
Abstract
Novel metal matrix composites (MMCs) have been fabricated with Ti6Al4V matrix and a biogenic ceramic filler in the form of diatomaceous earth (DE). Mixtures of DE and Ti6Al4V powders were consolidated by the spark plasma sintering (SPS) method. Microstructure of the consolidated samples has been investigated with microscopic techniques and XRD. Thermomechanical characteristics have been obtained using small-sample techniques. The results obtained indicate that the fabricated composites show outstanding mechanical and thermal properties due to synergic effects between the filler and the matrix (beyond the rule of mixtures).
Similar content being viewed by others

Introduction
Metal matrix composites (MMCs) are a new class of engineering materials of tunable mechanical and functional properties1. One of the most frequently used matrices of MMCs is titanium and titanium alloys, such as dual-phase Ti6Al4V2.
Widely used reinforcements of Ti alloys-based composites reported in the literature are: TiB, TiC, TiB2, TiN, B4C, ZrC, SiC, Al2O3, and carbon nanotubes3,4,5,6,7. Because of the high chemical reactivity of Ti during the conventional ingot metallurgy process, but also to reduce the cost and material loss in the manufacturing process, the commonly employed method of manufacturing TMC with discontinuous filler (particles or short fibers) is powder metallurgy (PM)8,9,10. The key parameters that ensure good composite performance are homogeneous dispersion of reinforcement and high adhesion to the matrix.
Depending on the reinforcement and matrix reactions, ex-situ and in-situ fabrication methods may be distinguished11. Composites with thermodynamically stable ceramics, such as SiC, TiC, TiB, or ZrC, are processed ex-situ. This route does not change either the particle size or their morphology and results in superior mechanical properties (wear resistance and friction coefficient under dry sliding conditions, etc.). The reactivity of the titanium matrix with boron, carbon and nitrogen allows for in-situ processing. The better interfacial bonding obtained by in-situ methods results in enhanced tribological performance of these composites.
Furthermore, there are two possible approaches of MMC in PM, known as the blended elemental (BE) method and the pre-alloyed (PA) powder method8,12. The elements obtained via the BE method show lower mechanical properties, whereas the mechanical properties of MMCs in PM manufactured by the PA method are comparable to those produced with Ti alloys8.
Wrought Ti6Al4V alloy exhibits tensile strength in the range of 850–1200 MPa, with ductility between 3 and 26%8,13,14,15,16. Tensile strength of PM Ti6Al4V depends on the porosity and microstructure.
Element sintered by BE imparts strength in the range 750 to 900 MPa8,17,18,19,20 with elongation 3 to 13%8,17,18,19,20. PA Ti6Al4V exhibits a wide range of the tensile properties – 700 to 1070 MPa with 7.5–21% for ductility8,17,21,22,23,24. The higher limit of strength is obtained for PA elements with 100% density25.
Ti is also known to react with Si, and because of the beneficial effect of Si addition on the oxidation and creep resistance of Ti-X-Si alloys, Ti-Si systems continue to attract technological interest26,27. The equilibrium phase diagram indicates five silicide phases, four fully stoichiometric (TiSi2, TiSi, Ti5Si4, and Ti3Si), and one non-stoichiometric (Ti5Si3). Metal silicides, among intermetallic compounds, are generally considered as imparting good mechanical/physical properties28.
The potential source of Si may be silica (SiO2) which occurs in different types, i.e., fumed silica, precipitated silica from alkali silicates, clays, glass as well as silica from the dissolution of minerals29,30,31,32,33,34,35,36.
As previously mentioned, Si-rich fillers for advanced composite materials are diatom frustules. There has been a systematic growth in the number of publications reporting advanced applications of diatoms in recent years37. The interest in material properties of diatoms is determined by their unique hierarchical organization with micro- and nano-sized open volume. Geological deposits of diatoms are called diatomaceous earth. DE deposits are mined from in many places in North America, but exist on every continent except Antarctica.
