
Abstract
Vanadium dioxide (VO2) exhibits a reversible insulator-metal phase transition that is of significant interest in energy-efficient nanoelectronic and nanophotonic devices. In these applications, crystalline materials are usually preferred for their superior electrical transport characteristics as well as spatial homogeneity and low surface roughness over the device area for reduced scattering. Here, we show applied electrical currents can induce a permanent reconfiguration of polycrystalline VO2 nanowires into crystalline nanowires, resulting in a dramatically reduced hysteresis across the phase transition and reduced resistivity. Low currents below 3 mA were sufficient to cause the local temperature in the VO2 to reach about 1780 K to activate the irreversible polycrystalline-to-crystalline transformation. The crystallinity was confirmed by electron microscopy and diffraction analyses. This simple yet localized post-processing of insulator-metal phase transition materials may enable new methods of studying and fabricating nanoscale structures and devices formed from these materials.
Similar content being viewed by others

Introduction
Materials capable of insulator-metal phase transitions (IMTs) enable nanoelectronic and nanophotonic devices, such as transistors1,2,3, memristors4,5,6, solid-state memory7,8,9, and optical modulators10,11, with extraordinarily steep turn on characteristics and high on-off ratios that can dramatically improve the energy-efficiency of computing and communications. An example is the correlated electron material, vanadium dioxide (VO2), which exhibits an IMT that can be induced by temperature, current, voltage, ionic gating, and electromagnetic radiation12,13,14,15,16,17,18. In many device applications, epitaxial quality crystalline films are often preferred for improved electrical transport characteristics and spatial homogeneity. Until now, the formation of crystalline VO2 films by methods such as pulsed laser deposition17, chemical vapor deposition19, sputtering20, and vapour transport method21,22 has required the seeding from a suitably lattice-matched crystalline substrate, most often Al2O3 or TiO219,20,22,23. Here, we demonstrate that nanowires etched from polycrystalline VO2 films sputtered on thermally grown silica (SiO2) on silicon (Si) can be permanently transformed to crystalline nanowires via the application of electrical currents. Thermal modelling reveals that the applied current causes heating localized to the VO2 nanowire, which likely led to the rearrangement of grain boundaries in VO2. Our discovery is a new way to selectively and rapidly post-process nanostructures of polycrystalline VO2, and potentially other phase transition materials, deposited on amorphous substrates into a crystalline form.
To crystallize VO2 on amorphous substrates, we drew inspiration from the recrystallization of metals and amorphous Si in which thermal annealing is often used to rearrange existing grain boundaries and promote the growth in size of the newly nucleated grains24,25,26. We postulated that if sufficient localized heating is applied to polycrystalline VO2 micro/nanostructures, VO2 could crystallize upon cooling without the need to heat the entire substrate. Here in our manuscript we define the term “polycrystalline” to be a form when the grain size in the film is less than 100 nm in width and the “crystalline” form is when the grain boundaries are no longer observable through electron microscopy and diffraction analyses. Moreover, if the VO2 micro/nanostructure is smaller than the final grain size, the resultant structure would effectively be “single crystalline”. A way to deliver heating that is local and specific to the VO2 micro/nanostructure is by applying an electrical current. For sufficiently small cross-section areas, large current densities, hence sufficient heating, may be achieved at low (<3 mA) applied currents and the crystallization process can be extremely rapid. This process is in contrast to the typical thermal annealing of VO2, in which the film is heated gradually and uniformly to reduce V2O5 into VO2 or create oxygen vacancies27,28,29.
Results
Two terminal device and electrical characterization
Figure 1(a) and (b) show the top and cross-section view schematics of the two terminal VO2 nanowire devices fabricated to demonstrate and investigate this phenomenon. A 120 nm thick VO2 film was deposited onto a 2 μm thick thermally grown SiO2 on a Si substrate using radio-frequency (RF) magnetron sputtering11. The deposition results in polycrystalline films. Then we fabricated sets of VO2 nanowires with varying widths and lengths using electron beam lithography and reactive ion etching. The two lateral electrodes were formed by electron-beam lithography and lift-off of a 100 nm thick palladium (Pd) film. The contacts were separated by a gap of length L varying between 0.75 μm and 7.5 μm, and the VO2 wire width, W, varied between 0.40 μm and 50 μm. We chose to use the two-contact geometry, rather than the four-point probe geometry in ref. 30, because it allows for the straightforward measurement of the voltage vs. current (VI) characteristics before and after the crystallization using the same devices. Details of the fabrication are described in the Methods section.

