
Abstract
China has witnessed a construction boom and thus an enormous amount of cement use in the past decades. At the same time, cement manufacturing technology has been upgraded rapidly. Here, based on national- and provincial-level data, we adopt regression models, life cycle assessment, and scenario analyses to present the evolution and environmental impacts of cement manufacturing technologies from 1996 to 2021. We find that novel suspension preheater rotary kilns account for approximately 99% of cement production in China in 2021. Climate change and fossil depletion are identified as the key environmental burdens of cement manufacturing, whereas the reduction in particulate matter emissions appears to be the most prominent benefit of the new technology. By 2021, technology upgrades had led to a mitigation of pollution from cement manufacturing by 25% to 53%. Our findings can help inform credible pathways towards a more sustainable and environmentally friendly cement industry.
Similar content being viewed by others

Introduction
Globally, ~40% of global final energy use and energy- and process-related greenhouse gas emissions are caused by buildings and construction activities in which cement is an essential ingredient1,2. With the rapid growth in urbanization and modernization, the consumption and production of cement in building construction have increased remarkably. Since 1985, China has become the largest producer of cement and consumed more cement in 3 years (i.e., from 2010 to 2012) than the U.S. consumed in the entire 20th century3,4. In 2018, China’s cement production accounted for ~56% of global cement production5.
Owing to rapid advances in cement manufacturing technology (CMT), China has utilized three major cement kilns in recent decades6, including shaft kilns, other rotary kilns (e.g., wet-process rotary kilns, dry hollow kilns, vertical preheater kilns7), and new suspension preheater (NSP) rotary kilns. Before 2000, shaft kilns were the dominant CMT due to the high cost of imported equipment (i.e., NSP rotary kilns)8. The market share of NSP rotary kilns, the most advanced technology with large-scale production capacity and stable product quality9, was very limited during this period, far less than the market share of shaft kilns6,10. However, with the booming economy, NSP rotary kilns started to gain popularity in the cement manufacturing market after 2000 and became dominant after 201011,12.
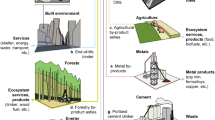
This enormous amount of cement production and consumption in China has been accompanied by significant environmental impacts, such as carbon dioxide (CO2)13, nitrogen oxide (NOx)9,14, and heavy metals15,16. The cement manufacturing process mainly includes four steps: resource extraction, raw material preparation, clinker calcination, cement grinding17,18, and fossil fuel burning19. These manufacturing stages not only deplete energy and natural resources but also release dust, noise, and contaminants to the environment, causing serious damage to natural surroundings and human health20,21. Although various studies have analyzed the environmental burden of cement manufacturing, a few limitations remain. First, the pathway of CMT transformation and the corresponding change in environmental impact in China have not been revealed22,23,24,25. Second, recent studies found that in addition to climate change (CC), cement production has other severe impacts, such as fossil depletion (FD) and photochemical ozone formation (POF)26,27,28,29. More comprehensive analysis is necessary to identify key environmental impacts for further mitigation actions. Third, there are variations among provinces in the distribution of CMT3, whereas a limited number of scholars have studied the CMT evolution or estimated the environmental impacts of cement production in China at the provincial level30, and such research is necessary to reveal local impacts, especially those of pollutants on soil and water (e.g., terrestrial acidification and terrestrial ecotoxicity). Finally, many measures have been taken by the Chinese central government to promote a sustainable and coordinated cement industry31, but the overall environmental achievement in the past decades has never been evaluated and quantified.
Therefore, we aim to address these gaps in research by mapping the upgrading and distribution of CMT from 1996 to 2021 at the national and provincial levels with local production data. A comprehensive and overall assessment of the environmental impact of cement manufacturing was carried out by applying a life-cycle analysis to the national life-cycle inventory of cement. In addition, we showed the provincial distribution and evolution of the dominant environmental burden and chose representative provinces for this explanation. Moreover, we illustrated the environmental gains obtained by modernizing cement manufacturing in China through scenario analysis. In addition, we selected the CO2 emissions and electricity use per ton of cement as the typical indicators to make comparisons among countries. According to these findings, we propose environmental mitigation approaches at the global and national levels in terms of technological innovation, cleaner production, and sustainability policy design.
Results
Technology updating at the provincial level
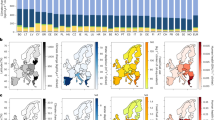
We analyze the national and provincial CMT market share and changes in China’s cement industry. The market share of CMT is obtained by applying Eq. (1) and the linear regression model (Supplementary Methods) based on the data from 2005 to 2009. Fig. 1a, b show China’s CMT evolution and national cement production through various CMTs. Cement production was almost stable from 1996 to 2000 and was mainly manufactured using shaft kilns and other rotary kilns. In this stage (1996–2000), shaft kilns dominated the market, accounting for ~70%, which is in line with previous studies32,33,34,35,36. Then, there was a sudden decrease in the market share of shaft kilns in 2001, mainly resulting from the policy called Controlling total quantity and adjusting industry structure, which called for closing cement plants with low production, high energy consumption, and severe pollution before 200037. Driven by China’s economic growth and urbanization, cement production increased significantly from 2001 to 2013 and peaked at 2476 million tons (Mt) in 2014 (Fig. 1b). Afterward, however, cement production started to gradually decline despite some fluctuations. In this stage (2001–2021), less efficient kilns were gradually replaced with state-of-the-art technologies to meet growing market demand. NSP rotary kilns started penetrating the market in 2001, overtaking shaft kilns and other rotary kilns in 2007, and have become the leading CMT since 2010, which is in step with the Special Development Plan for Cement Industry issued by the National Development and Reform Commission38. A critical reason is that China’s accession to the World Trade Organization in 2001 was conducive for Chinese cement enterprises to track global technological development, strengthen their environmental protection awareness, and accelerate their technological progress6. Finally, NSP rotary kilns spread to almost the whole country, with a market share of ~99% in 2021 (Fig. 1a).

