
Abstract
The cement industry, an industry characterised by low margins, is responsible for approximately 7% of anthropogenic CO2 equivalent (CO2e) emissions and holds the highest carbon intensity of any industry per unit of revenue. To encourage complete decarbonisation of the cement industry, strategies must be found in which CO2e emission reductions are incentivised. Here we show through integrated techno-economic modelling that CO2 mineralisation of silicate minerals, aiming to store CO2 in solid form, results in CO2e emission reductions of 8–33% while generating additional profit of up to €32 per tonne of cement. To create positive CO2 mineralisation business cases two conditions are paramount: the resulting products must be used as a supplementary material in cement blends in the construction industry (e.g., for bridges or buildings) and the storage of CO2 in minerals must be eligible for emission certificates or similar. Additionally, mineral transport and composition of the product are decisive.
Similar content being viewed by others


Introduction
The cement industry is responsible for approximately 7% of anthropogenic CO2 equivalent (CO2e) emissions1,2 with the highest carbon intensity of any industry per unit of revenue3. To combat climate change, the countries gathered in the Conference of Parties signed the Paris climate agreement in 2015, aiming to limit CO2e emissions and thereby temperature rise to a maximum of 2 °C, while striving for 1.5 °C4,5. Given that the use of cement is fundamental to economic development with a projected global market size of $463 billion6 (6.08 gigatonnes per annum (Gt a−1) cement7) in 2026, reducing its embodied emissions is essential8,9,10. Approximately 60% of the cement industries’ emissions are process-inherent, resulting from the calcination reaction of limestone11. These emissions are particularly challenging to mitigate since either the entire process must be replaced by low emission alternatives3,8,12,13,14,15 or the emissions have to be captured from the process and permanently stored1,3,8,10,16,17. While the replacement of cement and concrete by alternative building materials like wood would require a seemingly unrealistically rapid change of the entire construction value-chain, carbon capture and storage technologies present an alternative for decarbonisation but incur additional production cost18,19. Preferably, strategies must be found in which CO2e emission reductions can render additional revenue instead of incurring cost.
Some have suggested that CO2 can be captured and reacted with activated minerals or industrial wastes to form stable carbonate minerals (also known as CO2 mineralisation)20,21,22, the products of which could be subsequently valorised. These reactions are exothermic, leading to long-term storage of CO221. Early findings suggest that in addition to CO2 storage the products may potentially be used in a range of applications, including as fillers, polymer additives, for land reclamation or as supplementary cementitious materials (SCM)21,23,24,25,26, potentially creating revenues of €14-€700 per tonne of CO2 captured21. Depending on the feedstock material for the reaction, additionally metal oxides such as iron oxides can be separated as a valuable by-product which could be used as pigments or as iron ore21,23.
Multiple feedstocks for CO2 mineralisation have been proposed, mainly natural rocks containing magnesium- or calcium-rich silicate minerals20,22 and alkaline industrial residues (e.g., steel slag or fly ash). While natural rocks are attractive because they are an abundant resource, which could be used at global scale20,24,27, industrial wastes are attractive because they are already available in industrial regions. Nonetheless, industrial wastes may present more complex feedstocks because over time the compositions and costs of industrial residues might change due to changes in production processes or due to changes in legislation27. To enable a substantial emission reduction via the means of CO2 mineralisation with a highly predictable feedstock, we focus on the use of natural rock as a resource for CO2 mineralisation that is both substantial and with stable composition while acknowledging that alkaline wastes may also present suitable feedstocks in certain conditions.
Examples of natural minerals include forsterite (Mg2SiO4), present in olivine-bearing rocks, lizardite (Mg3Si2O5(OH)4) present in serpentine-bearing rocks and wollastonite (CaSiO3)20. Rocks can be composed of between 50% and 80% of these minerals, depending on the host geology of the extraction site24,28. The general CO2 mineralisation reactions for these example minerals are described in Eq. 1 to Eq. 3.
Previous work on CO2 mineralisation has shown that reductions in the range of 0.44 to 1.17 tonne of CO2e per tonne of CO2 stored are feasible under today’s energy mix21 and that the implementation of CO2 mineralisation could (under certain conditions) be used to transfer the cement industry from carbon positive to carbon negative29. Because mining of natural minerals comes with its own environmental impacts (e.g., metal depletion and freshwater consumption), these impacts would need to be closely monitored and managed when deploying CO2 mineralisation29. Assessments of the techno-economics of CO2 mineralisation have shown that its CO2 storage cost could be in the range of €65-€443tCO2, avoided−1 30 (excluding CO2 capture)31 (Supplementary Table 1), when using natural minerals as feedstocks. However, these studies neglect the value added from the sale of the resulting products, which may be critical to successful adoption by players in an industry characterised by strong competition and high pressure on price. Therefore, we here move beyond mineralisation for storage purposes only, and we aim to critically investigate under which conditions there is a positive business case for the use of mineral carbonation products in the cement industry.
We show that, given the right circumstances, positive business cases exist when revenue can be created via the use of mineralisation products as SCM. We created integrated techno-economic models of two carbonation processes to produce supplementary cementitious material that allow for in-depth analysis of the interactions of process and economic performance. By using these models to test potential business cases under different future scenarios we found cost-optimal production processes and scales, and global uncertainty analysis elucidated the main drivers of costs and benefits.
Results
Assumptions and scenario descriptions
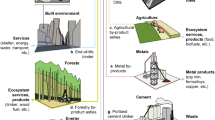
In this contribution, we investigated the production and use of CO2 mineralisation products for a large volume market, i.e., cement replacement as SCM, since other markets for CO2 mineralisation products like magnesium carbonate (MgCO3), calcium carbonate (CaCO3) and silica, (i.e., silicon dioxide, SiO2) (Eq. 1 to Eq. 3), do not match the scale of CO2e emissions from cement production (Supplementary Note 1). We investigated cement production with integrated mineral carbonatation, where the CO2 is captured from the cement kiln (capacity: 1.4 million tonnes of cement per year32) and immediately carbonated on-site (Fig. 1 and Supplementary Note 2). Our investigations found that up to 25% of ordinary Portland cement can be expected to be replaced by SCM, while higher rates of substitution would lead to performance issues (i.e., curing time, water demand, strength) (Supplementary Note 3). To this end, we compared two different carbonation processes and further developed the process flowsheets for these (Supplementary Note 4, Supplementary Fig. 2, Supplementary Table 3). As generally CO2 mineralisation routes can be clustered into direct (i.e., minerals are reacted with gaseous CO2 in a pressurized stirred tank using an aqueous slurry with additives) and indirect (i.e., alkaline earth metal oxides are first extracted and in a later step reacted with CO2 via a CO2 carrier) mineral carbonation systems, we proposed a direct process route as well as an indirect one (Supplementary Fig. 2). The proposed direct process route uses increased pressure and temperature to achieve carbonation in a single step, while the proposed indirect process route uses multiple steps and additives to extract MgSO4 from feedstock mineral, which need be reactivated using heat20,33,34. We incorporated separation by classification (i.e., via particle size) to ensure cement replacement quality of the carbonated product (SCMCCU) (Supplementary Note 4). Material that cannot be used as SCMCCU is assumed to be stored in the close by limestone quarry (Fig. 1). As feed minerals are not abundant everywhere in Europe, we assume transport for feed minerals of 1200 km (Supplementary Note 2).

Unchanged industry labelled in grey/red. CCUM process labelled in light blue/dark blue. Illustration designed by Wernerwerke, Cordes + Werner GbR ©2021.