The fabricated device and the as-sputtered VO2 film.
The (a) top and (b) cross-section view schematics of a VO2 device with Pd contacts. (c) SEM images of a device at two magnifications. (d) X-ray diffraction pattern of the starting VO2 film before crystallization.
To ensure that the contact resistance between the Pd contact pads and VO2 film would not have a significant contribution to the total measured resistance, the surface area of the VO2 film under each Pd contact was kept to a large area of 4 μm × 50 μm. This surface area was identical for all the devices such that their contact resistances would be nominally identical. The H shaped VO2 region is indicated by the long dashed line in Fig. 1(a). Figure 1(c) shows a scanning electron microscope (SEM) images of a device with L = 7.5 μm and W = 5.0 μm. The X-ray diffraction (XRD) scan of the VO2 film in Fig. 1(d) shows that the film was dominantly VO2 but also had some contribution of V2O5. The calculated weight percentage of VO2 and V2O5 was 68.9 wt.% and 31.1 wt.%, respectively. The broad low amplitude peak between 15 °2θ and 47 °2θ with a maximum around 22 °2θ in the scan is due to the amorphous SiO2 under the VO2 film.
The fabricated devices were measured by contacting tungsten probes to the two Pd pads. Using a precision sourcemeter with a 1 kΩ resistor in series, current was applied to the devices. This resistor protected the device from being overdriven during the IMT. First, we obtained the “before” VI relations of the polycrystalline VO2 by sweeping the applied current between 0 mA and 0.3 mA with 1 μA increments, which is applied for 2.7 μs. We ensure that the devices undergo the nominal current-induced two-step phase transition in VO231,32 before increasing the maximum current limit. A swept voltage measurement would result in only a single step transition12,15,33. Two example VI plots are shown in blue in Fig. 2(a) and (b) for VO2 nanowires with two different dimensions. The “before” VI curve has a large hysteresis in the second step due to the Joule heating assisted phase transition15. The width of the hysteresis, as well as the current and voltage of the first and second transition depends on the dimension of the VO2 wires32.

VI and resistivity measurements before and after crystallization.
VI measurements for (a) L = 0.77 μm and W = 2.4 μm and (b) L = 0.99 μm and W = 0.93 μm. (c) The resistivity vs. current corresponding to (a) and the inset is the magnified region in dashed lines. (d) The resistivity vs. temperature for the “before” and “after” states showing the reduced hysteresis and resistivity in the “after” state.
After the “before” measurements, for each sample, we increased the applied current beyond 0.3 mA in increments of 0.2 mA until we observed a rapid, abrupt drop in the voltage at a critical current, IC (Supplementary Figure S1). The voltage drop occurred on time-scales shorter than the data acquisition time in our measurement setup of about 2.7 μs. After the voltage drop, the current was ramped down. The change in the resultant VI was permanent, and we obtained the “after” VI relation by sweeping the applied current between 0 mA and 0.3 mA. The red lines in Fig. 2(a) and (b) show the “after” VI curves of the VO2 wires after applying IC of 2.3 mA and 0.68 mA, respectively. As seen in both Fig. 2(a) and (b), the transition voltage at the first step decreased by approximately 50% and the hysteresis in the second step, from the thermal part of the phase transition11, was significantly reduced. The hysteresis in Fig. 2(a) has nearly collapsed completely. As discussed in the Supplementary Information, we found that the contact resistances in the VO2 insulating and metallic phases, Rcon,i and Rcon,m, in the “before” and “after” states were within the same order of magnitude (“before”: Rcon,i = 62.2 ± 9.7 kΩ, Rcon,m = 580 ± 53 Ω; “after”: Rcon,i = 54.6 ± 7.1 kΩ, Rcon,m = 336 ± 49 Ω). This means the change in the VI characteristics was not due to the contacts but rather the VO2 wire. Furthermore, this suggests the crystallinity of the VO2 film under the Pd contacts experienced minimal change.
