
Abstract
Two-dimensional (2D) transition-metal dichalcogenides have attracted a considerable amount of attention because of their potential for post-silicon device applications, as well as for exploring fundamental physics in an ideal 2D system. We tested the chemical vapour deposition (CVD) of WS2 using the gaseous precursors WF6 and H2S, augmented by the Na-assistance method. When Na was present during growth, the process created triangle-shaped WS2 crystals that were 10 μm in size and exhibited semiconducting characteristics. By contrast, the Na-free growth of WS2 resulted in a continuous film with metallic behaviour. These results clearly demonstrate that alkali-metal assistance is valid even in applications of gas-source CVD without oxygen-containing species, where intermediates comprising Na, W, and S can play an important role. We observed that the WS2 crystals grown by gas-source CVD exhibited a narrow size distribution when compared with crystals grown by conventional solid-source CVD, indicating that the crystal nucleation occurred almost simultaneously across the substrate, and that uniform lateral growth was dominant afterwards. This phenomenon was attributed to the suppression of inhomogeneous nucleation through the fast and uniform diffusion of the gas-phase precursors, supported by the Na-assisted suppression of the fast reactions between WF6 and H2S.
Similar content being viewed by others

Introduction
Two-dimensional (2D) materials, such as graphene, hexagonal boron nitride (hBN) and transition-metal dichalcogenides (TMDs), have gained considerable attention in recent few years, due to their electronic and optoelectronic properties1,2,3. Since monolayer group-VI TMDs, such as MoS2 and WS2, are flexible direct-gap semiconductors3,4, they are considered promising candidates for use in next-generation semiconductor devices, including extremely thin-body transistors, flexible electronic devices, photodetectors and light-emitting devices5,6,7,8,9. Monolayer TMDs can be prepared using a range of techniques, such as mechanical or chemical exfoliation of bulk single crystals, chemical vapour deposition (CVD) and molecular beam epitaxy10,11,12,13,14. The CVD method, in particular, is extensively used to fabricate large-scale monolayer TMDs with better reproducibility than that afforded by other methods. Typical CVD growth methods for TMDs use a metal oxide, such as MoO3 or WO3, and elemental sulphur as precursors, by heating the solid precursors along with a substrate under an inert gas atmosphere at a temperature above 500 °C. TMD monolayers with grain sizes larger than 10 μm have been prepared using this approach15,16,17.
One topic of recent importance for the CVD growth of TMDs is the ‘alkali-metal assistance’ method. When alkali-metal compounds, such as NaCl and KBr, are added into a solid-source CVD system, TMD grains are able to grow much larger than they otherwise would18,19,20,21,22,23,24. Because this effect is valid not only for group-VI TMDs, but also for other TMDs, such as NbS2 and TiS225, gaining insight into the underlying mechanisms of this phenomenon is important for expanding the range of future applications of TMDs. Although the effect of alkali metals has not been completely clarified in terms of the chemical processes involved, several models have been proposed to explain the phenomenon. For example, the volatile metal oxychloride species and/or eutectic intermediate compounds generated during the process, such as Na2MoO4, could be affecting the chemical reaction route and enhancing the diffusion of the metal precursors23,24,25,26,27,28. Another hypothesis is that a catalytic effect at the edges of the forming TMDs may be promoting 2D crystal growth22,29.
One persistent problem encountered during the conventional CVD method is the low vapour pressure of the solid-source precursors, such as sulphur and metal oxides. Metal oxides (e.g. WO3, which is commonly used for growing WS2) have low vapour pressures at typical growth temperatures because of their high melting points (e.g. 1473 °C for WO3). This high melting point makes it difficult to control the precursor supply and achieve uniform, large-scale growth of TMDs30, meaning that solid-source CVD is not suitable for industrial TMD production. To address this issue, researchers have used the metal–organic (MO) CVD method, which uses MO compounds with a vapour pressure higher than those of conventional metal oxides and elemental sulphur. This approach has led to the successful growth of TMD grains30,31,32,33. Some studies have found that an alkali-metal assistance method is useful for MOCVD growth, where the addition of alkali-metal compounds makes grain sizes larger than that of alkali-metal-free growth30,33.
Another solution for improving a precursor’s vapour pressure is the use of gaseous materials as precursors. For example, researchers have reported success with CVD and atomic layer deposition (ALD) growth of WS2 using hydrogen sulphide (H2S) and tungsten hexafluoride (WF6) as precursors34,35,36,37,38,39. These precursors are in the vapour phase at room temperature and ambient pressures, so their supply rate can be precisely controlled via a mass-flow controller (MFC). Furthermore, they have simpler elemental compositions than MO precursors, and they do not contain carbon. As a result, the chemical reactions required for gas-source CVD growth should be much simpler than those encountered during MOCVD, and the possible carbon contamination issues of MOCVD growth can be avoided32. The use of H2S and WF6 provide a number of additional advantages over solid precursors: i) gas-phase supply makes large-scale growth easy (e.g. WS2 CVD and ALD growth from these precursors onto 300-mm Si wafers with a dielectric coating35,36,37,38); ii) they are already widely used in semiconductor manufacturing (e.g. WF6 is used for low-temperature CVD growth of W films on Si wafers to form W-plugs40,41,42) and iii) their high reactivity allows low-temperature WS2 growth (250–450 °C), which enhances their applicability34,35,36,37,38,39. With all of these advantages, gas-source CVD growth is a promising method for TMD mass production. However, the typical WS2 grain size obtained from these precursors is up to 200 nm38 which is much smaller than those derived from solid-source approaches, and studies aimed at increasing the grain size achievable with these highly reactive, oxygen-free precursors (e.g. through alkali-metal assistance) has not been reported.
