
Abstract
Formose reaction converts formaldehyde to carbohydrates. We found that formose reaction can be used linking the biomass gasification with the aqueous-phase processing (APP) to produce liquid transportation fuel in three steps. First, formaldehyde from syn-gas was converted to triose. This was followed by aldol condensation and dehydration to 4-hydroxymethylfurfural (4-HMF). Finally, 4-HMF was hydrogenated to produce 2,4-dimethylfuran (2,4-DMF) or C9-C15 branched-chain alkanes as liquid transportation fuels. In the linked strategy, high energy-consuming pretreatment as well as expensive and polluting hydrolysis of biomass were omitted, but the high energy recovery of APP was inherited. In addition, the hexoketoses via formose reaction could be converted to HMFs directly without isomerization. A potential platform molecule 4-HMF was formed simultaneously in APP.
Similar content being viewed by others
Introduction
Continuously increasing oil prices along with growing concerns about emission of greenhouse gas have made the renewable liquid fuels a focus of attention1,2,3,4,5,6. Among all the efforts to search for alternative fuel sources, biomass has been considered to be “the only practical source of renewable liquid fuel”7. Currently, there are three main routes to make fuels from biomass: (i) pyrolysis to make bio-oils followed by zeolite upgrading or hydrodeoxygenation to liquid fuels; (ii) gasification to produce syn-gas followed by Fischer-Tropsch synthesis (FTS) to alkanes; and (iii) acid hydrolysis to give sugars followed by aqueous-phase processing (APP) to high-quality liquid fuels5. Among these strategies, the APP converts biomass-derived sugars into H2 or high-quality liquid fuels and it has benign reaction conditions and energy recovery as high as 96%. The APP was developed by Dumesic and co-workers and is believed to be a promising route for industry-scale production8. However, the pretreatment and acid hydrolysis of woody biomass to sugars are costly and may cause environmental concerns. According to National Renewable Energy Laboratory's estimation, the cost of unrefined sugar monomers in aqueous solution produced from lignocellulose is as high as 12-14  9. Moreover, APP cannot use entire organic matter in lignocellulose5. In contrast, the gasification route, which is a well established technology, can convert the entire biomass into syn-gas and its process thermal efficiency (PTE) is 77%10. However, during the conversion of syn-gas into liquid fuels by FTS, a large amount of energy is lost and the overall PTE is only 16–43%10. In this respect, a low-cost and high-efficiency refinery technology still remains absence.
9. Moreover, APP cannot use entire organic matter in lignocellulose5. In contrast, the gasification route, which is a well established technology, can convert the entire biomass into syn-gas and its process thermal efficiency (PTE) is 77%10. However, during the conversion of syn-gas into liquid fuels by FTS, a large amount of energy is lost and the overall PTE is only 16–43%10. In this respect, a low-cost and high-efficiency refinery technology still remains absence.
Herein, we outline a linked strategy which links the gasification and the APP via formose reaction. As shown in Fig. 1, woody biomass was completely converted into syn-gas at first. Syn-gas was subsequently converted into sugars via linkage reactions and then underwent APP via 4-hydroxymethylfurfuran (4-HMF) platform to produce 2,4-dimethylfuran (2,4-DMF) or C9-C15 branched-chain alkanes as liquid transportation fuels. In the linkage reactions, methanol synthesis has a highest PTE of 85% from syn-gas and could provide additional heat10; the matured production of formaldehyde from methanol has carbon yield of 92% with the theoretical PTE of 94% and could provide additional heat and hydrogen; the formose reaction has carbon yield of 96% and the theoretical PTE of 91% under mild reaction conditions. Thus, all of the linkage reactions provide excellent energy efficiencies and carbon efficiencies. Therefore, the linked strategy retains the advantages yet avoids the shortcomings of both gasification-FTS and hydrolysis-APP routes. It should be noted that, in one hand, as another industrial process, methanol to gasoline (MTG) has high energy efficiency of about 92–93%, but MTG is unable to directly produce diesel and jet fuel which cannot be produced by the zeolite catalyst (ZSM-5) used in this process11. Furthermore, MTG has poor market control ability due to lacking of multifunctional intermediates. In another hand, combined gasification-biological processing is another alternative, such as microbial conversion of syn-gas into ethanol. However, this process has its inherent shortcomings, namely, water-solubility and has low calorific value of ethanol.

Linked strategy links the gasification and the APP via formose reaction.
