
Abstract
Minor structural changes in transition metal dichalcogenides can have dramatic effects on their electronic properties. This makes the quest for key parameters that enable a selective choice between the competing metallic and semiconducting phases in the 2D MoTe2 system compelling. Herein, we report the optimal conditions at which the choice of the initial seed layer dictates the type of crystal structure of atomically-thin MoTe2 films grown by chemical vapour deposition (CVD). When Mo metal is used as a seed layer, semiconducting 2H-MoTe2 is the only product. Conversely, MoO3 leads to the preferential growth of metallic 1T′-MoTe2. The control over phase growth allows for simultaneous deposition of both 2H-MoTe2 and 1T′-MoTe2 phases on a single substrate during one CVD reaction. Furthermore, Rhodamine 6G dye can be detected using few-layered 1T′-MoTe2 films down to 5 nM concentration, demonstrating surface enhanced Raman spectroscopy (SERS) with sensitivity several orders of magnitude higher than for bulk 1T′-MoTe2.
Similar content being viewed by others
Introduction
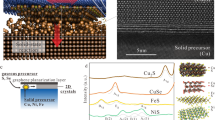
Chemical vapour deposition (CVD) has become a key method for the universal growth of high-quality atomically thin transition metal dichalcogenides (TMDCs)1,2,3. Cheap in design and scalable to industry level, even in basic laboratory settings, a CVD apparatus holds promise for a wider acceptance of TMDCs in future applications. While MoS2 and MoSe2 few-layered films grown by CVD tend to invariably display only hexagonal structures, the less prominent MoTe2 occurs in two polymorphic modifications4. The hexagonal (2H-MoTe2) polymorph (Fig. 1a) in bulk form is an indirect-gap semiconductor but thinning it down to few-layers leads to the emergence of a direct bandgap of 1.1 eV5. This bandgap opening is accompanied by a strong photoluminescence signal in the near IR region (similar to Si), which makes 2H-MoTe2 a viable candidate for optoelectronic devices6,7,8. Prototype photodetectors based on few-layered 2H-MoTe2 have been suggested to become a future integrative part of silicon photonic applications8,9,10. Conversely, the monoclinic 1T′-MoTe2 polymorph (Fig. 1b) is a Weyl semi-metal in the bulk form. Since the discovery of topological superconductivity and large magnetoresistance in this compound it has been the subject of comprehensive fundamental research11,12,13,14. In addition, 1T′-MoTe2 has been highlighted as an emerging energy material with applications ranging from photovoltaic cells to hydrogen evolution catalysis15,16,17. Furthermore, few-layered 1T′-MoTe2 may become a promising sensing platform enabled through its ability to suppress fluorescence signals which often prevents reliable detection of Raman scattering from negligible traces of molecules18.

Crystal structure and polyhedral coordination of 3-layered hexagonal 2H-MoTe2 (a) and monoclinic 1 T′-MoTe2 (b); A schematic of the CVD setup employed in this work (c). The temperatures of 630 °C and 650 °C stand for the temperature of the precursor source and substrate, respectively.
In this context, polymorphism in MoTe2 presents an interesting opportunity to exploit the role of crystal structure on the electronic properties without the need for compositional change: a useful feature especially if the polymorphism can be controlled. However, unlike MoS2 and MoSe219,20, which rely on self-assembly by a van-der-Waals epitaxy (vdWE) process21, the low electronegativity of Te presents a significant challenge for the deposition of atomically thin MoTe2 by CVD. Despite the recent encouraging attempts22,23, the tantalizing task of finding the ultimate set of empirically-determined parameters (gas flow rates, H2/Ar ratio, substrate temperatures, heating/cooling rates), which can enable a controlled self-assembly of uniform and high-area MoTe2 by vdWE remains elusive.
Direct tellurization CVD has emerged as a viable alternative to vdWE for achieving continuous and high-area growth of MoTe224,25,26,27. The process relies on a reaction (facilitated by the reductive flow of H2) between Te vapour and an atomically thin seeding layer (commonly Mo-metal) pre-deposited on a substrate. However, the pronounced polymorphism in MoTe2 makes the control of the reaction outcome extremely difficult. At deposition temperatures in excess of 600 °C (which are required for achieving high-quality products) both the semiconducting 2H-MoTe2 and the semi-metallic 1T′-MoTe2 polymorphs are in direct competition with each other at the substrate interface22,28. Through optimisation of reaction conditions it is possible to induce growth of a specific polymorph: for example, high ramping and cooling rates tend to produce 1T′-MoTe2 while slower cooling rates and lower reaction temperatures generally lead to 2H-MoTe2. However, this implies that the simultaneous growth of both 1T′-MoTe2 and 2H-MoTe2 would be impossible to achieve on the same substrate in a single step when the same seed layer is used. In practice, a post-growth modification, such as patterning, followed by a second CVD step is required28,29. Multiple-step procedures are unpractical from a future industrial applications point of view and therefore, finding a protocol for the preferential growth of both MoTe2 polymorphs on the same substrate and through a single step procedure is important.
In this work, we report the growth of large-area and homogeneous films of few-layered 1T′- or 2H-MoTe2 by CVD on SiO2/Si and sapphire substrates using FeTe2 precursor. At the deposition temperature of 650 °C the outcome of CVD is governed by the nature of the seeding layer with MoO3 yielding 1T′-MoTe2 and Mo leading to 2H-MoTe2. This allows for the simultaneous growth of 1T′- and 2H-MoTe2 to be achieved on the same substrate in a single step CVD reaction. The successful growth is evidenced by Raman spectroscopy, atomic force microscopy (AFM), X-ray photoelectron spectroscopy (XPS), transmission electron microscopy (TEM) and total colour difference microscopy techniques. Furthermore, few-layered films of the metallic 1T′-MoTe2 phase shows sensing ability towards the detection of small molecules. Specifically, the common dye Rhodamine 6G (R6G) can be detected down to a 5 nM concentration on few-layered films, which is a significant improvement when compared with bulk 1T′-MoTe2.
