
Abstract
Colombia’s continuous contamination of water resources and the low alternatives to produce biofuels have affected the fulfillment of the objectives of sustainable development, deteriorating the environment and affecting the economic productivity of this country. Due to this reality, projects on environmental and economic sustainability, phytoremediation, and the production of biofuels such as ethanol and hydrogen were combined. The objective of this article was to design and develop a sustainable system for wastewater treatment and the generation of biofuels based on the biomass of the aquatic plant Eichhornia crassipes. A system that simulates an artificial wetland with live E. crassipes plants was designed and developed, removing organic matter contaminants; subsequently, and continuing the sustainability project, bioreactors were designed, adapted, and started up to produce bioethanol and biohydrogen with the hydrolyzed biomass used in the phytoremediation process, generating around 12 g/L of bioethanol and around 81 ml H2/g. The proposed research strategy suggests combining two sustainable methods, bioremediation and biofuel production, to preserve the natural beauty of water systems and their surroundings.
Similar content being viewed by others


Introduction
Today, the world is facing a hydric crisis due to the lack of potable fresh water. Such hydric scarcity is a consequence of the rapid growth of cities and the large amount of domestic wastewater discharged into rivers and running water systems; the environmental, social, and health impacts of these pollutants are often incalculable1. Domestic and industrial wastewater treatment is usually very expensive, and because of it, companies irresponsibly choose not to treat their effluents, increasingly contaminating hydric sources. For this reason, budget and efficient technologies are required for the treatment of different types of water2. Environmental sustainability strategies that combine projects that generate impact and are disruptive must be sought in order to be easily implemented and thus favor ecosystems, preserving their natural beauty and contributing to increasing sustainable tourism3,4.
An example of this is the sustainable manipulation of the aquatic plant E. crassipes, which has been the source of numerous investigations around the world, such as the phytoremediation of polluted water and energy production5,6,7.
E. crassipes plant’s biomass can effectively treat wastewater by oxygenating the water and degrading organic matter. In recent years, sustainable handling of this species has shown practical solutions for designing water treatment systems that take advantage of its growth conditions. It results in a high degree of treatment, reducing DBO, nitrogen, and phosphorus levels8. Also, this same biomass can be transformed into biofuels, such as bioethanol and biohydrogen9,10,11,12. These biotechnologies could help the country in two important areas: water treatment and energy generation. Ethanol production from lignocellulosic material has become an interesting alternative for revaluing waste and opening new markets13,14,15. E. crassipes biomass has also been successfully used for biohydrogen production, with different bioreactors used depending on the metabolic bioprocess and microorganism type, including dark fermentation16,17,18,19. Anaerobic fermentation is a well-known method for producing biohydrogen20.
The aim of this article is to merge environmental sustainability projects by enhancing the implementation of life cycle analysis (LCA)21,22,23 for integrating circular economy practices in self-sustainable farms through phytoremediation and biofuel production. The plant material of E. crassipes was used to treat domestic wastewater and then utilized as a source for producing ethanol and hydrogen in fermentation bioreactors. The E. crassipes plant underwent a physicochemical characterization process to determine the present percentages of cellulose, hemicellulose, and lignin.
Methods and materials
Using crassipes
The leaves and roots were separated from the rest of the plant, washed with tap water, followed by distilled water, where a characteristic population of about 40 already dead plants was collected. The collection point is the municipality of La Palma, Cundinamarca, Colombia, located at the coordinates: 5.3605555555556, -74.389722222222.
The experimental research on plants, including the collection of plant material, complied with the relevant institutional, national, and international guidelines and legislation, as stipulated in Decree Law 2376 of 20132324, for experimental projects in the environment.
The taxonomic level is (Eichhornia crassipes)
The collection point is the municipality of Mosquera, in the outskirts of Bogotá DC, located at the coordinates 4.682995, − 74.256673; this activity was carried out on June 15, 2022, by the researcher Uriel Fernando Carreño Sayago. The plant samples were also identified by the researcher at the Faculty of Engineering of Bogotá, D.C. The final biomass of the plants was used as input for composting processes at the Libertadores University, with the code LIB 021212.
Characterization of Eichhornia crassipes
The physicochemical characterization was carried out to identify the properties of the collected macrophytes, determining the structural carbohydrates and the lignin content. In addition, the quantification of the biomass matrix used was carried out considering the following parameters: (a) % hemicellulose, (b) % cellulose, (c) % lignin, and (d) ashes25,26,27.
An extract of benzene and ethanol with a 2:1 volume ratio was used to extract cellulose. Nitric acid and ethanol were used in a 1:4 ratio to extract hemicellulose. For the extraction of lignin, 12% hydrochloric acid was used, and for the determination of ashes, 72% hydrogen sulfide was used.