Routes are for the biorefinery (highlight with cyan ellipse) and for the C1 chemistry (highlight with purple dotted cycle). Brown arrows refer to pyrolysis-upgrading route (thermolysis strategy), red arrows refer to gasification-FTS route (thermolysis strategy), blue arrows refer to hydrolysis-APP route (hydrolysis strategy), purple arrow refers to gasification of coal or reforming of nature gas (C1 chemistry), orange arrow linking the syn-gas and sugars refers to the linkage reactions including methanol production, formaldehyde production and formose reaction (highlight with orange rectangle) and black arrows refer to carbon recycle. The bold red arrow, bold orange arrow and bold blue arrow make up the linked strategy for biorefinery (highlight with cyan rectangle). The bold purple arrow, bold orange arrow and bold blue arrow make up the linked strategy for C1 chemistry (highlight with purple dotted rectangle).
The linked strategy to produce liquid fuel assigns another importance of overcoming the energy crisis to the classic formose reaction. Although the linked strategy has relatively long processes, it has ca. 1.2 times energy recovery and ca. twice liquid fuels yield compared with gasification-FTS route. Most importantly, not only the carbon dioxide can be used as the reaction material but also value-added chemicals can be produced as the reaction intermediates. In comparison with the hydrolysis-APP route, the linked strategy achieves the entire use of biomass and avoids the high energy-consuming pretreatment as well as expensive and polluting hydrolysis. Moreover, rare branched-chain ketohexose was produced. It may not only form furan structure by direct dehydration without isomerization5,12,13,14,15, but also form 4-HMF with a 2,4-substituted furan structure which is difficult to synthesize before16,17. As a potential platform molecule, 4-HMF shows broad application prospects. In this report, we not only demonstrated the possibility for the production of a renewable liquid fuel 2,4-DMF from 4-HMF, but also prepared high-octane fuel of C9-C15 branched-chain alkanes. In addition, the linked strategy can also utilize the syn-gas produced from the gasification of coal or the reforming of natural gas and thus expand the repertoire of C1 chemistry.
Results
Figure 2 illustrates our approach to convert methanol to 2,4-DMF as liquid transform fuel. First, biomass derived methanol was obtained via gasification and methanol synthesis and subsequently converted into formaldehyde. Currently, as the largest downstream market of methanol, 35% worldwide methanol is consumed to produce formaldehyde through two mainstream technologies: the BASF process with silver catalyst and the Formox process with metal oxide catalyst10. In the BASF process which is presently more economic (production cost is 0.38$/kg) and widely adopted, the dehydrogenation and partial oxidation of methanol proceed simultaneously as following:



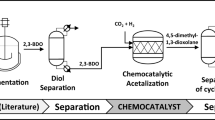
Schematic diagram of the process for conversion of methanol to 2,4-dimethylfuran.
Diagram includes selective condensation of formaldehyde which convert from methanol to form dihydroxyacetone (DHA) in a condensation reactor (R1); separation aqueous solution of DHA from the organic solvents and catalyst (E1); condensation of the aqueous solution of DHA to dendroketose over a strong-basic ionic resin (R2); selective dehydration of dendroketose to form 4-HMF in a biphasic mixture continuous reactor (R3); separation of the 4-HMF from the unreacted intermediates in a continuous countercurrent extractor (E2); concentration the organic solvent containing 4-HMF and recycle of extracting solvent, leading to separation of 4-HMF (C1); and hydrogenolysis of 4-HMF to 2,4-DMF. See text for details.
In a typical production, between 50 and 60% formaldehyde was formed via partial oxidation and the total yield of formaldehyde is about 92%. The net result provides additional heat and hydrogen18.
Next, to achieve a cost-effective production of liquid fuel from formaldehyde with the potential for commercialization, we designed an integrated continuous process. In details, we carried out the self-condensation of paraformaldehyde catalyzed by thiazolium salts reported by Matsumoto et al.19 to produce 1,3-dihydroxyacetone (DHA) in high selectivities and yields. From the economical point of view, formalin (an aqueous solution of formaldehyde) is a better feedstock than anhydrous paraformaldehyde. Considering that the thiazolium-based catalysts are immediately deactivated in the presence of water and this deactivation could be released by removing the water, an ingenious process designed by Avison et al. can be used for reference20,21. It was reported that by using this process, 96% selectivity was achieved while the single-pass conversion was ca. 30% (see fig.S10 for details about continuous process).