Results
CVD growth of few-layered 2H-MoTe2 using Mo seeding layers
A CVD system (Fig. 1c) was designed and implemented to minimize the effect of the turbulence of the gas flow within the reactor and to keep the reaction conditions as close to equilibrium as possible (see “Methods” section). FeTe2 was selected as precursor due to a simple synthetic procedure, which involves reacting a stoichiometric mixture of Fe and Te powders in 5% H2/Ar flow in a silica or alumina boat resulting in single phased FeTe2 at 500 °C even without intermediate regrinding (Supplementary Fig. 1). Furthermore, according to TGA (Supplementary Fig. 2) the appreciable decomposition of FeTe2 starts only above 600 °C. Therefore, the FeTe2 precursor can be placed in close proximity to the substrate.
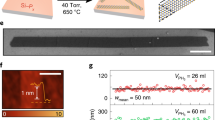
A typical AFM image of a MoTe2 film obtained by conversion of a 1 nm thick Mo film (deposited by electron beam evaporation, see “Methods” Section) on a SiO2/Si substrate at 650 °C using 30 mg FeTe2 as a precursor is shown in Fig. 2a. The height profile collected at the step-edge between the film and the substrate corresponds to 4.1 nm (Fig. 2b). Based on the assumption that a monolayer of MoTe2 should be ca. 0.7 nm thick (based on the length of the c-parameter in MoTe2 according to synchrotron X-ray diffraction studies)30 we estimated that the resulting film contains six MoTe2 layers. A typical AFM image for this six-layered MoTe2 across a scan area of 5 μm × 5 μm is shown in Fig. 2c. The measured root mean square surface roughness, Rq = 0.6 nm is in excellent agreement with the Rq = 0.6 nm observed on the initial 1 nm Mo film (Supplementary Fig. 3a). These roughness values are only marginally higher than that measured on a SiO2/Si substrate with Rq = 0.45 nm (Supplementary Fig. 3b).

AFM measurement over the 5 μm × 5 μm area and a representative 2D topographic profile of the interface between few-layered 2H-MoTe2 and SiO2/Si substrate (a); the variation in height between the film and the substrate measured on a six-layered MoTe2 film from Fig. 2a (b); 2D topographic profile of a 5 μm × 5 μm area from a few-layered MoTe2 film on SiO2/Si substrate (c); 532 nm Raman spectrum from a typical six-layered 2H-MoTe2 on 300 nm SiO2/Si (d).
The in-plane E12g-mode peak at ca. 234 cm‒1 and a small out-of-plane A1g-mode peak at ca. 174 cm‒1 in the Raman spectra of the film confirmed that the 2H-MoTe2 polymorph is formed (Fig. 2d) while the wide range spectra confirmed that the films are free from MoO3 and MoO2 (Supplementary Fig. 4). The weak peaks at ca. 138 and 185 cm−1 are second-order Raman modes, as have been reported elsewhere31. The film is single-phase and uniform 2H-MoTe2 across the entire substrate as evidenced from the perfect overlap of numerous spectra collected on the film at various locations across the substrate. Raman mapping based on the intensity of the E12g mode also confirms the uniformity of the CVD grown film (Supplementary Fig. 5). In addition, the few-layered character of the grown 2H-MoTe2 film was evident from the prominent phonon-active out-of-plane B12g peak at ca. 289 cm−1 (Raman active in few-layered MoTe2 but inactive in bulk).
The high-resolution XPS spectra of the six-layered 2H-MoTe2 on SiO2/Si exhibit spin-orbit doublets for two oxidation states (Supplementary Fig. 6a). The dominant doublet peaks at EB = 228.12 eV and EB = 231.2 eV can be assigned to Mo4+ 3d5/2 and Mo4+ 3d3/2 oxidation states for 2H-MoTe2, respectively. The doublet upshifted to higher binding energies consists of a weak shoulder at EB = 232.5 eV (Mo 3d5/2) and a broad feature at EB = 235.71 eV (Mo 3d3/2), which are consistent with the binding energies expected for the molybdenum oxidation states in MoO332,33. The oxidation peaks have been reported in literature before and are probably due to minute surface oxidation in ambient air during transfer to the XPS34. The tellurium 3d spectrum displays a single doublet at EB = 572.75 eV (Te 3d5/2) and EB = 583.12 eV (Te 3d3/2) corresponding to MoTe2 only (Supplementary Fig. 6b) suggesting that oxidation takes place only on Mo sites. In addition, by comparing our measurements with reference values35, an upshift to higher binding energies of 0.12 eV for Mo 3d5/2 and a downshift of 0.35 eV for Te 3d5/2 peaks are observed, suggesting a net electron transfer from Mo to Te atoms. The rather moderate shift is in line with expectation given small differences in electronegativity between Mo and Te (ΔχTe-Mo = 0.3). In the survey spectrum (Supplementary Fig. 6c), the Si peak arising from the substrate indicates that the beam penetrated through the entire film down to the SiO2/Si substrate. That means the film is probed by XPS completely and since there is no evidence of Mo-metal peaks in the spectra, this suggests that the Mo seeding layer is completely converted into MoTe2.
Transmission electron microscopy was used to assess the crystallinity of a six-layered film transferred onto Au grids (Supplementary Fig. 7a). The selected area electron diffraction confirmed the flake’s polycrystallinity, which manifested as a sequence of diffraction rings rather than spots. At higher magnification the crystal structure is evident (Supplementary Fig. 7b), including a moiré fringe effect between crystal layers lying towards the centre of the image, and indicating a polycrystalline structure that is confirmed by a Fourier transform with multiple sets of hexagonal spots. Energy Dispersive X-ray Spectroscopy spectrum is dominated by Mo, Te and Au (support grid) peaks (Supplementary Fig. 8). Very weak Fe, C, Al and Si peaks are visible, at trace levels consistent with secondary scattering within the microscope which excludes any Fe-doping within the MoTe2 films.