We defined three scenarios (pessimistic, mid, and optimistic) for factors that have large impacts on CO2 capture and utilisation through mineralisation (hereafter, CCUM) (Table 1). In the optimistic scenario, we used assumptions that we presume to particularly favour the economics of CO2 mineralisation while in the pessimistic scenario we used assumptions that we presume to disfavour these. As silica is the reactive ingredient in SCMs, we include the silica content (i.e., share of silica in SCMCCU) to capture multiple possible compositions for the produced supplementary cementitious material, hereafter SCMCCU, that can be used as cement replacement (Supplementary Note 3). Although silica is a necessary reactive ingredient in SCMCCU, higher silica contents in the SCMCCU require increased purification efforts and production costs because mineralisation processes produce more carbonates than silica. Consequently, the optimistic scenario features the lowest silica content. We included the share of SCMCCU in cement, with the highest share presented in the optimistic scenario. As potential revenue streams we included cement price (πcement) and European emission trading system price (i.e., ETS price (πETS)). The cement price determines the revenue from replacing cement with the produced SCMCCU, while additional revenue can be expected from lowering the burden for CO2 allowances under the ETS. ETS eligibility has been granted by the European supreme court for producing precipitated calcium carbonate from CO235 but not yet for magnesium carbonates. Nevertheless, it can be expected that the argumentation of long-lasting storage will also apply to magnesium-based carbonates, due to the similar CO2 storage properties in stable minerals36. In the pessimistic scenario, no ETS eligibility was assumed.
The costs and revenues of CO2 mineralisation
Figure 2a shows that both the direct and the indirect process route provide a positive business case under the optimistic scenario. The implementation of CCUM creates a profit of approximately €129tSCMccu−1 (direct) and €117tSCMccu−1 (indirect) leading to additional profit of €44 M and €39 M per year per cement plant. This translates into an additional profit of €32 and €29 per tonne of cement sold. In the mid scenario, the CCUM processes break even with a small profit of €3tSCM−1 (direct) and €5tSCM−1 (indirect). In the pessimistic scenario, where CCUM is assumed not to be recognised by the ETS, both process routes generate a loss for the cement producer of €108tSCMccu−1 (direct) and €80tSCMccu−1 (indirect) resulting in additional costs of €10 and €8 per tonne of cement. This highlights the importance of including CCUM as means of CO2e emission reductions in the ETS. Figure 2a also shows that economics limit the maximum economic capacity of CCUM plants in cement production, which consequently also limits the amount of CO2 that can be mineralised. Economically optimal plant capacities for the mineralisation plants that maximise profit for the pessimistic, mid and optimistic scenarios are 136 kilotonnes SCMCCU per annum (ktSCM a−1), 272 ktSCM a−1, and 340 ktSCM a−1 (both for the direct and indirect process, the knee in the revenue curve). In the optimistic scenario, a positive business case can be made up to a SCMCCU capacity of 940 ktSCM a−1 (direct) and 780 ktSCM a−1 (indirect). Since the maximum economic capacities of CCUM plants occur when the capacity of the CCUM matches the share of cement replaced (e.g., 10% of total cement production is 136 kt), it shows that revenues of ETS certificates alone do not cover the costs of the mineralisation. The here calculated values for cost and CO2e emission reductions are consistent with previous studies, when taking into account that a blend of inert and silica is used to produce SCMCCU21,31.

a Comparison of levelised cost of product (beige solid line) and revenue (green dashed line), profitable areas marked in green, unprofitable areas marked in beige. b CO2e emission reduction calculated using two grid emission scenarios—considering electricity grid mix of Europe (2016) (blue dotted line) and considering decarbonisation of electricity and heating (green dotted line). a, b Assumptions for the calculations are provided in Supplementary Tables 3–13, additional results shown in Supplementary Figs. 5–7. b Note, to calculate CO2e emission reductions in the decarbonised scenario, background emissions coming from production of feedstocks have not been changed.
When investigating the CO2e emission reductions provided by CCUM (Fig. 2b), it becomes clear that, depending on the scenario, the implementation of CO2 mineralisation would lead to 15–33% (direct) and 8–23% (indirect) CO2e emission reduction compared to ordinary Portland cement at the economically optimal plant capacities. This value can move beyond 33% for the direct process in the optimistic scenario by moving beyond the economically optimal plant capacity, but at the expense of less favourable economics (although still positive): at higher plant capacities than the economically optimal plant capacity more CO2 is stored but not more of the resulting SCMCCU can be used as cement replacement which consequently has to be stored, leading to lower revenues and slightly increased costs for transport at these capacities (Fig. 2a). This is different for the indirect process: it suffers from high emissions of the additive production as well as high electricity and natural gas demand for the additive regeneration. As a result, the CO2e emission reduction deteriorates when moving beyond the optimal capacity instead of increasing further. Figure 2b also shows the effect of further decarbonisation of the electricity and heating sectors on the CO2e emission reduction of the mineralisation processes. With full decarbonisation reached in the electricity and heating sectors (meaning zero emissions are assumed for electricity and heat) implementation of CO2 mineralisation would lead to slightly higher CO2e emission reductions of 17–36% (direct) and 12–28% (indirect) compared to ordinary Portland cement at the economically optimal plant capacities.
Influence of ETS price, minerals transport distance and SCMCCU silica content
The comparatively worse CO2e emission reduction performance of the indirect process is also reflected in a lower revenue from ETS certificates. A closer investigation of the impact of these certificates reveals that, depending on the scenario, the direct process will break even at ETS prices ranging from €99tCO2−1 in the otherwise pessimistic scenario to as low as no ETS support needed in the otherwise optimistic scenario, while the indirect approach will require €123tCO2−1 in the otherwise pessimistic scenario to no ETS support in the otherwise optimistic scenario (Fig. 3a).

a–c Comparison of levelised cost of product (beige solid line) and revenue (green dashed line), profitable areas marked in green, unprofitable areas marked in beige. Assumptions for each scenario are maintained except for the parameter varied on the x-axis. As the capacities the optimal capacity for each scenario are assumed: pessimistic 136 ktSCM a−1, mid 272 ktSCM a−1, optimistic 340 ktSCM a−1 (derived from Fig. 2a). a Effect of ETS price (πETS). b Effect of transport distance of mineral feedstock – beige dotted line indicates the use of truck (max. 60 km) and train, solid line indicates the use of truck (max. 60 km), train (max. 200 km) and ship for transport. c Effect of silica content in SCMCCU.
Analysing the significance of mineral feedstock transport elucidates that the revenues gained in the optimistic scenario could offset the costs above 2000 km, meaning given the underlying favourable conditions in this scenario feedstock could be transported over very long distances, while maintaining a positive business case. But in the mid scenario with lower revenues and higher levelised costs of product transport cost become a decisive factor here material can only be transported up to 450 km (when transported by truck and train) or 2000 km (when transported by truck, train and ship) before the business case becomes negative (Fig. 3b). This suggests that sufficient revenues from cement replacement and ETS certificates might make CO2 mineralisation economically viable even when minerals are not mined in very close proximity to the cement plant. It also becomes clear that ship transport is inevitable for longer distances (Fig. 3b), which might hinder the implementation of CO2 mineralisation for some locations.
The share of silica used in the SCMCCU presents an unexpected trade-off (Fig. 3c): as the carbonation reactions produce more carbonate than silica (Eq. 1 and Eq. 2), achieving lower shares of silica in the SCMCCU requires less feedstock mineral to be carbonated, which is therefore less costly to produce (i.e., smaller plant size and/or smaller separation efforts are needed to obtain SCMCCU with lower silica contents), but also to less CO2 being stored, creating a trade-off between the revenue from ETS certificates and cost of production for the SCMCCU.
