
Abstract
Nature excels in both self-healing and 3D shaping; for example, self-healable human organs feature functional geometries and microstructures. However, tailoring man-made self-healing materials into complex structures faces substantial challenges. Here, we report a paradigm of photopolymerization-based additive manufacturing of self-healable elastomer structures with free-form architectures. The paradigm relies on a molecularly designed photoelastomer ink with both thiol and disulfide groups, where the former facilitates a thiol-ene photopolymerization during the additive manufacturing process and the latter enables a disulfide metathesis reaction during the self-healing process. We find that the competition between the thiol and disulfide groups governs the photocuring rate and self-healing efficiency of the photoelastomer. The self-healing behavior of the photoelastomer is understood with a theoretical model that agrees well with the experimental results. With projection microstereolithography systems, we demonstrate rapid additive manufacturing of single- and multimaterial self-healable structures for 3D soft actuators, multiphase composites, and architected electronics. Compatible with various photopolymerization-based additive manufacturing systems, the photoelastomer is expected to open promising avenues for fabricating structures where free-form architectures and efficient self-healing are both desirable.
Similar content being viewed by others
Introduction
Natural living materials, such as animal organs, can autonomously self-heal wounds. Inspired by natural living materials, scientists have developed synthetic self-healing polymers capable of repairing fractures or damages at the microscopic scale and restoring mechanical strengths at the macroscopic scale1,2,3. The healing capability usually relies on extrinsic curing-agent encapsulates released upon fractures4,5 or on intrinsic dynamic bonds, such as dynamic covalent bonds6,7 and physical bonds8,9,10,11,12,13,14,15, that autonomously reform after fracture-induced dissociations. Thanks to their healing capability, these polymers have enabled a wide range of applications, such as flexible electronics16,17,18, energy transducers12,19, soft robotics20,21, lithium batteries22, water membranes23, and biomedical devices24. Despite the success in syntheses and applications, the existing self-healing polymers are still facing a critical bottleneck—deficiency in 3D shaping. This bottleneck makes synthetic self-healing polymers different from living materials (such as human organs) that usually feature functional geometries and microstructures. Additionally, a number of promising applications of self-healing polymers demand complex 2D/3D architectures, such as soft robotics20,25, structural composites26,27, and architected electronics28. However, the architecture demand of self-healing polymers has not been sufficiently fulfilled, as the existing 3D methods of shaping self-healing polymers include only molding17 and direct-writing29,30,31,32, which are either time consuming or limited in their formation of complex 3D architectures33,34.
Here, we report a strategy for photopolymerization-based additive manufacturing (AM) of self-healing elastomer structures with free-form architectures. The strategy relies on a molecularly designed photoelastomer ink with both thiol and disulfide groups, where the former facilitates a thiol-ene photopolymerization during the AM process and the latter enables a disulfide metathesis reaction during the self-healing process. Using projection microstereolithography systems, we demonstrate the rapid AM of single- and multimaterial elastomer structures in various 3D complex geometries within a short time (e.g., 0.6 mm × 15 mm × 15 mm/min = 13.5 mm3/min). These structures can rapidly heal the fractures and restore their initial structural integrity and mechanical strengths to 100%. We find that the competition between the thiol and disulfide groups governs the photocuring rate and self-healing efficiency of the photoelastomer. The self-healing behavior of the photoelastomer is understood with a theoretical model that agrees well with the experimental results. To demonstrate potential applications of the 3D-printable self-healing elastomers, we present a self-healable 3D soft actuator that can lift a weight ten times its own weight, a nacre-like stiff-soft composite that restores the toughness to over 90% after fracture, and a self-healable force sensor with both dielectric and conductive phases. Equipped with the capability of rapid photopolymerization that is compatible with various AM systems, such as stereolithography35,36, self-propagation photopolymer waveguide37,38, two-photon lithography39,40, and PolyJet printing41, the new self-healing photoelastomer system is expected to open promising avenues for fabricating structures where free-form architecture and efficient self-healing are both desirable20,42.
Materials and methods
Materials
Vinyl-terminated polydimethylsiloxanes (V-PDMS, molar mass 6000–20,000 g/mol) and [4–6% (mercaptopropyl)methylsiloxane]-dimethylsiloxane (MMDS) were purchased from Gelest. Iodobenzene diacetate (IBDA), toluene, tributylphosphine (TBP), 1,6-hexanediol diacrylate (HDDA), phenylbis(2,4,6-trimethylbenzoyl)phosphine oxide (photoinitiator), Sudan I (photoabsorber), and ethanol were purchased from Sigma-Aldrich. The chemicals were used as purchased without further purification. Carbon grease was purchased from GM chemicals.
Synthesis and characterization of material inks
To prepare the experimental elastomer ink, 0.5 g of IBDA was first mixed with 5 mL of toluene in a nitrogen environment with magnetic stirring for 6 h. Then, 1 g of MMDS was oxidized by adding different amounts of the IBDA solution (0 g, 0.35 g, 0.7 g, 1 g, and 1.2 g) for 1 min. Subsequently, 1.95 g of V-PDMS, 1 wt% photoinitiator, and 0.1 wt% photoabsorber were added and mixed for another 1 min. The 0.1 wt% of TBP was then added and mixed for another 1 min. To prepare the control elastomer ink, 1 g of MMDS, 1.95 g of V-PDMS, 1 wt% photoinitiator, and 0.1 wt% photoabsorber were mixed for 5 min. Raman spectroscopy measurements were performed using a Horiba Raman infrared microscope with an acquisition time of 1 min. The spectra of the material inks from 200 to 1800 cm−1 were collected using a laser excitation wavelength of 532 nm.
