
Abstract
Printing solutions have attracted wide attention from various research fields, but thin films made by printing technologies still cannot match the quality of the films made by conventional thin-film deposition methods. In this study, a flash-evaporation printing (FEP) technology, which employed a freestanding carbon nanotube (CNT) flash evaporator, was developed to address this issue and to achieve a compact physical vapor deposition geometry. The target material precoated on the CNT flash evaporator was printed onto a substrate by gas-phase transportation. The FEP methodology presented a printable solution for hybrid perovskite thin films. The as-fabricated photovoltaic devices showed power conversion efficiencies of ∼10.3%, and the thin films were also utilized as potential photodetectors. In addition, this technology can also be used to print patterns and a wide variety of materials on large panels. The environmentally friendly and cost-effective FEP technology will be of significant benefit to printed electronics, organic electronics and future flexible electronics.
Similar content being viewed by others

Introduction
For centuries, printing has been improving social civilization, from Gutenberg’s printing press to today’s state-of-the-art printing industry. Printing methodologies evolved into printed electronics when microelectronics were developed, making integrated circuits printable, flexible and cheaper. Printed electronics use printable paste and ink made from functional materials with complex recipes.1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11 Thus, the quality of printed films usually cannot be compared with thin films made by conventional physical vapor deposition (PVD) methods because of the high purity of the vapor source generated from the target in vacuum in PVD processes. This suggests that a great improvement of printed electronics is possible by integrating vacuum PVD procedures into printing processes.
Here, we propose a flash-evaporation printing (FEP) methodology that successfully combines a compact PVD process with printed electronics. The success is attributed to the flash evaporator made by cross-stacked superaligned carbon nanotube (CNT) films resulting in a fast high-temperature response.12, 13, 14 The evaporator is ∼1.5 μm in thickness, and the heat capacity per unit area (HCPUA) is only ∼0.1 J m−2 K−1, over 3 orders of magnitude lower than metal heaters used in conventional thermal evaporation. A flash-evaporation transfer ribbon was developed by coating a target material on the evaporator. The printing of the target material was conducted by the gas-phase transportation from the hot CNT evaporator stimulated by laser irradiation to the cold substrate below. The CNT evaporator, the facile transfer ribbon and the compact geometry promote the invariable flash evaporation that was implemented in a large thermal-evaporation facility to a different and new printing methodology.15, 16, 17
Organic–inorganic hybrid perovskites, such as CH3NH3PbI3 (MAPbI3), have recently captured intense research interest for their promising optoelectronic applications with low cost and high performance.18, 19, 20, 21, 22, 23, 24, 25, 26, 27, 28, 29 A two-step deposition30 is the common route to synthesize perovskite thin films. In this process, lead iodide (PbI2) is first introduced using solution or vapor deposition methods and is subsequently transformed into the perovskite by reacting with CH3NH3I (methylammonium iodide (MAI)). Typically, the as-formed compact PbI2 layer blocks MAI penetration and diffusion into the deeper PbI2 layer, resulting in the incomplete transformation of PbI2 to the perovskite.31 Several strategies have been developed to solve this problem, such as incorporating a small amount of MAI32 or additive33 into the precursor solution, producing a porous PbI2 nanostructured layer by solvent engineering,31, 34 using PbI2/MAI multilayer stacks35 and others.36 However, fabricating perovskite thin films with a printing methodology is also an emerging trend.37, 38 Here, the new FEP methodology was used to fabricate MAPbI3 perovskite thin films. Nanoporous PbI2 thin films were directly printed on substrates as precursors by FEP, and then high-quality perovskite thin films were produced by an in situ reaction with an MAI solution. The properties and morphology of the as-prepared films were shown to be satisfactory by X-ray diffraction (XRD), ultraviolet–visible (UV–Vis) absorption spectroscopy and scanning electron microscopy (SEM). To further reveal the potential of the FEP technique, perovskite thin films were integrated into photovoltaic devices that exhibited power conversion efficiencies (PCEs) of ∼10.3%, and these films were also utilized to make photodetectors. Furthermore, this distinctive printing method is competent for patterning and is environmentally friendly and cost effective. The FEP technique will prove itself applicable to a wide variety of materials and will be a great impetus to printable electronics and flexible electronics.
Materials and methods
Materials
Unless specified otherwise, all materials were purchased from either Alfa Aesar (Ward Hill, MA, USA) or Sigma-Aldrich (St Louis, MO, USA). MAI was purchased from Dyesol (Queanbeyan, NSW, Australia).