Figure 2(c) compares the “before” and “after” resistivity, ρ, as a function of current for the device of Fig. 2(a) (details on the resistivity calculations are described in the Supplementary Information). The “after” plot shows that the hysteresis has been dramatically reduced and large resistivity discontinuities are absent. The almost continuous resistivity vs. current characteristics and low hysteresis width are useful for devices requiring continuous control over resistance and would suggest improved switching speeds. The reduction in the resistivity change is also observed in the ρ vs. temperature plot in Fig. 2(d). The resistivity of the “after” state is about 2.5 times lower than the “before” state for both the insulator and metallic phases of the VO2. This is consistent with an increased carrier scattering time or mean free path in the material by at least 2.5 times. However, the overall change in resistivity across the phase transition was reduced. The ratio between the metallic and insulator phase resistivity in the “before” case is 2.3 × 10−2, and the resistivity ratio in the “after” case is 3.6 × 10−2. The “before” and “after” phase transition temperatures were about the same at approximately 343 K, but in the “after” case, the hysteresis width was reduced to about 3 K, identical to that of single crystal VO219,20,23,34. Furthermore, all the VI and ρ vs. temperature measurements were repeatable in both the “before” and “after” case. Device failure occurred when a current beyond IC was injected into the device.
Due to the small size of the wires and the device geometry, it is difficult to directly determine the material composition, stochiometry, or the vanadium valence state in the “after” state using standard techniques such as XRD or X-ray photoelectron spectroscopy (XPS). However, the “after” state should be dominantly VO2 since the phase transition temperature in the “before” and “after” cases are similar (Fig. 2(d)). It is unlikely that the VO2 wires were converted to other vanadium oxides, such as VO, V2O3, or V2O5, which have drastically different phase transition temperatures compared to VO2 (for example, the transition temperature of V2O3 and V2O5 are around 150 K and 553 K, respectively35,36). The reduction in the resistivity change in the “after” state may be due to the small quantity of V2O5 (Fig. 1(d)) or changes in the strain in the VO2 wires37.
Electron microscopy and diffraction analyses
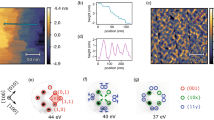
The “after” state of the devices was found to be due a permanent structural transformation of the polycrystalline VO2 into crystalline VO2. Figure 3 shows SEM, cross-sectional transmission electron microscope (XTEM) and selected area electron diffraction (SAED) images of the VO2 nanowires in the “before” and “after” states. Figure 3(a) and (b) show the “before” and “after”, respectively, top-view SEM images of the device with L = 7.5 μm and W = 0.91 μm. The top surface of the VO2 in Fig. 3(a) is rough with visible grain boundaries. From the XTEM image of the VO2 film in the “before” state in Fig. 3(c), the grain sizes are estimated to be about 75 ± 25 nm in width. In Fig. 3(b), the VO2 surface is smooth with no visible grain boundaries. The expanded width on the right end of the wire is suggestive of material reflow. The XTEM of the “after” state in Fig. 3(d) also shows the absence of grain boundaries. Because only a small region could be imaged, grain boundaries could exist along the VO2 wire width and length and we were not able to confirm whether the wire was entirely single crystal. For devices with W > 5 μm, only a narrow region in the VO2 wire appeared smooth, suggesting that the current was concentrated through a filament that had a minimum resistance between the two contact pads (Supplementary Figure S3). The width of the narrow, smooth region is consistent with our previous measurements of the width of thermal filaments in ref. 32.

Electron microscopy images and diffraction patterns before and after the crystallization.