a illustrates the evolution of China’s cement manufacturing technology. b shows the cement production from different CMTs from 1996 to 2021. c, d compare the regional disparities in China’s cement industry in 2001 and 2014. The cement manufacturing technologies of Hainan Province, Tianjin Municipality, and Taiwan Province are not included due to data availability. Data on cement production by province are collected from China Cement Almanac63, Almanac of China Building Materials Industry64, and National Burau of Statistics in China65.
NSP rotary kilns started to account for more than 10% of the market share in 2001, and China’s national cement production peaked in 2014. Therefore, 2001 and 2014 are selected as typical years to present the spatial distribution of cement production and manufacturing capacity at the provincial level (Fig. 1c, d). CMTs in different provinces experienced several rounds of updating during this period. In 2001, shaft kilns and other rotary kilns accounted for the majority of the CMT market, while by 2014, NSP rotary kilns dominated the market, especially in eastern and southern China. Shandong, Jiangsu, and Guangdong Provinces appear to be the leading provinces with the largest cement production. The total cement production of these three provinces accounted for ~20–30% of the national cement production in 2001 and 2014. In contrast, there are approximately twice as many cement enterprises in eastern and southern China as in western and northern China (Supplementary Table 3). CMT upgrading in western and northern provinces such as Shanxi and Ningxia appears to be slower, as these regions have less cement production compared with the eastern and southern provinces due to an undeveloped economy and their lack of limestone resources.
Environmental impact evaluation of cement manufacturing
The life-cycle assessment (LCA) results among the three CMTs were compared; substantial differences between the environmental impacts of the three cement kilns are shown in Fig. 2a. The results indicate that FD, CC, and POF account for the most significant environmental impacts. The dominant impact shifted from FD to CC with CMT upgrading. In addition, local impacts associated with soil and water are mainly terrestrial acidification (TA) and terrestrial ecotoxicity (TE). The major source of FD is the combustion of fossil fuels such as coal to provide energy for cement kilns. CC is mainly attributed to the direct release of CO2 from three primary sources: carbonate decomposition, fuel combustion, and electricity use. POF is caused by NOX emissions, which are also formed by fuel combustion in the calciner and kiln. TA is caused by acid deposition with sulfur oxides (SOX) emitted from raw materials and sulfur-containing compounds in coal combustion. TE mainly results from heavy metal emissions from coal burning in clinker production. These findings are in line with the previous studies39,40,41,42. Another important finding is that NSP rotary kilns have significantly lower environmental impacts because of the adoption of advanced techniques and equipment in the clinker-burning stage. With the improvement in production efficiency and heat utilization in NSP rotary kilns43, ~50% fewer fossil fuels are consumed. Meanwhile, the heat is reduced due to the shorter length of the rotary kiln in the NSP system. In addition, pulverized coal burners with multiple air ducts play a crucial role in energy savings (reducing the ratio of primary air) and environmental protection (e.g., low NOx and alternative fuels). From the provincial perspective, the environmental burden has an intensive relationship with cement production and CMT (Supplementary Fig. 5 and Fig. 1c, d). To further explore how cement production and CMTs affect regional environmental impacts, we take the leading cement production provinces Sichuan (SC) and Guangdong (GD) as examples and particulate matter formation (PMF) as the targeted environmental impact (Fig. 2b and Supplementary Fig. 4). The results show that as a pioneer in CMT upgrading, GD has more prominent environmental impact alleviation than SC. Without continuous CMT upgrading in GD after 2010, the environmental impacts have continued to increase with the growth in cement production.

a compares the key environmental impacts of cement manufacturing based on three major CMTs. The bubble size represents the share of the selected impact category accounting for the sum of one CMT’s LCA normalization results. b shows the geographical location of two selected cases at the provincial level. c illustrates the evolution of the PMF environmental impact caused by cement manufacturing based on three cement kilns in 2002, 2006, 2010, 2014, and 2018.
Environmental gains of advanced CMT upgrading
The environmental gains of CMT evolution are depicted in Fig. 3. Our findings showed that adopting advanced CMT (e.g., NSP rotary kilns) has remarkable environmental advantages in cement manufacturing, mitigating the environmental burden by ~25–53% from 1996 to 2021 based on the environmental impact category. Cement kiln innovation led to an annual decrease in China’s comprehensive cement manufacturing pollutant emissions and resource consumption. By 2021, the adoption and expansion of NSP rotary kilns led to cumulative reductions of ~53% in PMF, 47% in TA, 34% in TE, 30% in POF, 29% in CC, and 25% in human toxicity (HT). Moreover, ~2270 billion tons (Bt) of fossil fuel and 28 Bt of freshwater were saved.

