
Abstract
To meet the more rigorous requirement in aerospace industry, recent studies on strengthening and toughening TiAl alloys mostly focus on high Nb addition, which inevitably bring in an increasing of density. In this study, a carbon fibers coated with graphene reinforced TiAl alloy composite was fabricated by powder metallurgy, melt spun and vacuum melting. This composite got remarkable mechanical properties combined with a prominent density reduction. In contrast with pure TiAl ingots, this sample exhibits an average fracture strain from 16% up to 26.27%, and an average strength from 1801 MPa up to 2312 MPa. Thus, we can achieve a new method to fabricate this low-density, good mechanical performance TiAl composite which could bring in more opportunities for application in aerospace industry.
Similar content being viewed by others
Introduction
The strong need in aerospace such as gas turbine engines makes higher demands on the structural materials. In recent decades, TiAl alloys has gained great attention due to their low density, high specific strength and strength retention at elevated temperature1. In 2013, more than 40000 TiAl low pressure turbine (LPT) blades have been manufactured for the GEnx 1B (Boeing 787) and GEnx 2B (Boeing 747–8) turbine-engine application2. Now with the rapid development of aviation industry, TiAl alloys need to be furtherly strengthened and toughened. Guang Chen et al. has been obtained Ti-45Al-8Nb single crystals with 0° lamellar orientations by directional solidification, which exhibits a tensile ductility of 6.9% and a yield strength of 708 MPa3. W. C. Xu et al. has been manufactured a Ti-45Al-5Nb-0.8Mo-0.3Y alloys through hot extrusion and this TiAl-Nb-Mo alloy exhibits a yield strength of 812.2 MPa at room temperature, ultimate tensile strength of 343.5 MPa at 900 °C4. However, high Nb could severely increase the alloy density, which deviate from the lightweight purpose of aviation industry. Under the circumstance, fiber reinforcing could be a promising direction to strengthening and toughening TiAl alloys without the increasing of density. At this time, carbon fibers reinforced TiAl alloys were put forward in this study. The effects of carbon has been systematically studied in the previous studies, Thomas Klein et al. has been founding that C is enriched in the α2 phase, dissolved in the γ phase, but depleted in the β o phase5. Carbon additions could improve the mechanical properties of TiAl alloys, particularly at elevated temperatures. Kawabata et al.6, Tian and Nemoto7 and Appel et al.8,9,10 reported on the positive effect of C on the tensile properties of intermetallic TiAl alloys. C can be acted as an efficient solid solution strengthener or form needle-shaped precipitates of perovskite-type carbides which are finely dispersed in the γ-phase11. Kawabata et al. observed a substantial increase in strength of C doped alloys due to solid solution hardening and precipitation of fine carbides5. Also, C is present in solid solution in the investigated alloys, which has been shown to effectively enhance creep performance12,13. Some fiber reinforced TiAl alloys were fabricated in recent years. A. Brunet et al. reported that alumina fibers coated with W, Y2O3 reinforced TiAl after the heat treatment (1 h at 1100 °C) provides an 80% increase in the mean tensile strength as compared with a monofilament composite without coating14. These fibers reinforcing alloys generally needs a metallic coating, such as W, Y2O3 coating on this alumina fibers via Physical Vapour Deposition (PVD) techniques. Besides, SiC fiber reinforced TiAl alloys fabricated by Luo X et al. got a C/Mo double coating via Chemical Vapor Deposition (CVD)15. In order to refine the wettability between the TiAl matrix and fibers, they usually introduce the reinforcements with the coating by CVD/PVD. In this study, however, interface bonding between carbon fibers/graphene and TiAl matrix was refined by several simple methods. First, the graphene coating on the surface of carbon fibers got a high surface energy. During the powder metallurgy, the graphene will react with the TiAl matrix and form TiC. Thus the interface could be refined by the in-situ reaction. Besides, the melt-spun process could make the TiAl rapidly quenched in the surface of carbon fibers. This rapidly quenched TiAl could be the interface between fibers and TiAl matrix in the vacuum melting process and refine the wettability.