The model shows that lower shares of silica in the desired product (SCMCCU) will improve the economic viability of CO2 carbonation. In the otherwise pessimistic scenario, silica shares below 15% (direct) and 21% (indirect) would be needed in the SCMCCU to break even. In the otherwise optimistic scenario, economies of scale, as well as higher revenues from increased cement price and ETS will offset the costs of carbonation up to silica shares of 85% (direct) and 68% (indirect). The differences between direct and indirect process can be in part explained by the compositions of the costs (Supplementary Fig. 6), which display trade-offs for each process route. While the direct process relies on a separate CO2 capture plant and compression with intensive pre- and post-treatment, leading to higher capital costs, the indirect process requires more utilities, mainly for the additive regeneration step. Therefore, depending on a cement producer’s preference for higher capital costs or higher operational costs, either of the routes could be deemed preferred.
Sensitive factors to lower costs
CO2 mineralisation processes are still under development and many physicochemical mechanisms may not yet be fully understood, leading to uncertainty in technoeconomic performance. Using a global uncertainty analysis, we investigated which uncertain factors have the largest impact on economic performance, also highlighting directions for cost reductions. Figure 4 illustrates that the direct process shows a smaller range in the calculated levelised cost of product, with an overall lower mean value compared to the indirect process. The scatter plots reveal that, for both processes, the price of electricity and the overall interest rate are among the most influential factors (Fig. 4, variables with highest impact on the levelised cost of the product are marked with a box): both processes require large amounts of energy, either for grinding of mineral feedstock and compression of CO2 (direct process), or additive regeneration (indirect process). It needs to be pointed out that the second energy carrier used by these processes, natural gas, has a smaller impact on the economic viability than electricity because of its smaller price variance (Supplementary Fig. 9 and Supplementary Table 13). As discussed above, both carbonation concepts are very capital intensive making them sensitive towards interest on capital as well as the expected learning rate, which will drive down the cost through, e.g., learning by doing when multiple plants are built. These effects are stronger for the direct process due to an overall higher capital intensity. The indirect process shows its highest sensitivity towards the price of the additive ammonium sulphate, which is directly connected to the possible recycling rate of additives (the more can be recycled, the less feed is required). Due to lower concentrations of additives used in the direct process, the cost of additives as well as how often they can be recycled play a smaller role in its cost structure in that of the indirect process. As CO2 mineralisation reactions have been reported to be slow20, we incorporated the reaction kinetics, represented by the reaction rate constant, into the global sensitivity analysis. The reaction kinetics seem to play a smaller role in the overall cost of the carbonation processes in comparison to other analysed factors (e.g., price of electricity and interest rate), because they mainly influence the capital costs of the carbonation reactors. Even in the more capital-intensive direct process, these makeup approximately 30% of the total capital costs, translating to approximately 6% of the overall levelised cost of product (SCMCCU) (Supplementary Fig. 6). Finally, both processes reduce costs substantially when higher concentrations of mineral (i.e., solid/liquid ratio) are used, since excess water needs to be heated using heat exchangers and separated using centrifuges and requires larger equipment sizes.

a Direct process (green scatters and green linear regression lines). b Indirect process (beige scatters and beige linear regression lines). a, b Frequencies derived by Monte Carlo simulation using 10,000 runs with changing input parameters: Additive recovery (Additive Rec.) [fraction], Mineral purity [fraction], reaction rate constant (kreaction) [s], solid-liquid ratio in reactor (XS/L) [fraction], Number of plants to reach maturity (No of plants) [natural number], Learning rate on capital costs (Learning rate) [fraction], combined process and project contingencies (Contingencies) [fraction], interest rate on capital (i) [fraction], operation hours per year (toperating) [h], electricity price (πelectricity) [€ MWh−1], natural gas price (πnatural gas) [€ MWh−1], mineral price (πmineral) [€ t−1], Sodium bicarbonate price (πNaHCO3) [€ t−1], Sodium chloride price (πNaCl) [€ t−1], monoethanolamine price (πMEA) [€ t−1], Ammonium sulphate price (π(NH4)2SO4) [€ t−1]. Input variables with highest impact on the levelised cost of product are marked with red boxes. The frequencies of the sampled input variables are shown in Supplementary Fig. 9.
Mineralisation plant cost decline through technological learning
We showed that it is necessary to generate sufficient revenue from using the produced SCMCCU as cement replacement and that in many cases ETS support is needed to create a positive business case. For all capital cost calculations, we followed the recently developed hybrid approach by Rubin et al.37,38 that provides a methodologically consistent method to calculate the cost of the Nth-of-a-kind (i.e., commercial) plant. We assumed 20 plants must be built to reach this state39 (Methods, section Calculating capital expenditures). After the construction of the first plant, learning effects will drive down the costs with every additional plant being built. This means that the first plants will be more expensive, a development cost that needs to be recovered. In the mid scenario, the first 11 plants (direct) and 3 plants (indirect) need additional support to reach a positive business case, while in the pessimistic and optimistic scenarios all first 20 plants will be economically unviable, respectively viable (Fig. 5). This result underpins the recent argument40 that in many cases ETS, or CO2 taxes, alone are not sufficient to help the market move to low carbon solutions, but that other mechanisms need to be in place, for example subsidy programmes, like has been the case for wind and solar power. This is a critical observation, as it means that governments may need to invest heavily in first-mover low-carbon plants.

Levelised cost of product (beige columns) calculated based on the number of plants built and compared to the resulting revenue (green dashed line).
Competitiveness of CO2 mineralisation
As multiple strategies must be considered for emission reduction in the cement industry8,10 we compared CO2 mineralisation with other frequently suggested strategies: alternative fuels (here, biofuels), other alternative supplementary cementitious materials (here, calcined clay), carbon capture and storage (here, monoethanolamine postcombustion capture with offshore geological CO2 storage (MEA CCS) and oxy-fuel combustion with offshore geological CO2 storage (Oxy-fuel CCS)) (Supplementary Note 5, Supplementary Fig. 4, Supplementary Tables 14 and 15). As all strategies come with different CO2e emission reduction potentials and different inherent costs, a decisive factor for choosing a strategy might depend on its ability to minimize costs for reaching complete decarbonisation8. The results reveal, first, that under rising ETS prices41, the cost of producing ordinary Portland cement will increase by €0.85tcement−1 per €1tCO2−1 increase in ETS price, if no emission reduction measures are taken. Second, that CO2 mineralisation is competitive to all other assessed strategies, in particular to the other strategy that uses its products as SCM, i.e., calcinated clay cements (Fig. 6). With higher CO2e emission reductions attainable in the optimistic scenario (Fig. 2b) CO2 mineralisation and calcined clay appear to protect the cement industry from high ETS prices (Fig. 6) in a similar matter, but while calcined clay cements require shares of 50% of SCM42 in cement to achieve these CO2e emission reductions, CO2 mineralisation yields similar CO2e emission reductions with shares of 25% of SCMCCU in cement. At high ETS prices, both measures are undercut by Oxy-fuel CCS, due to this strategy’s larger potential to reduce the cement’s CO2e emissions. To understand the effect of implementing emission reduction concepts simultaneously8,10, we also investigated the combination of CO2 mineralisation with MEA-CCS or Oxy-fuel CCS, in which the captured CO2 is partially geologically stored and partially used as feedstock for CO2 mineralisation. The combination of both strategies will lead to overall reduction of the added costs for decarbonisation of the cement industry in which even at ETS prices as high as €200tCO2−1, the costs of producing cement would only increase by approximately 30% in comparison to today’s price (around €78-€172tcement−1 43,44). Note that these calculations were done using the current grid emissions for electricity and natural gas. Although out of the scope if this study, with decreasing emissions from the energy inputs, the costs for all emission reduction technologies (except for usage of alternative fuels) can be expected to decrease as well.