Fabrication of the flash-evaporation transfer ribbon
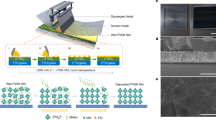
CNT films, used as building blocks for the flash evaporator, were dry spun from superaligned CNT arrays synthesized on silicon wafers by low-pressure chemical vapor deposition.39, 40 A cross-stacked CNT sheet with 15 single layers was coated onto a 25 × 25 mm2 metal frame. After stacking, the CNT sheet was dipped in ethanol and dried in air at room temperature to make the CNTs compact. A PbI2 solution made of 1.3 M PbI2 precursor in anhydrous dimethylformamide and dimethylsulfoxide (17:3, v/v) was then deposited onto the CNT sheet by spin-coating. The transfer ribbon was made by dropping 100 μl of the PbI2 solution onto the CNT sheet mounted on a sample holder and then spinning at 2000 r.p.m. for 30 s. During the formation of the PbI2 film precursor, the transfer ribbon was heated to 100 °C for 10 min to remove the solvents. Notably, the transfer ribbon can be scaled up using larger CNT evaporators, as the mass production of a superaligned CNT array on an 8 inch wafer has been realized, and ∼200 m-long CNT thin films can be spun from each wafer.40 After the fabrication, a flash-evaporation transfer ribbon was placed on top of a substrate with a gap of 1 mm, as shown in the schematic diagram of the FEP (Figure 1a). A sample holder was employed to set the substrate and the transfer ribbon that can be seen in the compact FEP chamber (Supplementary Figure S1).

Illustration of the flash-evaporation printing (FEP) process and morphology of the transfer ribbon. (a) Schematic depiction of the experimental setup of the FEP. (b) Photograph of the carbon nanotube (CNT) sheet as the flash evaporator. (c, d) Optical micrographs of the CNT evaporator and the transfer ribbon. (e) Scanning electron microscopy (SEM) image of PbI2 on the CNT films. (f) Clean CNT films without PbI2 residue after flash evaporation.
Temperature measurement of the hot CNT flash evaporator
The spectra of the hot CNT flash evaporator were recorded by a spectrometer (Konica Minolta CS-1000, Tokyo, Japan), and the temperature was derived by fitting the spectra with the blackbody radiation law, as we previously reported.41, 42 The variation of the laser-power-dependent heating temperature is shown in Supplementary Figure S2.
Photovoltaic device fabrication
Devices were fabricated on fluorine-doped tin oxide (FTO)-coated glass (Nippon Sheet Glass Co., Ltd, Tokyo, Japan). Initially, FTO was removed from the region under the anode contact area by etching the FTO with 2 M HCl and zinc powder. The substrates were then cleaned sequentially in soap, deionized water, ethanol, acetone, isopropanol and oxygen plasma. A compact layer of titanium dioxide (TiO2) was subsequently deposited by spin-coating a mildly acidic solution of titanium isopropoxide in ethanol at 2000 r.p.m. for 60 s and annealing at 500 °C for 30 min. Then, 80 μl of a PCBM ([6,6]-phenyl-C61-butyric acid methyl ester) solution (10 mg ml−1) was spin-coated on the top of TiO2 at 4000 r.p.m. for 40 s in a glovebox. The PbI2 film was printed on the PCBM/TiO2 substrate via the FEP process. After PbI2 deposition, the samples were transferred into a glovebox for further processing. The perovskite layer was obtained by dipping the PbI2 precursor into an MAI solution (10 mg MAI in per ml isopropyl alcohol) for 10 min and drying at 100 °C for 30 min. The hole-transport layer was deposited by spin-coating 2,2′,7,7′-tetrakis(N,N-di(4-methoxyphenyl)amino)-9,9′-spirobifluorene (Spiro-OMeTAD) in chlorobenzene solution with added tert-butylpyridine and lithium bis(trifluoromethanesulfonyl)imide. The manufacturing process of the device was completed by thermally evaporating Au as the back electrode.
Characterization
The quality and morphology of the thin films were characterized by XRD (Rigaku D/max-2500/PC, Tokyo, Japan), UV–Vis absorption spectroscopy (Perkin Elmer Lambda 950, Waltham, MA, USA) and SEM (FEI Sirion 200, operated at 10 kV, Hillsboro, OR, USA). The current–voltage characteristics of the solar cells were recorded under AM 1.5G 100 mW cm−2 simulated sunlight (Newport Oriel 92192, Irvine, CA, USA) with a Keithley 2400 sourcemeter (Solon, OH, USA), previously calibrated with a calibrated Si solar cell. The solar cells were masked with a metal aperture defining the active area (0.06 cm2) of the devices. The incident photon-to-current efficiency (IPCE) spectra were characterized using a QEX10 solar cell quantum efficiency measurement system (QEX10, PV Measurements, Boulder, CO, USA). The photocurrent signal of the photodetector was measured using an Agilent (Santa Clara, CA, USA) B2902A sourcemeter by illuminating the device through a 0.2 cm2 aperture with a xenon lamp (AuLight, CEL-HXF300, Beijing, China) filtered by a bandpass filter of 530 nm. The power was measured with a calibrated Thorlabs (Newton, NJ, USA) PM100D power meter. The response speed was surveyed by illuminating the device with a supercontinuum white-light source (NKT Photonics, Birkerød, Denmark, SuperK Compact), and the photocurrent was recorded with a Tektronix (Beaverton, OR, USA) oscilloscope (TDS2012C).