As a triose, the carbon number of DHA is not suitable as a feedstock to produce liquid fuels. Noting that the aldol condensation reaction of ketones is a classic method to increase the carbon chain length in organic chemistry and features several advantages such as high efficiency, high carbon recovery and high energy recovery, we subsequently investigated the aldol self-condensation of DHA to produce hexoses. In a typical aldol condensation reaction, a strong basic condition is required. We screened four commercial strong basic ionic exchange resins and selected IRA-900(OH−1) as the best catalyst. Theoretically, the aldol condensation of DHA would generate a branched-chain ketohexose (dendroketose), but a small amount of straight-chain ketohexoses including fructose and sorbose were also produced. To interpret the observations, we proposed that DHA could isomerize to glyceraldehyde (GLYD) under basic conditions and the subsequent condensation of GLYD with DHA could produce straight-chain ketohexoses22,23. The ratio of produced branched- vs. straight-chain sugars was closely related to the reaction temperature. The branched vs. straight chain sugar ratio dropped from ca.19 to ca.8 as temperature increased from 273 K to 303 K, which could be explained by the promotion of isomerization at higher temperatures. Interestingly, the branched vs. straight chain sugar ratio has an obvious distinction with Ref. 23. The 13C-NMR experiments further proved the ratio (details in SI). It should be noted that under higher temperatures, the overall sugar yield also decreased, which is due to that DHA and GLYD can isomerize to lactic acid and then irreversibly converted into lactate24,25. Therefore, we selected 273 K as the optimal temperature and conducted experiments of the continuous aldol condensation of DHA. The experiments showed that nearly 100% of ketohexoses yields were achieved at liquid hourly space velocity (LHSV) below 1 h−1. With the further increase of LHSV, the sugar yield dropped obviously and incomplete conversion of DHA was detected. Interestingly, the selectivity of branched-chain sugar increased with the increase of LHSV. This could be explained that the production of branched chain sugar does not require the isomerization step and therefore has a faster reaction rate (see table S1, fig.S11 and relate text in Supplementary Information about continuous process).
Unlike hexoaldoses (e.g. glucose) which need to isomerize into hexoketoses before the dehydration to form the furan structure12,13,14,15, dendroketose can be directly dehydrated into 4-HMF in high boiling point organic solvents catalyzed by sulfonic acid resins. Our experiment using DMSO as solvent showed over 90% yield of 4-HMF. However, the separation of 4-HMF in this process is difficult and results in high energy consumption. In aqueous solutions, the dehydration of dendroketose is nonselective and produces large amount of by-products besides 4-HMF. Considering the successful application of biphasic system in the production of 5-HMF26 and the high selectivity in the conversion of fructose into 5-HMF catalyzed by tantalum compounds27, we investigated the dehydration of dendroketose in biphasic system catalyzed by tantalum-based solid acid catalyst in a continuous fixed-bed reactor. Under a fixed LHSV of 1 h−1, the selectivity of 4-HMF slightly increased with the higher feed ratio of organic solvent (methyl isobutyl ketone, MIBK) to aqueous dendroketose solution. The space velocity also significantly affected the selectivity of 4-HMF. With the feed ratio fixed at 2:1 (org:aq), the lower LHSV led to a higher conversion of dendroketose but a rapid drop of 4-HMF selectivity, while the increase of LHSV resulted in a lower conversion but a higher selectivity (see table S2, fig. S12 and relate text in Supplementary Information about continuous process).
Combining the process in Fig. 2 together, we have achieved the continuous process from formaldehyde into 4-HMF. Under optimized conditions, the production of DHA from formaldehyde has a selectivity of 96% with a single-pass conversion of ca. 30%; the condensation of DHA into dendroketose achieved 100% conversion and >99% ketohexose selectivity (branched-chain ketohexose : straight-chain ketohexoses = 94:6); the dehydration of aqueous dendroketose into 4-HMF achieved a selectivity of 96% with a single-pass conversion of 71%. Theoretically, the overall process has a carbon efficiency of 100% and the PTE of 92%, with water as the only by-product. At this point, we have demonstrated the feasibility of the production of a potential platform molecule 4-HMF. Because 4-HMF has the same functional group and similar structure with 5-HMF, branched-chain alkanes with the number of carbon atoms ranging from C9 to C15 can be produced from 4-HMF via aqueous-phase processing developed by Dumesic and co-workers8.
The feasibility from 4-HMF to C9 ~ C15 branched-chain alkanes was demonstrated and a similar process was conducted according to Ref. 8. After condensation of 4-HMF with acetone and hydrogenation of condensation products the step of hydrodeoxygenation was studied (Fig. 3). The catalyst of Pt/C and HZSM-5 was employed. The results showed that the molar yield of alkanes gradually increased with reaction temperature, but the carbon atoms number of the main products decreased from C13-C14 to C12 due to C-C cleavage in higher temperature under platinum catalyst. Considering the high activity of supported Pt catalyst and to reduce the loss of carbon atoms, Pd/C and HZSM-5 was used. Surprisingly, a moderate yield (64% at 553 K) and the carbon atoms number (mainly C14) of branched-chain alkanes were achieved (see GC chromatogram in SI). Notably, when Pt/C was performed without additive of HZSM-5, a half yield of alkane (36% at 543 K) was obtained due to the lack of acidity of HZSM-5 to deoxygenate.