Top view SEM images of the VO2 nanowire device with L = 7.5 μm and W = 0.91 μm (a) before and (b) after the crystallization. XTEM images of a VO2 nanowire (c) before and (d) after crystallization showing the absence of grains in the “after” state. (e) is the high-resolution TEM and (f) the SAED pattern corresponding to the “before” state in (c). The polycrystallinity is evident in the non-uniform plane orientations in (e) and randomness of the diffraction pattern in (f). (g) is the high-resolution TEM and (h) the SAED pattern corresponding to the “after” state in (d) taken in the VO2 metallic (rutile) phase. The atomic arrangement is more periodic and the diffraction pattern exhibits clear symmetries that can be matched to the (i) computed diffraction pattern of VO2 with a rutile crystal structure at view direction [210] using the lattice parameters from ref. 38.
Figure 3(e) and (f) respectively show high-resolution XTEM and SAED images of the VO2 in a device at room temperature. The images were taken over a sample diameter of 150 nm. Numerous crystal orientations are evident in Fig. 3(e) and the randomness of the diffraction pattern in Fig. 3(f) confirm the polycrystallinity of the VO2. In contrast, the high-resolution XTEM and SAED images of VO2 in Fig. 3(g) and (h), respectively, clearly shows crystalline characteristics. These images have been taken at the metallic phase of the VO2 at 80 °C and were taken from a device different from that in Fig. 3(e) and (f) due to the need for sample preparation (Supplementary Figure S4). In Fig. 3(g), the atomic arrangement is spatially regular without any grain boundaries, and the clear diffraction pattern exhibiting symmetries in Fig. 3(h) further suggests the VO2 is crystalline. Using the SingleCrystal software package, we matched the observed diffraction pattern with the expected diffraction pattern using the lattice parameters of VO2 in the metallic phase (rutile structure) from previous studies38. The calculated diffraction pattern is shown in Fig. 3(i). A challenge in matching the computed diffraction pattern with the measurement was the unknown orientation of the VO2 sample relative to the incident electron beam. To determine the incident direction of the beam, in Fig. 3(h), we first identified a separation of 1.42 Å between the center of the diffraction pattern and the nearest diffraction spot in the horizontal direction. This distance is similar to half of the c-axis lattice constant of VO2 (c = 2.85 Å), so we identified the diffraction spot to be from the (002) plane and varied the electron beam incident direction until the rest of the diffraction pattern was matched. A confirmation of the fitting is that with the correct view direction of the diffraction pattern, [210], the simulated diffraction pattern aligns with the SAED pattern. The faint spots in the diffraction pattern that do not match with the VO2 are likely due to the residual V2O5. The complete fittings of the diffraction patterns for both the monoclinic and rutile phases and the contribution from V2O5 are included in the Supplementary Information.
Thermal modelling
Through measurements of devices with varying W and L combined with heat transport simulations, we can ascribe the observed polycrystalline-to-crystalline transformation to a thermally activated process, akin to recrystallization in metals and amorphous semiconductors24,25,26. Applying Fourier’s law of heat conduction ( , where
, where  is the heat flow, k is the thermal conductivity, and T is the temperature) to the VO2 nanowire, in the one-dimensional steady-state, if
is the heat flow, k is the thermal conductivity, and T is the temperature) to the VO2 nanowire, in the one-dimensional steady-state, if  is taken to be the dissipated power (P) over cross-section area (Wt), then
is taken to be the dissipated power (P) over cross-section area (Wt), then

where ΔT is the change in temperature. Therefore, the dissipated power is expected to be linearly proportional to the geometric parameter, W/L. In our experiment,  , with R = Rtot − 2Rcon,m where Rtot is the total measured resistance of the device. Figure 4(a) shows the measured dissipated electrical power, P, at the critical current for the structural change is indeed a linear function of W/L. Using the thermal conductivity of VO2 in ref. 39, the measured data is fitted to Equation 1 with ΔT = 1470 K as shown in Fig. 4(a) in red. This result suggests that the local temperature of the VO2 wire was around 1770 K for the polycrystalline-to-crystalline transformation to occur. This temperature is about 80% of the melting point of VO2 of 2240 K, which is consistent with the requirements of recrystallization processes24,25. For example, amorphous Si can be recrystallized at around 773–913 K even though the melting point of Si is 1687 K24,25. In recrystallization, the energy required for nucleation and grain growth responsible for the change in crystallinity is less than the energy required for melting25,26.