Results and discussion
The FEP technology is illustrated in Figure 1a, and a photograph of the experimental setup is shown in Supplementary Figure S1. A flash-evaporation transfer ribbon with PbI2 coated on CNT film-based evaporator was set on top of a substrate with a 1 mm gap. A picture of the 25 × 25 mm2 freestanding CNT sheet is shown in Figure 1b, and Figure 1c provides an optical micrograph. The HCPUA and the thickness of the CNT evaporator were ∼0.1 J m−2 K−1 and 1.5 μm, respectively, that were calculated from the data of a single-layer CNT film (0.0077 J m−2 K−1 and 100 nm per layer).12 The HCPUA and the thickness are much smaller than those of a conventional metal heater in a thermal evaporator; for example, the tantalum heater used in the study of Longo et al.17 was 117 J m−2 K−1 and 100 μm in thickness. The ultrasmall HCPUA and thickness are endowed by the unique CNT material and can hardly be achieved by conventional materials, ensuring the feasibility of the FEP. The flash-evaporation transfer ribbon is shown in Figure 1d (optical micrograph) and Figure 1e (SEM image). The base pressure of the process chamber was ∼10−3 mbar. Because the CNT evaporator is black, as shown in Figure 1b, the yttrium aluminum garnet laser with a wavelength of 1.06 μm was employed as a stimulus. The laser beam scanned the transfer ribbon with a speed of 1 m s−1 through a quartz window. The laser spot was ∼1 mm in diameter, and the pitch of the scanning lines was 100 μm. The temperature of the laser-heated flash evaporator can be modulated by the laser power, as shown in Supplementary Figure S2, and the optimized power was 12 W for printing the PbI2 precursor film. The CNT evaporator can be heated to ∼1100 °C instantaneously because of its ultrasmall heat capacity. Then, flash evaporation can start immediately, and gas-phase PbI2 can be transported from the transfer ribbon to the substrate. It takes only ∼4 s to print a 20 × 20 mm2 PbI2 film. More experiments showed that the thicknesses of the printed PbI2 films could be well controlled by the amount of PbI2 spin-coated on the CNT films (Supplementary Figure S3). Figure 1f shows the morphology of the transfer ribbon after flash evaporation, revealing a very clean surface without PbI2 residue, suggesting that the flash-evaporation process is efficient.
The as-printed thin film was investigated by XRD and SEM. The XRD result is shown in Figure 2a. An intense peak at 12.6° corresponds to the (001) diffraction peak of PbI2, validating the success of the FEP technology in printing the PbI2 film. The surface morphology of the PbI2 film was also investigated, and the SEM images at different magnifications are given in Figures 2c and d. The morphology of the PbI2 film is uniform and abundant of nanoscaled grains that is obviously distinct from a solution-processed PbI2 film (Supplementary Figure S4), and this highly porous nanostructure is favorable for subsequent MAI penetration and perovskite synthesis.

Characterization of the as-printed thin films. (a) X-ray diffraction (XRD) patterns and (b) ultraviolet–visible (UV–Vis) absorption spectra of the PbI2 and MAPbI3 thin films deposited on FTO/TiO2/PCBM substrates. (c, d) Scanning electron microscopy (SEM) images of the PbI2 film deposited on an FTO/TiO2/PCBM substrate. (e, f) SEM images of the perovskite film derived from the PbI2 film dipped into methylammonium iodide (MAI) solution. FTO, fluorine-doped tin oxide; PCBM, [6,6]-phenyl-C61-butyric acid methyl ester; TiO2, titanium dioxide.
The well-prepared PbI2 precursor allows for the fabrication of the final MAPbI3 perovskite thin film. The PbI2 film was dipped into an MAI solution (10 mg ml−1 in isopropyl alcohol). The yellow PbI2 film immediately turned dark red once the film was immersed into the MAI bath, indicating that the PbI2 film reacted with MAI efficiently. The dipping process took 10 min, and then the in situ synthesized film was studied by SEM, XRD and UV–Vis absorption spectroscopy. The SEM images in Figures 2e and f show a uniform surface and a notable change of morphology induced by the MAI bath. The crystalline structure was further studied by XRD, as depicted in Figure 2a. Intense diffraction peaks at 14.1°, 28.4°, and 31.8° of the red plot correspond to the (110), (220), and (310) planes of the tetragonal MAPbI3 phase.21, 30, 43 Moreover, the XRD pattern exhibits two extra peaks at 19.9° and 24.4° that were observed in the simulated perovskite XRD pattern reported by Malinkiewicz et al.44 It is noteworthy that there is only a small signature of a peak at 12.6° (PbI2), indicating that there is little PbI2 left on the substrate. Hence, the perovskite film has a high phase purity. UV–Vis absorption spectroscopy was then used to study the characteristic absorption of the perovskite films, as given in Figure 2b. The two comparative absorption spectra show the prominent changes of the optical properties induced by the MAI bath. This figure also shows a band-to-band optical absorption edge at ∼800 nm (∼1.55 eV) for the MAPbI3 perovskite, with an absorption plateau at wavelengths below 500 nm.23, 45 The strong absorption of light indicates that the perovskite film may be promising for photovoltaic applications.