In this study, carbon fibers coated with graphene were used as not only toughening fibers but also suppliers of strengthening ceramic particles such as TiC and Ti2AlC. Precipitated-phase strengthening mechanism and fiber toughening mechanism could reach a combination in this fabrication process. Besides, the reasonable sequence of several technologies is another vital factor in the remarkable reinforcement of mechanical properties. Continuous technologies including powder metallurgy, melt spun and two times’ vacuum melting could make the distribution of fibers in TiAl matrix more homogeneous, and improve wettability and density, respectively. This carbon fibers/graphene coating reinforced TiAl alloy composite (CFGRTAC) got an average fracture strain of 26.27%, which got a nearly 100% strain increase compared with pure TiAl alloys and a 20.1% density decrease compared with Ti-45Al-8Nb. We envisage that this carbon fibers coated with graphene reinforced TiAl alloy composite (CFGRTAC) could bring in a new orientation to fabricate composite materials in a simple and practicable way.
Results
Sintering bulk of carbon fibers/graphene reinforced TiAl alloys
Figure 1 shows the SEM image of composite bulks sintered at 620 °C for 10 min. As shown in Fig. 1a, rob-like carbon fibers just as A and B are distributed in the TiAl alloy matrix. Taking both the XRD spectra (Fig. 1b) and the EDS results (Fig. 1c–e) into account, it can be presumed that the point A, B and C in Fig. 1a are the carbon fiber A, carbon fiber B and TiAl alloy matrix, respectively. The phase composition of graphene/carbon fibers reinforced TiAl alloy composite are Ti3Al, TiAl, TiC and Ti2AlC. The newly formed Ti2AlC was synthesized by the in situ reactions as follows: Ti + C → TiC, TiC + TiAl → Ti2AlC16. As a matter of fact, in the terminology of metallography, Ti2AlC was formed by peritectic reaction between the TiAl melt and TiC particles14. During the sintering process, a part of carbon atoms reacts with Ti atoms in the metal matrix to form in situ TiC particles, and the rest carbon atoms are still distributed in the TiAl matrix.

Microstructure and EDS patterns of carbon fibers coated with graphene reinforced TiAl alloys composite bulks. (a) SEM image and (b) XRD pattern, (c) EDS patterns of short rob in the marked area A, (d) EDS patterns of short rob in the marked area B and (e) EDS patterns of short rob in the marked area C of carbon fibers with graphene coating reinforced TiAl composite bulk (CFGCRTAC) sintered at 620 °C for 10 min.
Carbon fibers/graphene reinforced TiAl alloys composite after the first remelting
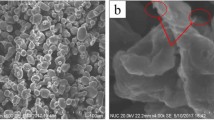
As shown in Fig. 2a, the interior morphology of the carbon fibers with graphene coating reinforced TiAl composite remelted was mainly in a form of lath trips. TiC was distributed in the matrix with many small spherical particles (Fig. 2c) and the Ti2AlC distributed in TiAl matrix as irregular particles (Fig. 2b). As shown in Fig. 2d, α2-Ti3Al and γ-TiAl are shown with the lamella structure. The increase of hardness is due to the result of carbon rich in α2 phase and the fine secondary carbide particles embedded in the γ phase5,16,17. Figure 2g,h show that small TiC particles are distributed in the interface of α2 phase and γ phase.

Microstructure and EDS patterns of CFGRTAC remelted for the first time. (a) SEM image of CFGCRTAC remelted; SEM images of (b) cuboid reinforcement, (c) spherical reinforcement, (d) EDS element line scanning patterns of the lamellar structure, EDS patterns of (e) cuboid reinforcement and (f) spherical reinforcement, SEM image of (g) the lamellar structure and (h) the magnification of interface in TiAl matrix; (i) EDS patterns of particle in the lamellar interface of TiAl matrix.
Final carbon fibers/graphene reinforced TiAl alloys composite
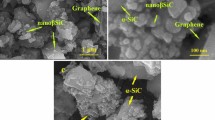
Figure 3a shows the microstructure of final CFGRTAC, as shown in Fig. 3a, a continuous carbon fiber was shown in the image. Figure 3b shows a broken carbon fiber during the reaction with TiAl matrix. Figure 3c is the final product after the reaction with matrix. Figure 3e,f refer to the map scanning in Fig. 3d of Ti and C, respectively. Figure 3d–f indicated that element C concentrate in the fiber regions and element Ti gets a relatively homogeneous distribution, however, it is obvious to observe that Ti got a less amount in the fiber regions. It can be conclude that the carbon fibers mostly reacted with Ti in the fiber surface, and the radical of the rod is still carbon.