Since the spectroscopy and microscopy data confirmed the films grown on SiO2/Si as uniform, single-phase 2H-MoTe2, we additionally tested the method by growing MoTe2 on a sapphire substrate. The positions and relative intensities of the peaks in the Raman spectra for the six-layers film grown on a sapphire substrate is similar with the films deposited on SiO2/Si confirming the successful growth of semiconducting 2H-MoTe2. However, the absolute peak intensities were found to be weaker relative to the base line (Supplementary Fig. 9) when compared with films on SiO2/Si (Fig. 2d). For example, the peak associated with the E1g-mode is unresolved due to the higher background. The subdued intensities are due to the transparency of the sapphire substrate to laser light31, which is in line with the previous observations for a 2.1 nm MoTe2 film obtained on sapphire by physical vapour deposition36.
Controlled growth of 2H-MoTe2 with different thicknesses
To the best of our knowledge all previous reports on MoTe2 have been focused on one-off few-layered samples with only one report available where films with different thicknesses can be grown in the same CVD setup37. Therefore, we carried out the deposition process with the reaction parameters kept identical except for the thickness of the seeding Mo layer. Five Mo films with thicknesses of 0.75, 1, 1.25, 1.5 and 1.75 nm were deposited by thermal sputtering and then converted into MoTe2.
The graph in Fig. 3a shows the correlation between the thicknesses of the initial Mo film and the thickness of the resulting MoTe2 as measured by AFM. The relevant 2D topological AFM images of the interface between the films and the substrates are shown in Supplementary Fig. 10 while the height profiles for the films studied are summarized in Supplementary Fig. 11.

The correlation between the thickness of the thermally evaporated Mo film and the resulting few-layered MoTe2 on 300 nm SiO2/Si substrate. Errors are based on n = 6 independent points (a); 532 nm Raman spectra depending on number of layers in few-layered 2H-MoTe2 on 300 nm SiO2/Si substrates. The spectra are shifted along y-axis for clarity. The modes associated with 2H-MoTe2 are labelled and second-order peaks are marked with asterisk (b); Raman data assessment of B12g/E12g ratio for MoTe2 films on 300 nm SiO2/Si depending on the number of layers (blue triangles). The data (red circles) for exfoliated MoTe2 samples adopted from ref. 38. are plotted for comparison. Errors are based on n = 15 independent points (c); Raman data assessment of the positions of B12g and E12g peaks depending upon the number of layers. Errors are based on n = 15 independent points (d).
It is evident that the number of MoTe2 layers (as before, under assumption that 1 MoTe2 layer corresponds to ca. 0.7 nm) follows a clear trend line with the increase in the thickness of the initial Mo film. Conversely, there is no trend in the roughness of the films with increased thickness (Supplementary Fig. 12) suggesting that the produced films are similar in terms of their morphologies, as also can be seen from the 2D topographical images depending on film thicknesses (Supplementary Fig. 13). The AFM measurements confirmed that the samples at the studied thicknesses showed root mean square surface roughness (Rq) values below 1 nm, thus, indicating that the surfaces of the films were smooth and uniform and comparable with the original Mo seeding layer. The similarity of morphologies suggests an isomorphic transformation of the molybdenum layer into MoTe2.
To test whether the same transformation can be achieved we carried out control CVD experiments by using elemental Te as source instead of FeTe2. Changing FeTe2 to Te leads to a different outcome of the reaction upon conversion of 1 nm Mo film to MoTe2. From the optical microscopy the resulting product is visually inhomogeneous and discontinuous while the surface morphology appears to consist of grains or islands (Supplementary Fig. 14). The result is similar to a recent report that showed a substantial increase in the surface roughness of 2H-MoTe2 compared with the initial Mo film when elemental Te was used25. We explain that the smooth surface of the films is retained when FeTe2 is used due to slow heating and cooling rates of 5 °C min−1, which are possible to apply due to the low vapour pressure of Te over the FeTe2 precursor or/and lower Te2– oxidation state. The slow rates may have helped to obtain smooth films by suppressing any differences in thermal coefficients between film and substrate, which would otherwise lead to rupturing of the film. It should be mentioned that in an attempt to test the suitability of FeTe2 precursor for the growth of thicker films we converted 5 nm thick Mo seeding layer into MoTe2 as well. Although the resulting films consisted solely of 2H-MoTe2 there are unusual spots as evident from optical microscopy (Supplementary Fig. 15). Raman mapping was used to probe into nature of these spots which revealed that they consist of elevated islands of 2H-MoTe2 as evident from the higher intensity of the E12g-peak (Supplementary Fig. 15 insert).
Figure 3b shows the 532 nm laser Raman spectra collected on a range of 2H-MoTe2 films with a different number of layers. Earlier work on exfoliated flakes of 2H-MoTe2 has shown that the B12g/E12g peak intensity ratio could be a useful parameter for rapid evaluation of flake thickness as it correlates directly with the number of layers within 2H-MoTe238. Although the presence of the B12g peak in Raman spectra of CVD-grown few-layered MoTe2 films has been shown by various groups; to the best of our knowledge there are currently no reports where the B12g/E12g peak heights ratio vs. film thickness has been systematically investigated for CVD-grown few-layered MoTe2 films. The B12g/E12g peak height intensity ratios depending on the film thickness are plotted in Fig. 3c. In addition, the analysis of the B12g and E12g peak positions (broadly following the B12g/E12g peak height ratio) is plotted in Fig. 3d showing that there is a distinctive trend with the film thickness. Both plots are in good agreement with layer thicknesses determined by AFM and collaborate well with the results based on available literature data for few-layered MoTe2 obtained by mechanical exfoliation38.