The FEP technology and the perovskite film made by the two-step strategy can be integrated into a solar cell. The details of the fabrication and characterization of the devices can be found in the Materials and Methods section. Figure 3a provides the structural diagram of the planar perovskite solar cell: an FTO glass served as a transparent electrode; a PCBM-coated TiO2 film served as an electron-transport layer; a perovskite absorber layer was derived from the printed PbI2, Spiro-OMeTAD served as the hole-transport layer and Au served as a back electrode. The color-enhanced cross-sectional SEM image of the device architecture is shown in Figure 3c, where each layer can be clearly defined according to the color variation. The energy-level diagram is shown in Figure 3b. Note that PCBM is also important to achieve better electron extraction and transportation that can be examined in the comparative studies in the following experiments. Figures 3d and e display the representative current density versus voltage (J–V) characteristics and external quantum efficiency (EQE) or IPCE46 spectra of the optimized planar devices.

The structure and performances of the perovskite solar cells. (a) Structural diagram of the hybrid perovskite photovoltaic device. (b) Energy band alignment of the device stack. (c) False color cross-sectional-view scanning electron microscopy (SEM) image of a complete photovoltaic device. (d) J–V curves of the best-performing devices measured at a simulated AM1.5G solar irradiation of 100 mW cm−2. (e) Incident photon-to-current efficiency (IPCE) spectra (the right-hand axis indicates the integrated photocurrent expected to be generated under AM1.5G irradiation).
Hysteresis phenomena were also revealed by the forward and reverse voltage scans. Table 1 summarizes the photovoltaic parameters of these devices. The optimized device with the PCBM layer showed an open-circuit voltage (Voc) of 0.94 V, a short-circuit current density (Jsc) of 15.9 mA cm−2, a fill factor of 68.9% and a PCE of 10.3% in the reverse scan. In the forward scan, a PCE of 8.9% was obtained with a Voc of 0.94 V, a Jsc of 14.5 mA cm−2 and a fill factor of 65.3%. Furthermore, the Jsc was confirmed by IPCE measurement (Figure 3e) with an integrated Jsc of 14.5 mA cm−2. The device without the PCBM layer showed a much lower PCE with pronounced hysteresis, indicating the vital role of PCBM in modifying the TiO2/perovskite interface.21, 47 Moreover, the nanostructured PbI2 precursor made by FEP showed performance advantages compared with the solution-processed PbI2 precursor synthesized in our lab.
The photovoltaic parameters of the best-performing device prepared starting from solution-processed PbI2 are also listed in Table 1 for comparison, and the J–V characteristics of this batch of samples are provided in Supplementary Figure S5. The PCEs can be possibly improved by following the latest enhancement techniques, for example, utilizing mixed-cation perovskites and mesoporous TiO2 or performing extra solution processing to smoothen the perovskite surface.48 In addition, an optimized FEP system with an ultrahigh vacuum, a load lock and a transfer chamber will be beneficial to the printed thin films, as the materials can thus avoid exposure to active residual and air.
The as-fabricated perovskite photovoltaic devices can also be used as photodetectors. The responsivity of the device can be calculated from the IPCE spectra (Figure 3e) by the following equation:49, 50

where EQE is the external quantum efficiency, also known as IPCE, Rλ is the responsivity, λ is the light wavelength in nm, h is Planck’s constant, c represents the velocity of light in a vacuum and e is the elementary charge. The Rλ versus λ curves are presented in Figure 4a. It shows that the devices with PCBM have a photoresponse from 350 to 780 nm, suggesting that the photodetector has a wide-range photoresponse from UV to visible light. The peak responsivity was 0.31 A W−1 at a wavelength of 740 nm, comparable to commercial large-area silicon photodiodes.51 Further experiments were performed to investigate the responses to varying degrees of input irradiance under the illumination of light with a wavelength of 530 nm. Figure 4b shows the photocurrent versus incident light intensity plots for the devices, revealing linear responses. The linear dynamic range (LDR) can thus be calculated according to the equation of LDR=20 log(Jph*/Jdark), where Jph* is the photocurrent measured at a light intensity of 1 mW cm−2.52 The LDR exceeded 80 dB for the photodetector with PCBM, and this is higher than those of InGaAs photodetectors (66 dB). The comparative curves in Figures 4a and b also indicate that the device with PCBM performs much better. Moreover, the device functioned well in the measurement of response speed with an oscilloscope. A supercontinuum white-light source with a pulse duration < 2 ns and a frequency of 500 Hz53 was irradiated on the device. The transient photocurrent response of the device with PCBM is shown in Figure 4c. The rise time and decay time (defined as the time to reach 90% of the maximum photocurrent from the dark current and the time to recover to 1/e of the maximum photocurrent, respectively54) were ∼10 and 200 μs, respectively, agreeing well with the results in the literature.29, 55 Therefore, it can be confirmed that the FEP methodology is well suited to fabricate perovskite films for solar cells and photodetectors.

The properties of the perovskite photodetectors. (a) Spectral responsivity derived from the incident photon-to-current efficiency (IPCE) spectra. (b) Photocurrent linearity upon varying the 530 nm input irradiance. (c) Transient photocurrent response at a pulse frequency of 500 Hz with a device area of 0.2 cm2.