Phase 1. Assembly of the artificial wetland with the E. crassipes
The dimensions of the experimental model of phytoremediation are 100 cm long and 80 cm tall. This design is on a pilot scale and has 2.5 kg of E. crassipes (approximately 25 plants). Figure 1 shows the treatment system. The experiment was carried out in triplicate (showing the average in the results), evaluating DBO, total nitrogen, Kendal nitrogen and phosphorus for 10 days, taking samples before and after the treatment. About 150 L of domestic wastewater were treated. Then, a plastic mesh that floats was designed and built, as well as treatment compartments where the E. crassipes plants are located.

Experimental setup.
Once the composite sample of the original residual water was obtained, it was characterized using ex-situ physicochemical parameters such as biochemical oxygen demand (DBO5), phosphorus, ammoniacal nitrogen, and total nitrogen. The analysis was carried out in a credited laboratory in Bogotá, following the protocols presented in the standardized methods and established in the most recent editions of the standard methods for the analysis of water and wastewater of the American Public Health Association (APHA) and the American water services association (AWWA). The cost of this system is around two hundred dollars.
Phase 2. Production of ethanol and hydrogen
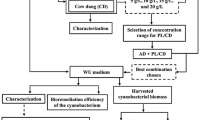
The design of the bioethanol and biohydrogen generation process consists of three bioreactors: a bioreactor to make the hydrolyzate, a bioreactor for fermentation generating bioethanol and dark fermentation. The following figure represents the joint process of hydrolysis and dark fermentation.
The design of the bioethanol and biohydrogen generation process has three bioreactors: a bioreactor to produce the hydrolyzate, a bioreactor for fermentation generating bioethanol, and the last bioreactor for dark fermentation. The following figure represents the joint process of hydrolysis and fermentations.
Hydrolysis of Eichhornia Crassipes
The hydrolyzate bioreactor is made of glass, with a capacity of 6 L; it has a hose for the evolution of gases, pH, and temperature sampling, and it was placed in a heater with magnetic stirring at 120 rpm at a temperature of 30° C. In this bioreactor, 2.5 kg of dried and crushed Eichhornia crassipes was taken and mixed with distilled water27,28. The cost of this system is around one hundred dollars.
Hydrolysis alkali
The samples of the E. crassipes were set to react in 1% (w/v) caustic soda (NaOH) at a temperature of 30° C for 12 h; then, the samples were washed with tap water until reaching the pH value of the water27,28.
Hydrolysis acid
3% (v/v) sulfuric acid (H2SO4) was added at a temperature of 60° C, for 12 h. The samples were washed with tap water until reaching the pH value of water.
The content of reducing sugars was determined by the Dinitro Salicylic Acid (DNS) method, which indirectly quantifies the consumption of substrate. 6 L of Eichhornia crassipes hydrolyzate solution were obtained for the continuation of biofuel production27,28.
Fermentation bioreactor
Glassware 2.5 L. The hydrolyzed plant material of E. crassipes (1 kg) was washed and taken to the alcoholic fermentation bioreactor, where 150 g of Saccharomyces cerevisiae was added; the pH should be around 6.0. The bioreactors were hermetically sealed with rubber septa and aluminum stoppers. During the hydrolyze fermentation, the tests of the ethanol percentages are carried out28,29. The experiment was carried out in duplicate (showing the average in the results). The cost of this system is around one hundred dollars.
Production of biohydrogen
The dark fermentation bioreactor is made of glass, with a capacity of 4 L. It has a lid for gas release, pH, and temperature sampling, and it was placed in a heater with magnetic stirring at 120 RPM at a temperature of 30° C. The bioreactor was hermetically sealed with rubber septa and aluminum stoppers. Bird manure was used as raw material to carry out the hydrogen production process. After that, they were put to a temperature of 100° C in an oven to deactivate microorganisms that do not benefit the production process of this biofuel.
500 g of the hydrolyzate from the E. crassipes biomass were taken to the bioreactor, where it was mixed with distilled water, and 500 g of the inoculum (bird manure) was added; the initial pH was adjusted to 5.5. The bottle holes were purged with nitrogen for 5 min to ensure the anaerobic condition. At each time interval, the biogas volume was measured by the plunger displacement method. Hydrogen gas was determined by gas chromatography using a TCD detector on a GC-Agilent 7890 chromatograph. The optimum temperature for hydrogen production is 30° C. The experiment was carried out in duplicate (showing the average in the results). The cost of this system is around two hundred dollars.
The results of the different tests were determined with the Gompertz equation (Eq. (1))
where, α latency time, Rm Maximum rate of H2 production, Hmax Maximum production potential.
Result
Result of characterizations chemistry
The E. crassipes collected in the wet bodies had a hemicellulose content of 33% and 30% cellulose; lignin was lower, with 9%, and ash content was high, with 23% due to the contamination inherent to the plant. In Table 1 is the composition of the biomass of E. crassipes.
In different studies carried out where the cellulose of E. crassipes has been physicochemically characterized, the high presence of cellulose and hemicellulose in its chemical composition has been evidenced; such is the case of Refs.25,26,27,28,29 who averaged 18% in hemicellulose and 25% in cellulose. The presence of these two polysaccharides favors biofuel production30. The presence of lignin also makes the biomass of this plant a process extra of hydrolysis before the bioethanol and biohydrogen production process31.