Here, we report the CVD growth of WS2 atomic layers from H2S and WF6 precursors with micrometre-scale, highly-uniform grain size. We found that alkali-metal assistance method is still valid for a WS2 CVD growth form H2S and WF6 precursors: by introducing a NaCl, which is the most common alkali-metal compound into a CVD chamber, we obtained monolayer to bilayer WS2 with grain size of as large as ~10 μm on an oxidized silicon (SiO2/Si) substrate. This is tens of times larger than that obtained from NaCl-free growth and previous reports, and comparable to that of WS2 obtained from solid-source growth. The WS2 prepared with NaCl assistance exhibits n-type semiconductor behaviour, with an on/off ratio of ~104 in field-effect transistor (FET) operation while a NaCl-free grown WS2 does not show any semiconducting behaviour. These results indicate that alkali-metal assistance is effective even for the case of using very-high reactive, gaseous precursors without oxygen like our sources. And simple elemental composition of the precursors allows us to simply discuss the effect of Na, that is, Na can suppress elemental W and WS2 cluster formation as nuclei during the growth. Furthermore, we found that NaCl-assisted WS2 showed very narrow grain size distribution with a standard deviation as small as 0.6 μm, which is much smaller than that of TMDs prepared by using solid precursors onto SiO2/Si substrate. This narrow size distribution would originate from high diffusive nature of gas-phase precursors allowed by alkali-metal assistance, where the WS2 nuclei form simultaneously and that further nucleation during 2D lateral growth afterward is strongly suppressed even on SiO2/Si substrates with abundant diffusion barrier such as dangling bonds and surface roughness, thereby demonstrating the feasibility of precisely controlling grain size over a wide area.
Results
Performance of NaCl-assisted gas-source CVD
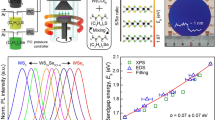
Figure 1a shows a schematic of our CVD setup. We used pure H2S and WF6 gases as precursors and Ar as a dilution gas. These gases were supplied directly from their respective cylinders to the CVD chamber via an MFC. The concentrations of these precursors were precisely controlled via the MFC, which was more precise than that of the solid precursors. NaCl powder was placed on the upstream side of the substrates in the chamber.

(a) A schematic of our CVD setup for the synthesis of WS2. (b) An optical microscope image of NaCl-assisted WS2. (c) Raman and (d) PL spectra of WS2 grown with NaCl. The dotted lines in (c) correspond to the peak positions of the E′ (356.7 cm−1) and A′1 (418.2 cm−1) modes in the monolayer region of WS2. (e) A typical optical image of WS2 grown in the absence of NaCl. The white dotted lines show the boundary between the scratch and the WS2 film. In (b–e), the green component was extracted from the original images and the contrast was enhanced for easy visualisation of WS2.
Figure 1b shows a typical optical image of the WS2 grains grown with alkali-metal assistance. These WS2 grains exhibited the typical triangular shapes commonly observed in solid-source CVD and MOCVD-grown WS2. This shape is related to the appearance of zig-zag edges in the WS2, which is more favourable to CVD growth than other structures, such as arm-chair edges43. The obtained grains were as large as ~10 μm, which is the largest grain size observed in WS2 films grown using H2S and WF6. The bright triangles inside the WS2 crystals reveal the bilayer region.
The Raman spectrum obtained from the outer region of the WS2 (the lower spectrum in Fig. 1c) shows two pronounced peaks, centred at 356.7 cm−1 (Raman active mode E′) and 418.2 cm−1 (A′1)44,45,46. A shoulder at the lower-frequency side of the E′ mode, centred at 351.5 cm−1, originated from the 2LA (M) mode of WS247. The frequency difference between the E′ and A′1 modes was 61.5 cm−1, consistent with that for monolayer WS243,47. The inner region of the WS2 in Fig. 1b also shows Raman peaks from the 2LA (M), \({{\rm{E}}}_{2{\rm{g}}}^{1}\), and \({{\rm{A}}}_{1{\rm{g}}}\) modes45 centred at 352.5, 356.5 and 419.5 cm−1, respectively (upper spectrum in Fig. 1c); the peak separation between the \({{\rm{E}}}_{2{\rm{g}}}^{1}\) and \({{\rm{A}}}_{1{\rm{g}}}\) modes45 (62.9 cm−1) corresponds to that of bilayer WS243,44.
To further characterise the CVD-grown WS2, we measured its photoluminescence (PL) characteristics at room temperature (Fig. 1d), which revealed a single PL emissions peak at 1.969 eV. This included the emission of an A-exciton and trion from the monolayer region; the full width at half-maximum (FWHM) of the peak was 48 meV. This peak position and FWHM were similar to those of WS2 obtained by mechanical exfoliation or CVD growth at higher temperatures (e.g. 800 °C) using solid precursors43,48. Here the PL intensity from the inner region was much weaker than that from the outer region, which is consistent with a direct–indirect transition from monolayer to bilayer WS244. The atomic force microscope (AFM) imagery, and the corresponding height profile shown in Fig. S1, confirm their monolayer and bilayer thicknesses. The obtained optical properties suggest that the crystal quality of our WS2 sample was similar to that of WS2 synthesised from solid precursors at temperatures (e.g. 800 °C) higher than those used in our CVD method (640 °C). We speculate that the successful growth of micrometre-scale, high-quality WS2 crystals from highly reactive, gaseous precursors is attributable to a well-controlled reaction path involving the Na additive.