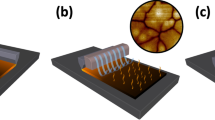
The FEP technique can also be employed to print patterned thin films that is essential for printing technologies. Figure 5 shows a simple but efficient strategy to pattern perovskites with a shadow mask. The substrate was first covered by a mask with desired patterns, and then PbI2 was printed onto the mask-covered substrate with the FEP process, and finally the printed film was exposed to the MAI bath. The patterned perovskite film was thus fabricated on the substrate. The central panel illustrates a perovskite array on a flexible polyethylene terephthalate substrate. Another feasible strategy for printing patterns with FEP can be modeled from conventional printing technologies, such as ink-jet printers and impact printers. A conceptual diagram of a flash-evaporation printer is illustrated in Figure 6. The compact module integrates a transfer ribbon, shadow mask and laser. The designed pattern is point-by-point printed onto the substrate by scanning the surface with the FEP module. This printer provides a solution for the large-area fabrication of functional devices with the FEP methodology.

Schematic illustration of the deposition of regular PbI2 arrays and the formation of patterned perovskites.

A conceptual diagram of a flash-evaporation printer. The addressable compact flash-evaporation printing (FEP) module integrates a transfer ribbon, shadow mask and laser.
In addition to the printed solar cell and the efficient patterning, the FEP technology shows more advantages for the preparation of perovskite thin films. The distance between the transfer ribbon and the substrate is only ∼1 mm, much smaller than that in conventional thermal evaporation. The close range can efficiently improve the PbI2 utilization during evaporation and thus effectively reduce lead pollution to the environment. It has been shown that the CNT evaporator maintains a good condition after flash evaporation (Figure 1f), indicating that the CNTs can be fully reused. Furthermore, the future applications of this technology are promising. For example, FEP can be developed into a roll-to-roll strategy for mass production with low cost that is facilitated by the flexibility of the CNTs (Figure 6). Additionally, the compact geometry of the FEP dramatically simplifies the process chamber (Supplementary Figure S1) and is more cost effective than conventional evaporation facilities. The FEP chamber also provides a clean and sealed vacuum environment for the procedures compared with solution methods that is beneficial to improve the thin film quality and interlayer interface. These merits indicate that the FEP is not only environmentally friendly but also cost effective in terms of the applications of the MAPbI3 perovskite.
The FEP we developed is a distinctive technology. It allows thermal-evaporation technology to evolve into a general printing solution. In addition to the PbI2 films shown here, this technology can be applied to print most other evaporation materials. Supplementary Figures S6 and S7 show patterned Tris(8-hydroxyquinolinato)aluminum (Alq3) and Au thin films, demonstrating the potential to print organic light-emitting diodes and interconnecting microdevices with direct metal printing. Research on the direct printing of perovskite thin films using an MAPbI3 transfer ribbon is also in progress, and it will be reported elsewhere in the future. It should be noted that the flash-evaporation transfer ribbons of different materials can be prepared through appropriate routes that is not limited to solution processing. Moreover, multiple stimuli can be employed by the FEP technology. In addition to lasers, the CNT evaporator can also be heated by Joule heating and hybrid heating methods. The CNT evaporator prevails over metal heaters because of its ultrasmall HCPUA and thickness. It can be heated to an elevated temperature within milliseconds. The cold end effect is also significantly reduced by the ultrathin structure, resulting in a more uniform temperature distribution (Supplementary Figure S8). The heating currents through the CNT evaporator are greatly reduced compared with metal evaporators, and this is meaningful to a compact FEP system with a Joule heating stimulus. Therefore, it is reasonable to expect the FEP to have prospective applications in a wide range of fields.
Conclusion
In summary, a convenient FEP technology was realized by incorporating a PVD technique and a printing method that provides an efficient approach for printing high-quality thin films. A flash-evaporation transfer ribbon was crucial for the success of the FEP, and it was fabricated by coating target materials on a freestanding CNT sheet that has an ultrasmall heat capacity and fast thermal response. The printing was conducted by the gas-phase transportation from the transfer ribbon to a substrate. Using the FEP technique, a novel printable solution was developed to fabricate perovskite thin films, and detailed analysis revealed that the printed PbI2 precursors and the corresponding MAPbI3 thin films had ideal crystalline structures and high qualities. The potential of the FEP was verified by its ideal integration into the fabrication process of photovoltaic devices that showed PCEs of ∼10.3%, and these films were also utilized as photodetectors. Moreover, patterned perovskite films can also be prepared by FEP using a shadow mask or point-by-point printing technique, and the compact geometry allows for convenient scale-up for large panel applications. The FEP is a promising methodology for printing functional materials, and this technology will be of great benefit to a variety of applications in printed electronics, organic electronics and future flexible electronics.
References
Pardo, D. A., Jabbour, G. E. & Peyghambarian, N. Application of screen printing in the fabrication of organic light-emitting devices. Adv. Mater. 12, 1249–1252 (2000).
Birnstock, J., Blässing, J., Hunze, A., Scheffel, M., Stößel, M., Heuser, K., Wittmann, G., Wörle, J. & Winnacker, A. Screen-printed passive matrix displays based on light-emitting polymers. Appl. Phys. Lett. 78, 3905–3907 (2001).
Kashiwagi, Y., Koizumi, A., Takemura, Y., Furuta, S., Yamamoto, M., Saitoh, M., Takahashi, M., Ohno, T., Fujiwara, Y., Murahashi, K., Ohtsuka, K. & Nakamoto, M. Direct transparent electrode patterning on layered GaN substrate by screen printing of indium tin oxide nanoparticle ink for Eu-doped GaN red light-emitting diode. Appl. Phys. Lett. 105, 223509 (2014).