Analysis of phytoremediation
In the system of phytoremediation, the waste water had a very strong odor; however, through the phytoremediation process, there was a gradual reduction of it. Figure 2 shows the percentages of removals in the wetland with E. crassipes.

Percentages of removals in the Wetland with E. crassipes.
Biochemical oxygen demand
The variation of the gross DBO of the influent and effluent samples of the systems can be observed in Fig. 2. The average removal efficiencies for DBO were 90%. The availability of oxygen in the wetland corresponds to the photosynthesis process carried out by the E. crassipes, being the amount of this plant essential to guarantee aerobiosis22. Aerobic conditions are necessary to reduce contamination by organic matter. The availability of oxygen is a design criterion for wetlands with E. crassipes, being essential for the biochemical removal of organic matter. 34 In a water treatment system from a tannery, were obtained removal efficiencies of 88% with E. crassipes plants in DBO33,34; they achieved a higher DBO removal efficiency (92.3%) in wetlands planted with Phragmites australis and Canna indica. Although the presence of chromium was minimal, it can still affect the efficiency of nutrient elimination. Heavy metals like chromium can inhibit root oxygenation and seriously impact the elimination of nitrogen and phosphorus35,36,37. To ensure effective treatment, it is important to separate domestic wastewater from industrial wastewater38,39.
Nitrogen
The elimination of 50% of the nitrogen obeys to the fact that the plant incorporates nitrogen for its growth and subsequent reproduction40. The nitrogen present in domestic wastewater is organic and is transformed by hydrolysis into ammonia, followed by a chemical oxidation of the ammonia to nitrite and nitrate, the form in which it is assimilated by the plant41. The activity of certain anaerobic bacteria present in the roots of the plant leads to denitrification, which consists in the reduction of the nitrate ion to gaseous nitrogen, which is released to the atmosphere. The efficiency of Kjeldahl nitrogen is close to 55% in this type of wetland with E. crassipes because the plant adsorbs this nutrient mainly as ammonium and nitrate. A mixture of both forms is usually beneficial. These two forms of nitrogen differ in the way they are converted to amino acids in their metabolism in the plant. The ammonium is metabolized in the roots and requires more oxygen, while the nitrate metabolism takes place in the leaves due to the oxygenation of the water, and there is a mutual benefit between the treatment and the plant. Also, ammonium and nitrate uptake affect the root environment differently from another nutrient uptake42,43.
Phosphorus
The efficiencies report 60% because the removal process of this nutrient depends to a great extent on the bacteria present in the plant. Dissolved organic phosphorus, particulate organic phosphorus, and insoluble phosphorus are not available to plants unless they are transformed into soluble inorganic phosphorus41,44. In the E. crassipes wetland, these transformations can occur through the intervention of bacteria associated with the roots and in biofilms in the sediments. Once solubilized by these microorganisms, it can be assimilated by the plant for its growth and reproduction; being this process the treatment that the wetland has to reduce the phosphorus in the water45,46. The biomass used in the previous phytoremediation process was used in this biofuel production process (see Fig. 3).

Biomass used in phytoremediation and subsequent biofuel processing.
Hydrolysis results
There was a continuous production of sugars through acid hydrolyzation, alkaline hydrolyzation, and a combination between both processes. The best sugar production yield was the alkaline hydrolyzation, since it obtained a production of 140 g/L, and the acid hydrolyzation obtained a low production of around 60 g/L. The mixture between the two processes gave a result of 220 g/L. In the yield of sugar production, the alkaline hydrolyzation is the one that has the best performance with the E. crassipes plant47,48.
Production of bioethanol
Figure 4 shows a higher ethanol production for the E. crassipes sample. When carrying out the mass balance, it was established that the production of ethanol from hydrolyzed biomass of E. crassipes is profitable, with an amount of 12,200 (mg/l) in 48 h, with a conversion of 90% of the sugars into ethanol, conversion results similar to Bioethanol production in Ref.49.

Production of bioethanol with the biomass of E. crassipes.
In the Table 2, show the resume of yield the biomass, where different investigations were taken in order to compare the results obtained.
The biomass of the cellulose is a promising source of biofuel production; processes must be optimized to make better use of these resources. For example, Ref.50 used alkaline pretreated sugarcane bagasse using Zymomonas mobilis and Pichia stipitis in the fermentation, achieving a yield and ethanol productivity of 36,000 mg/l, (it/they). Also51 used lignocellulose biomass to generate bioethanol, with a yield of 20,000 mg/l using genetically modified yeasts. The cassava pulp yield was 15,000 mg/l of bioethanol52, peel has a yield of 12,000 mg/l53, and 22,000 mg/l were obtained from potato peel wastes54. But all these biomasses are not by-products, let alone having been used in other sustainable processes. The production of bioethanol with the E. crassipes plant after a phytoremediation process makes this process viable. The projects55,56,57,58,59,60,61,62,63 have interesting results in the productions of this biofuel, but with a more specialized process and increased cost, which makes production on a larger scale unfeasible. Although the production of bioethanol is not as high as in other investigations, the E. crassipes plant is a waste product and is also a biomass that was previously subjected to a phytoremediation process, which may have depleted the cellulose content of the plant.
