
Abstract
With the continuous urbanization and industrialization in the world, energy saving and greenhouse gas (GHG) emission reduction have been serious issues to be addressed, for which heat recovery from traditional energy-intensive industries makes up a significant strategy. Here we report a novel approach to extract the waste heat and iron from high temperature steel slags (1450–1650 oC) produced in the steel industry, i.e., integration of coal gasification and steel slag treatment. Both the thermodynamics and kinetics of the pertinent reactions were identified. It was clarified that the kinetic mechanism for gasification varied from A2 model to A4 model (Avrami-Erofeev) in the presence of slags. Most importantly, the steel slags acted not only as good heat carriers but also as effective catalysts where the apparent activation energy for char gasification got remarkably reduced from 95.7 kJ/mol to 12.1 kJ/mol (A2 model). Furthermore, the FeO in the slags was found to be oxidized into Fe3O4, with an extra energy release, which offered a potential for magnetic separation. Moreover, based on the present research results, an emerging concept, composed of multiple industrial sectors, was proposed, which could serve as an important route to deal with the severe environmental problems in modern society.
Similar content being viewed by others

Introduction
With the rapid developments in urbanization and industrialization in the world during the past few decades, the demand for a sustainable and reliable energy has experienced radically growth. Conventionally, recovering the waste heat from energy-intensive industrial sectors such as the steel industry is an important strategy to deal with this issue. Indeed, many advanced technologies1,2,3,4,5,6 have been introduced into the steel industry. However, there is considerable scope for further improvement with regard to the energy consumption and greenhouse gas (GHG) emission, especially in the context of global warming7,8. On the other hand, waste heat recovery from hot slags is believed to represent one of last substantial and undeveloped potentials of energy savings in the iron and steel sector9,10.
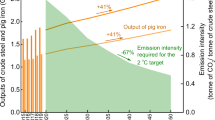
China has been the largest iron and steel producer since 1996 and the annual pig iron and crude steel outputs were 712 Mt and 823 Mt in 201411, respectively. In detail, the crude steel productions in China and the world since 2004 are shown in Fig. 1a and the emissions of GHG during steel manufacturing contribute significantly to the global warming. To illustrate this, during the steel making process in 2014, more than 120 Mt steel slags were discharged at 1450–1650 oC, carrying substantial high grade thermal energy amounting to carbon equivalents of more than 7.1 Mt standard coal. However, the recovery ratio of the high value energy is less than 2% in China12 because of the fundamental constraints, namely low thermal conductivity, easy crystallization trend and discontinuous time-temperature availability13,14. This has necessitated the development of advanced approaches that can effectively meet these constraints. In this case, chemical methods have been proposed to provide promising routes because of the specific advantages including the combination of various industrial sectors and the production of high value syngas.

Annual crude steel and coal production in China and the world (a) crude steel production and (b) coal production.
As for the heat recovery from blast furnace slags, several chemical methods have been proposed including biomass gasification15,16, coal gasification17,18,19 as well as methane deforming reaction20,21. As for the heat recovery from steel slags, developments of chemical methods on heat recovery from steel slags are quite limited22. The present study was therefore motivated and an integrated process was designed combining of coal gasification and heat recovery form steel slags. In 2013, the total production of raw coal in China was 3.56 Gt (gigatonnes)23, accounting for nearly half of the world’s production. The annual coal production is displayed in Fig. 1b in China and the world since 200324, which indicate that the coal industry is faced with the serious situation with respect to the reduction of emissions. Compared with direct combustion, coal gasification has some individual advantages such as less pollution, high efficiency and deeper utilization of the product25. During the coal gasification process, the demanded heat is generally supplied by the partial combustion of the coal, from the viewpoint of which the steel slags, tapped at high temperatures, could act as alternative heat sources.
Furthermore, in the sense of carbon capture and storage (CCS), pure CO2 was employed as the reactive agent to conduct the gasification tests. The fundamental mechanism of coal gasification was identified taking into account the underlying thermodynamic and the kinetic factors. From the viewpoint of waste-to-clean energy strategy, it is expected that this emerging method could show substantial environmental and economic benefit in the near future. Additionally, it should be pointed out here that three samples were used in this study, i.e., a raw steel slag sample (S0), a raw coal sample (S1) and a mixture with the mass ratio of coal sample to steel slags of 1:1 (S2).
Results
Transient behavior of mass variation during coal gasification
To characterize the transient behavior of the coal gasification, the mass evolutions of coal samples during the heating path were continuously measured using a thermo-gravimetric (TG) analyzer, as detailed in Fig. 2. As can be seen, the overall process of coal gasification could strictly be divided into two stages based on the TG curves, i.e., firstly, a coal pyrolysis stage for coal char preparation at <950 oC in the atmosphere of N2 and, secondly, a char/CO2 gasification process at 1000–1200 oC in the atmosphere of CO2. The coal gasification process, indeed, started with the low temperature pyrolysis of organic materials with a relatively low reaction rate. This step of coal pyrolysis started at around 300 oC and got completed at around 900 oC, during which the various covalent bonds were cleaved and the volatiles were decomposed; the gases including CO and H2 were thus released and the char was finally formed26,27. According to the ultimate analyses, the molecular formula of raw coal was deduced as CH0.28O0.43; thus this stage could be described by equation (1). Another phenomenon observed was that the steel slags influenced the stage of coal pyrolysis, as detailed in Fig. 2a–c. First, with the existence of slags a longer reaction time appeared, which could originate from an inhibitory effect of steel slags on the mass transfer steps in the samples. Second, with steel slags, more mass was consumed during the coal pyrolysis stage, which could indicate the occurrence of reactions between the char produced and the steel slags.