As the film thickness and number of MoTe2 layers increases, the intensity of B12g peak tends to decrease (Fig. 3d). However, there is a certain limitation for a simple evaluation of the number of layers by Raman spectroscopy: as the intensity of B12g peak is getting suppressed, the B12g/E12g peak height ratio tends to plateau and becomes a relatively insensitive parameter for films with more than seven layers. We found that optical microscopy can be a useful tool for assessing thicker films (Supplementary Note 1). Therefore, we investigated the optical contrast difference (Cd) between the substrate (CS) and the MoTe2 film (CF) by measuring the few-layered MoTe2 samples using a cut-off filter (Supplementary Fig. 16). This procedure is similar to daylight illumination with the colour temperature of 6500 K equivalent to overcast daylight. As evident from the plot in Supplementary Fig. 16e, the splitting into R, B, G channels was necessary in order to see a trend with the thickness. The green channel tended to give the most reliable correlation between the optical contrast difference (Cd) for several films tested while blue and red channels saturated quite quickly. It is noteworthy that the optical microscopy appears to be a complementary technique for Raman spectroscopy as the Cd values continue an upward trend even when the number of layers is more than eight. The representative colour optical images showing the interface between the 300 nm SiO2/Si substrate and all MoTe2 films together with the corresponding grayscale images of RGB channels are summarized in Supplementary Fig. 17.
While the contrast between the substrate and the film tends to give quite good results in the case of CVD-grown films, it is not always possible or practical (for example, in upscale applications) to measure contrast in comparison with the substrate. However, 2H-MoTe2 showed a tendency to have variation in colour depending on the number of layers. Therefore, we developed a practical colour palette, which could be used for a rapid assessment of the thicknesses of 2H-MoTe2 films from optical microscopy (Supplementary Fig. 18). Depending on film thickness and nature of the irradiated light ranging from the “incandescent” 2300 K to “daylight” 6500 K there is a strong colour difference with the film thickness. Furthermore, using the intensity of the green channel we were able to produce a simple numerical plot which shows a very good correlation with the number of layers within MoTe2 (Supplementary Fig. 16f).
Growth of few-layered 1T′-MoTe2 using MoO3 seeding layers
1T′-MoTe2 was grown within the same CVD setup and under identical reaction conditions as 2H-MoTe2, except MoO3 was used as a seeding layer instead of Mo. Figure 4a, b show a 2D topographic AFM image and the corresponding height profile collected at the step-edge between the MoTe2 film and the substrate. The film thickness corresponds to four layers of MoTe2 under the assumption of roughly 0.7 nm for one layer of MoTe2. The thickness is comparable with the initial MoO3 film (Supplementary Fig. 19). The roughness of the MoTe2 (Rq = 0.480 nm) film (Fig. 4c) and initial thermally deposited MoO3 (Rq = 0.484 nm) seeding layer (Supplementary Fig. 20) are identical when compared across scan areas of 5 μm × 5 μm. This indicates an isomorphic transformation of MoO3 into MoTe2 and suggests that the conversion is dictated by the quality of the initial seeding film and the reaction conditions are at optimal level.

AFM measurement over the 5 μm × 5 μm area and a representative 2D topographic profile of the interface between few-layered 1T′-MoTe2 and SiO2/Si substrate (a); the variation in height between the film and the substrate measured on a 4-layered 1T′-MoTe2 film from Fig. 4a (b); 2D topographic profile of a 5 μm × 5 μm area of 4-layered MoTe2 on SiO2/Si substrate (c); 532 nm Raman spectrum from a typical four-layered 1T′-MoTe2 on 300 nm SiO2/Si (d).
Raman spectroscopy confirms that 1T′-MoTe2 phase has been successfully grown39, with several characteristic Raman peaks present between 50 and 400 cm−1: Ag modes at ~80, ~108, ~125 and ~161 cm‒1, a Bg mode at ~186 cm−1 and two final Ag modes at 251 and 265 cm−1 respectively (Fig. 4d). The near identical peak positions and intensities of the peaks in the Raman spectra taken at 12 different locations across the film indicates the high-quality and uniformity of the 1T′-MoTe2 films produced. Raman mapping based on the intensity of the characteristic Ag mode at 161 cm−1 reaffirms that the 1 T′-MoTe2 films are uniform (Supplementary Fig. 21). Raman spectroscopy also reveals that the entire MoO3 film was completely converted to MoTe2 as the resulting spectra do not display any peaks associated with MoO2 and MoO3 (Supplementary Fig. 22).
The crystallinity of a 4-layered film was investigated using High Resolution Transmission Electron Microscopy (HRTEM) and Selected Area Electron Diffraction (SAED) as demonstrated in Supplementary Fig. 23. The data showed that the studied film was polycrystalline with the domain size of ca. 10 nm. However, the results are consistent with the recent literature report on 1 T′-MoTe2 films grown at a similar temperature of 650 °C27.
Simultaneous growth of 2H- and 1T′-MoTe2
The phase selectivity of the reaction depending on the type of seeding layer used implies that there is an opportunity to exploit the difference in the outcome when Mo and MoO3 seeding layers are used to grow both MoTe2 polymorphs at the same time. Therefore, Mo and MoO3 films on the same 300 nm SiO2/Si substrate were converted using the same CVD setup and reaction conditions (650 °C and 30 mg of FeTe2 precursor at the source). The successful simultaneous growth of phase pure 2H- and 1T′-MoTe2 on the same substrate was confirmed by Raman spectroscopy with Mo converting to 2H-MoTe2 and MoO3 converting to 1T′-MoTe2, respectively (Fig. 5a). An image taken from the sample shows the two phases separated by a 20-micron strip of bare SiO2/Si substrate (Fig. 5b).