Hydrogen productions
The hydrogen gas yield production remained almost constant for 12 days, after which it decreased to half its value when the initial content of the inoculum was consumed, (from 80 to 40 ml H2/g glucose). Figure 5 shows the results of biohydrogen production for 10 continuous days of productivity.

Production of biohydrogen with the biomass of E. crassipes.
The specific hydrogen production rate reached its maximum value (81.3 ml H2/g) on day 4. The production should be maintained consistently over the next few days, with a target of around 80.0 ml H2/g until day 10. From day 12 onwards, the production should be reduced to reach a balance of 40 ml H2/g. In the trials to produce biohydrogen from E. crassipes, around 73 ml H2/g was also produced64.
Biohydrogen production has been carried out using various substrates. For instance, in a study by65, biohydrogen was produced from the saccharification of alfalfa, resulting in a yield of 55 ml H2/g. Table 3 provides a summary of the biohydrogen production process.
In more specialized process, as in the case of Ref.67,68,69, the celluloses were modified genetically and hydrogen production was better, achieving biohydrogen production yields above 100 ml H2/g. It has been proven that the biomass of E. crassipes and other lignocellulolytic modified materials or with other components can also increase the production of biohydrogen16,70,71,72,73.
A residue remains in this process, which is a mixture of the E. crassipes plant and poultry manure. This material is sanitized and has potential as a biofertilizer due to its physicochemical characteristics74,75,76.
The anaerobic fermentation of organic matter produces an organic residue with excellent fertilizing properties. On average, the biofertilizer composition is 8.5% organic matter, 2.6% nitrogen, 1.5% phosphorus, 1.0% potassium, and has a pH of 7.577,78,79.
Life cycle analysis (LCA)
The biomass generation of the E. crassipes plant is considerable, with an estimated yield of approximately 30 tons per year in the city of Bogotá32,38,80. This makes it an ideal raw material for the development of phytoremediation and bioenergy generation systems, including bioethanol and biohydrogen. Figure 6 presents a summary of the Life Cycle Analysis (LCA) of the biomass of E. crassipes.

Life cycle analysis (LCA).
The generated product could be used as a potential fertilizer, thus furthering this research and generating technical and economic feasibility. It is imperative to implement this project on sustainable farms in our country, especially where the aquatic plants come from, La Palma Cundinamarca, Colombia.
Conclusions
The research combined projects on environmental sustainability, phytoremediation, and biofuel generation. The E. crassipes plant material was used to treat domestic wastewater, which was then utilized as a source of ethanol and green hydrogen production in fermentation bioreactors.
The effectiveness of domestic wastewater treatment in removing organic matter represented by BOD was 90%. Total nitrogen removal was 50%; Nt nitrogen removal was 40%, and phosphorus removal was 60%. These results suggest that these nutrients were assimilated as a food source by E. crassipes plants. The constructed wetland is designed to meet treatment needs, and it can be used in various environments, such as farms, homes, and apartments, as an environmentally sustainable solution due to its effectiveness, ease of installation, and low cost.
As part of the sustainability project, the biomass used in the phytoremediation process underwent hydrolysis with H2SO4 and NaOH, producing 150 mg/L of available sugars. These sugars were then divided into two processes: alcoholic fermentation and dark fermentation.
A bioreactor was designed, adapted and launched for the production of bioethanol from the hydrolyzed biomass. The bioreactor produced approximately 12 g/L of bioethanol.
Furthermore, a bioreactor was designed and adapted for the production of biohydrogen from hydrolyzed biomass obtained from the same phytoremediation process. The bioreactor produced approximately 81 ml of H2/g. Additionally, organic waste from poultry manure was utilized in this process, and an organic fertilizer was also produced. Moreover, a domestic wastewater treatment system was developed using biomass that is typically discarded. This system produces two types of biofuels, bioethanol and biohydrogen, making it sustainable and profitable for large-scale implementation. It contributes to the improvement of Life Cycle Analysis (LCA) processes on a self-sustainable farm and is decisive in the concepts of circular economy. The development of these sustainable activities can recover and value water systems while also producing bioenergy with high efficiency; this establishes a synergy between bioremediation and the generation of biofuels.
Data availability
The datasets used and/or analyzed during the current study available from the corresponding author on reasonable request.
References
Wibowo, Y. G., Nugraha, A. T. & Rohman, A. Phytoremediation of several wastewater sources using Pistia stratiotes and Eichhornia crassipes in Indonesia. Environ. Nanotechnol. Monit. Manag. 20, 100781 (2023).
