
Abstract
Single crystal VO2 is a strongly correlated electron material that has shown great potential for a wide range of high-performance modern device applications, such as microbolometers, lithium ion batteries, microactuators and strain sensors. However, the present fabrication methods for single crystal VO2 almost always require complicated procedures, strict conditions and long reaction times of up to one week. Here, we report a simple, fast, low-cost and green method for fabricating single crystal VO2 using a thermal oxidation route based on resistive heating of a vanadium foil in air. Our method not only reduces the complete fabrication time from hours to tens of seconds but also naturally forms single crystal VO2 microtube arrays that are nearly vertically aligned on the surface of a V2O5 substrate. Microstructure characteristics and the reversible phase transition between the monoclinic VO2 and rutile VO2 phases demonstrate that the obtained single crystal VO2 is the same as that achieved by other fabrication methods.
Similar content being viewed by others

Introduction
Vanadium dioxide (VO2) is an archetypal metal-insulator transition (MIT) material, which has received increasing attention in the exploration of the MIT mechanism1,2,3 and has applications in various modern devices, such as electronic inks4, supercapacitors5, thermal diodes6, thermal emitters7, smart windows8, temperature sensors9, and radiative thermal memristors10. The MIT of VO2 features a dramatic change in the electrical conductivity, optical reflectivity, magnetic susceptibility, and dielectric function because of the accompanying reversible structural phase transition between the monoclinic insulating phase (M1) and the tetragonal metallic phase (rutile structure, R) at approximately 67 °C11. The phase transition characteristics and the physical properties of VO2 are strongly related to its stoichiometry, crystallinity, and morphology, which are generally determined by the fabrication methods12. Representative fabrication methods include reactive sputtering1, pulsed laser deposition2,3,6, hydrothermal methods4, electrodeposition5, molecular beam epitaxy8, chemical vapor deposition13, thermolysis14, and magnetron sputtering15 for polycrystalline VO2 films or nanoparticles. Despite the potential large-scale applications of polycrystalline VO2, the poor crystal quality and weak MIT properties12 make it difficult for polycrystalline VO2 to meet the requirements of high-performance modern devices.
In contrast, single crystal VO2 has excellent MIT properties11,12, which not only has been utilized for exploring intrinsic MIT physics16,17 but also has demonstrated great potential for manufacturing high-performance microbolometers18, lithium-ion batteries19, microactuators20, and highly sensitive strain sensors21. So far, various methods have been utilized for fabricating single crystal VO211,12. Several representative fabrication methods such as self-flux method, solution growth technique, vapor transport method, and hydrothermal method are briefly introduced as follows. The self-flux method16,22 can fabricate high-quality single crystal VO2 microrods with lengths of a few millimeters and widths of ~100 µm by heating V2O5 powder to 800–1100 °C in a vacuum tube furnace. During heating, the V2O5 is partially reduced and converts to single crystal VO2 in the molten V2O5. However, the fabrication time is very long and is approximately 1 week23. The solution growth technique24,25 can fabricate bulk single crystal VO2 with lengths of up to greater than 10 mm and widths of up to 1 mm by heating a mixture of VO2 powder and V2O5 powder, which are sealed in a silica tube up to 1050 °C and slowly cooled up to 100 h to 775 °C25. The rod-like bulk single crystal VO2 grows along the high-temperature rutile c axis during heating and cooling process24. The vapor transport method17,18,20 can fabricate rectangular cross-sectional single crystal VO2 nanowires with lengths of tens of micrometers and widths of tens of nanometers to a few micrometers by evaporating V2O517,18,20 powder or VO226 powder at approximately 950 °C and transporting the vapor by Ar carrier gas to a substrate in a quartz tube furnace. Although the fabrication time of the vapor transport method is much shorter than that of the self-flux method or solution growth technique, the fabrication time is still too long, approximately 5 h26. Recently, it was reported that the hydrothermal method can also be utilized to fabricate nearly round cross-sectional single crystal VO2 nanowires with lengths of tens of micrometers and widths of hundreds of nanometers by heating an aqueous solution of V2O5, H2C2O4·2H2O, and H2SO4 at 100 °C for 10 h, followed by heating the as-obtained precursor solution at 260 °C for 24 h27. This method realized massively production of single crystal VO2 nanowires. However, the fabrication time is also very long. To date, high-quality single crystal VO2 with different sizes from nanometers to millimeters can be fabricated as reviewed above; however, fabricating single crystal VO2 via these present methods not only requires complicated procedures17,18,19,21,24,25,27, strict conditions17,18,19,21,24,25,26,27, or special equipment16,17,18,21,22,24,25,26, but also consumes a great deal of energy because of the very long heating times; thus, these methods are costly.
In this work, we report a simple method for fabricating single crystal VO2 via a thermal oxidation route28 based on the resistive heating29 of V foils in air using an ordinary laboratory power supply. The complete fabrication time is only tens of seconds, which is the fastest method for fabricating single crystal VO2 to date. Interestingly, the as-fabricated single crystal VO2 with a length of up to 430 µm and an average width of approximately 6.8 µm naturally forms high-density microtube arrays that are nearly vertically aligned on the surface of a V2O5 substrate without additional treatments. Moreover, the only required raw materials are commercially pure V foil and air, the as-fabricated products are only VO2 and V2O5, and there is no waste; thus, our fabrication method has a low cost and is environmentally friendly.