Carbon selectivities from hydrodeoxygenation processing of various reaction temperature and catalysts.
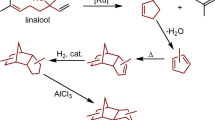
Note that it is a good strategy to maximize the advantage of reaction intermediates and balance the high-value/low-volume products with high-volume/low-value fuels28. 4-HMF is a compound with a rare β-substituted furan structure which can be converted into 2,4-DMF as a liquid fuel with high energy-density/low water solubility via high-value intermediates such as 2 and 3 (Fig. 4). Dumesic and co-workers have developed a neat process in which 5-HMF is directly hydrogenated into 2,5-DMF29. Taking this as a reference, we have developed a catalytic process for the production of 2,4-DMF from 4-HMF.

β-substituted furans compounds formed by removal of oxygen atoms from 4-HMF.
(a) Reaction pathways for conversion of 4-HMF (1) to 2,4-DMF (4) through 2,4-furandimethanol (2) and 2-methyl-furan-4-methanol (3) via hydrogenation and hydrogenolysis (black arrows), or to 3-methylfuran (6) through furan-3-methanol (5) via decarbonylation and hydrogenolysis (grey arrows). 2,4-tetrahydrofurandimethanol (7), 2,4-dimethyltetrahydrofuran (8) and 3-methyltetrahydrofuran (9) are the byproducts and byproduct intermediates of hydrogenation of the furan ring. Dark grey boxes highlight reactant, product and primary intermediates. Light grey boxes highlight key byproducts and byproduct intermediates. (b) High performance liquid chromatography of reactant (1), product (4), primary intermediates (2 and 3), key byproduct (5) and key byproduct intermediate (6). According to the different retention times and different maximum absorption wavelength, we can qualitative analyze these compounds.
Previous studies show that CuCrO4 selectively converts furfural into furfuryl alcohol and 2-methylfuran30 and 5-HMF into 5-methylfurfuryl alcohol and 2,5-DMF29. However, the hydrogenation of 4-HMF, which has a structure of β-substituted furanmethanol, remains a challenge. Table 1 summarizes the results of the liquid-phase hydrogenation of 4-HMF. Employing CuCrO4 as catalyst, >99% compound 2 was yielded at 393 K, whereas >99% compound 3 was yielded at 493 K. However, the β-hydroxymethyl could not be reduced into methyl. When using Cu-Ru/C catalyst, the β-hydroxymethyl could be reduced and 2,4-DMF was obtained, despite the yield was only 10%. Extending the reaction time resulted in a drop of 2,4-DMF yield, due to the increase of hydrogenation of the furan ring or ring decomposition products. Increase of the loading of Ru gave a 2,4-DMF yield of 19%, but significant increase of byproducts 5 and 6 were detected due to the activation of carbonyl group by Ru. To suppress the decarbonylation reaction and reduce the loss of carbon, we developed a two-step method. 4-HMF was firstly converted into compound 3 with high selectivity by CuCrO4 catalyst. Subsequently, Cu-Ru/C was employed to hydrogenate the β-hydroxymethyl. By this method, the decarbonylation was efficiently inhibited and the 2,4-DMF yield was improved to 35%. Increasing the pressure of hydrogen in step 2 and shortening the reaction time led to incomplete conversion of compound 3, but an increase in 2,4-DMF selectivity. Based on this phenomenon, we used low pressure hydrogen and increasing the system pressure by filling CO2 and successfully achieved the conversion of 4-HMF into 2,4-DMF as liquid fuel with a yield of 72%.
Discussion
The linked strategy reported here for conversion of formaldehyde to 2,4-DMF or C9-C15 branched-chain alkanes as liquid fuels utilizes formose reaction to synthesis fuels based on 4-HMF. This strategy not only combined the advantages of gasification-FTS route and hydrolysis-APP route, but also is important because the hexoketoses from formaldehyde could be easily converted to HMFs without isomerization which is the biggest obstacle in the development of sustainable HMF-based economy in an industrial scale. We have built an continuous process to convert formalin to 4-HMF and demonstrated the feasibility of producing 2,4-DMF or C9-C15 branched-chain alkanes from 4-HMF. Although challenges remain for industrial application, this study opens a new path for the biomass to liquid transportation fuel via formose reaction and put forwards a new type of voluminously available platform molecule, 4-HMF.