a–h compare the environmental impacts of cement manufacturing in China under two situations: the “Actual Situation” and the “Assumed Scenario" (if CMT upgrading had not taken place). The percentages noted in Fig. 3 are the cumulative reduction in environmental impacts from 1996 to 2021.
Although FD, CC, and POF are the most notable environmental impacts of cement manufacturing, PMF has become the most prominent beneficiary of CMT upgrading (Supplementary Fig. 3). This result may be due to the effective PM governance of cement enterprises with NSP production lines, which meet the National Emission Standard of Air Pollutants for Cement Industry (GB 4915–2013) of below 20–30 mg m−344. In addition, bag-type dust collectors have been adopted, contributing to cleaner production, with 99.95% dust removal efficiency45. Forty-seven percent of freshwater consumption has been reduced through the dry manufacturing process of NSP rotary kilns. At a temperature of 830–930 °C, cement raw meal, i.e., calcium carbonate, decomposes to produce calcium oxide, which has a strong sulfur absorption effect. In addition, humidifying tower water conditioning or cooling can absorb sulfur emitted from fuel combustion and material processing46. Sulfur dioxide (SO2) emitted from raw material grinding is absorbed by the water vapor in waste gas and the surface of the raw material powder. All these unique processes and equipment have led to a nearly 50% decrease in SO2. Moreover, FD, POF, and CC have pollutant mitigation capacities of more than a quarter of the cumulative environmental impacts in the “Assumed Scenario”.
Environmental burden comparison among countries
Figure 4a depicts the CO2 emissions per ton of cement production by country from 1990 to 2015. Canada has the highest CO2 emission burden per ton of cement manufacturing throughout the period. In contrast, China’s environmental burden per ton of cement production was less than that of most developed countries: despite fluctuations during the 1990–2000 period, there was a notable decline after 2000 due to the rapid increase in NSP rotary kilns. The top four global cement producers included China, India, Vietnam, and America, with more than 90 Mt of cement production in 202047. Both China’s and India’s emissions were lower than 400 kg CO2 t−1 cement, while Vietnam’s emissions were higher than 500 kg CO2 t−1 cement in 2015. The shaft kiln is still the major CMT in Vietnam; rotary kilns account for less than 30% of the cement kiln market48,49,50. Looking at the global electricity consumption of cement production (Fig. 4b), Canada and the U.S. appeared as the top two countries, with more than 130 kWh t−1 of cement in 2018 due to the increasing use of alternative fuels such as hazardous wastes and tires that require more electricity17,51. For China and India, the results were ~80 kWh t−1 cement because NSP rotary kilns had a market share of more than 95%52. China is the leading country in implementing Excess Heat Recovery (EHR) technology in the cement sector. Almost 90% of its domestic clinker production capacity is equipped with EHR, making remarkable contributions to energy savings17. India has state-of-the-art equipment for crushing, raw meal grinding, and finish grinding53,54, leading to greater electricity savings.

a compares the average CO2 emissions per ton of cement produced by country from 1990 to 2015. Here, the total CO2 emissions of cement production in each country5 are divided by the country’s total cement production47. b illustrates the electricity use per ton of cement produced in 2018. The data are collected from the International Energy Agency79.
Discussion
The evolution of environmental impacts in China offers strong evidence for the notable benefits brought by CMT upgrading. Our regional analysis revealed the environmental impacts on cement production locations, which is important, especially for natural resource exploitation and pollutants such as local fossil energy consumption and heavy metals discharged into the soil and water13,26,27,28. These findings can help policymakers propose specific measures to facilitate cleaner production. For instance, heavy metal-contaminated soils could be used as a replacement for clay in Portland cement production to treat local heavy metal pollution15. Toward 2030, China’s demand for cement will show a downward trend55. Currently, the majority of cement production has taken advantage of NSP rotary kilns in China, leaving little room for further CMT development13. Further mitigation strategies for China’s cement industry should focus on better applying innovative pollution-reduction technologies (e.g., renewable energy, carbon capture, and storage technology56,57) and choosing suitable raw material and fuel substitutions for cement manufacturing that adapts modern concrete technology to reach the carbon neutrality target. From the life-cycle perspective, the certification of green building materials, such as environmental product declarations (EPDs), could be further used to help design policy measures that favor low-carbon cement products58.