Results
Fabrication of single crystal VO2 microtube arrays
The fabrication of single crystal VO2 microtube arrays contains two successive processes, i.e., heating a V foil in air with a direct current to approximately 1700 °C in tens of seconds to synthesize vanadium oxide on the surface of the V foil and then cooling the as-synthesized vanadium oxide to below 250 °C in a few seconds (Supplementary Movie 1). Figure 1 depicts a typical temperature vs. time curve for the growth process of single crystal VO2 microtube arrays. Here, each temperature recorded by a pyrometer (temperature range of 250–2000 °C) refers to the temperature of the central region of the V foil, i.e., the highest temperature throughout the V foil. At the beginning of the heating process, the surface of the V foil is oxidized gradually in air (photograph no. 1, inset in Fig. 1), and the as-synthesized product is a mixture of solid vanadium oxide (VOx, where x is the O–V atomic ratio), mainly V2O5 and VO229, when the temperature of the V foil is below 678 °C (the melting point of bulk V2O530). With continuous heating, the temperature of the V foil and as-synthesized solid VOx continually increases to over 678 °C. The solid VOx melts into a liquid and gradually forms two droplets31 that cover both sides of the V foil (photograph no. 2, inset in Fig. 1). Obviously, the liquid droplets increase in thickness as the temperature continually increases, which means that additional VOx is synthesized. When the temperature of the V foil as well as the VOx liquid droplets further increases to approximately 1700 °C by continuous heating, the V foil reaches an incandescent state (photograph no. 3, inset in Fig. 1). At this point, the V atoms can largely dissociate from the V foil and diffuse into the VOx liquid droplets, which makes the V content and the thickness of the liquid droplets increase largely.

The curve depicts the change of temperature with time during the growth process. Insets no. 1–5 show the photographs of the V foil and the as-synthesized products at corresponding temperatures. At the beginning of heating (0 s), the temperature jumps to above 500 °C from room temperature at a very rapid and uncontrolled rate when turning on the direct current because of the very low resistance of the V foil, which results in a very large direct current being suddenly applied to the V foil.
Next, after the heating is stopped by turning off the direct current manually, the temperature of the VOx liquid droplets decreases from ~1700 °C to below 250 °C at a very rapid rate of approximately 370 °C/s because of the natural heat dissipation. During cooling, it is found that the liquid droplets experience two crystallization processes in sequence that correspond to the platform and the trough in the temperature vs. time curve (marked with two rectangles in Fig. 1). When the temperature drops to approximately 833 °C, a large number of single crystal VO2 microtubes grow in the liquid droplets and form arrays that stand in the residual liquid VOx in less than 1 s (photograph no. 4, inset in Fig. 1). This crystallization process is exothermic, which maintains the crystallization starting temperature of VO2 for a short time. As a result, a platform at ~833 °C appears in the temperature vs. time curve, as shown in the navy box inset in Fig. 1. After the VO2 crystallization finishes, the whole product resumes rapid cooling to approximately 382 °C. The residual liquid VOx crystallizes and finally forms a solid V2O5 substrate with the as-crystallized single crystal VO2 microtube arrays nearly vertically aligned on the surface of it (photograph no. 5, inset in Fig. 1). This crystallization process is also exothermic, which can even increase the temperature by up to 27 °C compared with the crystallization equilibrium temperature of V2O5 (382 °C) in more than 1 s. As a result, a trough at ~382 °C appears in the temperature vs. time curve, as shown in the magenta box inset in Fig. 1. After the V2O5 crystallization finishes, the whole product resumes rapid cooling again until it reaches room temperature.
To find the key fabrication conditions for single crystal VO2 microtube arrays, we carried out many fabrication runs with different fabrication parameters. Supplementary Fig. 1 depicts the temperature vs. time curves of 14 successful fabrication runs for single crystal VO2 microtube arrays using 14 V foils with different heating rates, cooling rates, peak temperatures, fabrication times, and crystallization temperatures, as summarized in Supplementary Table 1. We found that these fabrication parameters have wide ranges. The heating rate can occur over a range from 18 to 46 °C/s with an average of 28 °C/s, the peak temperature can occur over a range from 1613 to 1955 °C with an average of 1782 °C, and the fabrication time can occur over a range from 44 to 99 s with an average of 73 s; all can be easily controlled by adjusting the direct current manually. Moreover, the cooling rates range from 312 to 677 °C/s, with an average of 442 °C/s, without being controlled. The crystallization temperatures of VO2 and V2O5 can occur over a range from 813 to 834 °C with an average of 824 °C and from 317 to 398 °C with an average of 353 °C, respectively. Additionally, we also carried out two unsuccessful fabrication runs with the following fabrication parameters. (1) The as-synthesized VOx liquid droplets are rapidly cooled to below 250 °C (with a cooling rate of ~345 °C/s, shown by the red curve in Supplementary Fig. 2a) after gradually heating the V foil to a relatively low temperature of 1005 °C. It is found that irregular bumps are produced on the surface of the V foil, and there are no microtube arrays, as shown in Supplementary Fig. 2b. X-ray diffraction (XRD) examination demonstrated that the obtained product is mainly V2O5 with small amounts of VO2 (the red curve in Supplementary Fig. 2d). An explanation is presented as Supplementary Note 1. (2) The as-synthesized VOx liquid droplets are slowly cooled to below 250 °C (with a cooling rate of ~29 °C/s, as shown by the blue curve in Supplementary Fig. 2a) after gradually heating the V foil to a high temperature of 1785 °C. Only plate-shaped solids are produced on the surface of V foil, and there are no microtube arrays, as shown in Supplementary Fig. 2c. XRD examination demonstrated that the obtained product is a pure phase of V2O5 (blue curve in Supplementary Fig. 2d). An explanation is presented as Supplementary Note 2. Consequently, we propose that the V foil must be gradually heated to incandescent temperature and then rapidly cooled to fabricate single crystal VO2 microtube arrays.