In all, 532 nm Raman spectra from 1T′- and 2H-MoTe2 grown simultaneously on 300 nm SiO2/Si substrate (a); an optical image of the two MoTe2 phases grown simultaneously and separated by a ~20 μm strip of bare SiO2/Si substrate for a better optical contrast (b); 532 nm Raman spectra of 500 nM solution of Rhodamine 6G drop casted on different substrates (c); concentration dependent 532 nm Raman studies of Rhodamine 6G spectra drop cast on the surface of 5 L 1T′-MoTe2 film on SiO2/Si substrate (d).
A careful assessment of the process was carried out by conducting the reactions at different flux rates, e.g. by using various amount of FeTe2 at the source. The outcome of these studies is summarized in Supplementary Fig. 24. The simultaneous conversion of Mo to 2H-MoTe2 and MoO3 into 1 T′-MoTe2 was achieved on the same substrate and in a single reaction at low loadings of FeTe2 (30 mg). We hypothesise that the lower oxidation state of Te2– in FeTe2 leads to the simultaneous conversion at low evaporation rates due to 1T′-MoTe2 phase being kinetically stabilized at the substrate28. In addition, we investigated the kinetics of reaction by varying CVD reaction times (1 s, 2 h, 4 h and 8 h) while keeping the amount of FeTe2 fixed at 30 mg. Irrespective of reaction times the outcome was consistently 2H-MoTe2 for Mo seeding layer and 1T′-MoTe2 for MoO3 seeding layer. Yoo et al.28 pointed out that when formed the 1T′-MoTe2 phase is kinetically stable at the substrate when Te vapour pressure is low which is the case for FeTe2.
In order to understand why a specific phase is preserved depending on the seeding layer used we investigated the solid-to-solid transformation process by placing 5 mg MoO3 and Mo powders on a Si/SiO2 substrate within CVD apparatus in Fig. 1c. All experimental parameters were kept the same as the parameters used for the deposition of films. The reason for using powders was that even the shortest reaction time of 1 s was insufficient to identify the intermediate products in the case of thin films. Therefore, we hypothesised that using the bulk powders would allow us to achieve slower reaction rates and help us to identify the intermediate products. According to the Raman spectra in Supplementary Fig. 25a we identified that MoO3 powder is first reduced to MoO2 with no formation of MoTe2 after a 4 h dwell while after 8 h of heating the spectrum is dominated by peaks belonging to 1 T′-MoTe2. Conversely, Mo powder invariably converted to 2H-MoTe2 irrespective of reaction time (Supplementary Fig. 25b). Based on these studies, we hypothesise that MoO2 converts to 1T′-MoTe2 preferentially because MoO2 (same as 1T’-MoTe2) has a low monoclinic crystal symmetry40. On the other hand, highly symmetrical cubic Mo metal tends to convert to higher crystal symmetry hexagonal 2H-MoTe2 phase. Based on this assessment we added the reaction schematic for a mechanism of the reaction as a cartoon in Supplementary Fig. 26. Achieving simultaneous growth in a single reaction is an important development since the method proposed here does not rely upon any post-growth modification28,29 and is only dependent upon the nature of initial Mo and MoO3 seed layers, which are easy to control. Currently most methods for creating 1T′-2H junctions have focused on post-growth modification, involving techniques as varied as electrostatic doping, laser irradiation and the application of strain28,41,42,43. In this context, the access to a single step reaction may prove to be more advantageous and become widely adopted for future MoTe2 applications.
Few-layered 1T′-MoTe2 as a sensing substrate
A preliminary study was conducted to determine if few-layered 1T′-MoTe2 films grown via CVD without any further modification could act as Surface Enhanced Raman Spectroscopy (SERS) substrates using a typical dye molecule, rhodamine 6G, as a Raman probe. The R6G solution (500 nM) was drop casted onto a film of 5-layer 1T′-MoTe2 and a bare SiO2/Si substrate before Raman spectra were collected from both areas (Fig. 5c and Supplementary Fig. 27 for wide range spectra). The signals collected from the R6G deposited on bare SiO2/Si exhibit a large fluorescence background and no detectable Raman peaks for R6G can be found. In contrast to this, the fluorescence is massively suppressed by the 1T′-MoTe2 film and Raman features of the dye, labelled with “*”, are clearly visible. It is thought that the efficient charge transfer between MoTe2 and R6G decreases the fluorescence cross section and causes subsequent fluorescence quenching18. The use of the few-layer 1T′-MoTe2 film greatly increases the signal ratio of Raman/fluorescence features allowing for the R6G Raman peaks to be clearly distinguishable from the background. However, even at a relatively small increase in number of layers from 5-layered to 11-layered 1T′-MoTe2 films resulted in the complete suppression of the SERS activity (Fig. 5c). Still, since 1T′-MoTe2 does not have distinctive Raman modes (like phonon-active out-of-plane B12g peak at ca. 289 cm−1 in 2H-MoTe2) the sensing ability of few-layered samples towards R6G presents a good probe for distinguishing between atomically thin and bulk samples.
SERS is a technique routinely used to probe trace amounts of molecules; therefore, we tested the sensitivity of the technique. A set of R6G solutions were prepared with concentrations ranging from 500 to 0.5 nM to investigate the sensitivity of the SERS-active 1T′-MoTe2 films. Figure 5d displays the Raman spectra of the R6G/1T′-MoTe2 solutions depending on concentrations. Characteristic R6G Raman peaks at 612, 773, 1184, 1308, 1360, 1508, 1569, 1602 and 1646 cm−1 are labelled and are consistent with literature spectra. These peaks are clearly visible for the 500 and 50 nM concentrations. For the 5 nM solution it is possible to distinguish the peaks at 612, 773 and 1360 cm−1 from the background, but the peaks within the 1569–1646 cm−1 range exhibit a significant broadening and it is no longer possible to distinguish these peaks individually. Below this concentration, individual peaks cannot be identified. Recent studies on the use of 2D materials as SERS substrates show that the enhancement factor is highly dependent upon the thickness of the 2D material44,45,46. Decreasing the thickness of a substrate leads to increasing enhancement factors.