The control WS2, grown without NaCl, did not form grains of visible size on the substrate (Fig. 1e). The corresponding scanning electron microscope (SEM) imagery and the Raman and PL spectra are shown in Fig. S2. The Raman and PL measurements indicate that WS2 was synthesised, but the grain size was smaller than 100 nm (Fig. S2a), which is less than 10% the size of the WS2 grains grown with NaCl. This result is consistent with previous findings35. Furthermore, observed FWHM values from the PL spectrum (Fig. S2c) for the NaCl-free control WS2 was 70 meV, which is much broader than that of the NaCl-assisted WS2, probably due to a greater abundance of defects. These results demonstrate that Na strongly suppresses nucleation and enhances the lateral growth of WS2 when highly reactive materials are used as precursors, leading to a pronounced improvement in crystallinity.
Figure 2a,b show the cross-sectional transmission electron microscope (TEM) images and the corresponding energy-dispersive X-ray spectrometry (EDX) spectrum, respectively, of the WS2 grown with NaCl assistance. The EDX spectrum was measured at the point marked in Fig. 2a, with a spot size of ~0.1 nm. In Fig. 2b, the EDX signals from C, O, Si, S and W are labelled and clearly visible. The C, O and Si likely originated from amorphous carbon deposits on the WS2 surface when the TEM sample was fabricated and from the SiO2/Si substrate. The lack of signals associated with F, Cl and Na in the EDX spectrum indicates that the abundance of these elements was below the detectable limit for the EDX measurement (a few percent). Note that the Ga signal, which did not exist in the precursors, originated from residues associated with the focused-ion beam used to prepare the cross-sectional TEM sample.

(a) A typical cross-sectional TEM image of WS2. The thickness of the WS2 is ~0.6 nm, which indicates that the WS2 is a monolayer. Amorphous carbon was deposited when the cross-sectional sample was fabricated. (b) The corresponding EDX spectrum measured at the WS2 region is marked by a red circle in (a).
The effects of NaCl were also clearly observed in the devices’ electrical properties. The WS2 grown with and without NaCl was fabricated into two-terminal field-effect transistors (FETs) by standard photolithography and e-beam evaporation. Figure S3 shows typical optical images of the fabricated devices. The transfer characteristics of the device fabricated with NaCl-assisted WS2 are shown in Fig. 3a. The device demonstrated typical n-type FET behaviour, with on/off ratio of 104. This is similar to values for WS2 in the literature16,49. However, the devices fabricated with WS2 that was grown without NaCl showed no current modulation. Figure 3b shows the characteristics of two FET devices fabricated with NaCl-free WS2: one grown under the same precursor conditions as the NaCl-assisted WS2 and the other grown using a higher precursor concentration. The former device showed no current, while the latter device exhibited only metallic behaviour. The device with NaCl-assisted WS2 was prepared using a triangular-shaped WS2, which should not contain any grain boundaries (Fig. 3c(i)). By contrast, the grains of the NaCl-free WS2 were too small to merge into a continuous film (Fig. S2a) under the same growth conditions, so no connection formed between the electrodes with ~4 μm spacing and the flow of current was prevented through the channel (Fig. 3c(ii)). The NaCl-free WS2 grown with high precursor concentrations did form a continuous thick film (~20 nm), but the metallic behaviour of this polycrystalline WS2 would originate from the metallic behaviour of the grain boundaries14 and the impediment to carrier density modulation caused by the carrier emission from grain boundaries and the thickness of the film (Fig. 3c(iii)). A detailed discussion of this phenomenon can be found in the Supporting Information. These FET characteristics reveal another crystallinity improvement provided to WS2 film by the Na-assistance method.

Transfer characteristics of back-gated (a) NaCl-assisted and (b) NaCl-free WS2 devices, as measured at a bias voltage of 10 V. (c) Schematics of the FET with the channel of (i) NaCl-assisted and NaCl-free (ii: thin film; iii: thick film) WS2. Yellow arrows show the paths of current.