TG curves of the coal gasification process (a) TG curves at 1000 oC, (b) TG curves at 1100 oC, (c) TG curves at 1200 oC and (d) TG curves of the raw coal (S1) at 1000, 1100 and 1200 oC.

The most important stage was the gasification reaction between the char formed and CO2 agent at the set temperatures. Fig. 2d displays the gasification process of the raw coal and it can be seen that as the gasifying temperature increased from 1000 oC to 1200 oC, the reaction time required to complete the char gasification process was greatly shortened because of the enhanced reaction rate, i.e., from 130 min at 1000 oC, 45 min at 1100 oC to 25 min at 1200 oC, respectively. Figure 2a–c displayed the mass variations of the raw coal and the coal/slags mixture during the coal gasification at temperatures of 1000 oC, 1100 oC and 1200 oC, respectively. As can be observed, in contrast to the coal pyrolysis stage, the char/CO2 gasification process was remarkably enhanced by the steel slags as marked by a smaller reaction time and a larger slope of the TG curves, especially at 1000 oC (Fig. 2a); whereas the gasification rates at 1100 oC and 1200 oC were also improved by the steel slags, albeit in relatively smaller increments (Fig. 2bc) because of the intrinsic high reaction rate at these temperatures.
The differential thermal gravity (DTG) curves of the char/CO2 reaction stage could display the reaction rate of the gasification process more explicitly, as presented in Fig. 3a–d. As can be seen, for both the raw coal and the coal/slag mixture, the reaction rate was greatly enhanced with increasing gasifying temperature and furthermore, the presence of the steel slags resulted in a shorter reaction time. The latter, actually, could be indicative of a catalytic effect caused by the slags. Indeed, the variations of the reaction time could reasonably be described using a new constant, namely reactivity index, which could be defined as28,29:

DTG curves of the coal gasification process (a) DTG curves at 1000 oC, (b) DTG curves at 1100 oC, (c) DTG curves at 1200 oC, (d) DTG curves of S1 at 1000, 1100 and 1200 oC and (e) reactivity indexes of the samples.

where R0.5 and τ0.5 are the reactivity index and time when reaction conversion ratio reaches 0.5. The variation trend of the reactivity index with varying samples and gasifying temperatures is presented in Fig. 3e, which clearly indicated that the increasing gasifying temperature and the existence of steel slags decreased the reaction time and consequently increased the reactivity index of the char/CO2 reactions.
Kinetic mechanism of coal gasification
As the char/CO2 reaction was a typical reaction in the family of gas-solid reactions, various mechanism functions of gas-solid reactions could be employed to clarify the kinetic mechanism of this process17,18,30,31. The determination of the likely kinetic mechanisms should be based on two fundamental rules. First, the linear relationship between the integral function F(x) (where x represents the conversion degree of coal char) and t, i.e., the correlation coefficients (R2) of all plots, were compared and analyzed, as a larger correlation coefficient generally suggested a better result of model fitting. Second, the obtained mechanisms of the char/CO2 should be fully discussed and seriously compared with previously published results, because a deeper understanding of the mechanism was considered much more important than a simple linear ratio in terms of mathematics32.
The F(x) versus t plots were first established using the mechanism functions including nucleation growth, chemical reaction and mass diffusions (detailed in Supplementary Table S1), as presented in Fig. 4. The results demonstrated that, for sample S1 without steel slags, an A2 model (Avrami-Erofeev, m = 2) could interpret the kinetic mechanism most reasonably, as described by equation. (3). In fact, Avrami-Erofeev models were generally used to interpret the gas-solid reactions when the porosity of the solids varies during the reactions, the rate-controlling step of which is the nucleation step30,31,33. The char/CO2 gasification process in this study could be scientifically described by an Avrami-Erofeev model because of the continuously varying porosity of the char as the reaction progressed, which was also in agreement with the previous studies17,18. As for mixture sample S2, it can be seen that the kinetic function was changed in the presence of steel slags, i.e., an A4 model could best characterize the kinetic mechanism, as described by equation (4), instead of an A2 model. To further prove the foregoing analysis, the plots results of the correlation coefficients (R2) and the apparent gasification rate constants (k) are detailed in Table 1 based on A2 and A4 model. It could clearly be concluded that the existence of the steel slags not only enhanced the reaction rate of the gasification process but also influenced the kinetic mechanisms.