Comparison of different emission reduction strategies: Baseline of conventional cement production (beige solid line), use of biofuel (light green area with solid borders), carbon capture and geological storage (CCS) with MEA postcombustion capture (dark green area with dashed borders), CCS with oxy-fuel combustion (blue area with dotted borders), calcined clay cement (violet area with dashed dotted borders), CCS with MEA post-combustion capture and CO2 mineralisation (beige area with solid borders), CCS with oxy-fuel combustion and CO2 mineralisation (red area with dashed borders) and CO2 mineralisation (black dashed line). Transport assumptions: for CCS, transport 100–2000 km offshore pipeline; for calcined clay cement, 100–2000 km transport of feed minerals; for CO2 mineralisation the same assumptions are used as throughout this paper, 1200 km transport of feed minerals (Supplementary Table 15).
Discussion
This study showed that CO2 mineralisation can reduce the CO2e emissions from cement production by 8–33% while generating a positive business case if at least two conditions are met: 1) SCMCCU must be widely accepted and standardised as cement replacement and 2) the production of SCMCCU must be eligible for ETS credits or similar. Moreover, the number of positive business cases increased when the feedstock minerals are available in relatively close proximity (<~450 km without ship transport or 2000 km when ship transport is available) and when the produced cement replacement does not require high shares of silica. We showed that SCMCCU can have a competitive advantage over many other CO2e emission reduction measures as these come with an economic burden while SCMCCU generates potential revenues.
Considering the first condition, while initial studies suggest the use of SCMCCU blended with ordinary Portland cement to be feasible (Supplementary Note 3), exact blends that satisfy the requirements of the construction industry (e.g., compressive strength, water demand, curing time) need to be formulated, tested and standardised. We showed that the suggested process routes will be able to provide a variety of blends, which should allow flexibility in producing exactly the formulations required. Regarding the transport of feed minerals, while we showed that the costs of mineral transport can be counterbalanced by the generated revenue, the economic viability deteriorates when minerals are not available in proximity, limiting the SCMCCU deployment to especially these locations where minerals can be mined regionally, e.g., close to Norway, Italy, Greece or Spain20,24,45, among others. Additionally, transport costs might be reduced if feedstock can be partially or fully replaced with alkaline wastes from other industries which must be addressed in future research. While we show that SCMCCU cement blends can economically reduce the emissions compared to ordinary Portland cement, more research must be conducted on the economic, as well as environmental implications of replacing lower grade cements such as Portland steel slag cement by cement blends with SCMCCU.
To reach complete decarbonisation of the cement industry (i.e., beyond what SCMCCU can economically achieve), multiple approaches may have to be implemented in parallel8,10. This may lead to synergies with, or barriers for, SCMCCU. We showed that a major synergy can be created by combining CCUM with CO2 capture and geological storage by sharing the CO2 capture and compression plants, leveraging economies of scale, and lowering the specific capital cost burden for the CCUM. Conversely, a potential barrier for SCMCCU might arise from the simultaneous introduction of other SCMs as means of emission reduction, such as calcined clay. The silica phases in the other SCM8,46 could compete with the ones existing in SCMCCU, potentially limiting the effectiveness of these combinations. Hence, because for both concepts (i.e., calcined clay and CCUM) cost of transport for feedstock have a high impact on the overall economic viability, location-based selection of these technologies might be beneficial (e.g., feedstock minerals for CO2 mineralisation can be found in Norway, Italy, Greece or Spain20,24,45 and feedstock for calcined clays can be found in Czech Republic, Hungary, Poland or South Germany47). Additional synergies of CCUM with other emission reduction strategies could arise, for example with CO2 curing of concrete, where a recent study48 showed that in most cases using SCMs with similar silica contents as the SCMCCU investigated in this study, might increase the probability of achieving emission reductions of the cured concrete. This suggests that SCMCCU could be applied in tandem with CO2 curing approaches. Similarly, the CO2e emissions reductions explored here can be expected to be complementary to strategies that consider CO2 reactions at the end of the life cycle49. Whether these combinations would lead to overall emission reductions is yet to be analysed by rigorous life cycle analysis. Another critical barrier is standardization and acceptance of cement blends using SCMCCU, where experience from the introduction of novel cement blends with the purpose of emission reduction (e.g., limestone-cements) in the past suggests that it might take years to decades to reach a wide market penetration50,51, all the more reason to start formalising these blends now.
On the economics, the analysis showed that the technical performance of the process, especially the carbonation kinetics, is a lesser determinant of final production costs in our suggested process routes, meaning additional research should therefore be focused on the least mature areas of the process (i.e., the separation of products). While the pre-treatment of the minerals (crushing and grinding) can be seen as mature (technology readiness level (TRL) 9), the mineralisation processes are based on conceptual process designs validated in bench-scale settings33,34,52,53 (TRL 4). We suggested a new product separation process based on limited laboratory54 and basic research (TRL 2-3, Supplementary Note 4) which needs most research efforts.
Other economic parameters, e.g., high electricity costs, could become a barrier for the deployment of CO2 mineralisation processes in the cement industry. One to bear in mind specifically might be the interest rate, to which our results were very sensitive: for new technologies, companies (through return on equity) as well as lenders tend to request higher rates, meaning that the first few plants (until completely de-risked) may be more expensive than our analysis finds. Government guaranteed loans may circumvent this, as may direct government subsidies, in addition to the aforementioned ETS eligibility.
Methods
The techno-economic assessment (TEA) (see list of abbreviations in Supplementary Table 16) and revenue model were specified in MATLAB, allowing us to easily compare different scenarios and rigorously assess ranges of assumptions: Low TRL technologies, including CO2 mineralisation, are inherently uncertain in nature, a detailed process design is often yet to be formalised and physicochemical mechanisms may not yet be fully understood, requiring large parametric and/or sensitivity studies to determine possible economic designs and operating conditions55. The MATLAB model first solves the processes’ mass and energy balances after which the equipment is sized automatically in order to derive the capital costs (CAPEX) or total capital required (TCR) followed by calculations of the operational expenditures (OPEX) and levelised cost of product (LCOP) as well as the expected revenue (R). This sequence was repeated several times for a new set of assumptions to derive cost and revenue hotspots in an iterative manner (Supplementary Fig. 3).
Deriving the levelised cost of product (LCOP)
We calculated the levelized cost of production with discounting capital costs using the expected lifetime of the plant L and the overall interest i incorporating interest on debt \({{{{\rm{i}}}}}_{{{{\rm{debt}}}}}\), the debt to equity ratio DER as well as the return on equity ROE, reflecting the interest that needs to be paid for loans as well as the interest expected by the shareholders of the company (see Eq. 4 to Eq. 6). Note the levelisation factor \(\alpha \), which allows easy annualization of capital costs, assumes the plant is built in one year. This is a simplification often used56, and we use it here to allow analytical calculation of annualised TCR.
Calculating capital expenditures
In order to evaluate the economic viability of a mature technology, we aim to estimate TCR on the basis of a nth of a kind plant following the approach recently postulated by Rubin, et al.37,38 adhering to guidelines for techno-economic evaluations of carbon capture and utilisation technologies57. We start with estimating the costs of the first-of-a-kind (FOAK) plant bottom-up and used learning rates to determine the Nth-of-a-kind (NOAK) cost. This approach is required here, because we aim to answer a what will type of question, i.e., what will the costs be of a mature mineralisation technology37, such that we can compare this to expected revenues.
We used the sum of the total direct costs (TDC) of all process units as a basis to derive the total plant costs (TPC) on which the TCR is based (see Eq. 7).