Additive manufacturing
The single- and multimaterial stereolithography systems were described elsewhere35,36. To fabricate the multimaterial structures, we first divided the computer-aided-design (CAD) model of a biphase composite into two models with respective phases. Each phase model was then sliced into an image sequence with a prescribed spacing in the vertical direction. Then, two image sequences were alternatively integrated into one image sequence. The images were sequentially projected onto a resin bath that was filled with a material ink. The ink capped with a motor-controlled printing stage was exposed to the image light (405 nm) and solidified to form a layer structure bonded to the printing stage. As the printing stage was lifted up, the wheel was rotated to deliver the ethanol beneath the printing stage. With the printing stage lowered into the ethanol, the printed structure was washed, and the ethanol residue was subsequently absorbed by the cotton pad. Then, another material ink was delivered beneath the stage by the rotational wheel. By lowering the stage by a prescribed height and illuminating another image, a second material layer could be printed on the existing structures. By repeating these processes, we printed multimaterial structures. To fabricate single-material structures, we just simplified the process by using one image sequence and removing the intermediate cleaning process. Note that a traditional stereolithography system with acrylic-based resins has an oxygen-rich layer to quench the photopolymerization close to the printing window43, and this oxygen-rich layer can facilitate the manufacturing process by reducing the adhesion between the printed part and the window43. However, the thiol-ene photopolymerization system cannot be quenched by the oxygen44. To enable easy separation between the solidified part and the window, we employ a Teflon membrane with a low surface tension (~20 mN/m) to enable low separation forces. In addition, all fabricated samples were heated for 2 h at 60 °C to remove the residual toluene and ethanol and then postcured in a UV chamber for an additional 1 h (same wavelength as the AM system) to ensure the samples were fully polymerized.
Photocuring depth test
A 10 mm × 10 mm square image was illuminated on the printing window using different photoexposure times for the experimental elastomers with various IBDA concentrations. The thicknesses of the photocured parts were measured at the cross-sections by using an optical microscope (Nikon ECLIPSE LV100ND).
Self-healing test
The dog-bone-shaped samples (thickness 4 mm) were first additively manufactured. Then, the samples were cut into two pieces with a blade and brought into contact with an additional force (~0.5 N) on two sides to ensure good contact. The samples were then put on a hot plate at 60 °C for various healing times. Both the original and healed samples were clamped by using two rigid plates in a tensile testing machine (Instron 5942) to be uniaxially stretched until rupture with a low strain rate of 0.06 s−1. The microscopic images of the damaged and healed interfaces were taken with an optical microscope (Nikon Eclipse LV100ND).
Mechanical test of the experimental elastomer
The storage and loss moduli of the experimental elastomer at frequencies of 0.1–10 Hz and temperatures of 25–165 °C were tested using a dynamic mechanical analyzer (TA instrument RSA III). The cyclic tensile tests of the experimental elastomer were conducted using an Instron 5942 with a low strain rate of 0.006 s−1.
Self-healable actuator
The 3D actuator was first designed and additively manufactured. A 10 g weight was hanged at the bottom of the actuator that was connected to a syringe pump. When the syringe pump was moved, the weight was lifted up. A camera was used to image the distance change of the weight. Then, we cut the actuator in half with a blade and contacted back to heal for 2 h at 60 °C. Once healed, the actuator was used to lift the 10 g weight again for multiple cycles.
Self-healable composite
The experimental composites (width 10 mm, length 15 mm, and thickness 1 mm) with stiff phase HDDA and soft phase self-healing elastomer were first additively manufactured. Then, a small notch was made at the center edge of the samples. The notched samples were clamped and stretched in the Instron tensile tester with a low strain rate of 0.06 s−1. The first group of control samples included pure HDDAs and self-healing elastomers that were the same size as the experimental composites. The second group of the control samples included composite samples with stiff phase HDDA and soft phase non-self-healing elastomer (also the same size as the experimental composites). These two control sample groups underwent similar tensile tests as the experimental composites.
Self-healable electronics
The self-healable conductive elastomer ink was synthesized by adding 50 wt% carbon grease to the self-healing elastomer ink. The self-healable conductive elastomer samples were fabricated using the single-material stereolithography system. A University of Southern California (USC) Trojan pad was fabricated (width 10 mm, length 10 mm, and thickness 1 mm) with the dielectric phase self-healing elastomer and the conductive phase conductive elastomer was fabricated using the multimaterial stereolithography system. The resistance was measured with a source meter (Keithley 2400). The voltage (10 V AC) for powering the LED was provided by the source meter. The force sensor was fabricated by laminating the Trojan pad between of two same-size, self-healable elastomer pads. A compressive force was applied and measured by the Instron machine with two plastic compression plates.