Characterization of single crystal VO2 microtube arrays
The morphology, composition, and microstructure of the as-fabricated product were examined using scanning electron microscopy (SEM), X-ray energy dispersive spectroscopy (EDS), X-ray photoelectron spectroscopy (XPS), XRD, and transmission electron microscopy (TEM). As shown in the representative SEM images in Fig. 2a (side view), Fig. 2b (top view), and in the lower-left inset in Fig. 2a, single crystal VO2 are straight, rod-like and nearly vertically aligned on the surface of a layered V2O5 substrate (Supplementary Fig. 3). The upper-right inset in Fig. 2a and the upper-right inset in Fig. 2b show that these single crystal VO2 microtubes are all hollow and have rectangular cross-sections and steeple-shaped tops. It is also noticed that there are small amounts of solidified V2O5 flux on the side surface of the VO2 microtubes25, which are further observed by high-resolution TEM (HRTEM) and analyzed below. The EDS mapping of an individual microtube confirms that only V and O are present and uniformly distributed over the whole microtube, as shown in the lower-right inset of Fig. 2b. Additional EDS spectrums (Supplementary Fig. 4) demonstrate that the O–V atomic ratio are ~1.98 and ~2.49 for the VO2 microtube and the V2O5 substrate, respectively. The widths of different microtubes vary from 1 to 12 µm (Fig. 2c) with an average width of ~6.8 µm, while each microtube has a uniform width along its entire length. The length of those microtubes can reach up to 430 µm. Obviously, the density (~450 mm−2) of the VO2 microtube arrays is very high and reaches that of ultra-dense (400–2000 mm−2) VO2 nanowires fabricated by the vapor transport method32. To the best of our knowledge, this special morphology of our single crystal VO2 microtube arrays has never been reported before for single crystal or polycrystalline VO211,12. Moreover, the as-fabricated product was characterized by XPS. As shown in Supplementary Fig. 5, the XPS spectra show a mixture of two vanadium oxidation states (i.e., V5+ and V4+), which indicates that the vanadium in as-fabricated product features a mixed 4–5 oxidation state33.

a SEM image of the side view with the upper-right inset showing the top of a VO2 microtube and the lower-left inset showing the bottom of a VO2 microtube embedded in a layered V2O5 substrate. b SEM image of the top view with the upper-right inset showing the rectangular cross-section of a VO2 microtube and the lower-right inset showing an individual VO2 microtube with a uniform width and its EDS maps. c Histograms of the VO2 microtube widths tabulated from the SEM images in (a) and (b). d XRD pattern at room temperature with standard powder diffraction patterns of the M1 phase of VO2 and V2O5. e TEM image of a VO2 microtube with the inset showing its HRTEM image. A Pt layer was added to protect the sample surface from contamination during TEM sample preparation. f HRTEM image of the boundary between the VO2 and the V2O5 with the insets showing the electron diffraction images of the corresponding regions.
The crystal structure of the as-fabricated product was first examined using XRD at room temperature, and the diffraction pattern is shown in Fig. 2d. Clear and narrow diffraction peaks reveal that the as-fabricated product consists of high-quality crystals. The XRD peaks can be indexed unambiguously to the M1 phase of VO2 (JCPDS card no. 72-0514) and orthorhombic phase of V2O5 (JCPDS card no. 41-1426), which confirms that the as-fabricated product only contains VO2 and V2O5. Additional powder XRD pattern (Supplementary Fig. 6) also demonstrates that no other vanadium oxide can be identified except for VO2 and V2O5. Moreover, very strong diffraction peaks that belong to the {2kl} family of the M1 phase of VO2 strongly suggest that the VO2 microtube arrays have a preferred growth direction. Next, the microstructures of the VO2 microtube and the V2O5 substrate were observed using TEM. Two cross-sectional TEM samples were prepared using focused ion beam (FIB) milling from different position of an individual microtube (Supplementary Fig. 7a,b). To avoid contamination of the sample surface by the FIB bombardment, a protective Pt layer was coated on the surface of the microtube during TEM sample preparation. Figure 2e depicts a TEM bright-field image of a corner of the microtube with a VO2 wall thickness of ~2.1 µm (the VO2 is outlined with the navy dash lines). The corresponding HRTEM image (inset in Fig. 2e) displays the typical single crystal morphology of the M1 phase of VO2 along the [100] zone axis (ZA), while the interplanar distance of 0.452 and 0.453 nm can be indexed as the (010) crystal plane and (001) crystal plane of the M1 phase of VO2, respectively.