Because of the unique hierarchical architecture of diatom frustules, it is desirable to search for the technological route which preserves their morphology after being incorporated into a Ti-matrix. Spark Plasma Sintering (SPS) is the new method of fabricating TMCs, which allows fabrication of fully dense composite under high heating rates, relatively low average temperatures, and short processing time. Furthermore, it allows combines the effects of mechanical loading, temperature and electric current, which all together results in effective bonding between particles and the matrix. The diameter of the preforms which can be used for fabrication in SPS is up to 300 mm38,39,40.
Available data indicate that SPS consolidation of Ti6Al4V has been performed at temperature range of 700–1500 °C and compaction pressures from pressure-less to 80 MPa. A heating rate of 100 °C/min and a holding time ranging from 2.5 to 20 min was applied41,42,43,44,45.
In our approach, the effect of silica diatomaceous earth reinforcement on the microstructure, mechanical as well as thermal properties of composites manufactured by Spark Plasma Sintering (SPS) is presented. To our best knowledge, so far, there have been no literature reports about the manufacturing of MMCs with Ti matrix with diatoms frustules as an additive.
Results and discussion
Powders characterization
SEM images of as-received Ti6Al4V and diatomaceous earth material are presented in Fig. 1.

SEM–EDS morphologies of as-received (a) Ti6Al4V particles and (b) diatomaceous earth (DE).
Ti6Al4V particles (Fig. 1A) are spherical and non-porous, with some satellites attached to the larger ones. The EDS spectrum confirms that the titanium powder consists of Ti, Al, and V (Fig. 1A).
A single shell from diatomaceous earth is characterized by a regular, cylindrical shape with small holes on the cylinder walls (Fig. 1B). It is of the genus Aulacoseira, a common representative in DE of freshwater origins. The EDS analysis of the diatomaceous earth in Fig. 1B confirms the presence of Si and O (the occurrence of Al is an artefact).
Laser particle size analysis determined the average diameter of Ti6Al4V: 86.23 ± 0.19 µm, which agrees with the manufacturer’s data. Within the diatomaceous earth, particles in the range 4.47–517.20 µm can be distinguished. The mean size of filler particles is 26.32 µm.
Composites
Relative density
The relative density of all spark plasma sintered samples was 100%, disregarding the content of DE. Such high relative density of the material imparts good mechanical properties and performance. The exact values of the theoretical as well as experimental density have been provided in the Supplementary Information (see Table S1). When analyzed with the principle of the rule of mixing, for all composite samples the measured densities are higher than theoretical values. On the other hand, for pure Ti-alloy experimental value is slightly lower (relative difference of 0.71%). The latter indicates some residual porosity, which is below the resolution limit of SEM observations performed. The higher than theoretical values of density for composite samples might be related to changes in the structure/morphology of DE under the consolidation conditions.
Scanning electron microscopy observations
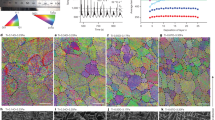
SEM images of diatomaceous earth-reinforced Ti6Al4V alloys are shown in Fig. 2. The backscatter mode reveals in the metallic matrix two phase lamellar structure, which is characteristic for the Ti6Al4V alloy7,46. The SEM image of the sample without addition of DE (Fig. 2A) proves good consolidation, with no pores detected—see also results of density measurements. It has been noted that the addition of DE ceramic particles results in a reduction of the size of grains in the metallic matrix, which is in good agreement with7. SEM examinations revealed that DE-rich particles are characterized by a highly developed surface and irregular shapes. This indicates relatively poor wetting of DE by the metallic matrix. The DE particles are located in between the grains of the Ti6Al4V—Fig. 2B, filling out the space available during sintering. Taking into account size of individual frustules and size of DE particles in the composites with linear dimensions, c.a. 30 µm, one can conclude that the particles are agglomerates of the frustules.

SEM images in the BSE mode of composite: (a) Ti6Al4V alloy, (b) Ti6Al4V/1% DE, (c) Ti6Al4V/5% DE, (d) Ti6Al4V/10% DE.