Liu, S., Xie, J., Li, H., Wang, Y., Yang, H. Y., Zhu, T., Zhang, S., Cao, G. & Zhao, X. Nitrogen-doped reduced graphene oxide for high-performance flexible all-solid-state micro-supercapacitors. J. Mater. Chem. A 2, 18125–18131 (2014).
Yan, H., Chen, Z., Zheng, Y., Newman, C., Quinn, J. R., Dotz, F., Kastler, M. & Facchetti, A. A high-mobility electron-transporting polymer for printed transistors. Nature 457, 679–686 (2009).
Zschieschang, U., Klauk, H., Halik, M., Schmid, G. & Dehm, C. Flexible organic circuits with printed gate electrodes. Adv. Mater. 15, 1147–1151 (2003).
Sirringhaus, H., Kawase, T., Friend, R. H., Shimoda, T., Inbasekaran, M., Wu, W. & Woo, E. P. High-resolution inkjet printing of all-polymer transistor circuits. Science 290, 2123–2126 (2000).
Gamerith, S., Klug, A., Scheiber, H., Scherf, U., Moderegger, E. & List, E. J. W. Direct ink-jet printing of Ag–Cu nanoparticle and Ag-precursor based electrodes for OFET applications. Adv. Funct. Mater. 17, 3111–3118 (2007).
Lee, Y., Choi, J. R., Lee, K. J., Stott, N. E. & Kim, D. Large-scale synthesis of copper nanoparticles by chemically controlled reduction for applications of inkjet-printed electronics. Nanotechnology 19, 415604 (2008).
Ko, S. H., Pan, H., Grigoropoulos, C. P., Luscombe, C. K., Fréchet, J. M. J. & Poulikakos, D. All-inkjet-printed flexible electronics fabrication on a polymer substrate by low-temperature high-resolution selective laser sintering of metal nanoparticles. Nanotechnology 18, 345202 (2007).
Arias, A. C., Ready, S. E., Lujan, R., Wong, W. S., Paul, K. E., Salleo, A., Chabinyc, M. L., Apte, R., Street, R. A., Wu, Y., Liu, P. & Ong, B. All jet-printed polymer thin-film transistor active-matrix backplanes. Appl. Phys. Lett. 85, 3304–3306 (2004).
Xiao, L., Chen, Z., Feng, C., Liu, L., Bai, Z., Wang, Y., Qian, L., Zhang, Y., Li, Q., Jiang, K. & Fan, S. Flexible, stretchable, transparent carbon nanotube thin film loudspeakers. Nano Lett. 8, 4539–4545 (2008).
Wei, Y., Lin, X., Jiang, K., Liu, P., Li, Q. & Fan, S. Thermoacoustic chips with carbon nanotube thin yarn arrays. Nano Lett. 13, 4795–4801 (2013).
Wei, H., Wei, Y., Lin, X., Liu, P., Fan, S. & Jiang, K. Ice-assisted transfer of carbon nanotube arrays. Nano Lett. 15, 1843–1848 (2015).
Harris, L. & Siegel, B. M. A method for the evaporation of alloys. J. Appl. Phys. 19, 739–741 (1948).
Richards, J. L., Hart, P. B. & Gallone, L. M. Epitaxy of compound semiconductors by flash evaporation. J. Appl. Phys. 34, 3418–3420 (1963).
Longo, G., Gil-Escrig, L., Degen, M. J., Sessolo, M. & Bolink, H. J. Perovskite solar cells prepared by flash evaporation. Chem. Commun. 51, 7376–7378 (2015).
Lee, M. M., Teuscher, J., Miyasaka, T., Murakami, T. N. & Snaith, H. J. Efficient hybrid solar cells based on meso-superstructured organometal halide perovskites. Science 338, 643–647 (2012).
Loi, M. A. & Hummelen, J. C. Hybrid solar cells: perovskites under the sun. Nat. Mater. 12, 1087–1089 (2013).
Hodes, G. Perovskite-based solar cells. Science 342, 317–318 (2013).
Jeng, J. Y., Chiang, Y. F., Lee, M. H., Peng, S. R., Guo, T. F., Chen, P. & Wen, T. C. CH3NH3PbI3 perovskite/fullerene planar-heterojunction hybrid solar cells. Adv. Mater. 25, 3727–3732 (2013).
Stoumpos, C. C., Malliakas, C. D. & Kanatzidis, M. G. Semiconducting tin and lead iodide perovskites with organic cations: phase transitions, high mobilities, and near-infrared photoluminescent properties. Inorg. Chem. 52, 9019–9038 (2013).
Stranks, S. D., Eperon, G. E., Grancini, G., Menelaou, C., Alcocer, M. J. P., Leijtens, T., Herz, L. M., Petrozza, A. & Snaith, H. J. Electron-hole diffusion lengths exceeding 1 micrometer in an organometal trihalide perovskite absorber. Science 342, 341–344 (2013).