From a global perspective, it is essential to identify the dominant environmental burden through CMT market share analysis before local governments propose corresponding mitigation strategies for the cement industry. On the one hand, approaches such as accelerating CMT upgrading and improving the emission standard for air pollutants need to be prioritized to reduce the environmental impact in the cement market led by shaft kilns or other rotary kilns. Our regional analysis showed that outdated shaft kilns and the lack of newer technologies were listed as the key contributing factors to the environmental impact caused by cement manufacturing. For instance, Vietnam has 8.3% of global cement production capacity, with the majority of this capacity supported by shaft kilns47; thus, the environmental impact mitigation accompanying rapid CMT innovation will be significantly improved. In addition to technology, the market downturn and overcapacity are serious barriers affecting some developing countries’ cement industries. Measures such as integrating cement enterprises’ production capacity and phasing out outdated cement plants should be considered. On the other hand, the collaborative governance of key pollutants (e.g., CO2, SO2, NOX) is crucial for countries where NSP rotary kilns are the primary CMT; increasing EHR technology equipment, switching to low-carbon-intensive fuels, choosing alternative fuels with low moisture content43,59, improving the energy efficiency of auxiliary equipment (e.g., conveyors, elevators, blowers, compressors, and pumps60), and adopting advanced grinding technology (e.g., high-pressure grinding rolls and vertical roller mills) will provide 50–70% electricity savings compared to the current widely used ball mills61. Moreover, our research illustrates that NSP cement kilns, which are the most efficient kilns available across the world, still require further efforts to mitigate photochemical oxidants, such as low-nitrogen combustion, staged combustion, and selective catalytic reduction (SCR) technology62.
We acknowledge the following limitations of this research. Because of limited information on the market share of the three main CMTs, linear regression models are adopted to simulate the developing trend of CMTs in each province from 1996 to 2021. In addition, the national life-cycle inventory of cement manufacturing is applied due to the lack of each province’s life-cycle inventory. Thus, it is necessary to further investigate local cement associations and enterprises to supplement and update these data. In addition, cement categories (e.g., 32.5, 42.5, 52.5) that have various manufacturing requirements are different by region; thus, the environmental impacts of manufacturing diverse cement products are probably not the same. Accordingly, the local consumption structure of various cement categories and the corresponding environmental burdens remain to be further studied.
Conclusion
We have illustrated the evolution of CMT from 1996 to 2021 at the national and provincial levels. The studies suggested that China experienced a cleaner production transition in the cement industry during the past decades: from shaft kilns and other rotary kilns to NSP rotary kilns, which accounted for ~99% of the CMT market in 2021. Based on the regional analysis, the results indicated that CMT upgrading in western and northern provinces, such as Shanxi and Ningxia, appears to be slower, with less cement production compared with the eastern and southern provinces due to an undeveloped economy and the lack of limestone resources.
Our findings identified the environmental impacts of cement manufacturing by three major CMTs. The results further confirmed that FD, CC, and POF appeared to be the predominant effect. NSP rotary kilns were more environmentally friendly than shaft kilns and other rotary kilns. The dominant impact shifted from FD to CC with CMT upgrading. However, NSP rotary kilns still need further attention to mitigate photochemical oxidants. In addition, local impacts associated with soil and water are mainly TA and TE. From the provincial perspective, the environmental burden of cement manufacturing showed an intensive relationship with cement production and CMT.
This study explored the environmental gains obtained by modernizing cement manufacturing in China. The research showed that adopting advanced CMT (e.g., NSP rotary kilns) has remarkable environmental advantages in cement manufacturing. In contrast, PMF has become the most prominent beneficiary of CMT upgrading. By 2021, the adoption and expansion of NSP rotary kilns led to cumulative reductions of ~53% in PMF, 47% in TA, 34% in TE, 30% in POF, 29% in CC, and 25% in HT. In addition, ~2270 Bt of fossil fuel and 28 Bt of freshwater were saved. Subsequently, we compared the environmental burden among countries. The results demonstrated that the CO2 emissions and electricity use per ton of cement production in China were lower than those in most other developed countries due to the implementation of advanced technology in the cement sector (e.g., EHR).
In conclusion, our findings will facilitate sustainable development and accelerate the green transition of the global cement industry by providing environmental burden mitigation strategies for technological innovation, cleaner production, and sustainability policy design.
Methods
China’s cement industrial structures
Based on the market share of NSP rotary kilns from 2005 to 200963 (Supplementary Table 4), a linear regression model was adopted to analyze the market share of NSP rotary kilns in China from 2001 to 2021 (details and results are shown in Supplementary Methods). Then, based on the results of the market share of NSP rotary kilns, the market share and annual growth rate of shaft kilns and other rotary kilns in each province were estimated using field investigations in 2006 and 2012 (Supplementary Table 1). The market share of shaft kilns can be calculated by Eq. (1).
where q is the province in China. \({L}_{j}^{q}\) is the market share of shaft kilns in province q in year j, and \({N}_{j}^{q}\) is the market share of NSP rotary kilns in province q in year j. \({l}_{2006}^{q}\) and \({l}_{2012}^{q}\) represent the proportion of the designed capacity of cement enterprises’ shaft kilns in province q in 2006 and 2012, respectively. \({h}_{2006}^{q}\) and \({h}_{2012}^{q}\) are the proportion of the designed capacity of cement enterprises’ other rotary kilns in province q in 2006 and 2012, respectively.
Since cement production based on NSP rotary kilns accounted for less than 10% of the national cement production before 20006,10, only shaft kilns and other rotary kilns were considered before 2000. Hainan Province, Tianjin Municipality, and Taiwan Province are not included since they are not contained in the China Cement Almanac63. Based on the market share of CMTs, the national cement production through various CMTs can be obtained by Eq. (2).
where \({P}_{j}^{a}\) is the national cement production of CMT category a in year j. \({T}_{j}\) is the total cement production in China in year j63,64,65. \({C}_{j}^{a}\) is the national market share of CMT category a in year j.