Sari, N. H., SutejaRangappa, S. M. & Siengchin, S. A review on cellulose fibers from Eichornia crassipes: Synthesis, modification, properties and their composites. J. Nat. Fibers 20(1), 2162179 (2023).
Streimikiene, D., Svagzdiene, B., Jasinskas, E. & Simanavicius, A. Sustainable tourism development and competitiveness: The systematic literature review. Sustain. Dev. 29(1), 259–271 (2021).
Aliyev, V. & Suleymanov, F. The protection of water resources for sustainable tourism under climate change in South Caucasus: In the context of Azerbaijan. GeoJ. Tour. Geosites 47(2), 515–522 (2023).
Carreño-Sayago, U. F. Development of microspheres using water hyacinth (Eichhornia crassipes) for treatment of contaminated water with Cr (VI). Environ. Dev. Sustain. 23, 1–12 (2020).
Sayago, U. F. C. Design and development of a biotreatment of E. crassipes for the decontamination of water with Chromium (VI). Sci. Rep. 11(1), 1–16 (2021).
Sayago, U. F. C., Castro, Y. P., Rivera, L. R. C. & Mariaca, A. G. Estimation of equilibrium times and maximum capacity of adsorption of heavy metals by E. crassipes. Environ. Monit. Assess. 192(2), 1–16 (2020).
Kumari, S. et al. Employing algal biomass for fabrication of biofuels subsequent to phytoremediation. Int. J. Phytoremed. 25(8), 941–955 (2023).
Hasan, S. et al. Climate resilient products development through valorization of Eichhornia crassipes to biofuel and biochar. Int. J. Environ. Sci. Technol. 19, 1–8 (2021).
Biswas, B. & Biswas, A. B. Effects of some chemical nutrients on bio-ethanol production from water hyacinth (Eichhornia Crassipes) hydrolyzed by heat and ethanol resistant strain of Saccharomyces Cerevisiae AB810. J. Indian Chem. Soc. 99(10), 100725 (2022).
Fard, M. G., Ellis, C. & Zeman, F. Application of a multi-stage washing process to biomass produced during phytoremediation of cement kiln dust landfills. Waste Biomass Valor. https://doi.org/10.1007/s12649-023-02383-2 (2024).
Wang, Y. et al. Upgrading pectin methylation for consistently enhanced biomass enzymatic saccharification and cadmium phytoremediation in rice Ospmes site-mutants. Int. J. Biol. Macromol. 262, 130137 (2024).
Marques, A. P., Paulo, A. & Caetano, N. S. Assessment of the potential of sunflower grown in metal-contaminated soils for production of biofuels. Sustainability 16(5), 1829 (2024).
Vedernikovs, N., Khroustalyova, G., Muiznieks, I. & Rapoport, A. New concept for conversion of lignocellulose to ethanol and furfural. Appl. Microbiol. Biotechnol. 107(2–3), 535–542 (2023).
Gong, C. et al. Genetic manipulation strategies for ethanol production from bioconversion of lignocellulose waste. Bioresour. Technol. 352, 127105 (2022).
Zhang, Q. et al. Green synthesis of nickel ferrite nanoparticles for efficient enhancement of lignocellulosic hydrolysate-based biohydrogen production. Biochem. Eng. J. 194, 108885 (2023).
Zhang, Q. et al. Supplementation of green-synthesized nickel oxide nanoparticles enhances biohydrogen production of Klebsilla sp. using lignocellulosic hydrolysate and elucidation of the regulatory mechanism. Res. Sq. https://doi.org/10.21203/rs.3.rs-314916/v1 (2021).
Zhang, Q. et al. Green-synthesized nickel oxide nanoparticles enhances biohydrogen production of Klebsiella sp. WL1316 using lignocellulosic hydrolysate and its regulatory mechanism. Fuel 305, 121585 (2021).
Omondi, E. A., Ndiba, P. K. & Njuru, P. G. Characterization of water hyacinth (E. crassipes) from Lake Victoria and ruminal slaughterhouse waste as co-substrates in biogas production. SN Appl. Sci. 1, 1–10 (2019).
Tran, T. K. et al. The production of hydrogen gas from modified water hyacinth (Eichhornia Crassipes) biomass through pyrolysis process. Int. J. Hydrogen Energy 46(27), 13976–13984 (2021).
Mirajkar, M. R. Design and implementation of environmental management system (EMS) using ISO 14001: 2015 standard in a Medical/Healthcare Organization (2023).
Ghisellini, P., Passaro, R. & Ulgiati, S. Environmental and social life cycle assessment of waste electrical and electronic equipment management in Italy according to EU directives. Environments 10(7), 106 (2023).
Lewandowska, A. & Matuszak-Flejszman, A. Eco-design as a normative element of environmental management systems—The context of the revised ISO 14001: 2015. Int. J. Life Cycle Assess. 19, 1794–1798 (2014).