Where \({f}_{{{{\rm{indirect}}}}}\), \({f}_{{{{\rm{process}}}}}\), \({f}_{{{{\rm{project}}}}}\) factor in indirect costs, process contingencies and project contingences. We calculated the total capital requirement (TCR, including owner’s costs and interest during construction) for the NOAK plant based on the TPC of the FOAK plant (see Eq. 8):
Here N represents the number of plants necessary to reach NOAK, E the experience factor, i the interest during construction, \({t}_{{{{\rm{construction}}}}}\) the estimated time for construction and \({f}_{{{{\rm{owner}}}}}\) factors in the owners’ cost. The plant’s production capacity of SCM is represented by \({\dot{m}}_{{{{\rm{SCM}}}}}\). As the one factor learning rate (LR) is defined as the cost reduction (or increase) through doubling the cumulative production capacity, we derived the experience factor as follows56 (see Eq. 9):
We derived learning rates for novel processes such as the CO2 carbonation from a comparable process where learning curves from historical data or literature estimates were available. We selected integrated gasification combined cycle and pulverized coal combustion with CCS (both use solvent-based CO2 capture and include substantial solids processing). Rubin, et al.58 reported a learning rate for these processes to be between 1.1% and 20%. An assumption needed to be made on when NOAK is reached, i.e., how many plants will actually deploy the technology until we can assume the technology to be mature. Following Greig, et al.39, we use 20 plants as an estimate for reaching maturity, which translates to a market share of 10% in Western Europe, as there are 193 integrated cement plants in Western Europe59 which produce clinker themselves and could therefore be suitable for using CO2 mineralisation. The used assumptions for captial cost estimations are shown Supplementary Table 11.
Total direct costs cost curve estimation
Two approaches were used to estimate the total direct cost: a bottom-up approach, where cost functions for a piece of equipment (pumps, heat exchangers, etcetera) were derived from the Aspen Capital Cost Estimator (Supplementary Table 8). This was done by running many different design value combinations (pressure, temperature, flow, etcetera) and fitting the resulting data points to a curve that could be implemented into our TEA model; and second a top-down approach, using factorial methods with TCR estimates from existing plants or open literature. As there are several detailed cost estimates for CO2 capture and compression, we used the top-down approach for these operations. For all other unit operations, we calculated the TPC using the bottom-up approach. The top-down approach is shown in Eq. 10, where \({\dot{{{{\rm{m}}}}}}_{{{{\rm{i}}}}}\) represents the plant’s capacity, n the scaling factor and I capital cost index for a certain year to account for inflation60:
For all unit operations calculated using the bottom-up approach, we used the Aspen Capital Cost Estimator to derive consistent, comparable and up to date estimates of the capital costs. Because the Aspen Capital Cost Estimator can only evaluate a discrete set of design value combinations, we created a set of data points for each of the proposed equipment and used regressions to derive cost curves that can be implemented in the TEA model. The goal of these cost curves is to be able to predict costs for data points that are in-between the discrete points calculated in Aspen. For extrapolation, these functions should only be used very carefully, as it can be assumed that if the input is out of the boundaries in the Aspen Capital Cost Estimator, there might be technical limitations to build the equipment (for example: reactor size and wall stability issues). We based regression approaches on the widely used cost curve approach that can be found in such textbooks as Towler and Sinnott60 which we expanded where necessary. We used Eq. 11 when the design parameters can be assumed independent, Eq. 12 when the design parameters are not independent and Eq. 13 when the influence of one variable is scaling in the opposite direction of the other.
Sizing of equipment
As a basis for the TDC estimate using the bottom-up approach, the model sizes the equipment. While for some equipment this is undemanding (e.g., for a ball mill), some equipment needed to be described in more detail (e.g., heat exchangers). The number of identical equipment pieces is selected by the model with a simple iterative heuristic: First the equipment is sized; afterwards it is assessed whether the equipment exceeds the maximum size for this unit (taken from Aspen Capital Cost Estimator). If the calculated design exceeds the criteria, the task is divided by identical equipment units until no single piece exceeds the maximum size.
Sizing crusher and grinder
The mineral pre-treatment steps, crushing and grinding, have been investigated by several researchers. An in-depth analysis was published by Gerdemann et al. who report 2 kWh tmineral−1 for crushing and between 81 and 97 kWh tmineral−1 for grinding to be necessary in order to activate the minerals for the carbonation reaction28 (Supplementary Table 7). For the process, jaw crushers and ball mills are considered due to their low costs and the wide usage in the cement industry to this point. We size the crusher according to material throughput and ball mill by energy requirement (Supplementary Table 8).
Sizing reactors
The TEA model is based on literature values for the reaction rate for different processes and conditions. All studies used reported data for an autoclave run in a batch process28,33,34,61,62. As full-scale processes with their large amount of feedstock requirement are expected to be performed as a continuous reaction, the model uses continuously stirred tank reactors (CSTR). We used space time \({{{\rm{\tau }}}}\) to derive the size of CSTR reactors. Under the assumption that the density of the system does not change during the reaction, the volume of CSTR (V) and space time \({{{\rm{\tau }}}}\) is defined as follows (see Eq. 14 and Eq. 15)63, with \({\dot{v}}_{o}\) being the volume flow, \({c}_{Ao}\) the initial concentration of educt A, X the extend of the reaction and rA the reaction rate for educt A:
We calculated the volume for the reactors under a 1st order reaction assumption (see Eq. 16 and Eq. 17).
After the total reaction volume is calculated, it was needed to design each individual reactor unit. The equipment costs for the carbonation reactors were estimated on the basis of a pressure vessel. First, we derived the reactor height h and radius r, with the minimal surface area (closest to the sphere), to reduce material costs.
Second, we calculated the wall thickness tw following Towler and Sinnott60:
To determine the size and number of reactors, we use the criteria minimum wall thickness according to typical maximal allowable stress64, maximum wall thickness and maximum size of reactor to derive the number and sizes of CSTRs.
Sizing hydro cyclones
For the separation of unreacted mineral and the reaction products in the direct process route, we propose to use hydro cyclones. The separation process was simulated in Aspen Plus, the assumptions are shown in Supplementary Table 9. To size the hydro cyclones, we performed parametric studies in Aspen Plus to obtain points of the design space on which we fitted curves. The number of cyclones N depends on the mass flow (\(\dot{m}\)) of separated mineral and the separation efficiency (η), while the diameter (d) is a function of η. The best fit was found with the following relationship:
The Aspen simulation showed that small changes of the mineral distribution caused by different conversion rates (e.g., 0.5 instead of 0.7 conversion) will not substantially change the design or efficiency of the separation (between 0.07%–0.3% difference), thus were neglected in this model.
Sizing centrifuges
For the dewatering we used solid bowl centrifuges. As reported in literature, solid bowl centrifuges might be viable for ultra-fine separation, here high rotation speeds need to be considered (>3000 rpm)65. The dewatering was simulated in Aspen Plus and a parametric study was performed using different diameters, length and rotation speeds. We selected an optimal design for each point, where according to the simulation, no material is lost in the wet stream. The derived functions can be described as follows, with d being the diameter, rpm the centrifugal speed, and l the length (see Eq. 24 and Eq. 25):
Sizing classification centrifuges
The classification of product is used in the direct carbonation process. The classification aims to separate Silica (0-1 µm) from MgCO3 (1-5 µm). Aspen Plus simulation showed disc centrifuge to be sufficient for this task. The sizes for different throughputs were derived using parametric studies in Aspen Plus. A regression was used to determine a design function (see Eq. 26).
Sizing heat exchangers and furnaces, crystallisers and rotary dryers
The heat exchanger and furnace sizes were calculated using the transferred heat (\({\dot{Q}}_{HE,i}\)), which was derived using the Shomate equation. The general approach can be described as follows (see Eq. 27):
For the design of furnaces, the duty and volumetric flow rate are sufficient input for the TEA model. For heat exchangers, crystallisers and rotary dryers, the area A was derived in order to size the equipment (see Eq. 28).