Kinetic models of char/CO2 reactions for different samples (a) S1 at 1000 oC, (b) S1 at 1100 oC, (c) S1 at 1200 oC, (d) S2 at 1000 oC, (e) S2 at 1100 oC and (f) S2 at 1200 oC.


where  and
and  are the conversion degree of coal char and integral mechanism function, respectively.
are the conversion degree of coal char and integral mechanism function, respectively.
As the kinetic mechanism changed from A2 model to A4 model because of the considerable effect of the steel slags, then the corresponding apparent rate constants (k) could be derived, as presented in Table 1. It should be pointed out that the kinetic models are clarified, not only from the viewpoint of mathematic relationship, but also from the viewpoint of basic mechanistic understanding and previous studies17,18,31,32,33. It is appreciated that the Avrami-Eroofeev model includes intrinsically gas phase transport along with chemical reaction kinetics but our approach is to extract, from the data apparent activation energy values and compare these to what might be physically expected for various rate limiting steps. According to the rate constants k, the apparent activation energy (Ea) for char gasification could further be determined, as shown in Table 1. The activation energy for char gasification decreased prominently from 95.7 kJ/mol to 12.1 kJ/mol and 92.6 kJ/mol to 13.8 kJ/mol using the A2 model and A4 model, respectively, which indicated a remarkable catalytic effect of the steel slags on the char gasification. As the activation energy was decreased to 12.1 kJ/mol, the resistance for the Boudourad reaction was greatly reduced and thus the chemical-reaction rate was significantly enhanced. Under such a condition, it is likely that gas phase transport could account for the rate-controlling stage, compared with the stage of chemical reaction in the overall process. Indeed, gas phase diffusion would be expected to exhibit an activation energy of 4.2–21 kJ/mol34,35, which is lower than the corresponding values measured when the chemical reaction acts as the rate-controlling step with an activation energy generally more than 42 kJ/mol. As gas diffusion became a dominant step of the char gasification, if the amount of char sample used was increased, the flow rate of the reactive agent should be also adjusted accordingly, especially with the addition of slags.
Syngas production and the thermodynamics
As one of the main objectives of the present study was to obtain the syngas composed of CO, H2 and other gases, the concentration of the syngas versus time was detected using a gas analyzer. As an example, the transient curve of the released CO gas for sample S1 gasifying at 1000 oC is presented in supplementary Figure S1a. It can be noted that the transient curve could be divided into two stages, i.e., a weak stage of coal pyrolysis and a strong stage of char gasification, which could exactly verify the overall trend of mass variation by TG measurements. It should be pointed out that no remarkable CH4 release was detected in the present experiments and therefore only the yields of CO and H2 were analyzed. Based on the transient concentration of CO and H2, the productions and the higher heating value (HHV) of the syngas could be deduced, as shown in Fig. 5a. It was found that the values of the yielded syngas almost kept constant, i.e., 1.60 Nm3 CO and 0.41 Nm3 H2 per kilogram of raw coal, respectively. The increasing temperature showed no influence on the final productions of CO and H2 but only improved the reaction rate because at the present temperatures (1000–1200 oC), the gasification reaction could be completed and there was no residual organics in the samples.