Grain size distribution of obtained WS2
Figure 4a shows a low-magnification optical image of the NaCl-assisted WS2. The domain size of this WS2 was substantially more uniform than that of WS2 prepared from solid precursors (Fig. 4b). Figure 4c shows the evaluated grain size distribution for both of these WS2 samples. Interestingly, the grain size distribution for the NaCl-assisted sample had a very small standard deviation (0.6 μm)—much smaller than that of the WS2 grown by CVD with solid precursors (5.4 μm). This small standard deviation suggests that the WS2 nuclei in the NaCl-assisted gas-source CVD formed simultaneously during the initial growth stage and that successive nucleation did not occur as the original nuclei grew. We speculate that this phenomenon is a consequence of using gas-phase precursors and NaCl-assistance and that the large standard deviation reported previously was due to a limited diffusion rate and non-uniformity of the solid precursor sources. For example, when sulphur vapour is raised to temperatures typically used to grow TMDs (500–1200 °C)21,50,51, it no longer contains atomic sulphur; it instead comprises numerous sulphur allotropes, Sn (2 ≤ n ≤ 8). The relatively large molecular mass and collision cross section of these allotropes lead to a low diffusion rate and easy nucleation, resulting in a large variation in grain size. By contrast, the gaseous precursors that we used have a much larger diffusion rate with a small source size (even a molecular-level source). A uniform supply and a high diffusion rate enable the sources to reach the nuclei of existing WS2 before aggregating, rather than forming new nuclei. Similar size uniformity has been reported for MoS2 grown from solid sources on hBN52. This uniformity could be due to the ultra-flat, dangling-bond-free surface of hBN, which promotes efficient precursor diffusion, even in the case of solid precursors with a low diffusion rate. CVD growth with gaseous precursors can suppress the unwanted nucleation of TMDs even on SiO2/Si substrates with dangling bonds, and it can provide conditions that enable deep exploration of the growth kinetics. Figure S5 shows Raman spectra of the WS2 crystals from different separated triangular grains. These results suggest uniform crystallinity across the individual grains, which were clearly observed in NaCl-assisted WS2. Note that this highly diffusive nature of gaseous precursors can be seen under NaCl existence, since the NaCl-free WS2 showed very high nucleation density (Fig. S2), indicating that the inhomogeneous nucleation occurred when NaCl was absent.

(a) Low-magnification optical images of (a) the NaCl-assisted WS2 and (b) WS2 grown from solid precursors at the same temperature. (c) The grain size distribution of the WS2. This distribution corresponds to an area of approximately 1 × 1.5 mm2 and assume that the shape of WS2 crystals are equilateral triangle, but results from irregular-shaped (e.g. butterfly- or star-shaped) or merged WS2 crystals are not included. The inset shows a magnified view of the distribution of the WS2 grown with gas-source CVD WS2.
Discussion
Now we will discuss the effect of NaCl in our gas-source CVD system. Previous studies have revealed that only cations play an important role in the alkali-metal assistance method23, so we have only considered the effects of Na. If Cl plays an important role in the mechanism, then CVD growth of TMDs from metal chloride (e.g. MoCl5) precursors should be able to obtain large-scale TMDs easily, without Na compounds. However, Song et al.22 revealed that the alkali-metal assistance method is even valid for MoS2 CVD growth from a MoCl5 precursor. Therefore, we believe that alkali metals, not chloride, drive the alkali-metal assistance method. A plausible overall chemical equation35 for WS2 synthesis from H2S and WF6 is
The calculated ΔG values for each component in Eq. (1) are shown in Table S1. In addition to the overall negative ΔG value for Eq. (1), the reactivity between H2S with WF6 was greater than between elemental sulphur and WO3, which led to a much higher reaction rate in our gas-source synthesis than in a conventional solid-source synthesis. Therefore, small WS2 clusters were able to form in the gas phase and function as nuclei for WS2. Furthermore, under a reducing atmosphere, WF6 can easily decompose into elemental W, as
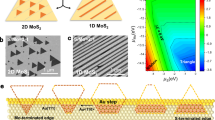
Because W has the second-highest melting point of all elements (~3,400 °C), the generated W should solidify and aggregate at our growth temperature, which would provide nuclei for subsequent WS2 growth, as represented in Fig. 5 and the equation

Schematic of the proposed growth mechanisms.
Therefore, we propose that the poor qualities and small-domain size of the WS2 grown in the absence of NaCl (Fig. S2) are due to these high-density W and/or WS2 nuclei formed via highly active reactions. By contrast, the grain size enlargement observed when Na is added to the system suggests that it can modulate the reaction path or suppress the reaction rate through the formation of intermediate species (Fig. 5). Because our system comprises only a few elements (i.e. H, F, Na, Cl, S and W), the number of possible intermediates is limited. Several groups have recently discussed the roles of possible intermediates, such as NaxMoOy, Na2SiO3, WO2Cl2 and Na2Sx. These intermediates are believed to enhance the diffusion and/or the wettability of the metal precursors and to decrease the energy necessary for the lateral growth of TMDs21,22,23,24,25,26,27. Na2Sx chains formation is the most plausible explanation in our experiment because the precursors used here do not contain oxygen. A possible reaction for this process is
The Na2Sx chain would originate from a reaction between NaCl and H2S, and it may decrease the energy necessary for the growth of the TMD’s atomic layers22. If the system follows Eq. (4) instead of Eq. (2), it should experience suppressed formation of metallic W and/or WS2 clusters, resulting in grain enlargement (Fig. 5). Equation (4) has a negative ΔG (Table S1 shows the result for x = 1); therefore, this reaction is also thermodynamically favourable. Another possible mechanism of the Na2Sx chain at the edges of grains is a behaviour similar to Co- or Ni-assisted growth. In Ni-assisted growth of TMDs, an amorphous solid-liquid-crystalline solid growth mode has been observed53. During Ni-assisted growth, NiSx was formed and dissolved W and S. Excess amounts of W and S in the NiSx were then crystallised as WS2. Furthermore, previous studies also show that Na2Sx can function as a recrystallisation catalyst54. Therefore, the Na2Sx chain can act as a recrystallization catalyst, where the chain dissolves precursors and deposits excess W and S as crystalline WS2. Note that another possible case in which WO3 or Na act as intermediates involves the reaction of the SiO2 that exists in the chamber and the substrate with WF6:
Equation (5) also has a negative ΔG value. However, this reaction is negligible, since the reactivity between SiO2 and WF6 is poor35. Furthermore, the surface of the substrate was not roughened after the growth, where root-mean-square roughness of the substrate was changed from 0.197 to 0.205 nm with the growth. This result indicates that SiO2 did not react during the growth. Therefore, we have concluded that the SiO2 does not affect the WS2 growth even in our case. Modulating the growth reaction path would be expected to narrow the grain size distribution. As discussed before, fast reactions between WF6 and H2S cause heterogeneous nucleation of W and/or WS2 clusters. Therefore, the reactivity of the precursors hinders the advantages of gaseous precursors, suppressing the homogeneous nucleation through high diffusivity of the precursor. On the other hand, when NaCl is present, the modulated reaction path suppresses inhomogeneous nucleation, resulting in high precursor diffusivity. We observed the result of this process: the narrow grain size distribution.