The SEM image of the fracture surface of the Ti6Al4V alloy (Fig. 3A) shows the presence of many ductile dimples and ductile tearing ridges, which suggest a ductile mode of failure. Fracture surface topography of the composites indicates that DE addition reduces ductility.

SEM images of fracture surfaces in the composite specimens: (a) Ti6Al4V alloy, (b) Ti6Al4V/1%DE, (c) Ti6Al4V/5% DE, (d) Ti6Al4V/10% DE; white arrows—in-prints of diatom frustules in the metallic matrix.
Good bonding between matrix and filler can inferred from SEM images, e.g., Fig. 3, Figure S2—Figure S4. In-prints of frustules are clearly seen and intact frustules can be found in composite samples (white arrows, Fig. 3; see also Figure S2—Figure S4 in Supplementary Information). The SEM images revealed that diatom frustules are empty inside and can be treated as a “caged pores”, see Figs. 2, 3.
X-ray diffraction analysis
Obtained XRD diagrams are shown in Fig. 4. It can be noted that no peak is observed of a V compound. This indicates that V is in solid solution. Oxygen has been found in TiAl2O5 (ISCD no. 98-015-4474) that exhibits hexagonal type structure (P 63/mmc no. 194). Addition of DE results in the shift to the right of the Bragg peaks. This might be an indication of residual strains generated in the composite matrix. Such strains are expected due to the mismatch in the coefficients of thermal expansion of Ti–rich matrix and DE particles. It can be noted that with the increasing volume fraction of DE, some diffraction peaks of Ti are reduced significantly because of the rising residual stresses and decreased fraction of a crystalline phase (Ti–rich) phase.

X-ray diffractograms of the sintered Ti6Al4V alloy composites with and without biogenic filler. Series: A—0%, B—1%, C—5%, D—10%.
Contact angle analyses
The results of the investigations of surface wettability via measurements of the contact angle for sintered Ti6Al4V alloys with and without diatomaceous earth as a reinforcement are presented in Table 1 and Figure S5 (see Supplementary Information). The addition of the DE causes insignificant changes in the contact angle towards reducing hydrophilicity (from 54.56 for the pure alloy to 57.66 for 10% of reinforcement).
Thermo-mechanical properties
The coefficient of thermal expansion (CTE) and thermal conductivity (\(\lambda \)) were obtained for the manufactured sample. Results are presented in Fig. 5A.

(A) The coefficient of the thermal expansion of the sintered Ti5Al4V alloy composites with and without biogenic filler. (B) The thermal conductivity as a function of temperature for sintered Ti6Al4V alloy composite with and without biogenic filler. Series: A—0%, B—1%, C—5%, D—10%.
The importance of the coefficient of thermal expansion (CTE) of investigated samples is strictly related to the thermal properties of the material that affect the generation of tensile residual stresses. The coefficient of thermal expansion of ceramic reinforcement, regardless of its form, is smaller than that of most metallic matrices. Because of that lower coefficient, the thermal stresses, when the composite is subjected to temperature change, will be generated in both components—matrix and reinforcement. The predicted thermal properties are hard to realize due to the structure of the composites, interface as well as plastic deformation of the matrix due to internal thermal stresses.
The results show that the addition of the ceramic filler in the form of the diatomaceous earth does not cause major changes in mean apparent values of CTE for the composite specimens. On the other hand, CTE values for manufactured MMCs are characterized by a significantly higher dispersion of the measured values in comparison to a pure Ti6Al4V alloy.
The graphic depiction of the thermal conductivity (Fig. 5B) clearly shows an increase in conductivity with the temperature. The addition of the ceramic reinforcement results in lowering the conductivity, which is in good agreement with theory.
Mechanical properties
The effect of the various volume fractions of the ceramic filler on micro-hardness is presented in Fig. 6 and in Table 2. It is observed that reinforcement of Ti6Al4V with diatomaceous earth increases the microhardness, from 314.96 HV, up to 378.37 HV and 512.29 HV, for 5 and 10% DE, respectively. It should be noted that an addition of 1% reinforcement results in significantly increase (20%) of hardness.

Hardness of Ti6Al4V based composites plotted against the content of the ceramic reinforcement.