Furthermore, a thin layer of V2O5 with a thickness of less than 500 nm (marked in Fig. 2e) that is located on the side surface of the VO2 microtube can be observed, which is the solidified V2O5 flux25. The microstructure of the solidified V2O5 flux and the crystallographic relation between the VO2 and V2O5 were analyzed with an HRTEM image (Fig. 2f), which is a magnified image of the region in the cyan box located at the boundary between the VO2 and V2O5 in Fig. 2e. The lower-left inset shows an electron diffraction image of single crystal VO2 located in the lower-left region of Fig. 2f, which can be indexed to the [100] ZA of the M1 phase of VO2. Thus, the side surface of the VO2 microtube (marked with navy dashed lines in Fig. 2f) can be indexed to the (01\(\bar{1}\)) crystal plane with an interplanar distance of 0.320 nm, while another side surface of the VO2 microtube shown in Fig. 2e can be indexed to the (011) crystal plane. The angle of these two crystal planes is 89.86°; thus, the VO2 microtube appears to have a rectangular cross-section. The upper-right inset in Fig. 2f shows the corresponding electron diffraction image of the upper-right region in Fig. 2f, which can be indexed to the [010] ZA of V2O5. It is obvious that the boundary between the VO2 and V2O5 is noncoherent. Electron diffraction pattern obtained from another TEM sample also demonstrates a single crystal VO2 in [100]M1 crystalline orientation (Supplementary Fig. 7c). Hence, TEM observations for two TEM samples clearly indicate that the microtube is single crystal VO2 growing in [100]M1 direction and confirm that the crystalline orientation remains the same across the entire VO2 microtube. The growth direction of our single crystal VO2 microtubes is the same as that of single crystal VO2 fabricated by the vapor transport method20,26, the self-flux method22,23, and the hydrothermal method27. It is noted that the solidified V2O5 flux on the side surface of VO2 microtubes can be easily removed (Supplementary Figs. 4a and 8b) by immersing the as-fabricated microtubes in a dilute aqueous solution of sodium carbonate with a concentration of 30 g/L for 30 min at room temperature based on the following reactions: V2O5 + Na2CO3 → 2NaVO3 + CO2↑34.
Phase transition of single crystal VO2 microtube arrays
The reversible MIT between the M1 and the R phases is the fundamental characteristic of VO2. Thus, we carried out two differential scanning calorimetry (DSC) experiments for as-fabricated single crystal VO2 microtube arrays. To analyze the thermal cycle stability, 28 heating and cooling cycles between 40 and 90 °C were carried out, and the DSC curves are depicted in Fig. 3a. These DSC curves show only one peak during each heating and cooling process, which indicates that as-fabricated single crystal VO2 microtube arrays undergo a first-order phase transition. The phase transition peak temperatures of R → M1 (Mp) and M1 → R (Rp) for single crystal VO2 microtube arrays are approximately 63.1 and 67.2 °C, respectively, which are in excellent agreement with previously reported Rp of 67.8 °C for bulk single crystal VO224, the Rp of 67.2 °C for single crystal VO2 microrods16, and the Rp of 67 °C for single crystal VO2 nanowires18. This result indicates that our single crystal VO2 microtube arrays have the same MIT property as single crystal VO2 fabricated by the currently available methods. Most strikingly, the Mp and Rp of our VO2 microtube arrays show almost no shift during 28 heating and cooling cycles, as shown in Fig. 3b,c. This finding confirms the excellent thermal cycle stability of the MIT process of our single crystal VO2 microtube arrays. In contrast, VO2 nanoparticles produced elsewhere were reported to have Mp and Rp shifts from 49.7 to 53.4 °C and from 61.0 to 68.8 °C, respectively, during seven heating and cooling cycles35 because of the unstable microstructure of the VO2 nanoparticles. Furthermore, it was reported that the Mp and Rp of a single crystal VO2 microrod with a width of ~100 µm exhibited a run-to-run shift of up to ∼1 °C during three heating and cooling cycles16 because of the kinetic barrier of the first-order phase transition. In addition, a wide temperature range (−50 to 400 °C) DSC experiment was also carried out for exploring whether additional phase transitions can occur for the as-fabricated product, and the DSC curve is depicted in Supplementary Fig. 9. Same as Fig. 3a, the DSC curve shows only one peak during heating or cooling process, which indicates only MIT of M1 ↔ R can occur between −50 and 400 °C for single crystal VO2 microtube arrays. Thus, the sharp peaks in the exothermal and endothermal scans of the DSC curve in Fig. 3a and Supplementary Fig. 9 indicate precise structural phase transitions, while the excellent exothermal and endothermal stabilities (Fig. 3b, c) suggest that our single crystal VO2 microtube arrays have a very stable microstructure and great potential for device applications that require a long lifetime and a wide temperature range.

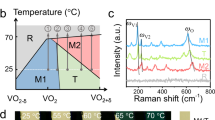
a DSC curves during 28 heating and cooling cycles, where 67.2 and 63.1 °C are the peak temperatures for the M1 → R and R → M1 phase transitions, respectively. b Magnified exothermal peaks and c magnified endothermal peaks of DSC curves that demonstrate the excellent thermal cycle stability of single crystal VO2 microtube arrays. Optical images of an individual single crystal VO2 microtube in d the M1 phase (60 °C) and e the R phase (75 °C) show not only a clear brightness change but also an obvious length shrinkage of ~0.7% along the [100]M1 ([001]R) axial direction across the phase transition from the M1 phase to the R phase as marked by the white lines.
Moreover, we also carried out an optical microscope observation for an individual single crystal VO2 microtube during a heating and cooling process and the optical images of the M1 phase at 60 °C and the R phase at 75 °C are shown in Fig. 3d, e (see also Supplementary Movie 2). Clear brightness change from bright to dark occurs uniformly for the whole microtube and corresponds to the insulator → metal transition, indicating a uniform stoichiometry and strain-free nature of single crystal VO2 microtube32. And, an obvious length shrinkage of ~0.7% can be detected across the M1 → R phase transition due to the lattice constant differences along the [100]M1 ([001]R) axial direction; aM1 = 0.5743 nm (JCPDS card no. 72-0514) whereas 2cR = 0.57028 nm (JCPDS card no. 71-0565).