These results shed light on one mechanism by which alkali-metal assistance functions during solid-source CVD. Prominent hypotheses are that the alkali metals increase the mass-flux by forming intermediates or that they promote the lateral growth of TMD once it has nucleated21,23,25. We think these two effects coexist in the solid-source CVD. Metal oxides react with alkali-metal halides to form intermediates, such as metal oxyhalides or Na-containing eutectic intermediates, resulting in an increased mass-flux rate for the metal precursors. Note that there are multiple methods to supply alkali-metal compounds: mixing a metal oxide and an alkali-metal compound21 or putting an alkali-metal compound on the upstream side of a metal oxide20. We think that NaCl should behave similarly in both cases. However, these two cases may experience different patterns of intermediate formation. When the NaCl and the metal precursor are separated, the metal precursor is available to react with NaCl vapour; when they are mixed, they react directly along their contact surfaces. Regardless of the mechanism, volatile intermediates were formed during growth and supplied into the substrate, so NaCl should function similarly. As discussed before, Na must also promote the lateral growth of TMDs, since alkali-metal assistance is even valid for CVD growth with volatile transition-metal halide precursors (e.g. MoCl522 and WF6).
Another interesting phenomenon in our CVD growth is the switch from a 2D to a 3D growth mode during synthesis. Figure 6a,b show typical optical images of CVD-grown WS2 with after 15 and 60 min of growth time, respectively. As is evident in the images, WS2 does not form a continuous film with continuous 2D growth, but rather forms thick, bulky, isolated grains with a uniform grain size. An AFM measurement (Fig. S6) revealed that the thickness of the bulk crystal is greater than 10 nm, which corresponds to more than 10 layers. In general, Wulff’s construction for the equilibrium of crystals suggests that the large surface energy anisotropy between the c-axis and the other axes in TMDs, due to interlayer van der Waals forces and intralayer covalent bonds, strongly promotes the 2D growth of TMDs55. As a result, for typical CVD growth of TMDs, longer growth times are associated with laterally extensive TMD grains and the eventual formation of a uniform thin film29. However, in our CVD method, this growth mechanism is not valid; the growth mode changes from 2D to 3D without forming another new nucleus outside the initial grains. We speculate that this phenomenon is attributable to the deactivation of the edge of the WS2 grains and to the early layer-by-layer growth that results. As shown in the AFM image (Fig. S1 and Fig. 6c), the WS2 crystal was surrounded by a large number of particles on its edges and surface. Because these particles were soluble in water (Fig. 6c,d) and amount of Na and F was decreased after washing (Fig. S7), they may be water-soluble Na and F compounds, such as NaF, Na2WO4 or Na2CO3. Therefore, we have concluded that these particles are Na- and F- containing byproducts (like Na2WFx) or unreacted precursors of CVD growth. Because the samples were exposed to air after growth, these particles should have been oxidised, or reacted with carbon dioxide or water present in the air. We propose that these excess W and/or Na compounds, which originate from unreacted precursors, inhibit the lateral growth of WS2 at some point during the process. The formation of these particles would have originated from a decreased Na supply during CVD. As shown in Fig. S8, WS2 had largely coated the NaCl powder after CVD growth with a growth time of 60 minutes. The accumulation of this coating decreased NaCl supply gradually during the growth process. As a result, at some point, the edges of the crystal could not maintain enough Na to convert all supplied precursors into WS2. At that, byproducts or unreacted precursors were able to accumulate at the edges. These accumulated byproducts or unwanted precursors inhibited 2D growth and triggered the change from 2D to 3D growth. Interestingly, the grain size distribution in the WS2’s bilayer region also shows a small standard deviation (0.5 μm; Fig. 6e), indicating that the lateral growth of the monolayer region stopped at the same time throughout the chamber, as was observed with nucleation, and switched to second-layer growth. Subsequently, layer-by-layer growth from nuclei to the deactivated edge led to the formation of bulky WS2 crystals that maintained the same grain size distribution as that established by the first layer (Fig. S9). Although this growth mode is similar to the Volmer–Weber or Stranski–Krastanov growth mode in 3D crystals, these established modes cannot be readily applied to our results because only van der Waals interactions exist between WS2 and the substrate, and these interactions are too weak to accumulate large strain capable of inducing 3D growth. Since we believe that decreasing Na supply is the trigger for growth mode changing in the gas-source CVD growth, a modified system that ensures a continuous Na supply should allow the 2D WS2 crystals to grow without interruption.