Hayat et al. (2019) reported that the incorporation of hard ceramic particles in ductile titanium matrix significantly enhance its hardness10. Based on the graphical representation of the results obtained herein, departure from the rule of mixing is observed in the current case, indicating overlapping of strengthening and softening effects of DE reinforcement.
Results of the tensile test are presented in Table 3 and Fig. 7A. Compared to pure Ti6Al4V, TMC with 1% diatomaceous earth demonstrated higher strength parameters (both yield strength R0.2t and tensile strength Rmt). On the other hand, for 5 and 10 vol% of reinforcement, a decrease in tensile strength was observed. In fact specimens, with these volume fractions of DE, (5 and 10%) fractured below reaching a yield strength, exhibiting properties typical of ceramics. This is a clear indication that above 5% of volume fraction of DE, DE particles act as stress concentrators causing fracture prior to reaching yield point.

Stress–strain curve of manufactured composites Ti6Al4V/DE from the (A) tensile test, (B) static compression test. Series: A—0%, B—1%, C—5%, D—10% content of the ceramic reinforcement.
Fracture surface SEM images are presented in Supplementary Information (see Figure S6). The fracture surface of pure Ti6Al4V alloy shows various sizes of dimples. The addition of the reinforcement in the form of diatomaceous earth results in a mixture of brittle and ductile areas. The planar facets reveal in-prints caused by detachment of frustules present in DE.
Figure 7B shows the compressive stress–strain curves of the spark plasma sintered samples, whereas the values are presented in Table 4. The stress–strain curves show typical elastic–plastic deformation. An increase in the amount of the filler (1% and 5%) results in an increase in compression strength. The highest compression stress of 2159 MPa was obtained for the specimens with 5% of filler.
The result of the tests of mechanical properties of specimens can be discussed in terms: (a) effect of DE addition on the properties of Ti–rich matrix and (b) reaction of the composite structures to the applied load in tensile/compression. With regard to the effect of DE addition on the metallic matrix, it can be noted that composite samples are characterized by a smaller grain size of Ti crystals, which brings about a higher value of the yield flow of the composite matrix. The mechanism responsible for the size of grains in the Ti–rich matrix is very likely blocking of grain growth during sintering by DE particles. In fact, microstructures shown in Fig. 2 clearly show that DE particles are located in boundaries of Ti crystals. In addition to grain size refinement on the strengthening of Ti-matrix, one should also take into account the effect of geometrically-necessary dislocations needed to accommodate differences in the thermal contraction of the Ti-matrix and DE particles upon cooling from sintering temperature. In summary, presence of DE strengthens metal matrix in the composites of interest. On the other hand, DE particles have much lower mechanical strength than the Ti matrix and their presence reduces effective load bearing cross-sections of the specimens and thus brings about a reduction of composite strength. DE particles act also as stress concentrators, promoting brittle fracture of specimens in tensile tests. Thus, depending on the mode of applied load (tensile, compression, Vickers hardness) mechanical properties of the composite are determined by interplay between strengthening and weakening impact of DE particles. Strengthening effects dominate for small volume fractions and for compression mode. Recognition of these dichotomies on the impact of DE particles allows for selecting their appropriate volume fractions to given applications of the composites in question.
Conclusions
The novel composites Ti6Al4V/diatomaceous earth have been fabricated using the spark plasma sintering (SPS) method. SEM images of these composites revealed that this technological route preserved the diatoms. The matrix does not penetrate the reinforcement, and good bonding between matrix and biogenic filler has been obtained. The increase of DE content within composites results in a decrease of the hydrophilicity—towards hydrophobicity.
The XRD measurements allowed us to identify the TiAl2O5 phase. No silicide phase was found. XRD spectra also revealed residual stresses generated by particles of DE.