, with R = Rtot − 2Rcon,m where Rtot is the total measured resistance of the device. Figure 4(a) shows the measured dissipated electrical power, P, at the critical current for the structural change is indeed a linear function of W/L. Using the thermal conductivity of VO2 in ref. 39, the measured data is fitted to Equation 1 with ΔT = 1470 K as shown in Fig. 4(a) in red. This result suggests that the local temperature of the VO2 wire was around 1770 K for the polycrystalline-to-crystalline transformation to occur. This temperature is about 80% of the melting point of VO2 of 2240 K, which is consistent with the requirements of recrystallization processes24,25. For example, amorphous Si can be recrystallized at around 773–913 K even though the melting point of Si is 1687 K24,25. In recrystallization, the energy required for nucleation and grain growth responsible for the change in crystallinity is less than the energy required for melting25,26.

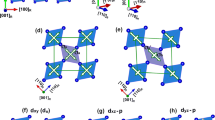
Thermal modeling of the crystallization.
(a) The measured dissipated power at the critical current compared to the power required to heat the VO2 nanowires by ΔT = 1470 K calculated using (a) 1D Fourier model for devices with varying W/L. The result of a thermal transport simulation (COMSOL Multiphysics) showing (b) the current density and (c) temperature distribution for VO2 wire of dimensions L = 0.78 μm and W = 0.41 μm at the critical current, IC.
To obtain a more accurate estimate of the temperature for the polycrystalline-to-crystalline transformation and to confirm whether such temperatures could have been generated in our experiment, we simulated the temperature profile in VO2 nanowires, including the Pd contacts and substrate, at the critical current. The calculations were performed using Joule heating module of COMSOL Multiphysics a stationary study in three dimensions using a non-uniform mesh (minimum mesh size of 5 nm) for different VO2 wire dimensions. The top surfaces of the structure are modelled as convective cooling surfaces allowing thermal transport into the air. The side and bottom boundaries were set to room temperature and were sufficiently far away from the VO2 wire such that they did not influence the results of the heat transport in the wire. The heat capacity of VO2 was modelled as ref. 40 and the thermal conductivity values were taken from ref. 39. In the thermal simulations, the applied voltage across the contact pads is varied to match the current density through the VO2 nanowire with the experimental critical current density required for crystallization. Figure 4(b) and (c) show the matched simulated current density and corresponding temperature profile, respectively, for the VO2 wire with L = 0.78 μm and W = 0.41 μm. The current density is the highest near the interface between the Pd contacts and VO2 wire. The centre of the VO2 wire reaches the highest temperature of 1780 K, similar to the value extrapolated from the one dimensional Fourier model and Fig. 4(a) of 1770 K. Different wire dimensions resulted in similar maximum temperature values to within 10%. Interestingly, the highest temperature region is localized to the centre of the nanowire, which may explain why the contact resistance was unchanged in the polycrystalline-to-crystalline transformation as the temperature may not have been sufficiently high at the Pd contacts for VO2 to crystallize. Moreover, at these high temperatures it is unlikely that VO2 will further oxidize with the oxygen in the air to form V2O5. This is because the boiling temperature of V2O5 is 1750 K41 and at around 1770 K it will most likely thermally decompose.
Discussion
In summary, we have demonstrated the transformation of polycrystalline VO2 into crystalline VO2 in nanowire geometries by injecting electrical currents of the order of 1 mA to reach local temperatures near 1780 K. The reconfiguration is likely through a process akin to recrystallization in metals and semiconductors by thermal annealing, with a key difference that the transformation here was rapid, occurring within microseconds. The final crystal orientation of the VO2 nanowires was not controlled in these experiments, but it may be possible to induce a preferential orientation by introducing strain or patterning the substrate, for example. The crystallized devices exhibited reduced hysteresis across the phase transition and reduced resistivity, essential features for common electronic and photonic devices. Because polycrystalline VO2 films can be deposited at low temperatures (less than around 450–500 °C) on amorphous dielectrics or silicon, compatible with back-end of line complementary metal oxide semiconductor (CMOS) fabrication processing17,28, our findings open the potential for highly dense, three-dimensional integration of crystalline VO2 and other IMT materials with CMOS devices. Further, the simplicity of the current induced crystallization can broaden the investigation of crystalline VO2 and IMT nanostructures on unconventional substrates, including those that are lattice-mismatched, amorphous, or flexible.