It is well known that the phase transition from the M1 phase to the R phase of VO2 during heating corresponds to a colossal resistivity drop by over 4 orders of magnitude which can be reversible via a cooling process11,12. Thus, the phase transition of VO2 can also be characterized by a resistance vs. temperature measurement, which can conclusively prove an MIT of VO2. However, many factors such as electrical contact problem, metastable phases formation can bother the electrical data. In this work, the reversible MIT of single crystal VO2 microtubes is revealed by the DSC and optical data. However, we do not present electrical data of single crystal VO2 microtubes, which needs to be further studied in the future.
Discussion
Based on the experimental results, we propose a growth mechanism of single crystal VO2 microtube arrays as illustrated in Fig. 4. According to the V–O phase diagram (inset in Supplementary Fig. 10)30,31, VO2 starts to crystallize just when the temperature of the liquid VOx is lowered below the liquidous line. As shown in the cooling curve (Supplementary Fig. 10), the temperature of the liquid VOx rapidly decreases from the peak temperature (1798 °C in Supplementary Fig. 10) to ~1542 °C (melting point of VO2). The cooling curve starts to deviate the linear downtrend, which means VO2 starts to nucleate in the liquid VOx36. An additional SEM image of the side view of an as-fabricated product (Supplementary Fig. 11a) clearly shows that there is a layer of small equiaxed crystals with a thickness of ~12 µm at the bottom of the as-fabricated product. After immersion in a dilute aqueous solution of sodium carbonate for 10 min at room temperature, this layer of small equiaxed crystals does not have any change (Supplementary Fig. 11b), which is same as the status of the VO2 microtubes. Hence, we propose that the VO2 starts to nucleate at the V foil surface and then form a chill zone firstly, because the heat of the liquid VOx dissipates much faster from the V foil than from the air after the heating is stopped. With continuous heat dissipation, some of these small equiaxed crystals then grow into the liquid VOx and form arrays that are nearly vertically aligned on the surface of the V foil, because only those equiaxed crystals that are oriented favorably regarding the direction of heat flow can grow an appreciable distance and produce a columnar zone37. Thus, this process can be regarded as a directional growth, and the formation of the VO2 microtube arrays is based on an interplay between the diffusion required for phase separation and the energy required for the formation of inter-phase boundaries38. TEM observations demonstrate that the VO2 microtubes grow along the [100]M1([001]R) direction and the bounding (\(01\bar 1\))M1 and (011)M1 facets are crystallographically equivalent, low-index, and therefore, low energy surfaces26. The diameter and the spacing of the VO2 microtubes are the result of a balance between two competing tendencies: on the one hand, to minimize the spacing in order to shorten the diffusion path of cations in the liquid VOx, and on the other hand, to increase the spacing to minimize the total interfacial energy38.

I VO2 equiaxed crystals nucleate at the V foil surfaces and form the chill zones at ~1542 °C. II Single crystal VO2 microtubes grow from the chill zones and form the arrays at ~833 °C. III Residual liquid VOx crystallize and form the V2O5 substrate at ~382 °C.
The formation of the hollow tubular structure of individual VO2 microtube can be explained by the accumulation of top concave effect of rod-like crystals39 as being similar to the growth mechanism of Se microtubes40, W microtubes41, SiAlON microtubes42, and the wetting assisted growth mechanism of VOx nanostructures31. The initial stage in the growth of a single crystal VO2 microtube is the formation of a microparticle on the surface of the V foil followed by directional growth along the c-axis of R phase of VO2 in the liquid droplet and then forming a rod-like VO2 crystal as aforementioned scenario. In this anisotropic growth process, a mass transportation from the side surface to the top surface occurs, because the top surface grows much faster than the side surface of the rod-like VO2 crystal40,41,42. Thus, the concentration of VO2 at the edge of the top surface is higher than at the center, resulting growth rate at the edge is also higher than at the center39. Consequently, a concave shape produces at the top surface of the rod-like VO2 crystal and the concavity of the top surface continuously increases by accumulation of the concave effect42. When the rod-like VO2 crystal grows out of the liquid droplet, a thin liquid film wets the side surface of the rod-like VO2 crystal along its entire length, creating a mass transportation channel for the rod-like VO2 crystal growing top31. The growth continually takes place as feeding mass is transported to the growing top of the rod-like VO2 crystal via the peripheral liquid wetting layer. However, for a fast growth process, mass transportation from the edge to the center of the growing top is very limited, which results in the growth stop of the center of the rod-like VO2 crystal. As a consequence, a hollow tubular structure is eventually formed as shown in Fig. 2a, b.
When the temperature decreases to approximately 833 °C, the heat dissipation and the latent heat released by the crystallization of VO2 reach an equilibrium, which results that temperature of the product is maintained at approximately 833 °C for a short time until the crystallization of VO2 is complete. At this point, the residual liquidus composition of VOx can be estimated by the equation: x = −2.815 × 10−4 T + 2.701543, where T is the temperature in degrees centigrade. Here, the x is calculated to be 2.47 corresponding to the temperature of 833 °C, which is consistent with the EDS measurement result (Supplementary Fig. 4d). After the VO2 crystallization finishes, the temperature of the residual liquid VOx decreases again until to ~678 °C (melting point of V2O5). The cooling curve starts to deviate the linear downtrend again, which means V2O5 starts to nucleate in the residual liquid VOx. This crystallization process lasts for a short time until the temperature reaches 382 °C, while the heat dissipation and the latent heat released by the crystallization of V2O5 reach an equilibrium. And the temperature can increase up to 409 °C as marked in Supplementary Fig. 10, because the latent heat released by the crystallization of V2O5 is greater than the heat dissipation during this process. It is noted that the obtained equilibrium temperature of 833 and 382 °C from cooling curve are much less than the melting point of VO2 and V2O5, which we think it is because the crystallization process of the liquid VOx is a nonequilibrium solidification. It is well known that the true crystallization temperature is actually very difficult to determine from a cooling curve because of the nonequilibrium conditions inherent in such a dynamic test for an actual solidification process44.