Life-cycle assessment of cement manufacturing through different CMTs
LCA is the most used type of valuation with broad international acceptance for measuring environmental impacts66. The LCA model comprises resource extraction, raw material preparation, clinker calcination, and cement grinding (Fig. 5). Transport and the cement packaging process are not included in the LCA boundary. The functional unit is 1 ton of ordinary Portland cement because its production accounts for more than 98% of the total cement production in China30. The life-cycle inventory for the major types of cement kilns in China is collected from studies conducted by indigenous scholars Gong67, Yu68, and Li41 (shown in Supplementary Table 2). The LCA of cement manufacturing processes is conducted by Gabi software v10.5. Here, the midpoint(H) method of ReCipe2016 v1.169 is adopted to analyze the environmental impact characterization of the three major CMTs. For this study, eight impact categories are selected: climate change (kg CO2 eq.), fossil depletion (kg oil eq.), photochemical oxidant formation (kg NOx eq.), terrestrial acidification (kg SO2 eq.), particulate matter formation (kg PM2.5 eq.), human toxicity (kg 1,4-DCB eq.), terrestrial ecotoxicity (kg 1,4-DCB eq.), and freshwater consumption (m3). These impacts are identified as the highest environmental impacts of cement manufacturing28,70,71,72,73.

The value chain of cement manufacturing includes four steps: resource extraction, raw material preparation, clinker burning, and cement grinding. The inventory comprises two aspects: the inputs of energy, material, and water; the outputs of emissions to air, water, and land.
Subsequently, environmental impact normalization on the midpoint is carried out to compare the contribution of cement manufacturing to the total impacts in various categories74. In normalization, the characterized results of each impact category are divided by a selected reference value (R), which brings all the results to the same scale28 (Eq. (3)); this process is helpful for interpreting the results. The normalization factors in our study refer to ReCipe2016 v1.1 midpoint normalization world level 201075,76.
where \({N}_{e}\) is the normalization result of environmental impact e. \({C}_{e}\) is the total magnitude of environmental impact e. \({R}_{e}\) is the normalization factor for environmental impact category e.
Scenario analysis
Scenario analysis is seen as a vital tool to facilitate strategic thinking in environmental impact assessment and support an integrated planning process in which the main stakeholders participate77. Based on the LCA results, two scenarios can reveal the contribution of CMT application. The assumed scenario represents no CMT upgrading (i.e., no NSP rotary kilns) after 2000, assuming that the market shares of shaft kilns and other rotary kilns were the average percent from 1996 to 2000. The equations for calculating various environmental impacts in the “Actual Situation” and “Assumed Scenario” are shown in Table 1. Then, we compare the environmental impacts to identify the environmental gains of CMT evolution in China.
Environmental burden comparison among countries
The Paris Agreement uses CO2 as the dominant indicator to evaluate the greenhouse gas emission stress on climate78. According to the results shown in Fig. 2a, climate change is identified as the key environmental impact of cement manufacturing. Therefore, CO2 emissions are selected as the typical environmental impact to compare per ton cement production by country. However, there is little information on the CMT structure and its corresponding environmental burden in other countries. To enhance comparability, the total CO2 emissions of cement production in each country5 are divided by the country’s total cement production47 (Eq. (4)). Moreover, the electricity per ton of cement by country in 2018, which was directly collected from the International Energy Agency79, was used to further compare the energy consumption and environmental burden of cement manufacturing among countries.
where \({E}_{j}^{m}\) is the average CO2 emissions of cement production in country m in year j. \({I}_{j}^{m}\) is the total CO2 emissions of cement production in country m in year j5. \({T}_{j}^{m}\) is the total cement production in country m in year j47.
Data availability
Datasets generated and analyzed in this study are further elaborated in the supplementary information and available at Figshare (https://doi.org/10.6084/m9.figshare.20580399.v1). The cement production in China by province are collected from the China Cement Almanac63, Almanac of China Building Materials Industry64, and National Burau of Statistics in China (http://www.stats.gov.cn/)65. The electricity per ton of cement by country are available from the International Energy Agency (https://www.iea.org/data-and-statistics/charts/electricity-use-per-tonne-of-cement-in-selected-countries-and-regions-2018)79.
Code availability
All map figures were made with Tableau software (2021). Life-cycle assessment analyses performed here used the standard software package: Gabi (v10.5).
References
Pomponi, F., Hart, J., Arehart, J. H. & D’Amico, B. Buildings as a global carbon sink? a reality check on feasibility limits. One Earth 3, 157–161 (2020).
Cao, Z., Shen, L., Løvik, A. N., Müller, D. B. & Liu, G. Elaborating the history of our cementing societies: an in-use stock perspective. Environ. Sci. Technol. 51, 11468–11475 (2017).
Liu, J., Zhang, S. & Wagner, F. Exploring the driving forces of energy consumption and environmental pollution in China’s cement industry at the provincial level. J. Clean Prod. 184, 274–285 (2018).
Smil, V. Making the Modern World: Materials and Dematerialization (Wiley, 2013).
Andrew, R. M. Global CO2 emissions from cement production 1928–2018. Earth Syst. Sci. Data 11, 1675–1710 (2019).