Decree 1376. Reglamenta el permiso de recolección de especímenes de especies silvestres de diversidad biológica con fines de investigación científica no comercial. Ministerio De Medio Ambiente y Desarrollo Sostenible De Colombia. https://www.minambiente.gov.co/images/normativa/decretos/2013/dec_1376_2013.pdf (Accessed 20 January 2020) (2013).
Chuang, Y. S. et al. Biohydrogen and biomethane from water hyacinth (Eichhornia crassipes). Int. J. Hydrogen Energy 36(21), 14195–14203 (2012).
Magdum, S., More, M. & Nadaf, A. A. Biochemical conversion of acid pretreatment water hyacinth (Eichonnia crassipes) to alcohol using Pichia stipitis NCIM 3497. Int. J. Adv. Biotechnol. Res. 3(2), 585–590 (2012).
Mishima, D. et al. Ethanol production from candidate energy crops: Water hyacinth (Eichhornia crassipes) and water lettuce (Pistia stratiotes L.). Bioresour. Technol. 99, 2495–2500 (2008).
Lay, B., Sen, C. C., Chen, J. H., Wu, S. C. & Lee, C. Y. L. Co-fermentation of water hycianth and beverage wastewater in powder and pellet form for hydrogen production. Bioresour. Technol. 135, 610–615 (2013).
Tan, L. et al. Preferring cellulose of Eichhornia crassipes to prepare xanthogenate to other plant materials and its adsorption properties on copper. Bioresour. Technol. 99(2008), 4460–4466 (2008).
Zhou, C., Wu, Q., Lei, T. & Negulescu, I. I. Adsorption kinetic and equilibrium studies for methylene blue dye by partially hydrolyzed polyacrylamide/cellulose nanocrystal nanocomposite hydrogels. Chem. Eng. J. 251, 17–24 (2014).
Balasubramaniana, K., Arunachalama, A., Dasb, K. & Arunachalama, A. Decomposition and nutrient release of Eichhornia crassipes (mart.) solms. under different trophic conditions in wetlands of eastern Himalayan foothills. Ecol. Eng. 44, 111–122 (2012).
CarreñoSayago, U. F. “Buchón de Agua”(Eichhornia Crassipes): Impulsor de la Fitorremediación (Editorial Los Libertadores, 2020).
Abou-Elela, S. I. & Hellal, M. S. Municipal wastewater treatment using vertical flow constructed wetlands planted with Canna Phragmites and Cyprus. Ecol. Eng. 47, 209–213 (2012).
Abou-Elela, S. I., Golinielli, G., Abou-Taleb, E. M. & Hellal, M. S. Municipal wastewater treatment in horizontal and vertical flows constructed wetlands. Ecol. Eng. 2013(61), 460–468 (2013).
CarreñoSayago, U. F. Diseño y evaluación de un biosistema de tratamiento a escala piloto de aguas de curtiembres a través de la Eichhornia crassipes. Rev. Colombiana Biotecnol. 18(2), 74–81 (2016).
Carreño-Sayago, U. F. & Rodríguez-Parra, C. Eichhornia crassipes (Mart.) Solms: An integrated phytoremediation and bioenergy system. Rev. Chapingo Serie Cienc. Forestales ambiente 25(3), 399–411 (2019).
Heisi, H. D., Awosusi, A. A., Nkuna, R. & Matambo, T. S. Phytoextraction of anthropogenic heavy metal contamination of the Blesbokspruit wetland: Potential of wetland macrophytes. J. Contam. Hydrol. 253, 104101 (2023).
Sayago, U. F. C. & Ballesteros Ballesteros, V. Recent advances in the treatment of industrial wastewater from different celluloses in continuous systems. Polymers 15(19), 3996 (2023).
Sayago, U. F. C. Design and development of a pilot-scale industrial wastewater treatment system with plant biomass and EDTA. Water 15(19), 3484 (2023).
Sudarsan, J. S., Annadurai, R., Mukhopadhyay, M., Chakraborty, P. & Nithiyanantham, S. Domestic wastewater treatment using constructed wetland: An efficient and alternative way. Sustain. Water Resour. Manag. 4, 781–787 (2018).
Zhang, D. Q. et al. Application of constructed wetlands for wastewater treatment in developing countries–a review of recent developments (2000–2013). J. Environ. Manag. 141, 116–131 (2014).
Mthembu, M. S., Odinga, C. A., Swalaha, F. M. & Bux, F. Constructed wetlands: A future alternative wastewater treatment technology. Afr. J. Biotechnol. 12(29), 4542–4553 (2013).
Abdel-Shafy, H. I., El-Khateeb, M. A. & Mansour, M. S. Constructed wetlands for wastewater management in Egypt: An overview of 30-years experiences in small/medium-size treatment plants. In Constructed Wetlands for Wastewater Treatment in Hot and Arid Climates (ed. Stefanakis, A.) 71–99 (Springer International Publishing, 2022).