Results
Molecular design of the self-healable photoelastomer
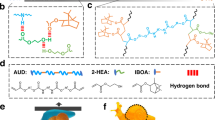
The molecular design of the self-healing elastomer with integrated photopolymerization and self-healing features is based on the coexistence of thiol (R-S-H) and disulfide (R-S-S-R′) groups (Fig. 1a). The photopolymerization is achieved by harnessing the high-rate and high-yield thiol-ene crosslinking reaction in which the thiol groups (R-S-H) and alkene groups (H2-C = C-HR′) react to form alkyl sulfides (R-S-C-C-H2R′) under the photoinduced radical initiation (Fig. 1a, b)44. Efficient self-healing is achieved by harnessing dynamic disulfide bonds that undergo disulfide metathesis reactions (assisted by a catalyst tributylphosphine) to bridge the fractured interface (Fig. 1c)45. To introduce the disulfide groups in the polymer network, we partially oxidize the thiol groups using a highly efficient oxidant, iodobenzene diacetate (IBDA) (Fig. 1a)46,47. After the partial oxidation, the thiol and disulfide groups coexist in the material ink to form thiol-disulfide oligomers. After the photopolymerization, the dynamic disulfide bonds will be covalently integrated within the crosslinker regions (Fig. 1a).

a Molecular design of the self-healing elastomer. MMDS with thiol groups was first oxidized with the IBDA to form a thiol-disulfide oligomer. The oligomer then undergoes a photoinitiated thiol-ene reaction with the V-PDMS with alkene groups to form a solid elastomer. The elastomer embeds dynamic disulfide bonds within the crosslinker region. b Stereolithography-based additive manufacturing process. An image sequence sliced from a computer-aided-design (CAD) model is sequentially projected onto a resin bath to form a layer-by-layer structure. c Schematics to show the disulfide bond enabled self-healing process. The fractured interface can be healed through a disulfide metathesis reaction. d–h The manufactured samples: d a logo of the University of Southern California, e a circular cone, f a pyramid lattice unit, g a cup, and h an octet truss lattice. i Self-healing of a shoe pad sample. The fabricated shoe pad can sustain a 540-degree twist. Once cut, the shoe pad is brought into contact to heal for 2 h at 60 °C. Then, the healed shoe pad can sustain the 540-degree twist again. The scale bars in (d–i) represent 4 mm
To prove the concept, we employed [4–6% (mercaptopropyl)methylsiloxane]-dimethylsiloxane copolymer (MMDS, Fig. S1a) and vinyl-terminated polydimethylsiloxane (V-PDMS, Fig. S1b) to provide the thiol groups and alkene groups, respectively48,49. Both chemicals have relatively low viscosities (below 200 cSt) that are suitable for the stereolithography process. V-PDMS, which has a relatively high molar mass (6000–20,000 g/mol), constitutes the polymer backbone and enables the high flexibility and stretchability of the elastomer. The material ink is used in a projection microstereolithography system to enable the rapid prototyping of various 2D/3D elastomer structures, including a logo of the University of Southern California (Fig. 1d), a circular cone (Fig. 1e), a pyramid (Fig. 1f), a cup (Fig. 1g), and an octet truss lattice (Fig. 1h). The manufacturing process is rapid with a speed of ~25 μm/s for each layer and approximately 5–60 min for each structure shown in Fig. 1d–h. The manufacturing resolution can reach as low as 13.5 μm (Fig. S2). The elastomer not only can be 3D printed to nearly any 3D architecture but can also self-heal fatal fractures. As a simple demonstration in Fig. 1i, we fabricate a delicately patterned shoe pad that can be flexibly twisted by 540 degrees. We then cut the pad into two parts and contact back to heal for 2 h at 60 °C. After the healing process, the sample can sustain the 540-degree twist again.
Characterization of the self-healing property
Next, we characterize the self-healing property of the synthesized photoelastomer (Fig. 2). We design two types of photoelastomers: experimental elastomers with IBDA-enabled disulfide bonds (Fig. 1a) and control elastomers without the disulfide bonds (the molecular structure in Fig. S3). Both elastomer inks can be 3D printed into dog-bone-shaped samples (Fig. 2a). Then, we cut the samples into two parts and brought them into contact for various healing times (0–270 min) at 60 °C. Subsequently, the samples were uniaxially stretched until rupture. We can verify the self-healing property of the experimental elastomer from three aspects. First, the existence of the disulfide bond in the experimental elastomer was verified by Raman spectroscopy measurements that show a new peak with a band at ~520 cm−1 (Fig. S4). This new band is consistent with the Raman band in the reported disulfide-bond-enabled self-healing polymers (500–550 cm−1)50,51. Second, microscopic images show that the crack gap of the fractured experimental elastomer is nicely bridged after 2 h of healing at 60 °C (Fig. 2b, c). Third, we find that the tensile strengths of the experimental elastomers gradually increase with increasing healing time until a plateau at ~100% of the original strength after 60 min (Fig. 2d). However, the tensile strengths of the control elastomers reach a plateau of only 40% of the original strength after 60 min at 60 °C (Fig. 2e, f). This result shows that the dynamic disulfide bonds play a central role in healing the fractured interface to restore 100% strength. Without the disulfide-bond-enabled interfacial bridging, the interfacial bonding of the control elastomer possibly stems from the noncrosslinking chain entanglement around the fracture interface52; however, this chain entanglement effect cannot lead to 100% interfacial self-healing.