Estimating the total direct costs for CO2 capture
Of the two processes studied here, only the direct carbonation process uses separate CO2 capture and compression equipment. An MEA post-combustion capture plant was considered for the direct process route. Following the top-down approach shown in Eq. 10, the MEA capture costs were calculated using the data published by Anantharaman, et al.32, which have been estimated specifically for the case of capturing CO2 at a cement production site. The indirect process uses an integrated ammonia capture process. Following the top-down approach shown in Eq. 10, the ammonia capture costs are calculated using the data published by Li, et al.66. As the indirect process does not use the CO2 stripper because ammonium bicarbonate is used as the CO2 carrier directly, only relevant units of the published data were selected; the CO2 stripper was replaced by the additive regeneration step in the indirect process.
Estimating the total direct costs for CO2 Compression
For deriving the capital cost functions for compression, recent literature has shown that the estimations can differ largely (i.e., some estimates show differences of over 1000%)67. We utilize calculations from Van der Spek, et al.68 following the top-down approach shown in Eq. 10. Here, a five-stage compression is simulated after the MEA postcombustion capture plant. The desired final pressure in this paper was set to 110 bar. The pressures used for the direct carbonation process are in a similar range (100–150 bar), thus a scaling approach is used for estimating the total direct costs for the compressors in a top-down manner. We selected a scaling factor of 0.76 following IEAGHG69.
Calculating operational expenditures
OPEX were split into fixed and variable OPEX. Fixed OPEX covers salaries for employees \({{{{\rm{C}}}}}_{{{{\rm{Labour}}}}}\) to run the plant, insurance and local tax \({{{{\rm{C}}}}}_{{{{\rm{insurance}}}}}\), maintenance \({{{{\rm{C}}}}}_{{{{\rm{maintenance}}}}}\) as well as administration \({{{{\rm{C}}}}}_{{{{\rm{admin}}}}}\) and support. Variable OPEX include costs of utilities \({{{{\rm{C}}}}}_{{{{\rm{electricity}}}}\& {{{\rm{natural}}}}{{{\rm{gas}}}}}\) and feedstocks \({{{{\rm{C}}}}}_{{{{\rm{feed}}}},{{{\rm{total}}}}}\) and costs of transport. We used pricing data from different publications as well as web-based platforms such as Statista or Alibaba. The basis for the OPEX calculations is shown in Supplementary Table 12.
Fixed Operational Expenditures
We derived fixed OPEX using the approach from Peters, et al.70 for cost of labour and for all other fixed OPEX following Anantharaman, et al.32 (see Eq. 29 to Eq. 32).
Variable Operational Expenditures
The cost calculation of feedstocks and utilities used the mass and energy balances as a basis. The costs for the feedstocks and utilities were multiplied by the market price \(\pi \) (see Eq. 33 to Eq. 35).
The cost of transport was taken into account as well. Here, we assumed that the minerals are transported no further than 60 km by truck and 200 km by train; distances beyond 260 km will be done by ship transport21. As some material will not be used in the SCMCCU it has to be stored. The storage quarry was assumed to be 10 km away from the cement plant and it is accessed by truck. The costs were calculated using different prices for transport \({{{{\rm{\pi }}}}}_{{{{\rm{i}}}}}\) and distances \({{{{\rm{dist}}}}}_{{{{\rm{i}}}}}\):
Calculating the revenue
For the calculation of the revenue, first we determined how much of the produced material must have to be stored in a quarry and what share can be used to displace cement production (\({\dot{m}}_{used}\) and material being stored \({\dot{m}}_{stored}\)). There are two reasons why material needs to be stored: either too little silica is produced, so that some of the inert material needs to be seperated and disposed; or silica and inert material need to be stored when the capacity of the carbonation plant \({\dot{m}}_{SC{M}_{CCU}}\) is larger than the material that could be blended with the cement \({\dot{m}}_{cemen{t}_{blend}}\) (See Eq. 37 and Eq. 38 with \({X}_{i}\) being share of material i in the cement blend and \({\dot{m}}_{cement}\) the total capacity of the cement plant).
To assess the CO2e emissions displaced by SCM, calculations from Ostovari, et al.21 were adapted. Following Ostovari, et al.21 the climate change impacts are calculated according to the Intergovernmental Panel on Climate Change by following the European Commission’s recommendations in the International Reference Life Cycle Data Handbook71. To capture the climate change impats of the analysed processes, we used the method of carbon footpriting72. We limited the assessment to only include climate change impacts captured in CO2e emisissions because we considere other impacts of being out of scope for this techno-economic study. In the CO2e emisissions of the product (SCMCCU), eSCMccu, we accounted for the minerals’ mining emissions and additive production, \({e}_{feed}\), the added emissions for transport of the mineral to the plant, \({e}_{t,min}\), and carbonated material to the storage site,\(\,{e}_{t,stor}\), added emissions for electricty, \({e}_{el}\), and natural gas, \({e}_{ng}\), as well as for the construction of the plant, \({e}_{constr}\), as additional CO2e burden. From that burden we subtracted the emission reductions through CO2 that is bound in the product, \({{{{\rm{e}}}}}_{{{{\rm{bound}}}}}\), and emissions that are avoided by replacing clinker production with SCMCCU, \({e}_{replace}\) (see Eq. 39).
The CO2e emission reduction of the cement blend (\(\varDelta {{{{\rm{e}}}}}_{{{{\rm{cement}}}},{{{{\rm{SCM}}}}}_{{{{\rm{CCU}}}}}}\)) is then calculated as a follows, with \({{{{\rm{e}}}}}_{{{{\rm{cement}}}}}\) being the carbon footprint of one tonne of ordinary Portland cement and \({\dot{{{{\rm{m}}}}}}_{{{{\rm{cement}}}}}\) being the capacity of the cement plant and \({\dot{m}}_{SCMccu}\) being the capacity of the CCUM plant (see Eq. 40):
Using the mass and the net emissions of SCMCCU and the cement selling price \({\pi }_{cement}\), the overall profit was derived by subtracting the production costs from revenue \(R\).
Uncertainty analysis
Uncertainties are inevitable in early-stage technoeconomic assessments such as this CCUM study. Such technologies are inherently uncertain in nature, requiring large sensitivity studies to determine possible economic designs and operating conditions48,55. To perform thorough techno-economic assessments, Monte Carlo simulation following a first screening with single-factor sensitivity analysis has been suggested, to reduce the overall computational effort for the Monte Carlo simulation55,57,73,74,75. We followed that approach here to identify potentially influential parameters on model results, in which each input parameter was changed by the same amount from the nominal value (−50% to +50%), except if clear natural limits were reached (such as reaction yield that cannot be larger than 1) (Supplementary Fig. 8). As many input parameters’ influence on the results might have interdependencies to other input parameters and themselves carry a probability of reaching a certain value73, a probabilistic uncertainty analysis in the form of a Monte Carlo simulation was performed for the input parameters that showed a high sensitivity in the single factor analysis. For each selected parameter, we determined a probability density function following the approach by Hawer, et al.75 and performed a Monte Carlo simulation with 10,000 runs using the open-source tool UQLAB76. The used probability density functions are described in Supplementary Fig. 9 and Supplementary Table 13.
Data availability
Data necessary to reproduce this study have been made available in the supplementary information.
References
IEA. Cement. (Paris, 2020).
Le Quéré, C. et al. Global carbon budget 2018. Earth System Science Data 10, 2141–2194 (2018).
Czigler, T., Reiter, S., Schulze, P. & Somers, K. Laying the foundation for zero-carbon cement. (McKinsey & Company, 2020).
Rogelj, J. et al. Paris Agreement climate proposals need a boost to keep warming well below 2 C. Nature 534, 631 (2016).
Agreement, P. UNFCCC, Adoption of the Paris agreement. COP. 25th session Paris 30 (2015).
Fortune Business Insights. Cement Market Size, Share & Industry Analysis, by Type, by Application and Regional Forecast 2019-2026, https://www.fortunebusinessinsights.com/industry-reports/cement-market-101825 (2019).