Compared with samples sintered without filler, with the increase of DE content, the compressive yield strength increased while the plasticity gradually decreased. Especially for Ti6Al4V-5 vol% DE composite, the compressive yield strength is 1801 MPa, which is ca. 62% higher than that of pure Ti6Al4V (1111 MPa). Additionally, it maintains good compressive plasticity (34.6%). In the case of the tensile test, the highest values have been obtained for Ti6Al4V-1 vol% DE composite, for which the tensile yield strength was 968 MPa, which is ca. 26% higher than that of pure titanium (767 MPa) and maintain acceptable tensile strain.
In the case of the mean values of the coefficient of thermal expansion (CTE), no significant differences for pure Ti6Al4V alloy and with the addition of ceramic filler (DE) have been noticed. The thermal conductivity has been lowered with the addition of diatomaceous earth.
Comparison of our results with the values presented in the literature clearly show that the samples with 1 vol% and 5 vol% DE demonstrated better tensile strength than elements sintered by the BE method. At the same time compression strength exceeds 2000 MPa. This is remarkably high value making the composites fabricated here a promising candidate for manufacturing of devices in which applied loads primarily generate compressive stresses.
The results show that biogenic filler in the form of diatom frustules can be used as an attractive reinforcement for future applications in development of high-performance TMCs, e.g., for aerospace, automotive, and sporting goods.
Experimental
Materials
Ti6Al4V (UNS R56400/3.7165), Titanium Grade 5, spherical powder (Wolften, Wroclaw, Poland) with a particle size: 0–53 µm (density 2.53 g/cm3) and 53–105 µm (density 2.56 g/cm3) was used. Diatomaceous earth (DE, Diatomite, Perma-Guard) consisting of shells of unicellular microscopic organisms (Aulacoseira sp.) from the extremely clean freshwater deposits was used as a filler.
Manufacturing of composites
Mixtures of Ti6Al4V and diatomaceous earth (DE) were used in the experimental part. The SPS process was conducted under vacuum at the uniaxial compressive pressure of 1.2 MPa. The powder mixtures were placed in cylindrical graphite dies with an inner diameter of 25 mm and pressed between two graphite punches. The mixtures were heated up to 1000 °C with a heating rate of 50 °C × min−1 and maintained at final temperature for 5 min. The process has been conducted in inert gas—Argon at − 0.5 Atm pressure. The relative density of the samples, determined by the Archimedes method, was estimated at 100% of the theoretical value.
Experimental techniques
Characterization of powders and consolidated samples
Characterization of Ti6Al4V powder and diatomaceous earth DIATOMIT (Perma-Guard, USA) was carried out using an ultra-high-resolution analytical dual-beam FIB-SEM tool (Scios2 DualBeam, Thermo Fisher Scientific, Waltham, MA, USA). Powder samples were coated with Au (5 nm layer) using a high-vacuum sputter coater. Elemental analyses of Ti6Al4V powders and diatomaceous earth were carried out using Energy Dispersive X-ray Spectroscopy (EDS). Elemental maps were collected under an acceleration voltage of 30 kV, elemental range of 10 keV.
The grain size distribution of the Ti6Al4V powder was measured by a Laser Particle Size Analyzer (Fritsch, Idar-Obserstein, Germany) in water suspension. The distribution of the size of diatom frustules was measured using Air Jet Sieving Machine AS200 jet (Retsch, Germany) during the fractionation process.
The experimental density (bulk density) of the composites was obtained by the Archimedes method. The theoretical density was calculated using the rule of mixture. Bulk density was calculated by using Eq. (1):
where ρB—the bulk density, msat—saturated mas, md—dry mass, msus – suspended immersion mass.
X-ray diffraction (XRD) measurements at room temperature were performed using an Empyrean Panalytical powder diffractometer equipped with Mo X-ray tube (Kα radiation, λ = 0.7093187 Å, 40 kV, 40 mA) and PixCel1D strip detector. The scattered intensity was recorded in the Bragg–Brentano geometry in a range of 2θ from 14° to 38° in steps of 0.026261°. The pattern acquisitions have been conducted on solid samples (4 × 4 mm) on a plexiglass holder. The small area (4 × 4 mm) of solid samples required a narrow fixed slit. The change of the aperture led to the much smaller response from the background (plexiglass cover) in the diffractogram. The phase analysis was carried out based on the ISCD database using the HighScore program47.