Methods
Conversion of formaldehyde to dihydroxyacetone (DHA)
Preparation of Catalysts: The thiazolium ylide catalysts were prepared by reacting N-alkylthiazolium halides or N-alkylbenzothiazolium halides with the corresponding organic base under nitrogen. All chemicals were purchased from Alfa Aesar. For example, 3-hexylbenzothiazolium bromide (5.0 g, 16.7 mmol), triethylamine (2.3 ml, 16.7 mmol) and dioxane (50 ml) were heated at 353 K under nitrogen and stirred for 12 h. After cooling, the precipitated triethylammonium bromide was filtered. The filtrate was called catalyst solution.
Condensation Reaction: Paraformaldehyde (50 g, 1.67 mol as formaldehyde) and dioxane (450 ml) were heated to 373 K under nitrogen and then catalyst solution (50 ml) was added. The mixture was stirred at 373 K for 1 h. After the prescribed time the reaction was quenched in ice water. The reaction mixture was analyzed by HPLC (analytical methods in SI). Analysis of the reaction mixture showed that the yield of DHA is 85% and the conversion of formaldehyde is 99%. The reaction mixture was evaporated to remove the solvent. The residue was poured into water (100 ml) and extracted with dichloromethane (100 ml) three times to recycle the catalyst. The aqueous solution could be used directly in the following step or isolated to white powder of DHA dimer by recrystallization with ethanol and acetone. Detail experiments about continuous process for conversion of formaldehyde to DHA see reference 20, 21 and fig. S10.
Conversion of DHA to hexoses
Batch process: 5 ml of DHA aqueous solution (10 wt%) and Amberlite IRA-900 basic ion exchange resin (0.5 g) were stirred at setting temperature for 12 h. After filtration to remove the resin, the filtrate was analyzed by HPLC. Experimental data see Table S1.
Continuous process: A fixed bed reactor with an inner diameter of 10 mm and a height of 382 mm, equipped with an ethanol jacket for cooling was used for conversion of DHA to hexoses. The Amberlite IRA-900 basic ion exchange resin was packed in the reactor and 10 wt% DHA aqueous solution was fed at a constant flow-rate through the reactor at 273 K. The liquid effluent was collected for quantitative analysis by HPLC. The aqueous solution could be used directly in the following step or isolated to white powder of dendroketose by recrystallization with ethanol and acetone. Experimental data see Table S1.
Conversion of dendroketose to 4-HMF
Catalyst Preparation and Characterization: The tantalum-based solid acid catalyst was prepared according to 27. The catalyst tantalum phosphate (TA-p) was prepared by adding 100 g of tantalum hydroxide (Ta2O5·nH2O, Ta sample, HKXC (China)) in 1500 ml of 1 M H3PO4 solution and stirring at room temperature for 52 h. The reaction mixture was aged at room temperature for 12 h. The precipitate was filtered and washed 5 times with deionized water until the pH was neutral and dried overnight at 333 K in drying oven, followed by drying at 383 K in vacuum oven for 3 h. Then the catalyst was calcined in air to 573 K with slow heating rate (at 1 K/min) and held at this temperature for 3 h.
The surface areas of the catalyst were determined by Brunauer-Emmett-Teller (BET) isotherms of N2 adsorption at 77 K. The X-ray diffraction (XRD) pattern of the TA-p was conducted with an X'pert (PANalytical) diffractometer operated at 60 kV and 55 mA, using Ni-filtered Cu-Kα radiation. FTIR spectra were recorded on a Fourier transform instrument Nicolet 8700 (Thermo Electron). Thermal analysis (TG-DSC, Thermogravimetric-Differential Scanning Calorimeter) of TA-p was measured with a SDT Q600 (TA Instruments) thermal analyzer. The catalyst was heated in flowing N2 from room temperature to 1073 K at rate of 10 K/min.
Batch process 1: The dendroketose (0.5 g, 2.8 mmol) was dissolved in DMSO (2.5 ml), to which was added Amberlyst-15 acidic ion exchange resin (0.25 g). This mixture was stirred at 383 K for 5 hours and then cooled to room temperature and filtered. The product mixture was diluted with a known mass of deionized water, centrifuged to precipitate insoluble products and analyzed with HPLC.