Methods
VO2 deposition
The VO2 film was deposited using reactive RF magnetron sputtering of a 50 mm vanadium target (99.7% purity). A 4 cm × 4 cm piece of Si with a 2 μm thick of thermally grown SiO2 was placed on a 150 mm diameter Si wafer, which served as the substrate holder. During the deposition, the substrate holder was held at 500 °C and the chamber was filled with high purity argon (Ar) and oxygen (O2) at flow rates of 80.0 sccm and 2.0 sccm, respectively at a total pressure of 10 mT. The RF power was ramped to 200 W and the O2 flow rate was closely monitored to keep the DC bias of the sample constant. The deposition rate was approximately 0.3 Å/s.
Device Fabrication
The devices were fabricated using aligned electron-beam lithography, dry etching, and metal deposition. First, 20 μm × 20 μm tungsten alignment markers for the electron-beam lithography were formed onto the VO2 film. Then, the patterns for the VO2 nanowires were written using an electron-beam writer (Vistec EBPG 5000, at a dosage of 250 C/cm2 and a current of 500 pA) in a 450 nm thick layer of ZEP-520A resist. The chip was then developed in ZED-N50 for 60 s and then in methyl isobutyl ketone (MIBK) for 30 s. Prior to etching, the resist was baked for 4 min at 100 °C. The sample was then etched using an inductively coupled plasma reactive ion etcher (ICP-RIE). The sample was placed on an aluminum chuck and pre-heated on a hotplate to 80 °C prior to insertion into the ICP-RIE, so the VO2 was in its metallic phase during the etch. A gas mixture of Cl2 (6 sccm), H2 (6 sccm), and Ar (9 sccm) at a total pressure of 5 mT was used for the etch. At a RF power of 125 W and ICP power of 500 W, 50 s was required for a full etch of the VO2. After etching, the ZEP resist was removed by immersing the sample in ZDMAC for 10 min at 70 °C followed by 1 min of sonication in the same solution.With this fabrication process, the minimal feature size of the VO2 nanowire obtained was 400 nm in width and 750 nm in length. Finally, contact pads were formed on the VO2 nanowires by aligned electron-beam lithography (with ZEP-520A resist), thermal evaporation of a 3 nm thick chromium adhesion layer and a 100 nm thick Pd layer (deposition rate: 1.5 Å/s), and lift-off.
Additional Information
How to cite this article: Jeong, J. et al. Current induced polycrystalline-to-crystalline transformation in vanadium dioxide nanowires. Sci. Rep. 6, 37296; doi: 10.1038/srep37296 (2016).
Publisher's note: Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
References
Shibuya, K., Ohnishi, T., Lippmaa, M., Kawasaki, M. & Koinuma, H. Single crystal SrTiO3 field-effect transistor with an atomically flat amorphous CaHfO3 gate insulator. Applied Physics Letters 85, 425–427 (2004).
Zhou, Y. & Ramanathan, S. Correlated Electron Materials and Field Effect Transistors for Logic: A Review. Critical Reviews in Solid State and Materials Sciences 38, 286–317 (2013).
Shukla, N. et al. A steep-slope transistor based on abrupt electronic phase transition. Nature communications 6, 7812 (2015).
Driscoll, T., Kim, H. T., Chae, B. G., Di Ventra, M. & Basov, D. N. Phase-transition driven memristive system. Applied Physics Letters 95, 2–4 (2009).
Ha, S. D., Aydogdu, G. H. & Ramanathan, S. Metal-insulator transition and electrically driven memristive characteristics of SmNiO3 thin films. Applied Physics Letters 98, 98–101 (2011).