Contact angle measurements were performed by the sessile drop technique at room temperature and atmospheric pressure, with a Osilla Contact Angle Goniometer (Osilla, Sheffield, UK). Ten independent measurements were performed for each sample, each with a 2 µl water drop. In order to examine the macroscopic characteristic and to eliminate the effect of topography, the measurements of contact angle have been conducted on the polished cross-sections. The obtained results were averaged to reduce the impact of surface nonuniformity.
The hardness of the composite samples was tested by the Vickers method using a Hardness Tester DuraScan 20 (Struers) with the load HV5 (ca. 49.03 N) according to the PN-EN ISO 6507-1.
The coefficient of thermal expansion, CTE, was measured using the standard four-probe method in a vacuum. The thermal conductivity, \(\lambda \), was calculated according to the formula \(\lambda = \alpha \cdot {C}_{p}\cdot \rho \), where Cp is the theoretical heat capacity based on the measurements via laser flash method (LFA, Netzsch, 457 MicroFlash) using a sample with a diameter of 10 mm and height of 1 mm. All measurements were performed over the temperature range of 323 K to 723 K.
The static tensile tests were carried out using the Small-Specimen Tensile Test (SSTT) technique48,49,50. Samples with the dimensions given in Supplementary Information (see Figure S1) were tested with a Zwick/Roell Z005 (ZwickRoell GmbH & Co. KG, Germany) universal electromechanical testing machine equipped with a load cell having a load capacity of ± 1 kN. The tests were controlled by a crosshead displacement of the testing machine of 0.005 mm/s. The initial strain rate was 1 × 10–1 1/s.
Because of the small size of the testing specimens, a non-contact optical method based on image correlation was applied (DIC-Digital Images Correlation) for strain calculations. Local deformations, and the fields of deformations over the entire area of a tested specimen, were analyzed using VIC 2d commercial software provided by Correlated Solutions Inc. The values of the engineering stress–strain curves were calculated by post-processing DIC analysis. For the static compression tests, cube specimens with a characteristic dimension of 3 mm were used. The test was controlled by constant displacement in time (0,003 mm/s), and the strain rate was finally the same as in tensile 1 × 10–1 1/s. For the compression tests, non-standard yield strength at 2% of the plastic strain was calculated.
Data availability
All data generated or analysed during this study are included in this published article (and its Supplementary Information files).
References
Evans, A., San Marchi, C. & Mortensen, A. Metal Matrix Composites in Industry (Springer, 2003). https://doi.org/10.1007/978-1-4615-0405-4.
Rosso, M. Ceramic and metal matrix composites: Routes and properties. J. Mater. Process. Technol. 175, 364–375 (2006).
Morsi, K. & Patel, V. V. Processing and properties of titanium–titanium boride (TiBw) matrix composites—a review. J. Mater. Sci. 42, 2037–2047 (2007).
Geng, L., Ni, D. R., Zhang, J. & Zheng, Z. Z. Hybrid effect of TiBw and TiCp on tensile properties of in situ titanium matrix composites. J. Alloys Compd. 463, 488–492 (2008).
Munir, K. S., Kingshott, P. & Wen, C. Carbon nanotube reinforced titanium metal matrix composites prepared by powder metallurgy—A review. Crit. Rev. Solid State Mater. Sci. 40, 38–55 (2015).
Shivakumar, N., Vasu, V., Narasaiah, N. & Kumar, S. Synthesis and characterization of nano-sized Al2O3 particle reinforced ZA-27 metal matrix composites. Proc. Mater. Sci. 10, 159–167 (2015).
Sivakumar, G., Ananthi, V. & Ramanathan, S. Production and mechanical properties of nano SiC particle reinforced Ti–6Al–4V matrix composite. Trans. Nonferrous Met. Soc. China 27, 82–90 (2017).
Kumar, P. & Chandran, K. S. R. Strength-ductility property maps of powder metallurgy (PM) Ti-6Al-4V alloy: A critical review of processing-structure-property relationships. Metall. Mater. Trans. A 48, 2301–2319 (2017).