Han, Z. China cement industry history and development (in Chinese). China Cem. 8, 8–12 (2002).
Wei, J. & Cen, K. A preliminary calculation of cement carbon dioxide in China from 1949 to 2050. Mitig. Adapt. Strateg. Glob. Change 24, 1343–1362 (2019).
Wu, H. Discussion on cement and structure adjustment of shaft kiln in China (in Chinese). China Cem. Technol. Annu. Conference 276–284 (2009).
Lei, Y., Zhang, Q., Nielsen, C. & He, K. An inventory of primary air pollutants and CO2 emissions from cement production in China 1990–2020. Atmos. Environ. 45, 147–154 (2011).
Ma, G., Liu, F., Zong, Y. & Liu, N. Structural adjustment of cement industry and its environmental benefits (in Chinese). China Resour. Compr. Util. 29, 51–54 (2011).
Li, J., Li, G. & Cai, C. The present situation and development trend of Chinese cement industry (in Chinese). Guangzhou Chem. Ind. 41, 18–19 (2013).
Zhou, H. Change of cement industry in the “eleventh five-year” period (in Chinese). China Cem. 4, 16–19 (2011).
Miller, S. A., Habert, G., Myers, R. J. & Harvey, J. T. Achieving net zero greenhouse gas emissions in the cement industry via value chain mitigation strategies. One Earth 4, 1398–1411 (2021).
Doh Dinga, C. & Wen, Z. Many-objective optimization of energy conservation and emission reduction under uncertainty: a case study in China’s cement industry. Energy 253, 124168 (2022).
Chang, J. S., Cho, Y. C. & Lin, Y. P. Regeneration of heavy metal contaminated soils for cement production by cement kiln co-processing. Resour. Conserv. Recycl. 176, 105909 (2022).
Al Faifi, T. & El-Shabasy, A. Effect of heavy metals in the cement dust pollution on morphological and anatomical characteristics of Cenchrus ciliaris L. Saudi J. Biol. Sci. 28, 1069–1079 (2021).
IEA (International Energy Agency). Technology Roadmap: Low-Carbon Transition in the Cement Industry https://iea.blob.core.windows.net/assets/cbaa3da1-fd61-4c2a-8719-31538f59b54f/TechnologyRoadmapLowCarbonTransitionintheCementIndustry.pdf (2018).
Salas, D. A. et al. Environmental impacts, life cycle assessment and potential improvement measures for cement production: a literature review. J. Clean Prod. 113, 114–122 (2016).
Mohamad, N., Muthusamy, K., Embong, R., Kusbiantoro, A. & Hashim, M. H. Environmental impact of cement production and solutions: a review. Mater. Today Proc. 48, 741–746 (2022).
Shi, S. et al. Life cycle assessment of embodied human health effects of building materials in China. J. Clean Prod. 350, 131484 (2022).
Cavalett, O., Watanabe, M. D. B., Fleiger, K., Hoenig, V. & Cherubini, F. LCA and negative emission potential of retrofitted cement plants under oxyfuel conditions at high biogenic fuel shares. Sci. Rep. 12, 1–14 (2022).
Zheng, C. et al. Characteristics of CO2 and atmospheric pollutant emissions from China’s cement industry: a life-cycle perspective. J. Clean Prod. 282, 124533 (2021).
Cao, Z. et al. Toward a better practice for estimating the CO2 emission factors of cement production: an experience from China. J. Clean Prod. 139, 527–539 (2016).
Gao, T. et al. Evolution and projection of CO2 emissions for China’s cement industry from 1980 to 2020. Renewable Sustainable Energy Rev. 74, 522–537 (2017).
Cui, J., He, J., Xiao, Y., Li, J. & Di, Y. Characterization of input materials to provide an estimate of mercury emissions related to China’s cement industry. Atmos. Environ. 246, 118133 (2021).
Nielsen, M., Nielsen, O.-K. & Hoffmann, L. Improved inventory for heavy metal emissions from stationary combustion plants. https://dce2.au.dk/pub/SR68.pdf (2013).
UNEP (United Nations Environmental Programme). Global Mercury Assessment 2013: Sources, Emissions, Releases and Environmental Transport https://www.unep.org/resources/report/global-mercury-assessment-2013-sources-emissions-releases-and-environmental (2013).
Huang, B. et al. Building material use and associated environmental impacts in China 2000–2015. Environ. Sci. Technol. 52, 14006–14014 (2018).
Chen, L. et al. Rapid increase in cement-related mercury emissions and deposition in China during 2005–2015. Environ. Sci. Technol. 54, 14204–14214 (2020).
Chen, W., Hong, J. & Xu, C. Pollutants generated by cement production in China, their impacts, and the potential for environmental improvement. J. Clean Prod. 103, 61–69 (2015).
Zhang, S., Xie, Y., Sander, R., Yue, H. & Shu, Y. Potentials of energy efficiency improvement and energy–emission–health nexus in Jing-Jin-Ji’s cement industry. J. Clean Prod. 278, 123335 (2021).
Xiong, H., Zheng, Z., Xu, Y. & Dai, X. Research on the impact of cement industry structure adjustment to reduction of energy consumption (in Chinese). China Build. Mater. 8, 23–27 (2004).