a Self-healing process of a dog-bone-shaped elastomer sample. A dog-bone-shaped sample is first cut with a blade and brought into contact to heal for 2 h at 60 °C. The healed sample is then uniaxially stretched. The scale bar represents 5 mm. b, c The optical microscope images of the b damaged and c healed interfaces. The scale bars in (b, c) represent 50 μm. d Nominal stress-strain curves of the original and self-healed experimental elastomers for various healing times. The nominal stress is calculated as the force over the initial cross-section area of the sample neck. e Nominal stress-strain curves of the original and self-healed control elastomers for various healing times. f Healing strength ratios of the experimental and control elastomers as functions of the healing time at 60 °C. The healing strength ratio is defined as the healing strength of the self-healed sample over that of the original sample. The theoretically predicted relationship between the healing strength ratio and the healing time of the experimental elastomer agrees well with the experimental results. g Healing strength ratios of the experimental elastomers for 10-cycle healing tests (each 2 h at 60 °C)
For the experimental elastomer, we can further carry out self-healing tests for more than 10 cycles, and the corresponding healing strength ratios (tensile strength of the healed sample over that of the original sample) remain at 90–100% (Fig. 2g and S5a). It is also noted that due to the solvent-free character, the elastomer samples do not show any visible volume shrinkage during the 10-cycle healing process (each 2 h at 60 °C) (Fig. S5b). This character enables the self-healing elastomer to be intrinsically different from the reported directly written self-healing hydrogels29,30,31. In addition, we find that the mechanical properties of the experimental elastomer remain almost unchanged after being immersed in DI water for 24 h (Fig. S6), which makes these elastomers dramatically different from the moisture-sensitive self-healing elastomers with hydrogen bonds9,16.
Although the experimental elastomer displays a relatively low Young’s modulus (~17.4 kPa), the frequency sweep test verifies that its storage modulus (Young’s modulus) is much larger than the loss modulus (500–600 Pa) over a wide frequency range (0.1–10 Hz) (Fig. S7a). This result shows that the elastic character of the experimental elastomer dominates the viscous character. Additionally, we further test the storage-loss moduli of the experimental elastomer over a wide temperature range (25–165 °C), and we find that the elastomer remains stable and that the elastic character prevails (Fig. S7b). Moreover, this low-viscosity feature can also be verified by the cyclic tensile tests which show low hysteresis over three sequential loading-unloading cycles (Fig. S8).
Competition between photocuring and healing
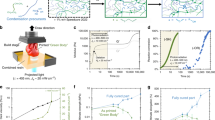
The IBDA-enabled partial oxidation is an approach to regulate the photocuring and self-healing properties. Since the total concentration of thiol groups (cT0) is initially provided, the concentrations of thiol (cT) and disulfide groups (cd) in the material ink are conserved (\(c_T + 2c_d \approx c_{T0}\) if we assume the ink volume is approximately unchanged). The number of thiol group affects the photocuring rate, and the number of disulfide group influences the healing performance; therefore, the photocuring rate and the healing efficiency are expected to be competitive. This point can first be verified by the Raman spectroscopy measurements: the Raman peak associated with the disulfide bond becomes stronger as the IBDA concentration increases (Fig. 3a), indicating that disulfide bond concentration increases as more oxidant IBDA is applied. To further verify the competition, we carried out photocuring experiments to measure the relationship between the curing depth and the photoexposure time for various IBDA concentrations (Fig. 3b). We find that the curing depth H has an approximately linear relationship with the photoexposure time t, written as \(H \approx k\left( {t - t_0} \right)\), where k is the curing coefficient (μm/s) and t0 is the threshold time for the curing depth growth. The curing coefficient k represents the photocuring rate during the AM process. The curing coefficient k decreases with increasing IBDA concentrations (η = 0–3 wt%) because more IBDAs transform more thiol groups to disulfide groups (Fig. 3b). At the same time, we find that the healing strength ratios of the cured elastomers within 2 h healing time (at 60 °C) increase as the IBDA concentration increases within η = 0–2.6 wt% (Fig. 3c). This result confirms that the properties of photocuring and self-healing are indeed competitive, and judicious selection of the IBDA concentration is required to enable both rapid photocuring and rapid self-healing. We further find that when the IBDA concentration is greater than η0 = 2.6 wt%, the healing strength ratio reaches a plateau at 100% (Fig. 3d). To enable both rapid curing and rapid self-healing ( > 90% within 2 h at 60 °C), we choose the IBDA concentration η = 2.2–2.8 wt% to carry out the oxidation experiments. If the IBDA concentration is out of this range, rapid photocuring and rapid healing cannot be achieved simultaneously.