Thermodynamics and syngas production of coal gasification reactions (a) experimental gas yields, (b) CO yield by FactSage, (c) H2 yield by FactSage, (d) total gas yield by FactSage and (e) HHV of the yielded gas by FactSage.
To further clarify the thermodynamics of coal gasification and predict the syngas yields under various experimental conditions, the equilibrium syngas yields were calculated using FactSage software36. The calculated results including the contents of the syngas and its HHV are presented in Fig. 5b–e, based on which several characteristics could be clarified. First, the dominant components in the syngas were CO and H2, especially the CO gas. With increasing amount CO2 reacting during the gasification, the yield of CO remarkably increased as Boudourad reaction (5) would result in the production of two moles of CO gas for one mole of the reactant CO2 gas.

The yield of H2, on the other hand, showed an opposite trend and consequently, the total yield and HHV of the syngas increased significantly. However, the obtained syngas should be further separated after gasification as an increasing CO2 content in the syngas would be detrimental to the process. Thus the reactive CO2 amount should be reasonably controlled during an actual process. Second, the yields and the HHV of the syngas were almost constant with increasing temperature, which was in good agreement with the experimental results. Under a gasifying condition at high temperatures, the difference between various experiments lay mainly in the time required to complete the reaction but not the final equilibrium state; and therefore the equilibrium syngas yields did not change prominently. Third, the experimentally measured syngas yield almost equaled to the maximum values calculated by FactSage because under the present experimental conditions, the supplied gasifying agent of CO2 was excess.
Discussion
In order to further clarify the mechanism, the steel slags before and after heat-treatment (S0), the coal ash (S1) and the solid wastes after gasification (S2) were characterized using X-ray diffraction (XRD, D/Max 2500, Rigaku) and Fourier transformation infrared (FTIR) techniques, as presented in Fig. 6a,b. First, it can be noted that there was no residual char in the solid wastes, suggesting the complete reaction of the coal samples, which was also consistent with the thermodynamic results. Second, the coal ash was composed of glass phase and a mineral phase, namely mullite (3Al2O3·2SiO2), which could contribute to an important method for mullite preparation in the future. Third, in the steel slags, the main mineral phases were Ca2Fe1.2Mg0.4Si0.4O5, Ca2SiO4, CaO and FeO, which was, actually, in agreement with the catalytic effect of the slags. Firstly, CaO, as one of the mineral phases in the steel slags, was indeed a common catalyst for coal gasification to improve the rate the char/CO2 gasification37,38. Secondly, compared to Ca salts, the iron oxide in the slags could have a strong activity on the char gasification and a possible catalytic mechanism could be described by means of equations (6–7)18,39,40. On the other hand, Nishiyama41 reported that a low-rank coal is more sensitive to catalyst loadings than a high-rank coal due to the high concentrations of oxygen-containing functional groups, which was in agreement with the present results.

Characterizations of the char/CO2 reactions for different samples (a) XRD results of the mineral phases in the solids, (b) FTIR results of the mineral phases in the solids and (c) Fe-CO-CO2 phase diagrams.


After the steel slags were treated, an interesting phenomenon was observed that more Fe3O4 crystalline phase appeared, either in the steel slags simply heat-treated in the CO2 atmosphere or in the solid wastes after gasification reactions at 1200 oC. Fig. 6c presents the detailed phase diagram of Fe-CO-CO2 system, which could elaborate this phenomenon in theory. Under the present condition, the local experimental CO partial pressure and temperature were located in the Fe3O4 region. Therefore the FeO present was continuously oxidized by the CO2 according to equation (8) and the extra exothermic heat of this reaction, could be also recovered. In addition, this reaction could show some potential of CO2 footprint reduction. Moreover, a series of control experiments were performed where only the steel slags were heated in CO2 atmosphere and the formation of CO gas in the syngas was detected, as shown in supplementary Figure S1b, which experimentally proved the occurrence of reaction (8) and was compatible with thermodynamic calculations. The acquisition of the Fe3O4 enriched slags is of great significance for the further utilization of the steel slags since the Fe3O4 could be separated and recovered from the steel slags using magnetic separation method enabling a complete recycling of the steel slags.