Gao, C. Analysis of structural changes of China cement industry during 1997–2002 (in Chinese). China Build. Mater. 5, 34–36 (2003).
Li, T. Five key issues in China’s cement industry (in Chinese). China Build. Mater. 2, 17–19 (2001).
Yang, Z., Yu, B. & Lin, S. Continue advancing cement industry structural adjustment (in Chinese). China Cem 7, 16–19 (2002).
Lu, H., Masanet, E. & Price, L. Evaluation of life-cycle assessment studies of Chinese cement production: challenges and opportunities https://www.osti.gov/servlets/purl/971547 (2009).
Ma, Q. Cement market price forecast (in Chinese). China Build. Mater. 4, 23–24 (1999).
NDRC (National Development and Reform Commission). Special development plan for cement industry (in Chinese). https://www.ndrc.gov.cn/fgsj/tjsj/cyfz/zzyfz/200610/t20061019_1148603.html?code=&state=123 (2006).
Cement Sustainability Initiative. GNR Project Reporting CO2. https://gccassociation.org/gnr/ (2016).
Cao, Z., Masanet, E., Tiwari, A., & and Akolawala, S. Decarbonizing concrete: deep decarbonization pathways for the cement and concrete cycle in the United States, India, and China https://www.climateworks.org/wp-content/uploads/2021/03/Decarbonizing_Concrete.pdf (2021).
Li, C. et al. The life cycle inventory study of cement manufacture in China. J. Clean Prod. 72, 204–211 (2014).
Tun, T. Z., Bonnet, S. & Gheewala, S. H. Life cycle assessment of Portland cement production in Myanmar. Int. J. Life Cycle Assess. 25, 2106–2121 (2020).
Song, D., Yang, J., Chen, B., Hayat, T. & Alsaedi, A. Life-cycle environmental impact analysis of a typical cement production chain. Appl. Energy 164, 916–923 (2016).
Ministry of Ecology and Environment of the People’s Republic of China. Emission standard of air pollutants for cement industry. https://www.mee.gov.cn/ywgz/fgbz/bz/bzwb/dqhjbh/dqgdwrywrwpfbz/201312/t20131227_265765.htm (2014).
Zhou, Z. Selection and maintenance of dust removal equipment and filter material in new suspension preheater rotary kilns (in Chinese). Cem. Guide New Epoch 17, 70–72 (2011).
He, Q. Rationality on selecting different type of cement kiln dust chamber on the angle of environmental impact (in Chinese). Environ. Sci. Surv. 26, 45–47 (2007).
USGS (United States Geological Survey). Minerals Yearbook https://www.usgs.gov/centers/nmic/international-minerals-statistics-and-information. (1994–2015).
WBCSD (World Business Council for Sustainable Development). Low carbon technology partnership initiative (LCTPi)—cement. http://docs.wbcsd.org/2015/11/LCTPi-Cement-Report.pdf (2015).
Madlool, N. A., Saidur, R., Hossain, M. S. & Rahim, N. A. A critical review on energy use and savings in the cement industries. Renewable Sustainable Energy Rev. 15, 2042–2060 (2011).
World Bank. Potential climate change mitigation opportunities in the industry sector in Vietnam: background paper https://documents.worldbank.org/en/publication/documents-reports/documentdetail/212661468127163697/potential-climate-change-mitigation-opportunities-in-the-industry-sector-in-vietnam-background-paper (2010).
Jacott, M., Comunes, F., Reed, C., Taylor, A. & Winfield, M. Energy use in the cement industry in North America: emissions, waste generation and pollution control. http://www.cec.org/files/documents/publications/1910-energy-use-in-cement-industry-in-north-america-en.pdf (2003).
Reeta Sharma (The Energy and Resources Institute). Cement Industry Trends Report https://www.teriin.org/library/files/Cement-Industry-Trends-Report2017.pdf (2017).
Worrell, E., Price, L., Martin, N., Hendriks, C. & Meida, L. O. Carbon dioxide emissions from the global cement industry. Annu. Rev. Energ. Environ. 26, 303–329 (2003).
Zhang, R. Brief Introduction of the Cement Industry in India (China Building Material Machinery Association, 2016).
Wei, J., Cen, K. & Geng, Y. China’s cement demand and CO2 emissions toward 2030: from the perspective of socioeconomic, technology and population. Environ. Sci. Pollut. Res. 26, 6409–6423 (2019).
Wei, Y. M. et al. A proposed global layout of carbon capture and storage in line with a 2 °C climate target. Nat. Clim. Change 11, 112–118 (2021).
Hills, T., Leeson, D., Florin, N. & Fennell, P. Carbon capture in the cement industry: technologies, progress, and retrofitting. Environ. Sci. Technol. 50, 368–377 (2016).
Lewis. M. Looking ahead to embodied carbon policy action in 2021. https://carbonleadershipforum.org/looking-ahead-to-embodied-carbon-policy-action-in-2021/ (2020).
Xu, J. H., Yi, B. W. & Fan, Y. A bottom-up optimization model for long-term CO2 emissions reduction pathway in the cement industry: a case study of China. Int. J. Greenhouse Gas Control 44, 199–216 (2016).