Optical images of typical NaCl-assisted WS2 prepared with a growth time of (a) 15 min or (b) 60 min. Neither the contrast nor the colour balance of these images was modified. (c) A typical AFM image of WS2. (d) A typical AFM image of WS2 after the specimen was immersed in deionized water for 10 min. (e) Grain size distribution of bilayer WS2. This distribution was constructed from the image shown in Fig. 4(c).
In summary, we successfully synthesised ~10-μm atomic-layered WS2 crystals from gaseous precursors with the assistance of NaCl. The NaCl assistance method was found to be valid even with the highly reactive oxygen-free precursors H2S and WF6. The grains of the NaCl-assisted WS2 were more than 10 times larger than those grown in the absence of NaCl. The presence of intermediate Na compounds suppressed the formation of W and/or WS2 nuclei, which probably explains the substantial grain size improvement. Raman, PL and FET measurements showed that the quality of the obtained WS2 was similar to that of WS2 grown from a conventional metal oxide precursor at much higher temperatures. Our results also demonstrated that the WS2 grown by NaCl-assisted gas-source CVD showed a uniform grain size, suggesting that inhomogeneous nucleation was suppressed by the effective diffusion of the precursors allowed by alkali-metal assistance. We expect our results to provide a basis for WS2 growth processes to be able to control grain size and thickness and to promote a deeper understanding of the associated growth kinetics.
Methods
CVD growth
A SiO2 (300 nm)/Si substrate was used for CVD growth. Prior to growth, the substrate was oxidised in an oxygen atmosphere at 1000 °C for 60–180 min to prevent unwanted reactions between the precursors and Si exposed at the edges of the substrate. To remove any amorphous carbon layers, substrates were then dipped into an HF solution with a concentration of ~2% for 30 s. The substrates were then washed with deionized water for 30 s and dried with N2. Ceramic boats containing 100–400 mg NaCl powder (High Purity Chemicals) was loaded into a quartz tube with a diameter of 65 mm. The substrates were also placed in the tube, downstream of the boat. After the chamber was evacuated for 30–60 min, Ar was introduced as a carrier gas. The flow rate of the Ar was 100 sccm with a pressure of 1 kPa. The electric furnace surrounding the sample chamber was then heated to 640 °C, at which point H2S and WF6 were introduced into the quartz tube at flow rates of 0.33–0.40 and 0.025–0.030 sccm, respectively. Typical growth time was 15 to 60 min. We used the same CVD setup for growing NaCl-free WS2, however, in this case, NaCl powder was not introduced. The NaCl-free WS2 film was obtained at a growth temperature of 640–650 °C and pressure of 100–1000 Pa. The flow rates of Ar, H2S, and WF6 is 100–105, 0.33–5.00, and 0.025–0.050 sccm, respectively. The growth time was 20 min.
Characterisation of WS2 samples
Optical images were taken with a standard optical microscope (Nikon Eclipse) with a 100× objective lens. Raman and PL measurements were performed using a confocal Raman microscope (Renishaw InVia) with a 488-nm continuous-wave laser source (COHERENT Sapphire LP). The Raman and PL peaks were modelled by Lorentzian and Voigt functions, respectively. Grain size distributions were measured with optical imagery with 50× objective lens using ImageJ and Igor Pro software for measuring grain areas and calculating their distribution, respectively. Peaks were modelled with log-normal distribution functions. AFM measurements were collected with a standard AFM (Park Systems NX10). A Schottky field-emission SEM; Hitachi SU5000 operating at an acceleration voltage of 20 kV was used to obtain SEM images. To verify the chemical state of the WS2 grown with NaCl assistance, we carried out cross-sectional TEM observations and EDX measurements with a high-resolution TEM (Hitachi H-9500 or JEOL ARM200F). X-ray photoelectron spectroscopy was carried out with Al Kα line excitation (Shimadzu KRATOS Nova).
Device fabrication and characterisation
Standard lift-off processes were used to fabricate the back-gate FETs via photolithography and metal e-beam evaporation. First, the samples were spin-coated with a photoresist and the pattern was defined by a mask-less aligner. We then deposited contact materials of Ni and Au to thicknesses of 5 and 50 nm, respectively, via the e-beam evaporator. Lift-off was carried out in acetone. Electrical characterisation of the fabricated devices was conducted under atmospheric conditions with a semiconductor parameter analyser (Keysight B1500).
Data availability
The datasets used this this study are available from the corresponding authors on reasonable request.
References
Novoselov, K. S. et al. Electric Field Effect in Atomically Thin Carbon Films. Science 306, 666–669 (2004).
Watanabe, K., Taniguchi, T. & Kanda, H. Direct-bandgap properties and evidence for ultraviolet lasing of hexagonal boron nitride single crystal. Nat. Mater. 3, 404–409 (2004).
Mak, K. F., Lee, C., Hone, J., Shan, J. & Heinz, T. F. Atomically thin MoS2: a new direct-gap semiconductor. Phys. Rev. Lett. 105, 136805 (2010).
Kuc, A., Zibouche, N. & Heine, T. Influence of quantum confinement on the electronic structure of the transition metal sulfide TS2. Phys. Rev. B 83, 245213 (2011).
Radisavljevic, B., Radenovic, A., Brivio, J., Giacometti, V. & Kis, A. Single-layer MoS2 transistors. Nat. Nanotechnol. 6, 147–150 (2011).
Yin, Z. et al. Single-Layer MoS2 Phototransistors. ACS Nano 6, 74–80 (2012).