Based on the foregoing analysis, a roadmap for this novel method could be proposed, for which the technological process could be divided into several steps related to the individual industrial sectors. First, the high temperature steel slags were produced in the steel industry and broken into small granules to increase the surface area of the slags using various techniques such as an air granulation system or a roll type slag solidification system42. Second, the obtained granules were thoroughly contacted with the raw coal and the gasification reaction occurred in a reactor such as a fluidized bed in the atmosphere of CO2, during which the valuable syngas comprising CO and H2 was released. An alternative concept is that the thermal heat was first stored in high temperature phase change materials (PCMs)43 and then was utilized for coal gasification. Third, the syngas was desulfurized and the CO and H2 were separated from the syngas through different routes and utilized for various applications such as reactants in the DRI, raw materials in the chemical engineering industry and combustion for power generation. Fourth, the solid wastes should be timely and reasonably disposed and the Fe3O4 crystalline phase generated could be separated and recovered from the steel slags, which could be further used as raw materials in the steel industry. In brief, there were two specific advantages of this novel system, i.e., first not only the thermal heat but also the material resources of the steel slags were reasonably recovered and treated and second, several industrial sectors were combined and integrated in this big system.
In summary, in order to deal with the severe issues of increasing global warming and environmental degradation, we explored a novel route in this study, i.e., heat recovery from the high temperature steel slags through coal gasification reaction. The kinetic and thermodynamic aspects of the coal gasification were both determined. The results demonstrated that the steel slag showed multiple roles on the coal gasification phenomenon, i.e., not only an alternative heat carrier, but also an effective catalyst and even a reactant. Furthermore, it was found that the kinetic mechanism of coal char/CO2 gasification changed from A2 model to A4 model (Avrami-Erofeev) because of the presence of steel slags. Moreover, a big integrated system, composed of various industrial sectors, was proposed based on the identified results in this study.
Methods
Sample preparation
A low-rank coal sample was collected from Pingshuo power generation plant in Shanxi Province, China. Proximate analysis and ultimate analysis of the coal sample were performed using a thermogravimetric analyzer (TGA-701, LECO) and an elemental analyzer (vario Macro CHNS, Elementar), respectively and the calorific value was determined by an adiabatic bomb calorimetry (Parr 6400 Calorimeter, Parr). The results obtained are summarized in Table 2. Additionally, the chemical compositions of the coal ash were determined by X-ray fluorescence (XRF) spectrometer (S4-Explorer, Bruker) and the results are detailed in Table 2. The coal sample was first dried for 24h at 105 oC and then crushed and ground to a size smaller than 150 um.
Industrial steel slags were acquired from Shougang Corporation in Beijing, China, the chemical compositions of which were measured by XRF (S4-Explorer, Bruker) and displayed in Table 2. The slag was first crushed into small particles after drying and then thoroughly mixed with the coal powder using a ball grinder for the subsequent gasification. Three samples were prepared using the foregoing materials, i.e., a raw steel slag sample (S0), a raw coal sample (S1) and a mixture with the mass ratio of coal sample to steel slags of 1:1 (S2), respectively.
Apparatus and Procedure
A TG analyzer (S60/58341, Setaram) was adopted to perform the gasification tests, as depicted in supplementary Figure S2 in detail. The apparatus was mainly composed of two parts, i.e., a TG system and a syngas measurement system. During each gasification run, approximately 10 mg of sample was first placed in a Pt crucible with the height of 5 mm and diameter of 8 mm. Then, the coal sample was pyrolyzed for char preparation by heating from room temperature to 950 oC at the rate of 10 oC/min under the N2 flow (60 ml/min). After attaining the experimental temperature, the sample was held at constant temperature (950 oC) for 30 min for thorough pyrolysis and after that, the char produced was heated to the set gasification temperature at the rate of 10 oC/min. The experimental gasification temperatures were chosen as 1000 oC, 1100 oC and 1200 oC. The samples were maintained at the experimental temperature for 5 min for attaining stabilization with respect to the temperature and gas atmosphere of the system. After this period, the N2 gas was replaced by the gasifying agent of CO2 with the flow rate 60 mL/min, which was enough to confirm the rapid proceeding of char/CO2 gasification. Then the char gasification occurred at the pre-set temperature, during which the variation of the sample mass was measured which enabled the identification of the kinetic mechanism of gasification. Further, to calculate and analyze the syngas yield, the composition of the syngas including concentrations of CO and H2 were measured by a gas analyzer (Testo pro350, Testo). In addition, to calibrate for the effects of buoyancy, blank runs were also performed.
Methodology of kinetic analysis
The kinetic mechanism of coal gasification was characterized based on the TG analysis in this study. The rate of coal gasification could be described equation (9) and by rearranging and integrating equation (9) the integral mechanism function  can be derived through equation (10)30,31.
can be derived through equation (10)30,31.