Dinesh Kumar, M., Gopikumar, S., Uan, D. K., Adishkumar, S. & Rajesh Banu, J. Constructed wetlands: An emerging green technology for the treatment of industrial wastewaters. In Emerging Eco-friendly Green Technologies for Wastewater Treatment (ed. Bharagava, R. N.) 21–44 (Springer Singapore, 2020).
Gaballah, M. S., Saber, A. N. & Gmuo, J. A review of constructed wetlands types and plants used for wastewater treatment in Egypt. In Constructed Wetlands for Wastewater Treatment in Hot and Arid Climates (ed. Stefanakis, A.) 43–56 (Springer International, 2022).
Moreira, F. D. & Dias, E. H. O. Constructed wetlands applied in rural sanitation: A review. Environ. Res. 190, 110016 (2020).
Batwawula, V. The Production of Ethanol by Fermentation of Reducing Sugars Resulting from Hydrolysis of Pretreated Eichhornia Crassipes (Water Hyacinth) (Makerere University, 2021).
Hirphaye, B. Y., Mezgebe, F. H., Tura, A. M. & Fanta, G. M. Bio-ethanol production potential of water Hyacinth (Eichhornia crassipes) as alternative energy feedstocks. Res. Sq. https://doi.org/10.21203/rs.3.rs-2356408/v1 (2022).
Sunwoo, I., Kwon, J. E., Nguyen, T. H., Jeong, G. T. & Kim, S. K. Ethanol production from water hyacinth (Eichhornia crassipes) hydrolysate by hyper-thermal acid hydrolysis, enzymatic saccharification and yeasts adapted to high concentration of xylose. Bioprocess Biosyst. Eng. 42, 1367–1374 (2019).
Wirawan, F. et al. Continuous cellulosic bioethanol co-fermentation by immobilized Zymomonas mobilis and suspended Pichia stipitis in a two-stage process. Appl. Energy 266, 114871 (2020).
Malik, K. et al. Lignocellulosic biomass for bioethanol: Insight into the advanced pretreatment and fermentation approaches. Ind. Crops Prod. 188, 115569 (2022).
Khanpanuek, S., Lunprom, S., Reungsang, A. & Salakkam, A. Repeated-batch simultaneous saccharification and fermentation of cassava pulp for ethanol production using amylases and Saccharomyces cerevisiae immobilized on bacterial cellulose. Biochem. Eng. J. 177, 108258 (2022).
Fakayode, O. A. et al. Integrated bioprocess for bio-ethanol production from watermelon rind biomass: Ultrasound-assisted deep eutectic solvent pretreatment, enzymatic hydrolysis and fermentation. Renew. Energy 180, 258–270 (2021).
Chohan, N. A., Aruwajoye, G. S., Sewsynker-Sukai, Y. & Kana, E. G. Valorisation of potato peel wastes for bioethanol production using simultaneous saccharification and fermentation: Process optimization and kinetic assessment. Renew. Energy 146, 1031–1040 (2020).
Whangchai, K. et al. Comparative analysis of fresh and dry free-floating aquatic plant Pistia stratiotes via chemical pretreatment for second-generation (2G) bioethanol production. Bioresour. Technol. Rep. 14, 100651 (2021).
Sawarkar, A. N., Kirti, N., Tagade, A. & Tekade, S. P. Bioethanol from various types of banana waste: A review. Bioresour. Technol. Rep. 18, 101092 (2022).
Chong, T. Y. et al. Techno-economic evaluation of third-generation bioethanol production utilizing the macroalgae waste: A case study in Malaysia. Energy 210, 118491 (2020).
Rocha-Meneses, L. et al. Genetic modification of cereal plants: A strategy to enhance bioethanol yields from agricultural waste. Ind. Crops Products 2020(150), 112408 (2020).
Khoshkho, S. M., Mahdavian, M., Karimi, F., Karimi-Maleh, H. & Razaghi, P. Production of bioethanol from carrot pulp in the presence of Saccharomyces cerevisiae and beet molasses inoculum; A biomass based investigation. Chemosphere 286, 131688 (2022).
Ranjithkumar, M. et al. Insight into the effective utilization of cotton spinning wastes from textile mills for the production of bioethanol. Sustain. Energy Technol. Assess. 53, 102770 (2022).
Jelani, F., Walker, G. & Akunna, J. Effects of thermo-chemical and enzymatic pre-treatment of tropical seaweeds and freshwater macrophytes on biogas and bioethanol production. Int. J. Environ. Sci. Technol. 20, 1–10 (2023).
Jain, A. et al. Impact of titanium dioxide (TiO2) nanoparticles addition in Eichhornia Crassipes biodiesel used to fuel compression ignition engine at variable injection pressure. Case Stud. Therm. Eng. 49, 103295 (2023).
Jutakanoke, R. et al. Alleviation of soil acidification and modification of soil bacterial community by biochar derived from water hyacinth Eichhornia crassipes. Sci. Rep. 13(1), 397 (2023).