a Raman spectra of the elastomer ink with various IBDA concentrations η (wt%). The band at ~520 cm−1 corresponds to the disulfide bond. b Photocuring depth of the photoelastomer ink as a function of the photoexposure time for various IBDA concentrations. The slope is defined as the photocuring coefficient k (μm/s). c Nominal stress-strain curves of the original and self-healed elastomers (2-h healing at 60 °C) for various IBDA concentrations. d The photocuring coefficients and healing strength ratios (2-h healing at 60 °C) of the photoelastomer as functions of the applied IBDA concentration. The shadow region with IBDA concentration η = 2.2–2.8 wt% corresponds to rapid photocuring and rapid healing
Theoretical modeling of the self-healing behavior
To theoretically understand the self-healing behavior of photoelastomers, we develop a polymer-network-based model that is an extension of a model we recently developed for self-healing hydrogels crosslinked by nanoparticles53 (model details in SI and Figs. S9-S13). The theory employs a bell-like model to analyze the stretching-induced dissociation of the dynamic disulfide bonds during the tensile loading process54 and a diffusion-reaction model to capture the chain interpenetration and recrosslinking during the self-healing process55,56,57. Using this theoretical model, we can consistently explain the experimentally measured stress-strain behaviors of the original and self-healed samples (Fig. S13). The predicted healing strength ratios also agree well with the experiments (Fig. 2f). To further verify the theory, we carry out the self-healing experiments at various temperatures (40–60 °C). The experiments show that a higher temperature leads to a more rapid healing process. Our theory can also consistently explain the experimentally measured relationships between the healing strength ratios and healing time for various temperatures (Fig. S13c). It is worth noting that the temperature plays a key role during the self-healing process. As identified from the theoretical model, the self-healing capability of the designed photoelastomer is governed by the polymer chain diffusion and disulfide group-enabled reaction across the fractured interface. A higher temperature enables the more rapid diffusion of polymer chains across the fractured interface. Additionally, according to Bell’s theory54, increasing the temperature will increase the vibrational excitation of the sulfide atoms and favor the reformation of disulfide bonds during the self-healing process. Both of these aspects have been well captured in our theoretical model. We expect that this theoretical framework can be further extended to understand self-healing soft polymers with various dynamic bonds, including dynamic covalent bonds6,7, hydrogen bonds8,9,10, metal-ligand coordination11,12, and ionic interactions14,15.
Applications of additively manufactured self-healing elastomers
Self-healable 3D soft actuator
To demonstrate potential applications, we first present a self-healable 3D soft actuator (Fig. 4a–c). The actuator is composed of a series of circular cones that can be shrunk inward to enable a contraction when a negative pressure is applied (Fig. 4a, the experimental setup in Fig. S14). When a negative pressure 30 kPa is applied, the actuator (~1 g) can lift a 10 g weight (~10 times its own weight) a distance of 6 mm. Then, we cut the actuator into two parts and bring them into contact to heal for 2 h at 60 °C. Once the actuator is self-healed, it can lift the 10 g weight a distance 6 mm again (Fig. 4a, b). The pressure-distance curve of the healed sample is very similar to that of the original one (Fig. 4c). This lifting efficiency (lifting weight per self-weight) is comparable with existing contraction actuators that are fabricated with molding or assembly methods19,58. Compared with the soft actuators fabricated using the traditional molding method21,25, the stereolithography-enabled fabrication of the self-healable soft actuator requires less time and material consumption. Compared with the AM-enabled soft actuators composed of nonhealable materials59,60, this soft actuator harnesses the self-healing elastomers to enable 100% healing after fatal fractures.

a–c Self-healable 3D soft actuator. a Negative pressure actuation can enable the additively manufactured elastomer actuator to lift a 10 g weight by 6 mm. The inset shows the CAD model of the elastomer actuator. The actuator is then cut in half and brought into contact to heal for 2 h at 60 °C. The self-healed actuator can be actuated again by the negative pressure to lift the 10 g weight by 6 mm. The scale bar represents 5 mm. b The cyclic lifting distance of the 10 g weight as a function of time of the original and self-healed actuators. c The relationships between the negative pressure values and the lifting distances of the original and self-healed actuators. d, e Self-healable structural composite. d A notched stiff-soft composite is first uniaxially stretched until a rupture and then brought into contact to heal for 2 h at 60 °C. The healed composite is then uniaxially stretched again until a rupture. The scale bar represents 3 mm. e The toughnesses of the original and healed experimental composites, single materials (pure plastic and pure elastomer), and the original and healed control composites. The toughness is defined as the enveloped area of the uniaxial nominal stress-strain curves until the rupture per unit sample area. f–h Self-healable architected electronics. f A flexible Trojan pad with a self-healable elastomer phase and a self-healable conductor phase can power an LED. Once cut and healed after 4 h at 60 °C, the self-healed Trojan pad can again sustain bending and power the LED. The scale bar represents 4 mm. g The resistance of the conductive path of the Trojan path before and after self-healing. h The relationships between the normalized resistances and the applied force of the original and self-healed force sensors. The normalized resistance is calculated as the resistance normalized by the resistance for the force-free state. The inset shows the working paradigm of the force sensor
Self-healable structural composite
Natural structural materials, such as nacres and teeth, feature outstanding toughness, primarily due to their multiphase composition in which both stiff and soft phases are arranged in complex architectures26,27. These structural composites motivate tremendous efforts in creating tough synthetic composites with multiple phases26,27; however, these natural and synthetic composites are generally not self-healable. Here, we demonstrate AM of a healable nacre-like composite composed of a nonhealable stiff plastic phase and a healable soft elastomer phase (Fig. 4d, the multimaterial stereolithography system is shown in Fig. S15). During the photopolymerization enabled AM process, a thiol-acrylate reaction is triggered to enable a relatively strong interfacial bonding between the two phases (Fig. S16a)61. Under a tensile load, the crack in the composite sample (with a small crack notch) propagates through the soft phase in a wavy pattern, inducing a greater toughness than the parent materials (Fig. 4e and S16b). Since the crack propagates through the soft phase, we bring the two fractured parts back to heal for 2 h at 60 °C. After the healing process, the sample can sustain the tensile load again, and the toughness is ~90% of that of the original composite (Fig. 4d, e). As a control experiment, we manufacture a stiff-soft composite with nonhealable soft elastomers that only shows 14.5% of the original toughness in the second load (Fig. 4e and S16c).