Discussion
In conclusion, we have described a viable method which is suitable for achieving preferential growth of two stable MoTe2 polymorphs on the same substrate and in a single reaction. We have also demonstrated the applicability of a FeTe2 precursor for the preparation of a desired polymorph under controlled conditions. In this context, the recent advancement in nanolithography technology provides the opportunity to design seeding layers to a high level of precision before the CVD process. Therefore, a single step route to the growth of a preferred MoTe2 polymorph where the outcome of a CVD reaction is dictated solely by the composition of the seeding layer can help the progress in rational and reproducible design of MoTe2-based systems. Hence, this method may help to advance the adaptability of 2D chalcogenides in practical applications, such as the phase-controlled growth of metallic/semiconducting coplanar homojunctions.
Methods
Synthesis
Substrates were cut using a diamond tipped scribe from a wafer of 300 nm SiO2/Si (100) (Inseto) to a size of 10 × 10 mm2. Smaller 8 × 8 mm2 were diced using a diamond saw. The substrates were cleaned via ultrasonication in acetone and isopropyl alcohol, spending 10 minutes in each solvent before being dried in a stream of nitrogen gas.
Specified thicknesses of molybdenum (99.95%) were deposited on to the cleaned substrates via electron beam physical vapour deposition using a Plassys MEB550s. Deposition occurred under a vacuum of 1 × 10−6 mbar at a rate of 0.07 nm s−1, with the electron beam gun emission current at 220 mA. The thicknesses of the molybdenum films were controlled by a quartz crystal microbalance. MoO3 films were deposited by thermal evaporation of MoO3 pellets (99.99%, Pi-Kem) in a Plassys MEB400 under a vacuum of 2 × 10−6 mbar and at a rate of 0.2 nm/s.
Chemical vapour deposition was used to synthesise the MoTe2 thin films. Firstly, into a 31.5 cm quartz ampoule (inside diameter: 12 mm, outside diameter: 15 mm) was placed a 13.5 cm quartz tube (inside diameter: 9 mm, outside diameter: 11 mm) until it was resting against the end of the larger ampoule. Then the substrate was placed into the quartz ampoule until it rested against the quartz tube. Subsequently 30–33 mg of FeTe2 powder was placed into a 7 cm long quartz ampoule (inside diameter: 9 mm, outside diameter: 11 mm), which was inserted into the large quartz ampoule until the open end rested against the substrate. The 31.5 cm ampoule was placed into a 43.5 cm quartz work tube (inside diameter: 17 mm, outside diameter: 20 mm) which itself resides inside a Lenton tube furnace. One end of the work tube was connected to a cylinder of 5% H2/Ar carrier gas, whilst the other end was connected to a vacuum pump through which the system could be evacuated. Before the CVD process began the system was evacuated to a pressure of 2 × 10−1 mbar, before being refilled with the carrier gas, this procedure was carried out a total of three times to ensure an oxygen free environment for the reaction. The substrate temperature was set to 650 °C and source temperature with FeTe2 precursor at 630 °C. The ramping rate was at 5 °C min−1 with a dwell time of 4 h, before cooling to room temperature at 5 °C min−1. A commercially available and safe carrier gas mixture containing only 5 vol. % of H2 in Ar was used at a flow rate of 300 sccm.
Characterisation
Raman measurements were carried out in a backscattering configuration on a Horiba-JY HR800 spectrometer equipped with a solid-state green laser (λ = 532 nm). All spectra were collected unless otherwise stated through a 50× objective and dispersed by 1200 g mm−1 grating. The Si and sapphire most intense peaks were used as internal standards. The laser power used to irradiate samples was kept at 10 mW to avoid sample degradation and the diameter of the confocal pinhole was 100 μm.
Raman maps were measured on a WITec alpha300 R spectrometer using a 532 nm laser excitation. Spectra were collected using a 50× objective with a 1-s integration time and 1 μm spatial resolution. Background subtraction of the spectra was carried out on WITec Project 4.1 software and maps were generated based on the intensity of the peaks.
XPS spectra were collected on a system consisting of a Scienta MX650 ×-ray source coupled with a Scienta RS4000 hemispherical analyser. XPS spectra were acquiring using a monochromatic Al Kα anode (photon energy = 1486.7 eV) with a pass energy of 200 eV in the hemispherical analyser. The XPS set-up was kept at a pressure of 1 × 10−9 mbar and samples were attached to a copper holder and annealed at 300 °C under vacuum for an hour before XPS spectra were recorded to remove surface contaminants.
Transmission electron microscopy was conducted on a JEOL CFEG ARM instrument operated at 200 kV, using samples supported by holey carbon films and Au grids. Selected area electron diffraction patterns were typically collected from a 20 or 50 micrometre diameter area. Beam damage was evident for the 1T′ samples but not for the 2H sample after prolonged exposure to the electron beam. To remove MoTe2 films from SiO2/Si substrates, they were submersed in 10% HF solution for ~30 s before being placed into a beaker filled with deionised water so that the MoTe2 films floated on the surface. The films were then scooped up with Carbon on 200 mesh grids. Energy dispersive X-ray spectroscopy (EDS) data was collected in (probe-corrected) scanning transmission electron microscopy mode, employing a Bruker X-Flash detector.
AFM measurements were obtained using a Bruker Dimension Icon AFM. Film steps relative to the SiO2/Si substrate were measured over a scan area of 5 μm × 5 μm. The step edges were created by using a permanent marker to draw a line ~2 mm wide across a bare SiO2/Si substrate. Subsequently molybdenum was deposited onto the substrate, before being sonicated in isopropyl alcohol for 30 s to remove the marker, taking a ~2-mm thick line of molybdenum with it, hence leaving a bare area of SiO2/Si adjacent to the deposited molybdenum film. The molybdenum film was then converted to MoTe2 using the procedure described above, allowing the MoTe2 film thickness to be measured against the bare line of SiO2/Si substrate. Surface roughness measurements were also recorded over a scan area of 5 μm × 5 μm for SiO2/Si substrate, Mo, MoO3 and MoTe2 films. A new tip was used for each sample to minimise errors associated with the AFM instrument.