Although single crystal VO2 has demonstrated tremendous potential for practical use in various high-performance modern devices11,12,18,19,20,21, critical issues remain unsolved and hinder the large-scale application of this smart material. Previous report shows that the phase transition of bulk single crystal VO2 is very sharp and demonstrates relatively little hysteresis for heating and cooling rates of approximately 0.2 °C per minute24. Moreover, bulk single crystal VO2 can be conveniently manipulated and assembled as a component in modern devices because its size is at the macroscale. However, microcracks that occur during heating and cooling because of the large (~1%) and anisotropic spontaneous strain associated with the MIT is a fatal drawback of bulk single crystal VO2, which can result in degraded electronic and thermal properties17. Thus, the thermal cycle stability of bulk single crystal VO2 is very poor, which makes it very unattractive for device applications45. It has been demonstrated that scaling VO2 to the nanoscale can allow it to withstand an elevated uniaxial strain46,47, thus enabling protracted thermal cycles without cracking during the MIT48. Hence, single crystal VO2 nanowires are likely good candidates for device applications that require a long lifetime because they are free of extended structural defects during the MIT17. However, the existing techniques have not yet satisfied the requirements of large-scale applications of single crystal VO2 nanowires12, and additional engineering issues need to be solved, such as vertically aligning the nanowires on a substrate to form arrays for microbolometer sensing components11, and improving the low yield due to the self-limiting in-plane growth49. In addition, it is difficult to use single crystal VO2 nanowires for device applications because their scale is too small to be easily manipulated or assembled in an orderly fashion. Thus, convenient and high yield fabrication of vertical single crystal VO2 arrays remains a challenging task.
Our single crystal VO2 microtube arrays are likely able to solve these issues. The excellent thermal cycle stability demonstrates great potential for manufacturing devices with a long lifetime. Arrays that are nearly vertical should be very suitable for application such as microbolometer sensing components. Simple, fast, low-cost, and green fabrication processes are very convenient for high yield production. Moreover, our single crystal VO2 microtube arrays are macroscopic and can be easily manipulated or assembled as a component in modern devices. Thus, we expect that single crystal VO2 microtube arrays fabricated by our method can promote large-scale applications of VO2 in various modern devices, such as microbolometers, lithium-ion batteries, supercapacitors, thermal emitters, and temperature sensors.
Methods
Fabrication
A commercially available pure V foil (99.9 wt%) with a thickness of 0.2 mm was used in this work. The V foil was cut into bars 3 mm wide and 20 mm long. In a typical procedure, a bar of V foil was mounted on two simple holders that was constructed in-house, which was connected to the positive and negative electrodes of a GW Instek PSB-2400L power supply with two wires (Supplementary Fig. 12a, b). Then, the V foil was resistively heated to approximately 1700 °C in tens of seconds by a direct current of <40 A in air. Afterwards, the direct current was turned off manually. The vanadium oxide product was formed in a few seconds on the central surface of both sides of V foil (marked by an arrow in Supplementary Fig. 12c). The slow heating/cooling rate was controlled by manual adjusting the rotary knob of the power supply which changed the applied direct current. Whereas, the rapid cooling rate was realized by turning off the direct current at the peak temperature of each fabrication run. Supplementary Fig. 12d shows an SEM image of an as-fabricated product. The single crystal VO2 microtube arrays are mainly located in the central region of the product, while the substrate is a layered V2O5. The fabrication temperature was monitored by a pyrometer (LumaSense IGAR 6 Advanced with a temperature range of 250–2000 °C, a resolution of 0.1 °C, and a sampling rate of 60 s−1). Ambient conditions corresponded to regular laboratory and atmospheric pressure condition with a temperature range of 15–35 °C, a relative humidity range of 11–100%, and an oxygen partial pressure of ~21.2 kPa.
Morphology observation and composition determination
The morphology of the as-fabricated product was mainly observed using a Hitachi TM3030 scanning electron microscope equipped with an Oxford Swift 3000 X-ray energy dispersive spectroscope for element mapping. Moreover, an as-fabricated product was immersed in a dilute aqueous solution of sodium carbonate for 30 min at room temperature, followed by EDS analysis using a Hitachi SU8220 scanning electron microscope equipped with an Oxford X-Max X-ray energy dispersive spectroscope. The X-ray photoelectron spectroscopy was obtained using a Thermo Scientific ESCALAB 250Xi X-ray photoelectron spectrometer.
Structure characterizations
XRD examination was carried out using a Rigaku SmartLab X-ray diffractometer at room temperature. An as-fabricated product directly underwent XRD examination by putting the whole product on a plain sample stage without any treatment. Then, three as-fabricated products were ground into powder by an agate mortar, followed by XRD examination again. Two cross-sectional TEM samples from an individual microtube were prepared using a Helios NanoLab 600 focused ion beam scanning electron microscope. A TEM sample of V2O5 substrate was prepared by conventional method for powder samples. The TEM samples were observed using a FEI Tecnai G2 F20 S-TWIN transmission electron microscope at 200 kV.