Self-healable architected electronics
The self-healing photoelastomer is dielectric; to enable electronic conductivity, we dope carbon-blacks into the elastomer ink (Fig. 4f, see Methods). We additively manufacture a flexible composite pad with a dielectric elastomer phase and a conductive elastomer phase with a contour path of the USC Trojan. We show that the sample is conductive along the Trojan path to power an LED, and can also be bent at a large angle (~120°). Since both phases in the composite pad are self-healable, we then bring two parts back to heal the interface for 4 h at 60 °C. The healed pad becomes conductive again and can be used to power the LED. We find that the resistance of the healed sample only changes by 9% (Fig. 4g). The composite pad can be used as a self-healable force sensor, as the resistance of the conductive pathway decreases with an increase in the compressive force (Fig. 4h). This result is likely due to the effective spacing between carbon black particles within the conductor becoming smaller when a compressive force is applied16. The relationship between the relative resistance and the applied force can be used as a sensing signal to inversely predict the applied force. When we cut the structure and heal back for 4 h at 60 °C, we obtain a self-healed force sensor with the resistance-force curve close to that of the original force sensor (Fig. 4h).
Discussion
In summary, we present a molecularly designed photoelastomer ink that can enable stereolithography-based AM of elastomers with rapid and full self-healing. The dual functions of photopolymerization and self-healing are achieved by molecularly balancing the thiol and disulfide groups in the material ink. As a model self-healing photoelastomer, the material system with adequate modifications should be easily translatable to other photopolymerization-based AM systems, such as self-propagation photopolymer waveguide37,38, two-photon lithography39,40,62, and PolyJet printing41. The AM of self-healing elastomers with various tailored 3D architectures is expected to open various application possibilities not limited to the demonstrated 3D soft actuators (Fig. 4a–c), structural composites (Fig. 4d, e), and flexible electronics (Fig. 4f–h) but may also include artificial organs, biomedical implants, and bionic sensors and robotics20,25,42,63,64. In addition, in nature, the disulfide bond is a reversible cross-link that provides tunable stability to folded structures of proteins with specific mechanical functions, such as molecular sensing, switching, and signaling65,66. The AM of biomimetic materials with dynamic disulfide bonds may open possibilities for materials with protein-like functions. Moreover, as a model system to incorporate desirable material properties (i.e., self-healing) into the existing AM system, the molecular design strategy may be extended to various other salient properties, such as stimulus actuation41,67 and mechanochromism68. To that end, the presented strategy may motivate molecular designs of various unprecedented material inks for emerging AM systems to enable rapid prototyping of 3D structures that cannot be fabricated with traditional shaping methods38,69,70,71.
References
Wu, D. Y., Meure, S. & Solomon, D. Self-healing polymeric materials: a review of recent developments. Progress. Polym. Sci. 33, 479–522 (2008).
Blaiszik, B. et al. Self-healing polymers and composites. Annu. Rev. Mater. Res. 40, 179–211 (2010).
Yang, Y. & Urban, M. W. Self-healing polymeric materials. Chem. Soc. Rev. 42, 7446–7467 (2013).
Toohey, K. S., Sottos, N. R., Lewis, J. A., Moore, J. S. & White, S. R. Self-healing materials with microvascular networks. Nat. Mater. 6, 581–585 (2007).
White, S. R. et al. Autonomic healing of polymer composites. Nature 409, 794–797 (2001).
Chen, X. et al. A thermally re-mendable cross-linked polymeric material. Science 295, 1698–1702 (2002).
Ghosh, B. & Urban, M. W. Self-repairing oxetane-substituted chitosan polyurethane networks. Science 323, 1458–1460 (2009).
Sijbesma, R. P. et al. Reversible polymers formed from self-complementary monomers using quadruple hydrogen bonding. Science 278, 1601–1604 (1997).
Cordier, P., Tournilhac, F., Soulié-Ziakovic, C. & Leibler, L. Self-healing and thermoreversible rubber from supramolecular assembly. Nature 451, 977–980 (2008).
Chen, Y., Kushner, A. M., Williams, G. A. & Guan, Z. Multiphase design of autonomic self-healing thermoplastic elastomers. Nat. Chem. 4, 467–472 (2012).
Burnworth, M. et al. Optically healable supramolecular polymers. Nature 472, 334–337 (2011).
Li, C.-H. et al. A highly stretchable autonomous self-healing elastomer. Nat. Chem. 8, 618 (2016).
Okay O. Self-healing hydrogels formed via hydrophobic interactions. In: Supramolecular Polymer Networks and Gels (ed Seiffert S). Springer (2015). https://link.springer.com/chapter/10.1007/978-3-319-15404-6_3.
Wang, Q. et al. High-water-content mouldable hydrogels by mixing clay and a dendritic molecular binder. Nature 463, 339–343 (2010).
Sun, T. L. et al. Physical hydrogels composed of polyampholytes demonstrate high toughness and viscoelasticity. Nat. Mater. 12, 932–937 (2013).
Tee, B. C., Wang, C., Allen, R. & Bao, Z. An electrically and mechanically self-healing composite with pressure-and flexion-sensitive properties for electronic skin applications. Nat. Nanotechnol. 7, 825–832 (2012).
Zou, Z. et al. Rehealable, fully recyclable, and malleable electronic skin enabled by dynamic covalent thermoset nanocomposite. Sci. Adv. 4, eaaq0508 (2018).
Oh, J. Y. et al. Intrinsically stretchable and healable semiconducting polymer for organic transistors. Nature 539, 411 (2016).