SEM images and map scan of CFGRTAC remelted twice. (a) Carbon fibers distribution in the TiAl matrix (b) a carbon fiber under reaction (c) reaction product TiC after the reaction of carbon fibers (d) complete carbon fibers (e,f) refer to the map scanning in Fig. 4d of Ti and C, respectively. (g) The evolution process model of carbon fibers in the TiAl matrix.
The fiber evolution process could be summarized as the model in Fig. 3g. When getting a distribution in the TiAl matrix, the slight graphene coating got a higher surface energy and will react with TiAl first. Then the carbon fibers begin to participate in the reaction. The surface of graphene/carbon fibers tend to be zigzag, which means the carbon fibers/graphene start to form TiC and drift away. As the reaction goes on, the carbon robs gradually crack into fish-bone-shape, as shown in Fig. 3b. Finally, these broken carbon fibers exist as TiC and get a dispersive distribution in the TiAl matrix. Figure 3c shows the TiC particles intersect several lamellar layers in TiAl matrix.
EBSD analysis of final CFGRTAC
As shown in Fig. 4, as the carbon fibers and TiC particles distributed in the matrix, the grain size is smaller than 60 μm. With refining of grains, the volume fraction of high-angle boundaries is 73.4%. The refinement of grain size could enhance the strength and those high-angle boundaries could prevent crack deflection thereby improve the toughness.

EBSD patterns of final CFGRTAC. (a) Microstructure and statistical regularity of rotation angles in grains boundaries. (b) Microstructure and phase distribution of CFGRTAC.
Microhardness test results and compression test results
As shown in Table 1. The microhardness of TiAl ingots, graphene reinforced TiAl alloy composite and graphene/carbon fibers reinforced TiAl alloy composite after twice remelting are 240 HV0.1, 216 HV0.1 and 426 HV0.1, respectively. The compression diagram of pure TiAl and the final CFGRTAC were shown in Fig. 5. We can see that this composite shows an average fracture strain from 17% up to 26.27% and average strength from 1801MPa to 2312 MPa. The strengthening and toughening mechanism of this CFGRTAC could be attributed to two aspects. On the one hand, it is by fine-grained strengthening. The combined effects of TiC and the unbroken carbon fibers provide the cores of the heterogeneous nucleation and refine the crystal. The second one is the increasement of interface debonding energy and the Bridging/Pull-out mechanism of carbon fiber toughening.

The compression curves of pure TiAl and final CFGRTAC.
Discussion
In this study, graphene reinforced TiAl exhibits a Vickers hardness of 240HV0.1. However, the carbon fibers/graphene reinforced TiAl alloys exhibit a much higher Vickers hardness of 426HV0.1. In the CFGRTAC, TiC and Ti2AlC particles play critical roles in the hardness’ improvement because of their own high hardness and the refine of the lamellar structure. As a α-phase stabilizing element, the great mass of carbon distributes in the dark lathes which are α2 phase, and the bright lathes are γ phase. Both α2 phase and γ phase could be harden by the C element18,19. As to the graphene reinforced TiAl alloys, the specimen got little increasement in Vickers hardness compared with the initial TiAl alloys. It is obvious that graphene reinforced TiAl alloys composite got similar phase composition with CFGRTAC. However, the simple vacuum melting with Ti and Al could not solve the problems in their bad interface bonding. It is attributed to the bad wettability between graphene and TiAl15. As a result, this graphene reinforced TiAl alloys composite couldn’t exhibits a good density to accomplish the further experiments.
In the fiber toughening alloys, Li19 has been verified that fiber volume fraction, interface shear stress, interface debonded energy, fiber Weibull modulus and fibers strength are all the impact elements of fiber-toughening materials. And when a crack generates from matrix, interface debonding is the first step before fibers fracture20,21,22. As shown in Fig. 6a, crack tips extension leads to the debonding of carbon fibers, which bring in many new microsurfaces. All the microsurfaces got a considerable surface energy in all. The energy consumption could postpone the crack propagation. In this study, as shown in Fig. 6, the fish-bone-like fibers get a zigzag surface which could enhance the distance of the crack deflection and enhance the interface debonding energy by increase the interface friction. Through this mechanism, the interface slip may cost much more energy, which could extend the slippage section. Besides, Lapin. J. et al. has been fabricated in-situ TiAl composite with (Ti, Nb)2AlC paricles and with the increasing content of C at a fixed content of Al, Nb, Mo and B, the ultimate compression strain shows a linearly increase17. Based on this situation, we can infer that the TiC, Ti2AlC in this study may also play a role in toughening TiAl alloys besides particle strengthening.