Pickett, M. D., Medeiros-Ribeiro, G. & Williams, R. S. A scalable neuristor built with Mott memristors. Nature materials 12, 114–7 (2013).
Watanabe, Y. et al. Current-driven insulator-conductor transition and nonvolatile memory in chromium-doped SrTiO3 single crystals. Applied Physics Letters 78, 3738–3740 (2001).
Kwon, D.-H. et al. Atomic structure of conducting nanofilaments in TiO2 resistive switching memory. Nature nanotechnology 5, 148–153 (2010).
An electrically tuned solid-state thermal memory based on metal-insulator transition of single-crystalline VO2 nanobeams. Advanced Functional Materials 21, 1602–1607 (2011).
Kawakami, Y. et al. Optical modulation of effective on-site coulomb energy for the Mott transition in an organic dimer insulator. Physical Review Letters 103, 2–5 (2009).
Joushaghani, A. et al. Wavelength-size hybrid Si-VO_2 waveguide electroabsorption optical switches and photodetectors. Optics Express 23, 3657 (2015).
Stefanovich, G., Pergament, A. & Stefanovich, D. Electrical switching and Mott transition in VO2. J. Phys.: Condens. Matter 12, 8837–8845 (2000).
Liu, M. et al. Terahertz-field-induced insulator-to-metal transition in vanadium dioxide metamaterial. Nature 487, 345–8 (2012).
Aetukuri, N. B. et al. Control of the metal-insulator transition in vanadium dioxide by modifying orbital occupancy. Nat Phys 9, 661–666 (2013).
Joushaghani, A. et al. Voltage-controlled switching and thermal effects in VO2 nano-gap junctions. Applied Physics Letters 104 (2014).
Martens, K. et al. Field Effect and Strongly Localized Carriers in the Metal-Insulator Transition Material VO2. Physical Review Letters 115, 2–7 (2015).
Jeong, J. et al. Suppression of Metal-Insulator Transition. Science 339, 1402–1405 (2013).
Morrison, V. R. et al. A photoinduced metal-like phase of monoclinic VO2 revealed by ultrafast electron diffraction. Science 346, 445 (2014).
Kim, H., You, H., Chiarello, R. & Chang, H. Finite-size effect on the first-order metal-insulator transition in VO2 films grown by metal-organic chemical-vapor deposition. Physical Review B 47, 900–907 (1993).
De Natale, J. F., Hood, P. J. & Harker, A. B. Formation and characterization of grain-oriented VO2 thin films. Journal of Applied Physics 66, 5844–5850 (1989).
Guiton, B. S., Gu, Q., Prieto, A., Gudiksen, M. S. & Park, H. Single-Crystalline Vanadium Dioxide Nanowires with Rectangular Cross Sections. Journal of the American Chemical Society 127, 498–499 (2005).
Wu, J. et al. Strain-induced self organization of metal-insulator domains in single-crystalline VO 2 nanobeams. Nano Letters 6, 2313–2317 (2006).
Nag, J. & Haglund, R. F. Jr. Synthesis of vanadium dioxide thin films and nanoparticles. Journal of Physics: Condensed Matter 20, 264016 (2008).
Roth, J. A. & Anderson, C. L. Silicon epitaxy by solid-phase crystallization of deposited amorphous films. Applied Physics Letters 31, 689–691 (1977).
Iverson, R. B. & Reif, R. Recrystallization of amorphized polycrystalline silicon films on SiO 2: Temperature dependence of the crystallization parameters. Journal of Applied Physics 62, 1675–1681 (1987).
Humphreys, F. & Hatherly, M. Recrystallization and Related Annealing Phenomena, 2 edn (Elsevier, 2004).
Suh, J. Y., Lopez, R., Feldman, L. C. & Haglund, R. F. Semiconductor to metal phase transition in the nucleation and growth of VO2 nanoparticles and thin films. Journal of Applied Physics 96, 1209–1213 (2004).
Rathi, S. et al. Postfabrication annealing effects on insulator-metal transitions in VO2 thin-film devices. ACS Applied Materials and Interfaces 6, 19718–19725 (2014).