Acome, E. et al. Hydraulically amplified self-healing electrostatic actuators with muscle-like performance. Science 359, 61–65 (2018).
Bilodeau, R. A. & Kramer, R. K. Self-healing and damage resilience for soft robotics: a review. Front. Robot. AI 4, 48 (2017).
Terryn, S., Brancart, J., Lefeber, D., Van Assche, G. & Vanderborght, B. Self-healing soft pneumatic robots. Sci. Robot. 2, eaan4268 (2017).
Wang, C. et al. Self-healing chemistry enables the stable operation of silicon microparticle anodes for high-energy lithium-ion batteries. Nat. Chem. 5, 1042–1048 (2013).
Zaribaf, B. H., Lee, S.-J., Kim, J.-H., Park, P.-K. & Kim, J.-H. Toward in situ healing of compromised polymericmembranes. Environ. Sci. Technol. Lett. 1, 113–116 (2014).
Brochu, A. B., Craig, S. L. & Reichert, W. M. Self‐healing biomaterials. J. Biomed. Mater. Res. A. 96, 492–506 (2011).
Rus, D. & Tolley, M. T. Design, fabrication and control of soft robots. Nature 521, 467 (2015).
Studart, A. R. Additive manufacturing of biologically-inspired materials. Chem. Soc. Rev. 45, 359–376 (2016).
Wegst, U. G., Bai, H., Saiz, E., Tomsia, A. P. & Ritchie, R. O. Bioinspired structural materials. Nat. Mater. 14, 23–36 (2015).
Benight, S. J., Wang, C., Tok, J. B. & Bao, Z. Stretchable and self-healing polymers and devices for electronic skin. Progress. Polym. Sci. 38, 1961–1977 (2013).
Liu, S. & Li, L. Ultrastretchable and Self-Healing Double-Network Hydrogel for 3D Printing and Strain Sensor. ACS Appl. Mater. & Interfaces 9, 26429–26437 (2017).
Darabi, M. A. et al. Skin‐inspired multifunctional autonomic‐intrinsic conductive self‐healing hydrogels with pressure sensitivity, stretchability, and 3D printability. Adv. Mater. 29, 1700533 (2017).
Nadgorny, M., Xiao, Z. & Connal, L. A. 2D and 3D-printing of self-healing gels: design and extrusion of self-rolling objects. Mol. Syst. Des. Eng. 2, 283–292 (2017).
Kuang, X. et al. 3D printing of highly stretchable, shape-memory, and self-healing elastomer toward novel 4D printing. ACS Appl. Mater. Interfaces 10, 7381–7388 (2018).
Bhattacharjee, T. et al. Writing in the granular gel medium. Sci. Adv. 1, e1500655 (2015).
Moderator:, Trimmer, B., Participants:, Lewis, J. A., Shepherd, R. F. & Lipson, H. 3D printing soft materials: what is possible? Soft Robot. 2, 3–6 (2015).
Zheng, X. et al. Ultralight, ultrastiff mechanical metamaterials. Science 344, 1373–1377 (2014).
Wang, Q. et al. Lightweight mechanical metamaterials with tunable negative thermal expansion. Phys. Rev. Lett. 117, 175901 (2016).
Schaedler, T. A. et al. Ultralight metallic microlattices. Science 334, 962–965 (2011).
Eckel, Z. C. et al. Additive manufacturing of polymer-derived ceramics. Science 351, 58–62 (2016).
Meza, L. R., Das, S. & Greer, J. R. Strong, lightweight, and recoverable three-dimensional ceramic nanolattices. Science 345, 1322–1326 (2014).
Bauer, J., Schroer, A., Schwaiger, R. & Kraft, O. Approaching theoretical strength in glassy carbon nanolattices. Nat. Mater. 15, 438–443 (2016).
Ding, Z. et al. Direct 4D printing via active composite materials. Sci. Adv. 3, e1602890 (2017).
Truby, R. L. & Lewis, J. A. Printing soft matter in three dimensions. Nature 540, 371 (2016).
Tumbleston, J. R. et al. Continuous liquid interface production of 3D objects. Science 347, 1349–1352 (2015).
Zhou, J., Zhang, Q., Zhang, H., Tan, J. & Chen, S. Evaluation of thiol-ene photo-curable resins using in rapid prototyping. Rapid Prototyp. J. 22, 465–473 (2016).
Lei, Z. Q., Xiang, H. P., Yuan, Y. J., Rong, M. Z. & Zhang, M. Q. Room-temperature self-healable and remoldable cross-linked polymer based on the dynamic exchange of disulfide bonds. Chem. Mater. 26, 2038–2046 (2014).
Rattanangkool, E. et al. Hypervalent Iodine (III)‐promoted metal‐free S–H activation: an approach for the construction of S–S, S–N, and S–C bonds. Eur. J. Org. Chem. 2014, 4795–4804 (2014).
Acosta Ortiz R., et al. Self-Healing Photocurable Epoxy/thiol-ene Systems Using an Aromatic Epoxy Resin. Adv. Mater. Sci. Eng. 2016, 8245972 (2016). https://www.hindawi.com/journals/amse/2016/8245972/.
Nguyen, K. D., Megone, W. V., Kong, D. & Gautrot, J. E. Ultrafast diffusion-controlled thiol–ene based crosslinking of silicone elastomers with tailored mechanical properties for biomedical applications. Polym. Chem. 7, 5281–5293 (2016).