Sketch map of fiber toughening mechanism. (a) Interface debonding model, (b) bridging mechanism of intact fibers, (c) pull-out mechanism of broken carbon fibers (d) bridging model of fish-bone structure fibers.
Figure 6b,c show the mechanism model when the crack starts to propagate furtherly after the fibers debonding. This process could be summarized into fiber bridging step (Fig. 6b) and fiber pull-out step (Fig. 6c). The crack propagation resistance Kr could be described as23
As shown in Eq. 1, Km refers to matrix fracture toughness, ΔKb denotes the resistance of bridging mechanism to the crack propagation, ΔKp denotes the resistance of pull-out mechanism to the crack propagation. As applied stress increases and the crack started to extend, applied stress σ gradually increases but most fibers are still intact (Fig. 6b). Carbon fibers bring in a compressive stress to the crack which resists the crack propagation. In this step, fibers support the major stress to resist the applied stress. At this time, fiber-bridging play the leading role in arresting the crack propagation and ΔKb is much higher than ΔKp. As shown in Fig. 6c. As the applied stress increases, the crack gets further expansion and surface of the crack tips start to expand. Many fibers start to slide or even crack. In this step, still carbon fibers fail to sustain the high stress, many fibers start to slide or even break, fibers slippage and fiber fracture furtherly resist the crack propagation by consuming much energy. At this time, ΔKp increases rapidly to play the leading role in resisting the crack propagation.
Another nonnegligible toughening mechanism is the fish-bone-like fiber toughening. Unlike the normal fiber toughening alloys, the under reaction carbon fiber in this study exhibits a zigzag surface. As shown in Fig. 6d, this rough surface could increase the energy during the debonding, bridging, pull-out and break processes. As shown in Fig. 6a,d, the debonding displacement of fish-bone structure fiber is much larger than the normal fiber. Besides, this structure obviously got a higher fiction force. This high force of friction could make the dobonding and slippage more difficulty and toughening alloys in a more effective way than normal fiber toughening alloys composite.
Conclusions
In summary, Graphene/carbon fibers reinforced TiAl alloy composite was fabricated by powder metallurgy, melt spun and remelting. The TiC and Ti2AlC particle were in situ synthesized during the fabrication processing. The graphene/carbon fiber reinforced TiAl alloy composite shows micronhardness of 426 HV0.1, average fracture strain of 26.27% and average strength of 2312 MPa.
This CFGRTAC was strengthened and toughened by several reasons. The melt spun process could refine interface between the alloys matrix and the graphene/carbon fibers. By introducing a rapid cooling TiAl coating in the carbon fiber/graphene, a better interface was built between fibers and matrix. On top of that, while fibers got a uniform dispersion in the TiAl matrix, dispersion strengthening was carried out by the TiC and Ti2AlC particles synthesized by in situ reaction. The other unreacted carbon fibers lay through many grains and multi-lamellar structure, which could enhance the interface debonding energy and make the crack tip deviated by the bridging toughening mechanism and pull-out toughening mechanism.