Karthikeya, K., Sarma, M. K., Ramkumar, N. & Subudhi, S. Exploring optimal strategies for aquatic macrophyte pre-treatment: Sustainable feedstock for biohydrogen production. Biomass Bioenergy 140, 105678 (2020).
Lu, C. et al. Biohydrogen production through active saccharification and photo-fermentation from alfalfa. Bioresour. Technol. 304, 123007 (2020).
Katakojwala, R. & Mohan, S. V. Multi-product biorefinery with sugarcane bagasse: Process development for nanocellulose, lignin and biohydrogen production and lifecycle analysis. Chem. Eng. J. 446, 137233 (2022).
Song, W. et al. Improving biohydrogen production through dark fermentation of steam-heated acid pretreated Alternanthera philoxeroides by mutant enterobacter aerogenes ZJU1. Sci. Total Environ. 716, 134695 (2020).
Gupta, M. et al. Co-fermentation of glucose, starch, and cellulose for mesophilic biohydrogen production. Int. J. Hydrogen Energy 39(36), 20958–20967 (2014).
Saratale, G. D., Saratale, R. G., Lo, Y. C. & Chang, J. S. Multicomponent cellulase production by Cellulomonas biazotea NCIM-2550 and its applications for cellulosic biohydrogen production. Biotechnol. Prog. 26(2), 406–416 (2010).
Öztep, G. et al. Optimization and microbial community analysis for anaerobic digestion of water hyacinth (Eichhornia crassipes) with waste sludge at different solid contents and temperatures. Environ. Technol. Innov. 32, 103395 (2023).
Arivendan, A., Thangiah, W. J. J., Ramakrishnan, S. & Desai, D. A. Biological waste water hyacinth (Eichhornia crassipes) plant powder particle with eggshell filler-reinforced epoxy polymer composite material property analysis. J. Bionic Eng. 20(3), 1386–1399 (2023).
Sindhu, M., Sharma, R., Saini, A., Khanna, V. & Singh, G. Nanomaterials mediated valorization of agriculture waste residue for biohydrogen production. Int. J. Hydrogen Energy 52, 1241–1253 (2023).
Singh, P., Sharma, R., Dwivedi, N. & Maheshwari, S. Bionanotechnology and microbial synergism in biohydrogen generation and wastewater treatment. In Bionanotechnology Towards Green Energy (eds Singh, P. et al.) 207–230 (CRC Press, 2023).
Zhang, Z. et al. Co-production process optimization and carbon footprint analysis of biohydrogen and biofertilizer from corncob by photo-fermentation. Bioresour. Technol. 375, 128814 (2023).
Sarma, S. J., Brar, S. K., Le Bihan, Y. & Buelna, G. Liquid waste from bio-hydrogen production–a commercially attractive alternative for phosphate solubilizing bio-fertilizer. Int. J. Hydrogen Energy 38(21), 8704–8707 (2013).
Tashyrev, O. B. et al. Application of lignocellulosic substrate obtained after hydrogen dark fermentation of food waste as biofertilizer. Ind. Biotechnol. 14(6), 315–322 (2018).
Fregoso, M. D. J. S. et al. Producción de biofertilizantes mediante biodigestión de excreta líquida de cerdo. Terra Latinoam. 19(4), 353–362 (2001).
Ai, F. et al. Clean style recovery and utilization of residual nutrients in effluents from biohydrogen production: In situ immobilization based on sodium alginate. Front. Bioeng. Biotechnol. 10, 906968 (2022).
Goria, K., Kothari, R., Singh, H. M., Singh, A. & Tyagi, V. V. Biohydrogen: Potential applications, approaches, and hurdles to overcome. In Handbook of Biofuels 399–418 (Academic Press, 2022).
Sayago, U. F. C. The design of a sustainable industrial wastewater treatment system and the generation of biohydrogen from E. crassipes. Polymers 16(7), 893 (2024).
Funding
About researcher project, the university Los Libertadores is the company that contributes to develop this article and other processes.
Author information
Authors and Affiliations
Contributions
U.F.C.S. the model, designed and built the treatment systems, executed the experimental design, and analyzed and interpreted the result of phytorremediations and biofuels. A.L.M.S Analized all the results and design and M.I.G.C. she did the whole process of design of experiments.
Corresponding author
Ethics declarations
Competing interests
The authors declare no competing interests.
Additional information
Publisher's note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Sayago, U.F.C., Gómez-Caicedo, M.I. & Mercado Suárez, Á.L. Design of a sustainable system for wastewater treatment and generation of biofuels based on the biomass of the aquatic plant Eichhornia Crassipes. Sci Rep 14, 11068 (2024). https://doi.org/10.1038/s41598-024-61239-4
Received:
Accepted:
Published:
DOI: https://doi.org/10.1038/s41598-024-61239-4
Keywords
Comments
By submitting a comment you agree to abide by our Terms and Community Guidelines. If you find something abusive or that does not comply with our terms or guidelines please flag it as inappropriate.