Expert Market Research. Global Cement Market to Reach 6.08 Billion Tons by 2026, https://www.expertmarketresearch.com/pressrelease/global-cement-market#:~:text=According%20to%20a%20new%20report,6.08%20Billion%20Tons%20by%202026 (2020).
Favier, A., De Wolf, C., Scrivener, K. & Habert, G. A sustainable future for the European Cement and Concrete Industry: Technology assessment for full decarbonisation of the industry by 2050. (ETH Zurich, 2018).
Hoddinott, P. The role of cement in the 2050 low carbon economy. Proceedings of the European Cement Association (2013).
The European Cement Association. Cementing the European Green Deal. (The European Cement Association, Brussels, 2020).
Andrew, R. M. Global CO2 emissions from cement production. Earth Syst. Sci. Data 10, 195 (2018).
Maddalena, R., Roberts, J. J. & Hamilton, A. Can Portland cement be replaced by low-carbon alternative materials? A study on the thermal properties and carbon emissions of innovative cements. J. Clean. Prod. 186, 933–942 (2018).
Gartner, E. & Sui, T. Alternative cement clinkers. Cem. Concr. Res. 114, 27–39 (2018).
Shubbar, A. A., Sadique, M., Kot, P. & Atherton, W. Future of clay-based construction materials – A review. Constr. Build. Mater. 210, 172–187 (2019).
D’Amico, B., Pomponi, F. & Hart, J. Global potential for material substitution in building construction: The case of cross laminated timber. J. Clean. Prod. 279, 123487 (2021).
Bellmann, E. & Zimmermann, P. Climate protection in the concrete and cement industry - Background and possible courses of action. (Berlin, 2019).
Deolalkar, S. P. in Designing Green Cement Plants (ed S. P. Deolalkar) 83-86 (Butterworth-Heinemann, 2016).
Roussanaly, S. et al. Techno-economic Analysis of MEA CO2 Capture from a Cement Kiln – Impact of Steam Supply Scenario. Energy Procedia 114, 6229–6239 (2017).
Voldsund, M. et al. D4. 6: CEMCAP Comparative Techno-Economic Analysis of CO2 Capture in Cement Plants. H2020 Project: CO2 Capture from Cement Production (2018).
Sanna, A., Uibu, M., Caramanna, G., Kuusik, R. & Maroto-Valer, M. M. A review of mineral carbonation technologies to sequester CO2. Chem Soc Rev 43, 8049–8080 (2014).
Ostovari, H., Sternberg, A. & Bardow, A. Rock ‘n’ use of CO2: carbon footprint of carbon capture and utilization by mineralization. Sustain. Energy Fuels. 4, 4482–4496 (2020).
Romanov, V. et al. Mineralization of Carbon Dioxide: A Literature Review. ChemBioEng Rev. 2, 231–256 (2015).
Sanna, A., Hall, M. R. & Maroto-Valer, M. Post-processing pathways in carbon capture and storage by mineral carbonation (CCSM) towards the introduction of carbon neutral materials. Energy Environ. Sci. 5, 7781 (2012).
Kremer, D. et al. Geological Mapping and Characterization of Possible Primary Input Materials for the Mineral Sequestration of Carbon Dioxide in Europe. Minerals 9, 80485 (2019).
Fagerlund, J., Nduagu, E., Romão, I. & Zevenhoven, R. CO2 fixation using magnesium silicate minerals part 1: Process description and performance. Energy 41, 184–191 (2012).
Woodall, C. M., McQueen, N., Pilorgé, H. & Wilcox, J. Utilization of mineral carbonation products: current state and potential. Greenh. Gases: Sci. Technol. 9, 1096–1113 (2019).
Sanna, A., Dri, M., Hall, M. R. & Maroto-Valer, M. Waste materials for carbon capture and storage by mineralisation (CCSM) – A UK perspective. Appl. Energy 99, 545–554 (2012).
Gerdemann, S. J., O’Connor, W. K., Dahlin, D. C., Penner, L. R. & Rush, H. Ex situ aqueous mineral carbonation. Environ. Sci. Technol. 41, 2587–2593 (2007).
Ostovari, H., Müller, L., Skocek, J. & Bardow, A. From Unavoidable CO2 Source to CO2 Sink? A Cement Industry Based on CO2 Mineralization. Environ. Sci. Technol. 55, 5212–5223 (2021).
W. K. O’Connor, D. C. D., G. E. Rush, S. J. Gerdemann, & L. R. Penner, a. D. N. N. Aqueous Mineral Carbonation: Mineral Availability, Pretreatment, Reaction Parametrics, And Process Studies. (National Energy Technology Laboratory, 2005).
Naraharisetti, P. K., Yeo, T. Y. & Bu, J. New classification of CO2 mineralization processes and economic evaluation. Renew. Sustain. Energy Rev. 99, 220–233 (2019).
Anantharaman, R. et al. CEMCAP Framework for Comparative Techno-economic Analysis of CO2 Capture From Cement Plants-D3. 2. (Zenodo, 2018).
Eikeland, E., Blichfeld, A. B., Tyrsted, C., Jensen, A. & Iversen, B. B. Optimized carbonation of magnesium silicate mineral for CO2 storage. ACS Appl. Mater. Interfaces 7, 5258–5264 (2015).
Wang, X. & Maroto-Valer, M. M. Optimization of carbon dioxide capture and storage with mineralisation using recyclable ammonium salts. Energy 51, 431–438 (2013).
Siwior, P. & Bukowska, J. Commentary on European Court of Justice judgement of 19 January 2017 in case C-460/15 Schaefer Kalk GmbH & Co. KG v Bundesrepublik Deutschland. Environmental Protection and Natural Resources; The Journal of Institute of Environmental Protection-National Research Institute. 29, 25–30 (2018).
Porterfield, W. W. Inorganic chemistry. (Academic press, 2013).
Rubin, E. S. et al. in Towards improved guidelines for cost evaluation of carbon capture and storage (eds Simon Roussanaly, Edward S. Rubin, & Mijndert Van der Spek) (2021).
Rubin, E. S. Improving cost estimates for advanced low-carbon power plants. Int. J. Greenh. Gas Control 88, 1–9 (2019).
Greig, C., Garnett, A., Oesch, J. & Smart, S. Guidelines for scoping and estimating early mover ccs projects. Univ. Queensl., Brisbane (2014).
Patt, A. & Lilliestam, J. The Case against Carbon Prices. Joule 2, 2494–2498 (2018).
Carbon Tracker Initiative. EU carbon prices could double by 2021 and quadruple by 2030, https://carbontracker.org/eu-carbon-prices-could-double-by-2021-and-quadruple-by-2030/ (2018).
Cancio Díaz, Y. et al. Limestone calcined clay cement as a low-carbon solution to meet expanding cement demand in emerging economies. Dev. Engin. 2, 82–91 (2017).
de Vet, J.-M. et al. Competitiveness of the European Cement and Lime Sectors. WIFO Studies (2018).
Statista. Forecast in percentage change in cement prices worldwide from 2013 to 2016 with a forecast from 2017 to 2020, https://www.statista.com/statistics/248359/change-in-global-cement-prices/ (2017).
Park, A.-H. A., Kelemen, P., Matter, J. & Gadikota, G. Geo-Chemo-Mechanical Studies for Permanent Storage of CO2 in Geologic Formations, DE-FE0002386, Columbia University, New York, US Department of Energy National Energy Technology Laboratory Carbon Storage R&D Project Review Meeting, August 21–23, 2012. (2012).
Nguyen, Q. D., Afroz, S. & Castel, A. Influence of Clay Calcination Method on the Mechanical Properties and Chloride Diffusion Resistance of Limestone Calcined Clay Cement (LC3) Concrete. J. Marine Sci. Eng. 8, 301 (2020).