Methods
Specimen preparation
Commercial pure Ti, Al ingots and Ti, Al powder, carbon fibers and graphene (solution) were used as raw materials in this study. Graphene was qualitative analyzed by XPS (Fig. 7) test. As the XPS results show, atomic proportion of element C and O are 97.86% and 2.14%, respectively. The existence of O is due to the stoving process of graphene solution. XPS curves show that element carbon got only one peak position in 284.13 eV, which accorded with the Carbon-Carbon Double Bond and Carbon-Carbon Single bond in 284.5 eV. The position of epoxy group (C-O, 286.4 eV), carbonyl group (C-O, 287.8 eV), or oxhydryl group (COOH, 289.0 eV) didn’t exist in this graphene. We can get the conclusion that carbon is the only element in this “graphene”. It is not oxidized in this study. The layer structure was observed by the SEM image in Fig. 8. Ti-50Al alloy was fabricated by Ti and Al ingots in ZGX-5 vacuum induction melting furnace. Graphene was coated on the surface of rod-like carbon fibers (about 2 mm in length, 8–10 μm in diameter). Ti, Al powder and carbon fibers with graphene coating were sintered by GL-100 vacuum-sintering furnace in 620 °C for 10 min in the atmosphere of argon to fabricate the initial bulks as the raw materials in the next procedure. Those graphene/carbon fibers-TiAl composite bulks were melt-spun in the LZK-12A spun furnace to get composite ribbons, and then these composite ribbons and TiAl alloy were remelted in ZGX-5 vacuum induction melting furnace to get the carbon fibers with graphene coating reinforced TiAl composite(Ti-50Al-3C at.%). Finally, in order to improve the density, a small bulk was cut from this TiAl composite and remelted into an Ø20 × 60 mm CFGRTAC specimen by MZG high frequency vacuum melting furnace. The model of technology flow diagram was shown in Fig. 8. At the same time, a graphene reinforced TiAl alloy composite was fabricated by ZGX-5 vacuum induction melting furnace as the comparison specimen. Vickers hardness test was carried out by SHIMADZU HMV-2 Vickers hardness tester under a load value of 980.7 mN, load time of 10 s. The microhardness test was tested ten times for each samples. The average numbers were used as the final results. Compression specimens with an approximate size of Ø2 × 4 mm were cut from those samples. Three samples were tested and the average value was regarded as a final value. And the compression tests were carried out at room temperature with an initial strain rate of ε′ = 2.5 × 10−4 S−1.

The XPS report of graphene powder. (a) XPS curves of all elements, (b) XPS curve of element carbon, (c) Elemental ID and Quantification.

The technical processes and model of CFGRTAC.
Microstructure characterization
The field emission scanning electron microscopy (FESEM S-4800, Hitachi, Japan) equipped with energy-dispersive spectrometry (EDS) were used to characterize the microstructure of the specimens. The microstructures of the polished specimens were etched with the agent comprising 85 ml distilled water, 10 ml HNO3 and 5 ml HF.
Phase analysis
The X-ray diffraction (XRD Bruker, German) was used to identify the phases of the specimens.
References
Zhou, H. T., Kong, F. T., Wang, X. P. & Chen, Y. Y. High strength in high Nb containing TiAl alloy sheet with fine duplex microstructure produced by hot pack rolling. J. Alloy. Compd. 695, 3495–3502 (2017).
Bewlay, B. P. et al. The science, technology, and implementation of TiAl alloys in commercial aircraft engines. MRS Proc. 1516, 49–58 (2013).
Chen, G. et al. Polysynthetic twinned TiAl single crystals for high-temperature applications. Nat. Mater. 15, 876–881 (2016).
Xu, W. C. et al. Improvement of microstructure, mechanical properties and hot workability of a TiAl-Nb-Mo alloy through hot extrusion. Mat Sci Eng A-Struct (2017).
Klein, T. et al. Carbon distribution in multi-phase γ-TiAl based alloys and its influence on mechanical properties and phase formati. on. Acta Mater. 94, 205–213 (2015).
Kawabata, T., Tadano, M. & Laumi, O. Effect of purity and second phase on ductility of TiAl. Scripta Meter. 22, 1725–1730 (1988).
Tian, W. H. & Nemoto, M. Effect of carbon addition on the microstructures and mechanical properties of γ-TiAl alloys. Intermetallics. 5, 237 (1997).
Appel, F., Paul, J. D. H. & Oehring, M. Gamma Titanium Aluminide Alloys. Science and Technology. Wiley-VCH, Weinheim (2011).
Appel, F., Oehring, M. & Wagner, R. Novel design concepts for gamma-base titanium aluminide alloys. Intermetallics. 8, 1283–1312 (2000).
Christoph, U., Appel, F. & Wagner, R. Dislocation dynamics in carbon-doped titanium aluminide alloys. Mat Sci Eng A-Struct. 239, 39–45 (1997).
Sadowski, P., Kowalczyk-Gajewska, K. & Stupkiewicz, S. Classical estimates of the effective thermos elastic properties of copper–graphene composites. Compos Part B-Eng. 80, 278–290 (2015).
Schwaighofer, E. et al. Effect of carbon addition on solidification behavior, phase evolution and creep properties of an intermetallic β-stabilized γ-TiAl based alloy. Intermetallics. 46, 173–184 (2014).