where  ,
,  ,
,  ,
,  ,
,  and
and  are the conversion degree of coal gasification, time, apparent gasification rate constant, absolute temperature, differential and integral mechanism function, respectively. Numerous mechanism functions have been developed to interpret gas-solid reactions, as provided in Supplementary Table S1. Moreover, these mechanism functions were employed and analyzed based on not only the mathematical optimum but also the proven mechanism and understanding related to coal gasification.
are the conversion degree of coal gasification, time, apparent gasification rate constant, absolute temperature, differential and integral mechanism function, respectively. Numerous mechanism functions have been developed to interpret gas-solid reactions, as provided in Supplementary Table S1. Moreover, these mechanism functions were employed and analyzed based on not only the mathematical optimum but also the proven mechanism and understanding related to coal gasification.
After the kinetic mechanism was determined, the apparent rate constants (k) for gasification could be deduced based on equation (10) and therefore the apparent activation energy of gasification Ea could be determined by means of Arrhenius equation, shown as equation (11).

where k, A, Ea, R and T are the apparent gasification rate constant, pre-exponential factor, apparent activation energy of gasification, gas constant (8.314 J/mol/K) and absolute temperature (K), respectively. On these grounds the possible catalytic effect of the steel slags on the coal gasification reaction could be further clarified.
Hypothesis of thermodynamics by FactSage
In this study, the effects of two variables, namely temperature and reactive agent (CO2), on syngas generation were explored at 1000–1200 oC. In order to further analyze the syngas production and theoretically predict the syngas yield during gasification, equilibrium calculations were performed employing the approach of Gibbs free energy minimization using the FactSage software (FactSage 6.3)34. During calculations, the possible catalytic effect of the steel slags was not considered and the reactions were assumed to occur under isothermal (1100–1400 oC) and isobaric (1 atm) conditions.
Furthermore, the coal compositions were simplified only including the elements of C, H and O. It was assumed that 1 kg coal reacted with the gasifying agent and therefore the amount of reacted organics was 0.7474 kg based on proximate analyses. The calculated equilibrium data were compared to the experimental data obtained by isothermal gasification and the thermodynamics of coal gasification was thus identified. In addition, the HHV of the syngas per mass of coal sample could be derived by means of equation (12) after the equilibrium syngas yields were obtained33,44. Additionally, it should be pointed out that the methodologies used in this study including the computations on kinetics and thermodynamics were general and could be expanded to other studies in the future such as gasification of carbonaceous feedstock.