Batch process 2: A biphasic reaction system was employed to convert of dendroketose to 4-HMF. A mixture of dendroketose (2.4 g, 13.3 mmol) and TA-p (240 mg) in water (24 ml) and MIBK (36 ml) was introduced in a 100 ml zirconium magnetic coupling drive high-pressure batch autoclave. Then, the reactor was sealed and flushed with 5 MPa of N2. The reaction mixture was heated to 453 K and stirred at a rate of 1000 rpm for 2 h. After reaction, the reactor was cooled in ice water and depressurized carefully. After filtration to remove the catalyst, the filtrate was analyzed by HPLC described above. Dendroketose conversion and 4-HMF yield were calculated from the product of the aqueous and organic phase concentration determined by HPLC and their corresponding volumes after reaction because the value of Vorg/Vaq changed after reaction. Analysis of the reaction mixture showed that the yield of 4-HMF is 80% and the conversion of dendroketose is 99%. It is known that the addition of inorganic salt (e.g., NaCl) to the biphasic reaction system could promote the phase separation of aqueous phase and organic phase. But when the salt (e.g., NaCl, Na2SO4) was added to the reaction mixture, the yield of 4-HMF decreased to 53% and 33% correspondingly because of decrease of catalytic activity due to the ion exchange with the catalyst TA-p.
Continuous process: The continuous process for conversion of dendroketose to 4-HMF was carried out in a down-flow fixed bed reactor. The tantalum-based solid acid catalyst TA-p was pelleted as follows: TA-p (100 g) was mixed with sesbania gum (1 g) in water and dried overnight at 333 K in drying oven. The mixture was tableted and calcined in air to 573 K with slow heating rate (at 1 K/min) and held at this temperature for 3 h. The tablets of catalyst were crushed and sieved into 40-60 mesh granules. The catalyst granules were loaded into an 8 mm tubular zirconium reactor with the volume of 14 ml. The catalyst bed was held in place by two plugs of quartz wool and the fixed bed reactor was mounted inside a heating furnace (Tianjin Aozhan Inc.). Reactor pressure and reaction temperature were monitored by Artificial Intelligence Distributed Control System (AIDCS, YuDian Tech Co. Ltd.). Reactor pressure was controlled with a back pressure valve (Tescom 44-18) and reaction temperature was controlled by an AI-518P temperature controller (YuDian Tech Co. Ltd.). Prior to introduction of feed, the reaction system was filled with nitrogen. Upon reaching the desired reaction temperature and pressure (453 K, 2 MPa), an aqueous solution of dendroketose (10 wt%) and organic solvent MIBK were fed to the packed tubular reactor using two HPLC pumps (Lab Alliance Series II). Dendroketose was prepared in the step before and the other chemicals were received from the supplier (Alfa Aesar). The liquid effluent was cooled in ice water and collected for quantitative analysis in a separator (Tianjin Aozhan Inc.) at ambient temperature and analyzed by HPLC.
The liquid effluent containing the MIBK solution of 4-HMF, the aqueous solution of 4-HMF and unconverted dendroketose was introduced into the continuous countercurrent extractor and extracted by pure MIBK. 4-HMF in the aqueous solution was extracted into MIBK phase and organic phase was forwarded into distillator to give the product of 4-HMF. Experimental data see Table S2.
Preparation of C9-C15 branched-chain alkanes from 4-HMF
Synthesis of 1,5-bis(4-(hydroxymethyl)-2-furanyl)-1,4-pentadien-3-one (F4-Ac-F4) 1,5-bis(4-(hydroxymethyl)-2-furanyl)-1,4-pentadien-3-one (F4-Ac-F4) was synthesized by aldol condensation of 4-hydroxymethylfurfural (4-HMF) and acetone. 4-HMF (4.75 g; 37.7 mmol) was dissolved in 0.5 equivalents (1.09 g, 18.85 mmol) of acetone and 50 ml of 0.1 M KOH. The mixture was stirred at room temperature overnight. The solid precipitate was removed by filtration and washed to neutral with water. The wet solid product could be used directly in the following step or dried in a vacuum sulfuric acid desiccator under reduce pressure overnight to provide 3.68 g (71%) of F4-Ac-F4 as a yellow powder.
Hydrogenation of F4-Ac-F4
The hydrogenation reaction was carried out in a stainless autoclave containing 1.2 g F4-Ac-F4, 60 ml water and 0.24 g 5%Pd/C (Aldrich) at the reaction conditions of P(H2) = 5.3 MPa (ambient temperature) and T = 393 K under stirring (800 rpm). The reaction progress was measured by 13C-NMR spectroscopy and when no aromatic signals were detected anymore, the reaction was stopped. Then, the reactor was cooled down to room temperature, the catalyst was separated by filtration and the filtrate was used directly in the following step.
Hydrodeoxygenation
The hydrogenation reaction was carried out in a stainless autoclave containing 9 ml hydrogenation crude reaction mixture, 90 mg 5%Pt/C(Aldrich) or 90 mg 5%Pd/C (Aldrich) and 30 mg Zeolite HZSM-5 (supplied by the Catalytic Factory of Nankai University, Si/Al = 50). After flushing the reactor with H2 for three times, reactions were conducted at 523-553 K in presence of 5.5 MPa H2 (ambient temperature) for 4 h with a stirring speed of 800 rpm. After cooled to ambient temperature, the organic products were extracted by hexane. The organic phase was analyzed by GC-MS and GC. Internal standard (hexadecane, TCI, purity ≥ 99.5%) was used to determine the amount of alkanes.