Song, X. J. et al. Lamellar structure and effect of Ti2AlC on properties of prepared in-situ TiAl matrix composites. Ceram Int. 42, 13586–13592 (2016).
Brunet, A., Valle, R. & Vassel, A. Intermetallic TiAl-based matrix composites: Investigation of the chemical and mechanical compatibility of a protective coating adapted to an alumina fiber. Acta Mater. 48, 4763–4774 (2000).
Luo, X. et al. Microstructure and interface thermal stability of C/Mo double-coated SiC fiber reinforced γ-TiAl matrix composites. T Non ferr. Metal Soc. 26, 1317–1325 (2016).
Xu, Z. S. et al. Preparation and tribological properties of TiAl matrix composites reinforced by multilayer graphene. Carbon. 67, 168–177 (2014).
Lapin, J. et al. Microstructure and mechanical properties of cast in-situ Ti Al matrix composites reinforced with (Ti,Nb)2Al C particles. Mater Design. 133, 404–415 (2017).
Kulkarni, S. R. & Wu, A. V. D. K. Synthesis of Ti2AlC by spark plasma sintering of TiAl-carbon nanotube power mixture, J. Alloy Compd. 490, 155–159 (2010).
Song, X. J. et al. Effect of carbon reactant on microstructures and mechanical properties of TiAl/Ti2AlC composites. Mat Sci Eng A-Struct. 684, 406–412 (2017).
Li, L. B. Synergistic effects of fiber debonding and fracture on matrix cracking in fiber-reinforced ceramic-matrix comp. osites. Mat Sci Eng A-Struct. 682, 482–490 (2017).
Pérez, E. & Lauke, B. Calculation of debonding strength at the interface of particles with different shapes and matrix. Compos Struct. 167, 262–270 (2017).
Zhuang, L. Q., Pupurs, A., Varna, J. & Ayad, Z. Fiber/matrix debond growth from fiber break in unidirectional composite with local hexagonal fiber clustering. Compos Part B-Eng. 101, 124–131 (2016).
Brennan, J. J. & Prewo, K. M. M. Silicon carbide fiber reinforced glass-ceramic matrix composites exhibiting high strength and toughness. J Mater Sci. 17, 2371–2383 (1982).
Acknowledgements
This work is supported by Key project of The Natural Science Foundation of Hebei Province [E2016202406], Doctoral Foundation of Ministry of Education in China [20131317110002].
Author information
Authors and Affiliations
Contributions
Chunxiang Cui and Sen Cui wrote the main manuscript text. Jiaqi Xie and Jiejie Shi prepared Figures 1 and 2. Sen Cui and Chunxiang Cui prepared Figures 3, 4, 5 and 6. Sen Cui and Jiaqi Xie carried out the metallurgy, melt spun and vacuum melting process. Shuangjin Liu and Sen Cui carried out the XPS and EBSD analysis. Sen Cui, Jiejie Shi and Jiaqi Xie fulfiled the XRD and SEM analysis. Chunxiang Cui supervised the whole experiment.
Corresponding author
Ethics declarations
Competing Interests
The authors declare that they have no competing interests.
Additional information
Publisher's note: Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license, and indicate if changes were made. The images or other third party material in this article are included in the article’s Creative Commons license, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons license and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this license, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Cui, S., Cui, C., Xie, J. et al. Carbon fibers coated with graphene reinforced TiAl alloy composite with high strength and toughness. Sci Rep 8, 2364 (2018). https://doi.org/10.1038/s41598-018-20799-y
Received:
Accepted:
Published:
DOI: https://doi.org/10.1038/s41598-018-20799-y
This article is cited by
-
Recent research progress in TiAl matrix composites: a review
Journal of Materials Science (2022)
-
Effect of Ti3SiC2 Amount on Microstructures and Properties of TiAl Matrix Composites
Tribology Letters (2022)
-
A review of the mechanical and thermal properties of graphene and its hybrid polymer nanocomposites for structural applications
Journal of Materials Science (2019)
-
Rapid Consolidation Mechanism of Titanium Aluminide Solid Compact via Electric Discharging Through Elemental Ti and Al Powder Mixture
Metals and Materials International (2019)
Comments
By submitting a comment you agree to abide by our Terms and Community Guidelines. If you find something abusive or that does not comply with our terms or guidelines please flag it as inappropriate.