Sundaram, R. S. et al. Electroluminescence in Single Layer MoS2. Nano Lett. 13, 1416–1421 (2013).
Wang, Q. H., Kalantar-Zadeh, K., Kis, A., Coleman, J. N. & Strano, M. S. Electronics and optoelectronics of two-dimensional transition metal dichalcogenides. Nat. Nanotechnol. 7, 699–712 (2012).
Conley, H. J. et al. Bandgap Engineering of Strained Monolayer and Bilayer MoS2. Nano Lett. 13, 3626–3630 (2013).
Ayari, A., Cobas, E., Ogundadegbe, O. & Fuhrer, M. S. Realization and electrical characterization of ultrathin crystals of layered transition-metal dichalcogenides. J. Appl. Phys. 101, 014507 (2007).
Lee, Y.-H. et al. Synthesis of Large-Area MoS2 Atomic Layers with Chemical Vapor Deposition. Adv. Mater. 24, 2320–2325 (2012).
Koma, A., Sunouchi, K. & Miyajima, T. Fabrication and characterization of heterostructures with subnanometer thickness. Microelectron. Eng. 2, 129–136 (1984).
Koma, A. & Yoshimura, K. Ultrasharp interfaces grown with van der Waals epitaxy. Surf. Sci. 174, 556–560 (1986).
van der Zande, A. M. et al. Grains and grain boundaries in highly crystalline monolayer molybdenum disulphide. Nat. Mater. 12, 554–561 (2013).
Cong, C. et al. Synthesis and Optical Properties of Large-Area Single-Crystalline 2D Semiconductor WS2 Monolayer from Chemical Vapor Deposition. Adv. Opt. Mater. 2, 131–136 (2014).
Gao, Y. et al. Large-area synthesis of high-quality and uniform monolayer WS2 on reusable Au foils. Nat. Commun. 6, 8569 (2015).
Zhang, Y. et al. Controlled growth of high-quality monolayer WS2 layers on sapphire and imaging its grain boundary. ACS Nano 7, 8963–8971 (2013).
Reale, F. et al. High-Mobility and High-Optical Quality Atomically Thin WS2. Sci. Rep. 7, 14911 (2017).
Hoang, A. T. et al. Orientation-dependent optical characterization of atomically thin transition metal ditellurides. Nanoscale 10, 21978–21984 (2018).
Kojima, K. et al. Restoring the intrinsic optical properties of CVD-grown MoS2 monolayers and their heterostructures. Nanoscale 11, 12798–12803 (2019).
Li, S. et al. Halide-assisted atmospheric pressure growth of large WSe2 and WS2 monolayer crystals. Appl. Mater. Today 1, 60–66 (2015).
Song, J.-G. et al. Catalytic chemical vapor deposition of large-area uniform two-dimensional molybdenum disulfide using sodium chloride. Nanotechnology 28, 465103 (2017).
Wang, P. et al. Mechanism of Alkali Metal Compound-Promoted Growth of Monolayer MoS2: Eutectic Intermediates. Chem. Mater. 31, 873–880 (2019).
Shi, Y. et al. Na-assisted fast growth of large single-crystal MoS2 on sapphire. Nanotechnology 30, 034002 (2019).
Zhou, J. et al. A library of atomically thin metal chalcogenides. Nature 556, 355–359 (2018).
Wang, Z. et al. NaCl-assisted one-step growth of MoS2–WS2 in-plane heterostructures. Nanotechnology 28, 325602 (2017).
Kim, H. et al. Role of alkali metal promoter in enhancing lateral growth of monolayer transition metal dichalcogenides. Nanotechnology 28, 36LT01 (2017).
Rasouli, H. R., Mehmood, N., Çakıroğlu, O. & Kasırga, T. S. Real time optical observation and control of atomically thin transition metal dichalcogenide synthesis. Nanoscale 11, 7317–7323 (2019).
Yang, P. et al. Batch production of 6-inch uniform monolayer molybdenum disulfide catalyzed by sodium in glass. Nat. Commun. 9, 979 (2018).
Kim, H., Ovchinnikov, D., Deiana, D., Unuchek, D. & Kis, A. Suppressing Nucleation in Metal–Organic Chemical Vapor Deposition of MoS2 Monolayers by Alkali Metal Halides. Nano Lett. 17, 5056–5063 (2017).
Kang, K. et al. High-mobility three-atom-thick semiconducting films with wafer-scale homogeneity. Nature 520, 656 (2015).
Eichfeld, S. M. et al. Highly Scalable, Atomically Thin WSe2 Grown via Metal–Organic Chemical Vapor Deposition. ACS Nano 9, 2080–2087 (2015).
Kobayashi, Y. et al. Continuous Heteroepitaxy of Two-Dimensional Heterostructures Based on Layered Chalcogenides. ACS Nano 13, 7527–7535 (2019).
Heyne, M. H. et al. The conversion mechanism of amorphous silicon to stoichiometric WS2. J. Mater. Chem. C 6, 4122–4130 (2018).
Groven, B. et al. Chemical vapor deposition of monolayer-thin WS2 crystals from the WF6 and H2S precursors at low deposition temperature. J. Chem. Phys. 150, 104703 (2019).
Delabie, A. et al. Low temperature deposition of 2D WS2 layers from WF6 and H2S precursors: impact of reducing agents. Chem. Commun. 51, 15692–15695 (2015).