Hydrogenolysis of 4-HMF
All batch reactor runs were carried out using an autoclave reactor with external temperature and stirring controller (Models 4792, Parr Instrument). For a typical hydrogenolysis run, 0.4 g of 4-HMF was dissolved in 10 ml 1-butanol. Next, 0.08 g of pre-reduced barium promoted CuCrO4 was added to the reactor. The reactor was pressurized three times with H2 and the reaction was carried out at 493 K with 10 bar initial hydrogen pressure for 3 h. After 3 h the reactor was cooled to room temperature, released the pressure carefully and 0.08 g 15%Cu-10%Ru/C was added to the reactor. The reactor was pressurized three times with 7 bar initial hydrogen pressure and pressurized with CO2 to achieve a total system pressure of 50 bar under the specific reaction conditions and the pressurized reactor was heated to 493 K for 0.5 h. The reaction was then quenched by cooling and careful depressurization. The product solution was analyzed by HPLC and GC-MS.
References
Huber, G. W., Iborra, S. & Corma, A. Synthesis of transportation fuels from biomass: chemistry, catalysts and engineering. Chem. Rev. 106, 4044–4098 (2006).
Sanderson, K. A chewy problem. Nature 474, S12–S14 (2011).
Ragauskas, A. J. et al. The path forward for biofuels and biomaterials. Science 311, 484–489 (2006).
Chheda, J. N., Huber, G. W. & Dumesic, J. A. Liquid-phase catalytic processing of biomass-derived oxygenated hydrocarbons to fuels and chemicals. Angew. Chem. Int. Ed. 46, 7164–7183 (2007).
Serrano-Ruiz, J. C. & Dumesic, J. A. Catalytic routes for the conversion of biomass into liquid hydrocarbon transportation fuels. Energy Environ. Sci. 4, 83–99 (2011).
Schmidt, L. D. & Dauenhauer, P. J. Hybrid routes to biofuels. Nature 447, 914–915 (2007).
Bull, T. E. Biomass in the Energy Picture. Science 285, 1209 (1999).
Huber, G. W., Chheda, J. N., Barrett, C. J. & Dumesic, J. A. Production of liquid alkanes by aqueous-phase processing of biomass-derived carbohydrates. Science 308, 1446–1450 (2005).
Aden, A. et al., “Lignocellulosic Biomass to Ethanol Process Design and Economics Utilizing Co-Current Dilute Acid Prehydrolysis and Enzymatic Hydrolysis for Corn Stover”., Report No. NREL/TP-510-32438(2002); available at (http://www.nrel.gov/docs/fy02osti/32438.pdf, accessed 22/03/2012).
Spath, P. L. & Dayton, D. C. “Preliminary Screening — Technical and Economic Assessment of Synthesis Gas to Fuels and Chemicals with Emphasis on the Potential for Biomass-Derived Syngas”., Report No. NREL/TP-510-34929(2003); available at (http://www.nrel.gov/docs/fy04osti/34929.pdf, accessed 22/03/2012).
“The Production of Methanol and Gasoline” Report of the New Zealand Institute of Chemistry; available at (http://nzic.org.nz/ChemProcesses/energy/7D.pdf, accessed 22/03/2012).
Moliner, M., Román-Leshkov, Y. & Davis, M. E. Tin-containing zeolites are highly active catalysts for the isomerization of glucose in water. Proc. Natl. Acad. Sci. USA 107, 6164–6168 (2010).
Zhao, H., Holladay, J. E., Brown, H. & Zhang, Z. C. Metal chlorides in ionic liquid solvents convert sugars to 5-hydroxymethylfurfural. Science 316, 1597–1600 (2007).
Binder, J. B. & Raines, R. T. Simple chemical transformation of lignocellulosic biomass into furans for fuels and chemicals. J. Am. Chem. Soc. 131, 1979–1985 (2009).
Rosatella, A. A., Simeonov, S. P., Frade, R. F. M. & Afonso, C. A. M. 5-Hydroxymethylfurfural (HMF) as a building block platform: Biological properties, synthesis and synthetic applications. Green Chem. 13, 754–793 (2011).
Nieman, J. A. & Keay, B. A. A Facile Preparation of 2,4-Disubstituted Furans. Tetrahedron Lett. 35, 5335–5338 (1994).