Confederation of Indian Industry (CII) & National Council for Cement and Building Material (NCB). Existing and Potential Technologies for Carbon Emissions Reductions in the Indian Cement Industry https://documents.worldbank.org/en/publication/documents-reports/documentdetail/748511468267298682/existing-and-potential-technologies-for-carbon-emissions-reductions-in-the-indian-cement-industry (2013).
European Cement Research Academy (ECRA) & Cement Sustainability Initiative (CSI). Development of State of the Art-Techniques in Cement Manufacturing: Trying to Look Ahead https://ecra-online.org/fileadmin/redaktion/files/pdf/CSI_ECRA_Technology_Papers_2009.pdf (2009).
Jia, H. Techniques and Practice of Cement Production (China Building Materials Press, 2018).
China Cement Association. China Cement Almanac (China Building Materials Press, 2001–2015).
Qianzhi L. Almanac of China Building Materials Industry (China Architecture Publishing, 2016–2020).
National Bureau of Statistics. Datasets https://data.stats.gov.cn/. (2020–2021).
Berardi, U. Sustainability assessment in the construction sector: rating systems and rated buildings. Sustain. Dev. 20, 411–424 (2012).
Gong, X. et al. Development and application of Chinese database for materials life cycle assessment (in Chinese). Mater. China 30, 1–7 (2011).
Yu, M. Research on Sustainable Development of Cement Industry in China (Harbin Institute of Technology, 2008).
Huijbregts, M. et al. ReCiPe 2016. https://www.rivm.nl/bibliotheek/rapporten/2016-0104.pdf (2016).
Ige, O. E., Olanrewaju, O. A., Duffy, K. J. & Obiora, C. A review of the effectiveness of life cycle assessment for gauging environmental impacts from cement production. J. Clean Prod. 324, 129213 (2021).
Shen, W. et al. Quantifying CO2 emissions from China’s cement industry. Renewable Sustain. Energy Rev 50, 1004–1012 (2015).
Xi, F. et al. Substantial global carbon uptake by cement carbonation. Nat. Geosci. 9, 880–883 (2016).
Boesch, M. E. & Hellweg, S. Identifying improvement potentials in cement production with life cycle assessment. Environ. Sci. Technol. 44, 9143–9149 (2010).
Bueno, C., Hauschild, M. Z., Rossignolo, J. A., Ometto, A. R. & Mendes, N. C. Sensitivity analysis of the use of life cycle impact assessment methods: a case study on building materials. J. Clean Prod. 112, 2208–2220 (2016).
Dutch National Institute for Public Health and the Environment. LCA ReCiPe midpoint normalization. https://www.rivm.nl/en/life-cycle-assessment-lca/recipe (2020).
Dutch National Institute for Public Health and the Environment. Normalization scores ReCiPe 2016. https://www.rivm.nl/en/documenten/normalization-scores-recipe-2016.
Torrieri, F. Scenario analysis and strategic environmental assessment. in Green Energy and Technology (ed. Campeol, G.) 31–45 (Springer Cham, 2020).
Peters, G. P. et al. Key indicators to track current progress and future ambition of the Paris Agreement. Nat. Clim. Change 7, 118–122 (2017).
IEA (International Energy Agency). Electricity use per tonne of cement in selected countries and regions in 2018. https://www.iea.org/data-and-statistics/charts/electricity-use-per-tonne-of-cement-in-selected-countries-and-regions-2018 (2018).
Acknowledgements
This work was financially supported by the National Natural Science Foundation of China (71974129, 71991484), the Shanghai Pujiang Programme (20PJ1412000), and the Programme of Special Appointment [Eastern Scholar] of the Shanghai Institute of Higher Learning (TP2020049).
Author information
Authors and Affiliations
Contributions
B.H. designed the research. X.X. drafted the manuscript. X.X. and B.H. drew all figures. L.L. collected provincial CMT data. B.H., G.L., Z.C., X.G., R.M. and L.D. revised the manuscript. X.X., Y.C. and Y.W. performed the calculation and analysis.
Corresponding author
Ethics declarations
Competing interests
The authors declare no competing interests. Gang Liu is an Editorial Board Member for Communications Earth & Environment, but was neither involved in the editorial review of, nor the decision to publish this article.
Peer review
Peer review information
Communications Earth & Environment thanks Ujjwal Sharma and the other, anonymous, reviewer(s) for their contribution to the peer review of this work. Primary Handling Editors: Alessandro Rubino, Joe Aslin and Heike Langenberg.
Additional information
Publisher’s note Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Supplementary information
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license, and indicate if changes were made. The images or other third party material in this article are included in the article’s Creative Commons license, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons license and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this license, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Xu, X., Huang, B., Liu, L. et al. Modernizing cement manufacturing in China leads to substantial environmental gains. Commun Earth Environ 3, 276 (2022). https://doi.org/10.1038/s43247-022-00579-3
Received:
Accepted:
Published:
DOI: https://doi.org/10.1038/s43247-022-00579-3
This article is cited by
-
Harnessing digital transformation for green innovation in energy transition: a study on R&D investments and spatial spillover in China
Economic Change and Restructuring (2024)
Comments
By submitting a comment you agree to abide by our Terms and Community Guidelines. If you find something abusive or that does not comply with our terms or guidelines please flag it as inappropriate.