where [CO] and [H2] are the individual gas yields of CO and H2 per mass of raw coal.
Additional Information
How to cite this article: Sun, Y. et al. Integration of coal gasification and waste heat recovery from high temperature steel slags: an emerging strategy to emission reduction. Sci. Rep. 5, 16591; doi: 10.1038/srep16591 (2015).
References
Aboutalebi, M. R., Hasan, M. & Guthrie, R. I. L. Coupled turbulent flow, heat and solute transport in continuous casting processes. Metall. Mater. Trans. B 26, 731–744 (1995).
Shi, C. B., Seo, M. D., Cho, J. W. & Kim, S. H. Crystallization characteristics of CaO-Al2O3-Based mold flux and their effects on in-mold performance during high-aluminum TRIP steels continuous casting. Metall. Mater. Trans. B 45, 1081–1097 (2014).
Anameric, B. & Kawatra, S. K. Properties and features of direct reduced iron. Miner. Process Extr. Metall. Rev. 28, 59–116 (2007).
Bandopadhyay, A., Ganguly, A., Prasad, K. K., Sarkar, S. B. & Ray, H. S. Thermogravimetric studies on the reoxidation of direct reduced iron at high temperatures. ISIJ Int. 29, 753–760 (1989).
Pardo, N. & Moya, J. A. Prospective scenarios on energy efficiency and CO2 emissions in the European iron & steel industry. Energy 54, 113–128 (2013).
Hasanbeigi, A., Morrow, W., Sathaye, J., Masanet, E. & Xu, T. F. A bottom-up model to estimate the energy efficiency improvement and CO2 emission reduction potentials in the Chinese iron and steel industry. Energy 50, 315–325 (2013).
Milford, R. L., Pauliuk, S., Allwood, J. M. & Müller, D. B. The roles of energy and material efficiency in meeting steel industry CO2 targets. Environ. Sci. Technol. 47, 3455–3462 (2013).
Allwood, J. M., Cullen, J. M. & Milford, R. L. Options for achieving a 50% cut in industrial carbon emissions by 2050. Environ. Sci. Technol. 44, 1888–1894 (2010).
Bisio, G. Energy recovery from molten slag and exploitation of the recovered energy. Energy 22, 501–509 (1997).
Barati, M., Esfahani, S. & Utigard, T. A. Energy recovery from high temperature slags. Energy 36, 5440–5449 (2011).
World steel association. Statistics, Statistics archive, Monthly steel production. < http://www.worldsteel.org/statistics/statistics-archive/monthly-steel-archive.html> (Accessed 7th May 2015)
Cai, J., Wang, J., Chen, C. & Lu, Z. Recovery of residual heat integrated steelworks. Iron Steel 42, 1–6 (2007).
Sun, Y., Zhang, Z., Liu, L. & Wang, X. Heat recovery from high temperature slags: a review of chemical methods. Energies 8, 1917–1935 (2015).
Zhang, H. et al. A review of waste heat recovery technologies towards molten slag in steel industry. Appl. Energy 112, 956–966 (2013).
Sun, Y., Zhang, Z., Seetharaman, S., Liu, L. & Wang, X. Characteristics of low temperature biomass gasification and syngas release behavior using hot slag. RSC Adv. 4, 62105–62114 (2014).
Luo, S., Zhou, Y. & Yi, C. Hydrogen-rich gas production from biomass catalytic gasification using hot blast furnace slag as heat carrier and catalyst in moving-bed reactor. Int. J. Hydrog. Energy 37, 15081–15085 (2012).
Li, P., Yu, Q., Qin, Q. & Lei, W. Kinetics of CO2/Coal gasification in molten blast furnace slag. Ind. Eng. Chem. Res. 51, 15872–15883 (2012).
Li, P., Yu, Q., Xie, H., Qin, Q. & Wang, K. CO2 gasification rate analysis of Datong coal using slag granules as heat carrier for heat recovery from blast furnace slag by using a chemical reaction. Energy Fuels 27, 4810–4817 (2013).
Cahyono, R. B. et al. Integrated coal-pyrolysis tar reforming using steelmaking slag for carbon composite and hydrogen production. Fuel 109, 439–444 (2013).
Kasai, E., Kitajima, T., Akiyama, T., Yagi, J. I. & Saito, F. Rate of methane-steam reforming reaction on the surface of molten BF slag: for heat recovery from molten slag by using a chemical reaction. ISIJ Int. 37, 1031–1036 (1997).
Purwanto, H. & Akiyama, T. Hydrogen production from biogas using hot slag. Int. J. Hydrog. Energy 31, 491–495 (2006).
Matsuura, H. & Tsukihashi, F. Thermodynamic calculation of generation of H2 gas by reaction between FeO in steelmaking slag and water vapor. ISIJ Int. 52, 1503–1512 (2012).
World coal association. Resources, Coal statistics. < http://www.worldcoal.org/resources/coal-statistics/> (Accessed 7th May 2015).
U.S. Energy Information Administration. International, International Energy Statistics. http://www.eia.gov/cfapps/ipdbproject/iedindex3.cfm?tid=1&pid=7&aid=1&cid=regions,&syid=2002&eyid=2012&unit=TST (Accessed 7th May 2015).
Higman, C. & Tam, S. Advances in coal gasification, hydrogenation and gas treating for the production of chemicals and fuels. Chem. Rev. 114, 1673–1708 (2013).
Solomon, P. R., Serio, M. A. & Suuberg, E. M. Coal pyrolysis: experiments, kinetic rates and mechanisms. Prog. Energy Combust. Sci. 18, 133–220 (1992).
Shi, L., Liu, Q., Guo, X., Wu, W. & Liu, Z. Pyrolysis behavior and bonding information of coal-a TGA study. Fuel Process. Technol. 108, 125–132 (2013).