Phase transition analysis
The DSC experiments were carried out using a TA Q2000 calorimeter. Three as-fabricated products (15.4 mg in all) were directly put into a Tzero pan for a 28 thermal cycles DSC experiment. The temperature range was 40–90 °C, and the heating and cooling rates were 10 °C/min. Other three as-fabricated products (14.3 mg in all) were also directly put into a Tzero pan for a wide temperature range DSC experiment. The temperature range was −50 to 400 °C, and the heating and cooling rates were 10 °C/min also. Optical microscope observation was carried out using a Leica DMLM microsystem with a heating stage.
Data availability
The data that support the findings of this study are available from the corresponding author upon reasonable request.
References
Valle, J. et al. Subthreshold firing in Mott nanodevices. Nature 569, 388–392 (2019).
Otto, M. R. et al. How optical excitation controls the structure and properties of vanadium dioxide. Proc. Natl. Acad. Sci. U.S.A. 116, 450–455 (2019).
Lee, D. et al. Isostructural metal-insulator transition in VO2. Science 362, 1037–1040 (2018).
Vaseem, M., Zhen, S., Yang, S., Li, W. & Shamim, A. development of VO2-nanoparticle-based metal-insulator transition electronic ink. Adv. Electron. Mater. 5, 1800949 (2019).
Liu, B. T. et al. Extraordinary pseudocapacitive energy storage triggered by phase transformation in hierarchical vanadium oxides. Nat. Commun. 9, 1375 (2018).
Fiorino, A. et al. A thermal diode based on nanoscale thermal radiation. ACS Nano 12, 5774–5779 (2018).
Sun, R. et al. Broadband switching of mid-infrared atmospheric windows by VO2-based thermal emitter. Opt. Express 27, 11537−11546 (2019).
Chen, S. et al. Gate-controlled VO2 phase transition for high-performance smart windows. Sci. Adv. 5, eaav6815 (2019).
Baqir, M. A. & Choudhury, P. K. On the VO2 metasurface-based temperature sensor. J. Opt. Soc. Am. B 36, F123−F130 (2019).
Ordonez-Miranda, J., Ezzahri, Y., Tiburcio-Moreno, J. A., Joulain, K. & Drevillon, J. Radiative thermal memristor. Phys. Rev. Lett. 123, 025901 (2019).
Liu, K., Lee, S., Yang, S., Delaire, O. & Wu, J. Recent progresses on physics and applications of vanadium dioxide. Mater. Today 21, 875–896 (2018).
Shi, R. et al. Recent advances in fabrication strategies, phase transition modulation, and advanced applications of vanadium dioxide. Appl. Phys. Rev. 6, 011312 (2019).
Graf, D., Schläfer, J., Garbe, S., Klein, A. & Mathur, S. Interdependence of structure, morphology, and phase transitions in CVD grown VO2 and V2O3 nanostructures. Chem. Mater. 29, 5877–5885 (2017).
Kim, H. J., Roh, D. K., Jung, H. S. & Kim, D. S. Size and shape control of monoclinic vanadium dioxide thermochromic particles for smart window applications. Ceram. Int. 45, 4123–4127 (2019).
Hu, F. et al. Electrically triggered tunable terahertz band-pass filter based on VO2 hybrid metamaterial. IEEE J. Sel. Top. Quantum Electron. 25, 4700207 (2019).
Mun, B. S. et al. Nonpercolative metal-insulator transition in VO2 single crystals. Phys. Rev. B 84, 113109 (2011).
Lee, S. et al. Anomalously low electronic thermal conductivity in metallic vanadium dioxide. Science 355, 371–374 (2017).
Lee, S. et al. Axially engineered metal–insulator phase transition by graded doping VO2 nanowires. J. Am. Chem. Soc. 135, 4850–4855 (2013).
Liu, Q. et al. Revealing mechanism responsible for structural reversibility of single crystal VO2 nanorods upon lithiation/delithiation. Nano Energy 36, 197–205 (2017).
Shi, R. et al. Single-crystalline vanadium dioxide actuators. Adv. Funct. Mater. 29, 1900527 (2019).
Lee, H. J. et al. Directional Ostwald ripening for producing aligned arrays of nanowires. Nano Lett. 19, 4306–4313 (2019).
Yoon, J. et al. Controlling the temperature and speed of the phase transition of VO2 microcrystals. ACS Appl. Mater. Interfaces 8, 2280–2286 (2016).
Sasaki, H. & Watanabe, A. New growing method for VO2 single crystals. J. Phys. Soc. Jpn. 19, 1748 (1964).
Liu, M. et al. Phase transition in bulk single crystals and thin films of VO2 by nanoscale infrared spectroscopy and imaging. Phys. Rev. B 91, 245155 (2015).
Kong, T., Masters, M. W., Budko, S. L. & Canfield, P. C. Physical properties of V1−xTixO2 (0 < x < 0.187) single crystals. APL Mater. 3, 041502 (2015).
Guiton, B. S., Gu, Q., Prieto, A. L., Gudiksen, M. S. & Park, H. Single-crystalline vanadium dioxide nanowires with rectangular cross sections. J. Am. Chem. Soc. 127, 498–499 (2005).
Shi, R. et al. Axial modulation of metal–insulator phase transition of VO2 nanowires by graded doping engineering for optically readable thermometers. J. Phys. Chem. C 121, 24877–24885 (2017).
Jiang, X., Herricks, T. & Xia, Y. CuO nanowires can be synthesized by heating copper substrates in air. Nano Lett. 2, 1333–1338 (2002).
