment you agree to abide by our Terms and Community Guidelines. If you find something abusive or that does not comply with our terms or guidelines please flag it as inappropriate.