Marvel, R. E., Harl, R. R., Craciun, V., Rogers, B. R. & Haglund, R. F. Influence of deposition process and substrate on the phase transition of vanadium dioxide thin films. Acta Materialia 91, 217–226 (2015).
Gu, W., Choi, H. & Kim, K. K. Universal approach to accurate resistivity measurement for a single nanowire: Theory and application. Applied Physics Letters 89 (2006).
Kim, H. T. et al. Electrical oscillations induced by the metal-insulator transition in VO2. Journal of Applied Physics 107 (2010).
Joushaghani, A. et al. Characteristics of the Current-Controlled Phase Transition of VO2 Microwires for Hybrid Optoelectronic Devices. Photonics 2, 916–932 (2015).
Zimmers, A. et al. Role of thermal heating on the voltage induced insulator-metal transition in VO2. Physical Review Letters 110, 1–5 (2013).
Zhong, X., Zhang, X., Gupta, A. & Leclair, P. Avalanche breakdown in microscale VO2 structures. Journal of Applied Physics 110, 1–6 (2011).
Ji, Y. D. et al. Epitaxial growth and metal-insulator transition of vanadium oxide thin films with controllable phases 101 (2012).
Kang, M. et al. Metal-insulator transition without structural phase transition in V2O5 film Metal-insulator transition without structural phase transition in V2O5 film. Applied Physics Letters 98 (2011).
Nakano, M. et al. Collective bulk carrier delocalization driven by electrostatic surface charge accumulation. Nature 487, 459–462 (2012).
Kück, S. & Werheit, H. V2O5: crystal structure, lattice parameters, density. In Madelung, O. (ed.) Non-Tetrahedrally Bonded Binary Compounds II, 1 edn (Springer-Verlag Berlin Heidelberg, 2000).
Oh, D. W., Ko, C., Ramanathan, S. & Cahill, D. G. Thermal conductivity and dynamic heat capacity across the metal-insulator transition in thin film VO2. Applied Physics Letters 96, 1–4 (2010).
Berglund, C. N. Thermal Filaments in Vanadium Dioxide. IEEE Transactions on Electron Devices 16, 432–437 (1969).
Greenwood, N. & Earnshaw, A. In Chemistry of the Elements, 2 edn (Butterworth-Heinemann, Oxford, 1997).
Acknowledgements
Funding from the Natural Sciences and Engineering Research Council of Canada and the Canada Research Chairs program is gratefully acknowledged. The authors thank Joel Loh for assistance in the XRD measurement, and the Canadian Centre for Electron Microscopy for the SAED and TEM measurements.
Author information
Authors and Affiliations
Contributions
J.J., A.J. and J.K.S.P. designed the experiment. J.J. and Z.Y. fabricated the devices, performed electron microscopy, and conducted the electrical experiments. A.T. executed the e-beam lithography. S.P. and D.A. deposited the VO2 film. J.J. and J.K.S.P. wrote the manuscript and all authors have given approval to the final version of the manuscript.
Ethics declarations
Competing interests
The authors declare no competing financial interests.
Electronic supplementary material
Rights and permissions
This work is licensed under a Creative Commons Attribution 4.0 International License. The images or other third party material in this article are included in the article’s Creative Commons license, unless indicated otherwise in the credit line; if the material is not included under the Creative Commons license, users will need to obtain permission from the license holder to reproduce the material. To view a copy of this license, visit http://creativecommons.org/licenses/by/4.0/
About this article

Cite this article
Jeong, J., Yong, Z., Joushaghani, A. et al. Current induced polycrystalline-to-crystalline transformation in vanadium dioxide nanowires. Sci Rep 6, 37296 (2016). https://doi.org/10.1038/srep37296
Received:
Accepted:
Published:
DOI: https://doi.org/10.1038/srep37296
This article is cited by
-
Progress of microscopic thermoelectric effects studied by micro- and nano-thermometric techniques
Frontiers of Physics (2022)
Comments
By submitting a comment you agree to abide by our Terms and Community Guidelines. If you find something abusive or that does not comply with our terms or guidelines please flag it as inappropriate.