Groven, B. et al. Plasma-Enhanced Atomic Layer Deposition of Two-Dimensional WS2 from WF6, H2 Plasma, and H2S. Chem. Mater. 29, 2927–2938 (2017).
Groven, B. et al. Two-Dimensional Crystal Grain Size Tuning in WS2 Atomic Layer Deposition: An Insight in the Nucleation Mechanism. Chem. Mater. 30, 7648–7663 (2018).
Irisawa, T. et al. CVD Growth Technologies of Layered MX2 Materials for Real LSI Applications—Position and Growth Direction Control and Gas Source Synthesis. IEEE J. Electron Devices Soc. 6, 1159–1163 (2018).
Broadbent, E. K. & Ramiller, C. L. Selective Low Pressure Chemical Vapor Deposition of Tungsten. J. Electrochem. Soc. 131, 1427–1433 (1984).
Carlsson, J. O. & Boman, M. Selective deposition of tungsten—prediction of selectivity. J. Vac. Sci. Technol., A 3, 2298–2302 (1985).
Pauleau, Y., Lami, P., Tissier, A., Pantel, R. & Oberlin, J. C. Tungsten films produced by selective deposition onto silicon wafers. Thin Solid Films 143, 259–267 (1986).
Gutiérrez, H. R. et al. Extraordinary room-temperature photoluminescence in triangular WS2 monolayers. Nano Lett. 13, 3447–3454 (2012).
Zeng, H. et al. Optical signature of symmetry variations and spin-valley coupling in atomically thin tungsten dichalcogenides. Sci. Rep. 3, 1608 (2013).
Terrones, H. et al. New first order Raman-active modes in few layered transition metal dichalcogenides. Sci. Rep. 4, 4215 (2014).
Elías, A. L. et al. Controlled Synthesis and Transfer of Large-Area WS2 Sheets: From Single Layer to Few Layers. ACS Nano 7, 5235–5242 (2013).
Berkdemir, A. et al. Identification of individual and few layers of WS2 using Raman Spectroscopy. Sci. Rep. 3, 1755 (2013).
Zhao, W. et al. Evolution of electronic structure in atomically thin sheets of WS2 and WSe2. ACS Nano 7, 791–797 (2012).
Ovchinnikov, D., Allain, A., Huang, Y.-S., Dumcenco, D. & Kis, A. Electrical transport properties of single-layer WS2. ACS Nano 8, 8174–8181 (2014).
Gong, Y. et al. Tellurium-Assisted Low-Temperature Synthesis of MoS2 and WS2 Monolayers. ACS Nano 9, 11658–11666 (2015).
Kobayashi, Y. et al. Growth and optical properties of high-quality monolayer WS2 on graphite. ACS Nano 9, 4056–4063 (2015).
Yu, H. et al. Precisely Aligned Monolayer MoS2 Epitaxially Grown on h-BN basal Plane. Small 13, 1603005 (2017).
Brunken, S., Mientus, R., Seeger, S. & Ellmer, K. The mechanism of nickel sulfide induced rapid crystallization of highly textured tungsten disulfide (WS2) thin films: An in situ real-time diffraction study. J. Appl. Phys. 103, 063501 (2008).
Regula, M., Ballif, C., Remškar, M. & Lévy, F. Crystallinity and texture promotion in WS2 thin films. J. Vac. Sci. Technol., A 15, 2323–2329 (1997).
Jang, J.-T. et al. Ultrathin Zirconium Disulfide Nanodiscs. J. Am. Chem. Soc. 133, 7636–7639 (2011).
Acknowledgements
This work was supported by the JST-CREST Grant No. JPMJCR16F3, JST and JSPS KAKENHI Grant No. 19K15403, Japan. M.O. and T.I. are grateful to Y. Nakanishi and H.-E. Lim for their advice. M.O. thank N. Uchida for sharing the Raman apparatus.
Author information
Authors and Affiliations
Contributions
M.O. prepared gas-source CVD grown WS2 and performed all optical and AFM measurements. E.T. performed solid-source CVD growth of WS2. T.I. carried out the FET characterization. N.O., W.-H.C., A.A., T.S., T.K. and Y.M. provided technical assistance. T.I. developed the concept and supervised this project. All authors contributed to writing and revising the manuscript.
Corresponding authors
Ethics declarations
Competing interests
The authors declare no competing interests.
Additional information
Publisher’s note Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Supporting Information
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license, and indicate if changes were made. The images or other third party material in this article are included in the article’s Creative Commons license, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons license and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this license, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Okada, M., Okada, N., Chang, WH. et al. Gas-Source CVD Growth of Atomic Layered WS2 from WF6 and H2S Precursors with High Grain Size Uniformity. Sci Rep 9, 17678 (2019). https://doi.org/10.1038/s41598-019-54049-6
Received:
Accepted:
Published:
DOI: https://doi.org/10.1038/s41598-019-54049-6
This article is cited by
-
Chemical-vapor-deposition-grown 2D transition metal dichalcogenides: A generalist model for engineering electrocatalytic hydrogen evolution
Nano Research (2023)
-
Optimisation of processing conditions during CVD growth of 2D WS2 films from a chloride precursor
Journal of Materials Science (2022)
-
Tungsten disulfide: synthesis and applications in electrochemical energy storage and conversion
Tungsten (2020)
Comments
By submitting a comment you agree to abide by our Terms and Community Guidelines. If you find something abusive or that does not comply with our terms or guidelines please flag it as inappropriate.