Xing, G., Mathews, N., Sun, S., Lim, S. S., Lam, Y. M., Grätzel, M., Mhaisalkar, S. & Sum, T. C. Long-range balanced electron- and hole-transport lengths in organic-inorganic CH3NH3PbI3 . Science 342, 344–347 (2013).
Gao, P., Gratzel, M. & Nazeeruddin, M. K. Organohalide lead perovskites for photovoltaic applications. Energy Environ. Sci. 7, 2448–2463 (2014).
Xing, G., Mathews, N., Lim, S. S., Yantara, N., Liu, X., Sabba, D., Grätzel, M., Mhaisalkar, S. & Sum, T. C. Low-temperature solution-processed wavelength-tunable perovskites for lasing. Nat. Mater. 13, 476–480 (2014).
Zhou, H., Chen, Q., Li, G., Luo, S., Song, T. B., Duan, H. S., Hong, Z., You, J., Liu, Y. & Yang, Y. Interface engineering of highly efficient perovskite solar cells. Science 345, 542–546 (2014).
Dou, L., Yang, Y., You, J., Hong, Z., Chang, W. H., Li, G. & Yang, Y. Solution-processed hybrid perovskite photodetectors with high detectivity. Nat. Commun. 5, 5404 (2014).
Lian, Z., Yan, Q., Lv, Q., Wang, Y., Liu, L., Zhang, L., Pan, S., Li, Q., Wang, L. & Sun, J. High-performance planar-type photodetector on (100) facet of MAPbI3 single crystal. Sci. Rep. 5, 16563 (2015).
Burschka, J., Pellet, N., Moon, S. J., Humphry-Baker, R., Gao, P., Nazeeruddin, M. K. & Gratzel, M. Sequential deposition as a route to high-performance perovskite-sensitized solar cells. Nature 499, 316–319 (2013).
Tu, Y., Wu, J., He, X., Guo, P., Wu, T., Luo, H., Liu, Q., Wang, K., Lin, J., Huang, M., Huang, Y., Lan, Z. & Li, S. Solvent engineering for forming stonehenge-like PbI2 nano-structures towards efficient perovskite solar cells. J. Mater. Chem. A 5, 4376–4383 (2017).
Zhang, T., Yang, M., Zhao, Y. & Zhu, K. Controllable sequential deposition of planar CH3NH3PbI3 perovskite films via adjustable volume expansion. Nano Lett. 15, 3959–3963 (2015).
Zhang, H., Mao, J., He, H., Zhang, D., Zhu, H. L., Xie, F., Wong, K. S., Grätzel, M. & Choy, W. C. H. A smooth CH3NH3PbI3 film via a new approach for forming the PbI2 nanostructure together with strategically high CH3NH3I concentration for high efficient planar-heterojunction solar cells. Adv. Energy Mater. 5, 1501354 (2015).
Li, M., Yan, X., Kang, Z., Liao, X., Li, Y., Zheng, X., Lin, P., Meng, J. & Zhang, Y. Enhanced efficiency and stability of perovskite solar cells via anti-solvent treatment in two-step deposition method. ACS Appl. Mater. Interf. 9, 7224–7231 (2017).
Ng, A., Ren, Z., Shen, Q., Cheung, S. H., Gokkaya, H. C., Bai, G., Wang, J., Yang, L., So, S. K., Djurisic, A. B., Leung, W. W. F., Hao, J., Chan, W. K. & Surya, C. Efficiency enhancement by defect engineering in perovskite photovoltaic cells prepared using evaporated PbI2/CH3NH3I multilayers. J. Mater. Chem. A 3, 9223–9231 (2015).
Remeika, M., Raga, S. R., Zhang, S. & Qi, Y. Transferrable optimization of spray-coated PbI2 films for perovskite solar cell fabrication. J. Mater. Chem. A 5, 5709–5718 (2017).
Li, S., Jiang, K., Su, M., Cui, X., Huang, J., Zhang, Q., Zhou, X., Yang, L. & Song, Y. Inkjet printing of CH3NH3PbI3 on a mesoscopic TiO2 film for highly efficient perovskite solar cells. J. Mater. Chem. A 3, 9092–9097 (2015).
Wei, Z., Chen, H., Yan, K. & Yang, S. Inkjet printing and instant chemical transformation of a CH3NH3PbI3/nanocarbon electrode and interface for planar perovskite solar cells. Angew. Chem. Int. Ed. 53, 13239–13243 (2014).
Jiang, K., Li, Q. & Fan, S. Nanotechnology: spinning continuous carbon nanotube yarns. Nature 419, 801–801 (2002).
Jiang, K., Wang, J., Li, Q., Liu, L., Liu, C. & Fan, S. Superaligned carbon nanotube arrays, films, and yarns: a road to applications. Adv. Mater. 23, 1154–1161 (2011).
Liu, P., Jiang, K., Liu, M., Li, Q., Fan, S. & Sun, J. Polarized incandescent light emission from carbon nanotubes. Appl. Phys. Lett. 82, 1763–1765 (2003).
Liu, P., Wei, Y., Jiang, K., Sun, Q., Zhang, X., Fan, S., Zhang, S., Ning, C. & Deng, J. Thermionic emission and work function of multiwalled carbon nanotube yarns. Phys. Rev. B 73, 235412 (2006).