Rackauskas, S. et al. A novel method for metal oxide nanowire synthesis. Nanotechnology 20, 165603 (2009).
Wriedt, H. A. The O–V (oxygen–vanadium) system. Bull. Alloy Phase Diagr. 10, 271–277 (1989).
Strelcov, E., Davydov, A. V., Lanke, U., Watts, C. & Kolmakov, A. In situ monitoring of the growth, intermediate phase transformations and templating of single crystal VO2 nanowires and nanoplatelets. ACS Nano 5, 3373–3384 (2011).
Cheng, C., Liu, K., Xiang, B., Suh, J. & Wu, J. Ultra-long, free-standing, single-crystalline vanadium dioxide micro/nanowires grown by simple thermal evaporation. Appl. Phys. Lett. 100, 103111 (2012).
Silversmit, G., Depla, D., Poelman, H., Marin, G. B. & Gryse, R. D. Determination of the V2p XPS binding energies for different vanadium oxidation states (V5+ to V0+). J. Electron Spectrosc. Relat. Phenom. 135, 167–175 (2004).
Li, X., Xie, B. & Ran, J. Extraction of vanadium pentoxide from low grade vanadium slag with high silicon and high calcium. Chin. J. Rare Metals 35, 747–752 (2011).
Li, M. et al. In situ triggering and dynamically tracking the phase transition in vanadium dioxide. J. Phys. Chem. C 118, 16279–16283 (2014).
Fukuyama, H., Sawada, R., Nakashima, H., Ohtsuka, M. & Yoshimi, K. Study of solidification pathway of a MoSiBTiC alloy by optical thermal analysis and in-situ observation with electromagnetic levitation. Sci. Rep. 9, 15049 (2019).
Bramfitt, B. L. Solidification structures of steel. In Metallography and Microstructures. ASM Handbook, Vol. 9 (ASM International, 1992).
Hassel, A. W., Bello-Rodriguez, B., Smith, A. J., Chen, Y. & Milenkovic, S. Preparation and specific properties of single crystalline metallic nanowires. Phys. Status Solidi B 247, 2380–2392 (2010).
Kitayama, M., Hirao, K., Toriyama, M. & Kanzaki, S. Modeling and simulation of grain growth in Si3N4. III. Tip shape evolution. Acta Mater. 48, 4635–4640 (2000).
Filippo, E., Manno, D. & Serra, A. Aligned selenium microtubes array: synthesis, growth mechanism and photoelectrical properties. Chem. Phys. Lett. 510, 87–92 (2011).
Wang, S. et al. Large-scale synthesis of tungsten single-crystal microtubes via vapor-deposition process. J. Cryst. Growth 316, 137–144 (2011).
Liu, G., Chen, K. & Li, J. Growth mechanism of crystalline SiAlON microtubes prepared by combustion synthesis. CrystEngComm 14, 5585–5588 (2012).
Suito, H. & Gaskell, D. R. The thermodynamics of melts in the system VO2–V2O5. Metall. Trans. 2, 3299–3303 (1971).
Baker, H. Introduction to alloy phase diagrams. In Alloy Phase Diagrams. ASM Handbook, Vol. 3 (ASM International, 1992).
Budai, J. D. et al. In situ X-ray microdiffraction studies inside individual VO2 microcrystals. Acta Mater. 61, 2751–2762 (2013).
Cao, J. et al. Strain engineering and one-dimensional organization of metal–insulator domains in single-crystal vanadium dioxide beams. Nat. Nanotechnol. 4, 732–737 (2009).
Hu, B. et al. External-strain induced insulating phase transition in VO2 nanobeam and its application as flexible strain sensor. Adv. Mater. 22, 5134–5139 (2010).
Horrocks, G. A., Singh, S., Likely, M. F., Sambandamurthy, G. & Banerjee, S. Scalable hydrothermal synthesis of free-standing VO2 nanowires in the M1 phase. ACS Appl. Mater. Interfaces 6, 15726–15732 (2014).
Cheng, C. et al. Self-assembly and horizontal orientation growth of VO2 nanowires. Sci. Rep. 4, 5456 (2014).
Acknowledgements
This work was supported by the National Natural Science Foundation of China (Nos. 11972221 and 11672175). The authors acknowledge Dr. G.R. Xu (IMUT) and Prof. Z.Z. Cao (IMUT) for the help of XRD examination, Dr. X.H. Hou (IMUT) for the help of EDS testing, and Dr. F.C. Lang (IMUT) and Y.J. Jin (IMUT) for the help of optical measurement.
Author information
Authors and Affiliations
Contributions
C.Z. and Y.X. conceived and designed the experiments. S.M. and Z.L. carried out the fabrication of materials and the microstructural characterizations. W.L. performed the DSC experiment. C.Z., J.L., Q.H., and Y.X. analyzed the experimental results and wrote the manuscript. All authors commented on the manuscript.
Corresponding authors
Ethics declarations
Competing interests
The authors declare no competing interests.
Additional information
Publisher’s note Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license, and indicate if changes were made. The images or other third party material in this article are included in the article’s Creative Commons license, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons license and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this license, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Zhao, C., Ma, S., Li, Z. et al. Simple and fast fabrication of single crystal VO2 microtube arrays. Commun Mater 1, 28 (2020). https://doi.org/10.1038/s43246-020-0031-4
Received:
Accepted:
Published:
DOI: https://doi.org/10.1038/s43246-020-0031-4
This article is cited by
-
Simple thermal decomposition synthesis of monoclinic VO2
Applied Physics A (2021)