Katritzky, A. R., Hür, D., Kirichenko, K., Ji, Y. & Steel, P. J. Synthesis of 2,4-disubstituted furans and 4,6-diaryl-substituted 2,3-benzo-1,3a,6a-triazapentalenes. ARKIVOC 2004, 109–121 (2004).
Gerberich, H. R. & Seaman, G. C. “Formaldehyde”. in Kirk-othmer encyclopedia of chemical technology. volume 12, John Wiley and Sons, 107–128 (2007).
Matsumoto, T., Yamamoto, H. & Inoue, S. Selective formation of triose from formaldehyde catalyzed by thiazolium salt. J. Am. Chem. Soc. 106, 4829–4832 (1984).
Avison, C. A., Dobson, I. D., Gracey, B. P. & Kikabhia, T. Synthesis of alpha-hydroxy ketones. European patent EP0474387 (1991).
Avison, C. A., Dobson, I. D., Gracey, B. P., Hudson, B. & Kikabhia, T. Production of hydroxyketones. European patent EP0480646 (1991).
Nagorski, R. W. & Richard, J. P. Mechanistic imperatives for aldose−ketose isomerization in water: specific, general base- and metal ion-catalyzed isomerization of glyceraldehyde with proton and hydride transfer. J. Am. Chem. Soc. 123, 794–802 (2001).
Gutsche, C. D. et al. Base-catalyzed triose condensations. J. Am. Chem. Soc. 89, 1235–1245 (1967).
West, R. M. et al. Zeolite H-USY for the production of lactic acid and methyl lactate from C3-sugars. J. Catal. 269, 122–130 (2010).
Rasrendra, C. B., Fachri, B. A., Makertihartha, I. G. B. N., Adisasmito, S. & Heeres, H. J. Catalytic conversion of dihydroxyacetone to lactic acid using metal salts in water. ChemSusChem 4, 768–777 (2011).
Román-Leshkov, Y., Chheda, J. N. & Dumesic, J. A. Phase modifiers promote efficient production of hydroxymethylfurfural from fructose. Science 312, 1933–1937 (2006).
Yang, F., Liu, Q., Yue, M., Bai, X. & Du, Y. Tantalum compounds as heterogeneous catalysts for saccharide dehydration to 5-hydroxymethylfurfural. Chem.Commun. 47, 4469–4471 (2011).
Cook, G., Epstein, K. & Brown, H. The Biomass Economy (Technical Report No.NREL/JA-810-31967 2002); available at (http://www.nrel.gov/docs/fy02osti/31967.pdf, accessed 22/03/2012).
Roman-Leshkov, Y., Barrett, C. J., Liu, Z. Y. & Dumesic, J. A. Production of dimethylfuran for liquid fuels from biomass-derived carbohydrates. Nature 447, 982–985 (2007).
Stevens, J. G., Bourne, R. A., Twigg, M. V. & Poliakoff, M. Real-time product switching using a twin catalyst system for the hydrogenation of furfural in supercritical CO2. Angew. Chem. Int. Ed. 49, 8856 (2010).
Acknowledgements
This work was supported by the National Basic Research Program of China 2012CB215306, the National Natural Science Foundation of China 21172209 and Chinese Academy of Science KJCX2-EW-J02.
Author information
Authors and Affiliations
Contributions
J.D. and Y.F. designed experiments; J.D., T.P., Q.X. and M.-Y. C. performed the experiments; J.D., T.P., Q.-X. G. and Y.F. analyzed the data; and J.D., T.P., Q.X. Y.Z. and Y.F. wrote the paper.
Ethics declarations
Competing interests
The University of Science and Technology of China has filed a WO provisional patent on the technology described in this manuscript.
Electronic supplementary material
Supplementary Information
Supplementary Information
Rights and permissions
This work is licensed under a Creative Commons Attribution-NonCommercial-NoDerivs 3.0 Unported License. To view a copy of this license, visit http://creativecommons.org/licenses/by-nc-nd/3.0/
About this article
Cite this article
Deng, J., Pan, T., Xu, Q. et al. Linked strategy for the production of fuels via formose reaction. Sci Rep 3, 1244 (2013). https://doi.org/10.1038/srep01244
Received:
Accepted:
Published:
DOI: https://doi.org/10.1038/srep01244
This article is cited by
-
Biosynthesis of dendroketose from different carbon sources using in vitro and in vivo metabolic engineering strategies
Biotechnology for Biofuels (2018)
-
Gas-phase sugar formation using hydroxymethylene as the reactive formaldehyde isomer
Nature Chemistry (2018)
Comments
By submitting a comment you agree to abide by our Terms and Community Guidelines. If you find something abusive or that does not comply with our terms or guidelines please flag it as inappropriate.