Olympus BX41 microscope integrated in Horiba-JY HR800 spectrometer was used for optical imaging. All images were captured using 50× objective. Intensity of the light source (Euromex fiber optic light source EK-1, equipped with 12 V, 100 W halogen lamp) was adjusted to level 8 when capturing images for contrast measurements and to level 8.5 when capturing images for the colour palette. White balance was adjusted to R: B = 0.91: 1.21 via the source settings section in LabSpec5 software when capturing contrast images. White balance was adjusted to imitate different colour temperature white light sources when capturing images for the colour palette.
Optical contrast difference was measured using ImageJ software. Colour optical images were split into RGB channels using “Split Channels” function. Contrast profile was obtained by selecting an area in the image and then pressing “K”.
SERS measurements
R6G was diluted to 10 mM in ethanol, followed by subsequent dilution to the desired concentration in water. A 10 µL spot of diluted R6G was applied to the surface and left to dry before a gentle rinse with water and subsequent drying. SERS spectra were obtained on a WITec alpha 300R with a 532 nm laser excitation wavelength (laser power at sample 33 mW) and a 600 g mm−1 diffraction grating. Spectra were acquired using a 10× objective with a 1-s integration time. Spectra averaging (of 3 spectra per sample) and baseline subtraction was carried out in WiRE 4.2 software.
Data availability
The data sets generated during the current study are available from the corresponding authors upon reasonable request.
References
Manzeli, S., Ovchinnikov, D., Pasquier, D., Yazyev, O. V. & Kis, A. 2D transition metal dichalcogenides. Nat. Rev. Mater 2, 17033 (2017).
Zhou, J. et al. A library of atomically thin metal chalcogenides. Nature 556, 355–359 (2018).
Zhang, Y. et al. Recent progress in CVD growth of 2D transition metal dichalcogenides and related heterostructures. Adv. Mater. 31, 1901694 (2019).
Brown, B. E. The crystal structures of WTe 2 and high-temperature MoTe2. Acta Crystallogr. 20, 268–274 (1966).
Keum, D. H. et al. Bandgap opening in few-layered monoclinic MoTe2. Nat. Phys. 11, 482–486 (2015).
Reeves, L., Wang, Y. & Krauss, T. F. 2D material microcavity light emitters: to lase or not to lase? Adv. Opt. Mater. 6, 1800272 (2018).
Li, A. et al. Ultrahigh‐sensitive broadband photodetectors based on dielectric shielded MoTe2/Graphene/SnS2 p–g–n junctions. Adv. Mater. 31, 1805656 (2018).
Bie, Y. Q. et al. A MoTe2-based light-emitting diode and photodetector for silicon photonic integrated circuits. Nat. Nanotechnol. 12, 1124–1129 (2017).
Fang, H. et al. 1305 nm few-layer MoTe2-on-silicon laser-like emission. Laser Photonics Rev. 12, 1800015 (2018).
Fang, H. et al. Laser‐like emission from a sandwiched MoTe2 heterostructure on a silicon single‐mode resonator. Adv. Opt. Mater. 7, 1900538 (2019).
Qi, Y. et al. Superconductivity in Weyl semimetal candidate MoTe2. Nat. Commun. 7, 11038 (2016).
Yan, B. & Felser, C. Topological materials: weyl semimetals. Annu. Rev. Condens. Matter Phys. 8, 337–354 (2017).
Jiang, J. et al. Signature of type-II Weyl semimetal phase in MoTe2. Nat. Commun. 8, 13973 (2017).
Yuan, S. et al. Room-temperature ferroelectricity in MoTe2 down to the atomic monolayer limit. Nat. Commun. 10, 1775 (2019).
Hussain, S. et al. Large area growth of MoTe2 films as high performance counter electrodes for dye-sensitized solar cells. Sci. Rep 8, 29 (2018).
McGlynn, J. C. et al. The rapid electrochemical activation of MoTe2 for the hydrogen evolution reaction. Nat. Commun. 10, 4916 (2019).
Zhuang, P. et al. Revisiting the role of active sites for hydrogen evolution reaction through precise defect adjusting. Adv. Funct. Mater. 29, 1901290 (2019).
Tao, L. et al. 1T′ transition metal telluride atomic layers for plasmon-free SERS at femtomolar levels. J. Am. Chem. Soc. 140, 8696–8704 (2018).
Cain, J. D., Shi, F., Wu, J. & Dravid, V. P. Growth mechanism of transition metal dichalcogenide monolayers: the role of self-seeding fullerene nuclei. ACS Nano 10, 5440–5445 (2016).
Li, S. et al. Vapour-liquid-solid growth of monolayer MoS2 nanoribbons. Nat. Mater. 17, 535–542 (2018).
Kim, J. et al. Principle of direct van der Waals epitaxy of single-crystalline films on epitaxial graphene. Nat. Commun. 5, 4836 (2014).
Zhou, J. et al. Large-area and high-quality 2D transition metal telluride. Adv. Mater. 29, 1603471 (2017).
Sung, J. H. et al. Coplanar semiconductor-metal circuitry defined on few-layer MoTe2 via polymorphic heteroepitaxy. Nat. Nanotechnol 12, 1064–1070 (2017).
Zhou, L. et al. Synthesis of high-quality large-area homogenous 1T′ MoTe2 from chemical vapor deposition. Adv. Mater. 28, 9526–9531 (2016).
Zhou, L. et al. Role of molecular sieves in the CVD synthesis of large-area 2D MoTe2. Adv. Funct. Mater. 27, 1603491 (2017).
Yun, S. J. et al. Telluriding monolayer MoS2 and WS2 via alkali metal scooter. Nat. Commun. 8, 2163 (2017).