Liu, M., Johnston, M. B. & Snaith, H. J. Efficient planar heterojunction perovskite solar cells by vapour deposition. Nature 501, 395–398 (2013).
Malinkiewicz, O., Yella, A., Lee, Y. H., Espallargas, G. M., Graetzel, M., Nazeeruddin, M. K. & Bolink, H. J. Perovskite solar cells employing organic charge-transport layers. Nat. Photon. 8, 128–132 (2014).
Xiao, Z., Bi, C., Shao, Y., Dong, Q., Wang, Q., Yuan, Y., Wang, C., Gao, Y. & Huang, J. Efficient, high yield perovskite photovoltaic devices grown by interdiffusion of solution-processed precursor stacking layers. Energy Environ. Sci. 7, 2619–2623 (2014).
Shaheen, S. E., Brabec, C. J., Sariciftci, N. S., Padinger, F., Fromherz, T. & Hummelen, J. C. 2.5% efficient organic plastic solar cells. Appl. Phys. Lett. 78, 841–843 (2001).
Xing, G., Wu, B., Chen, S., Chua, J., Yantara, N., Mhaisalkar, S., Mathews, N. & Sum, T. C. Interfacial electron transfer barrier at compact TiO2/CH3NH3PbI3 heterojunction. Small 11, 3606–3613 (2015).
Bi, D., Yi, C., Luo, J., Décoppet, J.-D., Zhang, F., Zakeeruddin, Shaik, M., Li, X., Hagfeldt, A. & Grätzel, M. Polymer-templated nucleation and crystal growth of perovskite films for solar cells with efficiency greater than 21%. Nat. Energy 1, 16142 (2016).
Rogalski, A., Adamiec, K. & Rutkowski, J. Narrow-Gap Semiconductor Photodiodes, (SPIE Press, (2000).
Wu, J. M. & Chang, W. E. Ultrahigh responsivity and external quantum efficiency of an ultraviolet-light photodetector based on a single VO2 microwire. ACS Appl. Mater. Interf. 6, 14286–14292 (2014).
Bisi, O., Campisano, S. & Pavesi, L. Silicon-Based Microphotonics: From Basics to Applications, (IOS Press, Bologna, 1999).
Gong, X., Tong, M., Xia, Y., Cai, W., Moon, J. S., Cao, Y., Yu, G., Shieh, C. L., Nilsson, B. & Heeger, A. J. High-detectivity polymer photodetectors with spectral response from 300 nm to 1450 nm. Science 325, 1665–1667 (2009).
Wu, W., Yue, J., Lin, X., Li, D., Zhu, F., Yin, X., Zhu, J., Wang, J., Zhang, J., Chen, Y., Wang, X., Li, T., He, Y., Dai, X., Liu, P., Wei, Y., Wang, J., Zhang, W., Huang, Y., Fan, L., Zhang, L., Li, Q., Fan, S. & Jiang, K. True-color real-time imaging and spectroscopy of carbon nanotubes on substrates using enhanced Rayleigh scattering. Nano Res. 8, 2721–2732 (2015).
Xie, Y., Wei, L., Li, Q., Wei, G., Wang, D., Chen, Y., Jiao, J., Yan, S., Liu, G. & Mei, L. Self-powered solid-state photodetector based on TiO2 nanorod/Spiro-MeOTAD heterojunction. Appl. Phys. Lett. 103, 261109 (2013).
Hu, X., Zhang, X., Liang, L., Bao, J., Li, S., Yang, W. & Xie, Y. High-performance flexible broadband photodetector based on organolead halide perovskite. Adv. Funct. Mater. 24, 7373–7380 (2014).
Acknowledgements
This work was financially supported by the National Basic Research Program of China (No. 2012CB932301) and the National Natural Science Foundation of China (Nos. 51472142 and 51102147).
Author contributions
YW and KJ conceived and supervised the research. YW and HW designed the experiments. HW performed most of the experiments, including the FEP experiments, characterization and data analysis. HW and XZ fabricated the photovoltaic devices and performed the tests of the solar cells. HW and HM performed the photodetector measurements. The paper was written by HW and YW with contributions from all the co-authors.
Author information
Authors and Affiliations
Corresponding authors
Ethics declarations
Competing interests
The authors declare no conflict of interest.
Additional information
Supplementary Information accompanies the paper on the NPG Asia Materials website
Supplementary information
Rights and permissions
This work is licensed under a Creative Commons Attribution 4.0 International License. The images or other third party material in this article are included in the article’s Creative Commons license, unless indicated otherwise in the credit line; if the material is not included under the Creative Commons license, users will need to obtain permission from the license holder to reproduce the material. To view a copy of this license, visit http://creativecommons.org/licenses/by/4.0/
About this article

Cite this article
Wei, H., Zhao, X., Wei, Y. et al. Flash-evaporation printing methodology for perovskite thin films. NPG Asia Mater 9, e395 (2017). https://doi.org/10.1038/am.2017.91
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1038/am.2017.91
This article is cited by
-
Towards micro-PeLED displays
Nature Reviews Materials (2023)
-
Controllable deposition of organic metal halide perovskite films with wafer-scale uniformity by single source flash evaporation
Scientific Reports (2020)