Dill, H. G. A geological and mineralogical review of clay mineral deposits and phyllosilicate ore guides in Central Europe – A function of geodynamics and climate change. Ore Geol. Rev. 119, 103304 (2020).
Ravikumar, D. et al. Carbon dioxide utilization in concrete curing or mixing might not produce a net climate benefit. Nat. Commun. 12, 855 (2021).
Renforth, P. The negative emission potential of alkaline materials. Nat. Commun. 10, 1401 (2019).
Dewald, U. & Achternbosch, M. Why more sustainable cements failed so far? Disruptive innovations and their barriers in a basic industry. Environ. Innov. Soc. Transit. 19, 15–30 (2016).
Manns, W., Thielen, G. & Laskowski, C. Evaluation of the results of tests for building inspectorate approvals for Portland Limestone cements., (Verein Deutscher Zementwerke e.V./Forschungsinstitut der Zementindustrie (Eds.), 2000).
Sanna, A., Dri, M. & Maroto-Valer, M. Carbon dioxide capture and storage by pH swing aqueous mineralisation using a mixture of ammonium salts and antigorite source. Fuel 114, 153–161 (2013).
Sanna, A., Gaubert, J. & Maroto-Valer, M. M. Alternative regeneration of chemicals employed in mineral carbonation towards technology cost reduction. Chem. Eng. J. 306, 1049–1057 (2016).
Kremer, D. & Wotruba, H. Separation of Products from Mineral Sequestration of CO2 with Primary and Secondary Raw Materials. Minerals 10, 1098 (2020).
Van der Spek, M. et al. Unravelling uncertainty and variability in early stage techno-economic assessments of carbon capture technologies. Int. J. Greenh. Gas Control 56, 221–236 (2017).
Rubin, E. S. et al. A proposed methodology for CO2 capture and storage cost estimates. International Journal of Greenhouse Gas Control 17, 488–503 (2013).
Zimmermann, A. et al. Techno-Economic Assessment & Life Cycle Assessment Guidelines for CO2 Utilization (Version 1.1). (2020).
Rubin, E. S., Azevedo, I. M., Jaramillo, P. & Yeh, S. A review of learning rates for electricity supply technologies. Energy Policy 86, 198–218 (2015).
CemNet. The Global Cement Report - Online Database of Cement Plants, https://www.cemnet.com/global-cement-report/ (2021).
Towler, G. & Sinnott, R. Chemical engineering design: principles, practice and economics of plant and process design. (Elsevier, 2012).
Wang, X. & Maroto-Valer, M. M. Dissolution of serpentine using recyclable ammonium salts for CO2 mineral carbonation. Fuel 90, 1229–1237 (2011).
Wang, X. & Maroto‐Valer, M. M. Integration of CO2 capture and mineral carbonation by using recyclable ammonium salts. ChemSusChem 4, 1291–1300 (2011).
Smith, R. Chemical process: design and integration. (John Wiley & Sons, 2005).
Towler, G. & Sinnott, R. K. Chemical engineering design: principles, practice and economics of plant and process design. (Elsevier, 2012).
Pinkerton, A. P. & Klima, M. S. Evaluation of a solid-bowl centrifuge for ultrafine size separations. Mining Metall. Explor. 18, 162–166 (2001).
Li, K. et al. Technoeconomic Assessment of an Advanced Aqueous Ammonia-Based Postcombustion Capture Process Integrated with a 650-MW Coal-Fired Power Station. Environ. Sci. Technol. 50, 10746–10755 (2016).
Knoope, M., Ramírez, A. & Faaij, A. A state-of-the-art review of techno-economic models predicting the costs of CO2 pipeline transport. Int. J. Greenh. Gas Control 16, 241–270 (2013).
Van der Spek, M., Ramirez, A. & Faaij, A. Challenges and uncertainties of ex ante techno-economic analysis of low TRL CO2 capture technology: Lessons from a case study of an NGCC with exhaust gas recycle and electric swing adsorption. Appl. Energy 208, 920–934 (2017).
IEAGHG. Assessment of emerging CO2 capture technologies and their potential to reduce costs. (IEAGHG, 2014).
Peters, M. S., Timmerhaus, K. D. & West, R. E. Plant design and economics for chemical engineers. International edition (1991).
European Commission - Joint Research Centre - Institute for Environment and Sustainability. (ILCD Handbook, 2010).
International Organization for Standardization (ISO). 14067: 2018 Greenhouse Gases—Carbon Footprint of Products—Requirements and Guidelines for Quantification. (Geneva, Switzerland, 2018).
Van der Spek, M. et al. Uncertainty analysis in the techno-economic assessment of CO2 capture and storage technologies. Critical review and guidelines for use. Int. J. Greenh. Gas Control 100, 103113 (2020).
Rubin, E. S. Understanding the pitfalls of CCS cost estimates. Int. J. Greenh. Gas Control 10, 181–190 (2012).
Hawer, S., Schönmann, A. & Reinhart, G. Guideline for the Classification and Modelling of Uncertainty and Fuzziness. Procedia CIRP 67, 52–57 (2018).
Marelli, S. & Sudret, B. in The 2nd International Conference on Vulnerability and Risk Analysis and Management (ICVRAM 2014). pp. 2554–2563.
Strunge, T. Techno-Economic Model for “Towards a business case for CO2 mineralisation in the cement industry”. v1.0.0, https://doi.org/10.5281/zenodo.5971924 (2022).
Acknowledgements
Till Strunge has been funded by the German Federal Ministry of Education and Research (BMBF) as part of the project CO2MIN (033RC014) and received a scholarship at Heriot-Watt University. Phil Renforth is funded by the UK’s Greenhouse Gas Removal Programme, supported by the Natural Environment Research Council, the Engineering and Physical Sciences Research Council, the Economic & Social Research Council, and the Department for Business, Energy & Industrial Strategy under grant no. NE/P019943/1. We want to thank the CO2MIN project partners at RWTH Aachen and Heidelberg Cement for their support, in particular we want to dearly thank Mr. Hesam Ostovari and Mr. Dario Kremer for their detailed feedback.
Author information
Authors and Affiliations
Contributions
T.S., P.R. and M.V.S. designed the study. T.S. undertook the calculations. T.S., P.R. and M.V.S. wrote the manuscript.
Corresponding authors
Ethics declarations
Competing interests
The authors declare no competing interests.
Peer review
Peer review information
Communications Earth & Environment thanks Ruth Saint, Andrea Di Maria, Maria Grahn and the other, anonymous, reviewer(s) for their contribution to the peer review of this work. Primary Handling Editors: Alessandro Rubino, Joe Aslin. Peer reviewer reports are available.
Additional information
Publisher’s note Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Supplementary information
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license, and indicate if changes were made. The images or other third party material in this article are included in the article’s Creative Commons license, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons license and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this license, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Strunge, T., Renforth, P. & Van der Spek, M. Towards a business case for CO2 mineralisation in the cement industry. Commun Earth Environ 3, 59 (2022). https://doi.org/10.1038/s43247-022-00390-0
Received:
Accepted:
Published:
DOI: https://doi.org/10.1038/s43247-022-00390-0
This article is cited by
-
Paving the way for sustainable decarbonization of the European cement industry
Nature Sustainability (2024)
-
Role of silicate-rich and silicate-less industrial solid wastes in the physicomechanical properties and durability of low quality metakaolin-blended cement
Environmental Science and Pollution Research (2024)
-
Comparative study of biochar and charcoal and their application in the construction industry
Asian Journal of Civil Engineering (2024)
Comments
By submitting a comment you agree to abide by our Terms and Community Guidelines. If you find something abusive or that does not comply with our terms or guidelines please flag it as inappropriate.