Wallin, T. et al. Click chemistry stereolithography for soft robots that self-heal. J. Mater. Chem. B 5, 6249–6255 (2017).
Xu, Y. & Chen, D. A novel self‐healing polyurethane based on disulfide bonds. Macromol. Chem. Phys. 217, 1191–1196 (2016).
Jian, X., Hu, Y., Zhou, W. & Xiao, L. Self‐healing polyurethane based on disulfide bond and hydrogen bond. Polym. Adv. Technol. 29, 463–469 (2018).
Wool, R. P. Self-healing materials: a review. Soft Matter 4, 400–418 (2008).
Wang, Q., Gao, Z. & Yu, K. Interfacial self-healing of nanocomposite hydrogels: theory and experiment. J. Mech. Phys. Solids 109, 288–306 (2017).
Bell, G. I. Models for the specific adhesion of cells to cells. Science 200, 618–627 (1978).
de Gennes, P. G. Reptation of a polymer chain in the presence of fixed obstacles. J. Chem. Phys. 55, 572–579 (1971).
Rubinstein M., Colby R. Polymer Physics. (Oxford University Press, Oxford, 2003).
Crank J. The mathematics of diffusion. (Oxford university press, Oxford, 1979).
Yang, D. et al. Buckling pneumatic linear actuators inspired by muscle. Adv. Mater. Technol. 1, 1600055 (2016).
Wehner, M. et al. An integrated design and fabrication strategy for entirely soft, autonomous robots. Nature 536, 451 (2016).
Schaffner, M. et al. 3D printing of robotic soft actuators with programmable bioinspired architectures. Nat. Commun. 9, 878 (2018).
Jian, Y. et al. Thiol–epoxy/thiol–acrylate hybrid materials synthesized by photopolymerization. J. Mater. Chem. C. 1, 4481–4489 (2013).
Bauer, J. et al. Nanolattices: an emerging class of mechanical metamaterials. Adv. Mater. 29, 1701850 (2017).
Melchels, F. P. et al. Additive manufacturing of tissues and organs. Progress. Polym. Sci. 37, 1079–1104 (2012).
Kong, Y. L., Gupta, M. K., Johnson, B. N. & McAlpine, M. C. 3D printed bionic nanodevices. Nano Today 11, 330–350 (2016).
Åslund, F. & Beckwith, J. Bridge over troubled waters. Cell 96, 751–753 (1999).
Hogg, P. J. Disulfide bonds as switches for protein function. Trends Biochem. Sci. 28, 210–214 (2003).
Gladman, A. S., Matsumoto, E. A., Nuzzo, R. G., Mahadevan, L. & Lewis, J. A. Biomimetic 4D printing. Nat. Mater. 15, 413 (2016).
Wang, Q., Gossweiler, G. R., Craig, S. L. & Zhao, X. Cephalopod-inspired design of electro-mechano-chemically responsive elastomers for on-demand fluorescent patterning. Nat. Commun. 5, 4899 (2014).
Hegde, M. et al. 3D printing all‐aromatic polyimides using mask‐projection stereolithography: processing the nonprocessable. Adv. Mater. 29, 1701240 (2017).
Vyatskikh, A. et al. Additive manufacturing of 3D nano-architected metals. Nat. Commun. 9, 593 (2018).
Zhang, B., Kowsari, K., Serjouei, A., Dunn, M. L. & Ge, Q. Reprocessable thermosets for sustainable three-dimensional printing. Nat. Commun. 9, 1831 (2018).
Acknowledgements
The authors acknowledge funding support from the Air Force Office of Scientific Research Young Investigator Program (FA9550-18-1-0192, Program Manager: Dr. Jaimie S. Tiley) and the National Science Foundation (CMMI-1762567). The authors thank Dr. Qibing Pei at the University of California, Los Angeles, for using the RSA III TA instrument.
Author information
Authors and Affiliations
Contributions
K.Y. and Q.W. designed the research, developed the analytical models, and interpreted the results. K.Y. carried out the experiments with the technical support of A.X.. H.D., K.Y., and Q.W. wrote the manuscript, and all authors contributed to revising the manuscript.
Corresponding author
Ethics declarations
Conflict of interest
The University of Southern California has filed a patent application related to the work described here.
Additional information
Publisher’s note: Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Supplementary information
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license, and indicate if changes were made. The images or other third party material in this article are included in the article’s Creative Commons license, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons license and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this license, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Yu, K., Xin, A., Du, H. et al. Additive manufacturing of self-healing elastomers. NPG Asia Mater 11, 7 (2019). https://doi.org/10.1038/s41427-019-0109-y
Received:
Revised:
Accepted:
Published:
DOI: https://doi.org/10.1038/s41427-019-0109-y
This article is cited by
-
A Review and Comparison of Linear Pneumatic Artificial Muscles
International Journal of Precision Engineering and Manufacturing-Green Technology (2024)
-
Soft actuators for real-world applications
Nature Reviews Materials (2021)
-
3D-printed self-healing hydrogels via Digital Light Processing
Nature Communications (2021)
-
Self-healing Polyurethane Elastomer Based on Molecular Design: Combination of Reversible Hydrogen Bonds and High Segment Mobility
Journal of Inorganic and Organometallic Polymers and Materials (2021)
-
Self-healing materials for space applications: overview of present development and major limitations
CEAS Space Journal (2021)