Xu, X. et al. Millimeter-scale single-crystalline semiconducting MoTe2 via solid-to-solid phase transformation. J. Am. Chem. Soc. 141, 2128–2134 (2019).
Yoo, Y., DeGregorio, Z. P., Su, Y., Koester, S. J. & Johns, J. E. In-plane 2H-1T′ MoTe2 homojunctions synthesized by flux-controlled phase engineering. Adv. Mater. 29, 1605461 (2017).
Ma, R. et al. MoTe2 lateral homojunction field-effect transistors fabricated using flux-controlled phase engineering. ACS Nano 13, 8035–8046 (2019).
McGlynn, J. C. et al. Molybdenum ditelluride rendered into an efficient and stable electrocatalyst for the hydrogen evolution reaction by polymorphic. Control. Energy Technol. 6, 345–350 (2018).
Ruppert, C., Aslan, O. B. & Heinz, T. F. Optical properties and band gap of single- and few-layer MoTe2 crystals. Nano Lett. 14, 6231–6236 (2014).
Fleisch, T. H. & Mains, G. J. An XPS study of the UV reduction and photochromism of MoO3 and WO3. J. Chem. Phys. 76, 780–WO786 (1982).
Plyuto, Y. V., Babich, I. V., Plyuto, I. V., Van Langeveld, A. D. & Moulijn, J. A. XPS studies of MoO3/Al2O3 and MoO3/SiO2 systems. Appl. Surf. Sci. 119, 11–18 (1997).
Naylor, C. H. et al. Monolayer single-crystal 1T′-MoTe2 grown by chemical vapor deposition exhibits weak antilocalization effect. Nano Lett. 16, 4297–4304 (2016).
Wagner, C. D. Handbook of x-ray photoelectron spectroscopy: a reference book of standard data for use in x-ray photoelectron spectroscopy, Physical Electronics Division, Perkin-Elmer Corp. (Physical Electronics Division Perkin-Elmer Corp., 1979).
Huang, J. H. et al. Large-area 2D layered MoTe2 by physical vapor deposition and solid-phase crystallization in a tellurium-free atmosphere. Adv. Mater. Interfaces 4, 1700157 (2017).
Cui, J. et al. Transport evidence of asymmetric spin–orbit coupling in few-layer superconducting 1Td-MoTe2. Nat. Commun. 10, 1–8 (2019).
Yamamoto, M. et al. Strong enhancement of Raman scattering from a bulk-inactive vibrational mode in few-layer MoTe2. ACS Nano 8, 3895–3903 (2014).
Zhou, L. et al. Sensitive phonon-based probe for structure identification of 1T′ MoTe2. J. Am. Chem. Soc. 139, 8396–8399 (2017).
Bolzan, A. A., Kennedy, B. J. & Howard, C. J. Neutron powder diffraction study of molybdenum and tungsten dioxides. Aust. J. Chem. 48, 1473–1477 (1995).
Cho, S. et al. Phase patterning for ohmic homojunction contact in MoTe2. Science 349, 625–628 (2015).
Song, S. et al. Room temperature semiconductor-metal transition of MoTe2 thin films engineered by strain. Nano Lett. 16, 188–193 (2016).
Wang, Y. et al. Structural phase transition in monolayer MoTe2 driven by electrostatic doping. Nature 550, 487–491 (2017).
Qiu, C. et al. Investigation of n -Layer graphenes as substrates for raman enhancement of crystal violet. J. Phys. Chem. C 115, 10019–10025 (2011).
Ling, X. et al. Raman enhancement effect on two-dimensional layered materials: Graphene, h-BN and MoS2. Nano Lett. 14, 3033–3040 (2014).
Lee, Y. et al. Enhanced raman scattering of rhodamine 6G Films on two-dimensional transition metal dichalcogenides correlated to photoinduced charge transfer. Chem. Mater. 28, 180–187 (2016).
Acknowledgements
We acknowledge the University of Glasgow, EPSRC (EP/P001653/1 and EP/N509668/1), and the Carnegie Trust for a Research Incentive Grant (RIG007428) for supporting this work. T.P. thanks the FWF P27769-N20 for funding. J.P.F thanks the Energy Technology Partnership for the PECRE grant awarded. The work at NPL has been financially supported by the EU Graphene Flagship under grant agreement GrapheneCore3 881603 and the Department for Business, Energy and Industrial Strategy through NMS funding (2D Materials Cross-team project).
Author information
Authors and Affiliations
Contributions
A.G. directed and coordinated the project. J.P.F. and A.G. designed the experiments. J.P.F., L.M. and A.M. carried out CVD experiments. J.P.F., L.M., J.Z., V.P. collected and interpreted Raman, optical microscopy and AFM data with help of A.G., O.K., T.P. and D.A.J.M. J.C.M.L. and J.P.F. collected and interpreted XPS data with help of T.P. J.C.M. and J.P.F. synthesised and characterised FeTe2 precursor. D.A.M. carried out and evaluated HRTEM experiments. S.L. carried out SERS studies with help of D.G. J.P.F. and A.G. wrote the paper. All authors commented on the paper.
Corresponding author
Ethics declarations
Competing Interests
The authors declare no competing interests.
Additional information
Publisher’s note Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Supplementary information
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license, and indicate if changes were made. The images or other third party material in this article are included in the article’s Creative Commons license, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons license and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this license, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Fraser, J.P., Masaityte, L., Zhang, J. et al. Selective phase growth and precise-layer control in MoTe2. Commun Mater 1, 48 (2020). https://doi.org/10.1038/s43246-020-00048-4
Received:
Accepted:
Published:
DOI: https://doi.org/10.1038/s43246-020-00048-4
This article is cited by
-
Schottky barrier diode based on multilayer MoTe\(_2\) and the gate control of the direction of rectification
Journal of the Korean Physical Society (2021)