Wang, J., Yao, Y., Cao, J. & Jiang, M. Enhanced catalysis of K2CO3 for steam gasification of coal char by using Ca(OH)2 in char preparation. Fuel 89, 310–317 (2010).
Senneca, O., Russo, P., Salatino, P. & Masi, S. The relevance of thermal annealing to the evolution of coal char gasification reactivity. Carbon 35, 141–151 (1997).
Tanaka, H. Thermal analysis and kinetics of solid state reactions. Thermochim. Acta 267, 29–44 (1995).
Irfan, M. F., Usman, M. R. & Kusakabe, K. Coal gasification in CO2 atmosphere and its kinetics since 1948: a brief review. Energy 36, 12–40 (2011).
Vyazovkin, S. et al. ICTAC kinetics committee recommendations for performing kinetic computations on thermal analysis data. Thermochim. Acta 520, 1–19 (2011).
Xie, Q., Kong, S., Liu, Y. & Zeng, H. Syngas production by two-stage method of biomass catalytic pyrolysis and gasification. Bioresour. Technol. 110, 603–609 (2012).
Vyazovkin, S. Kinetic concepts of thermally stimulated reactions in solids: a view from a historical perspective. Int. Rev. Phys. Chem. 19, 45–60 (2000).
Carcia, P. F. et al. Ca test of Al2O3 gas diffusion barriers grown by atomic layer deposition on polymers. Appl. Phys. Lett. 89, 031915/1-031915/3 (2006).
Bale, C. W. et al. FactSage thermochemical software and databases recent developments. Calphad 33, 295–311 (2009).
Devi, T. G. & Kannan, M. P. Calcium Catalysis in Air Gasification of Cellulosic Chars. Fuel 77, 1825–1830 (1998).
Matsuoka, K. et al. Transformation of alkali and alkaline earth metals in low rank coal during gasification. Fuel 87, 885–893 (2008).
Mckee, D. W. Effect of metallic impurities on the gasification of graphite in water vapor and hydrogen. Carbon 12, 453–454 (1974).
Tanaka, S. et al. CO2 gasification of iron-loaded carbons: activation of the iron catalyst with CO. Energy Fuels 9, 45–52 (1995).
Nishiyama, Y. Catalytic behavior of iron and nickel in coal gasification. Fuel 65, 1404–1409 (1986).
Hiroyuki, T. et al. Development of continuous steelmaking slag solidification process suitable for sensible heat recovery. ISIJ Int. 55, 894–903 (2015).
Nomura, T., Zhu, C., Sheng, N., Saito, G. & Akiyama, T. Microencapsulation of Metal-based Phase Change Material for High-temperature Thermal Energy Storage. Sci Rep 5, 9117–9124 (2015).
Li, X., Grace, R., Lim, C. J., Watkinson, A. P., Chen, H. & Kim, J. R. Biomass gasification in a circulating fluidized bed. Biomass Bioenerg. 26, 171–193 (2004).
Acknowledgements
Supports by the National High Technology Research and Development Program of China (863 Program, 2012AA06A114) and Key Projects in the National Science & Technology Pillar Program (2013BAC14B07) are acknowledged. The authors also acknowledge financial support by the Common Development Fund of Beijing and the National Natural Science Foundation of China (51472007, 51272005 and 51172001).
Author information
Authors and Affiliations
Contributions
Z.T.Z. and Y.Q.S. designed the experiments; Y.Q.S. conducted the experiments, analyzed the data and wrote the manuscript; Z.T.Z. provided guidance on the manuscript preparation, modified the manuscript and supervised the whole work; S.S. discussed and modified the manuscript; L.L.L. and X.D.W. discussed the manuscript.
Ethics declarations
Competing interests
The authors declare no competing financial interests.
Electronic supplementary material
Rights and permissions
This work is licensed under a Creative Commons Attribution 4.0 International License. The images or other third party material in this article are included in the article’s Creative Commons license, unless indicated otherwise in the credit line; if the material is not included under the Creative Commons license, users will need to obtain permission from the license holder to reproduce the material. To view a copy of this license, visit http://creativecommons.org/licenses/by/4.0/
About this article

Cite this article
Sun, Y., Sridhar, S., Liu, L. et al. Integration of coal gasification and waste heat recovery from high temperature steel slags: an emerging strategy to emission reduction. Sci Rep 5, 16591 (2015). https://doi.org/10.1038/srep16591
Received:
Accepted:
Published:
DOI: https://doi.org/10.1038/srep16591
This article is cited by
-
Recycling of ironmaking and steelmaking slags in Japan and China
International Journal of Minerals, Metallurgy and Materials (2022)
-
BOF Steel Slag: Critical Assessment and Integrated Approach for Utilization
Journal of Sustainable Metallurgy (2021)
-
Molten steel yield optimization of a converter based on constructal theory
Science China Technological Sciences (2018)
-
Disposal of High-Temperature Slags: A Review of Integration of Heat Recovery and Material Recycling
Metallurgical and Materials Transactions E (2016)
Comments
By submitting a comment you agree to abide by our Terms and Community Guidelines. If you find something abusive or that does not comply with our terms or guidelines please flag it as inappropriate.