Konstantinov, A. S., Bazhin, P. M., Stolin, A. M., Kostitsyna, E. V. & Ignatov, A. S. Ti-B-based composite materials: Properties, basic fabrication methods, and fields of application (review). Compos. Part A Appl. Sci. Manuf. 108, 79–88 (2018).
Hayat, M. D., Singh, H., He, Z. & Cao, P. Titanium metal matrix composites: An overview. Compos. Part A Appl. Sci. Manuf. 121, 418–438 (2019).
Kondoh, K. Titanium metal matrix composites by powder metallurgy (PM) routes. In Titanium Powder Metallurgy 277–297 (Elsevier, 2015). https://doi.org/10.1016/B978-0-12-800054-0.00016-2.
Fang, Z. Z. et al. Powder metallurgy of titanium—past, present, and future. Int. Mater. Rev. 63, 407–459 (2018).
Eylon, D. & Pierce, C. M. Effect of microstructure on notch fatigue properties of Ti-6Al-4V. Metall. Trans. A 7, 111–121 (1976).
Yoder, G. R., Cooley, L. A. & Crooker, T. W. Observations on microstructurally sensitive fatigue crack growth in a widmanstätten Ti-6Al-4V alloy. Metall. Trans. A 8, 1737–1743 (1977).
Margolin, H. & Mahajan, Y. Void formation, void growth and tensile fracture in Ti-6AI-4V. Metall. Trans. A 9, 781–791 (1978).
Materials Properties Handbook. Titanium Alloys (ASM International, 1993).
Froes, F. H. & Eylon, D. Powder metallurgy of titanium alloys. Int. Mater. Rev. 35, 162–184 (1990).
Hagiwara, M., Kaieda, Y., Kawabe, Y. & Miura, S. Fatigue property enhancement of .ALPHA.-.BETA. Titanium alloys by blended elemental P/M approach. ISIJ Int. 31, 922–930 (1991).
Fujita, T., Ogawa, A., Ouchi, C. & Tajima, H. Microstructure and properties of titanium alloy produced in the newly developed blended elemental powder metallurgy process. Mater. Sci. Eng. A 213, 148–153 (1996).
Haase, C., Lapovok, R., Ng, H. P. & Estrin, Y. Production of Ti–6Al–4V billet through compaction of blended elemental powders by equal-channel angular pressing. Mater. Sci. Eng. A 550, 263–272 (2012).
Abouelmagd, G., Büchkremer, H. P., El-Magd, E. & Stöver, D. Mechanical properties of a TiAl6V4 alloy processed by powder metallurgy. J. Mater. Process. Technol. 37, 583–597 (1993).
Zhang, K., Mei, J., Wain, N. & Wu, X. Effect of hot-isostatic-pressing parameters on the microstructure and properties of powder Ti-6Al-4V hot-isostatically-pressed samples. Metall. Mater. Trans. A 41, 1033–1045 (2010).
Xu, L., Guo, R., Bai, C., Lei, J. & Yang, R. Effect of hot isostatic pressing conditions and cooling rate on microstructure and properties of Ti–6Al–4V alloy from atomized powder. J. Mater. Sci. Technol. 30, 1289–1295 (2014).
Kim, Y., Kim, E.-P., Song, Y.-B., Lee, S. H. & Kwon, Y.-S. Microstructure and mechanical properties of hot isostatically pressed Ti–6Al–4V alloy. J. Alloys Compd. 603, 207–212 (2014).
Bozic, D., Sekulic, D., Stasic, J., Rajkovic, V. & Jovanovic, M. T. The influence of microstructural characteristics and contaminants on the mechanical properties and fracture topography of low cost Ti6Al4V alloy. Int. J. Mater. Res. 99, 1268–1274 (2008).
Azevedo, C. R. F. & Flower, H. M. Calculated ternary diagram of Ti–Al–Si system. Mater. Sci. Technol. 16, 372–381 (2000).
Azevedo, C. R. F. & Flower, H. M. Experimental and calculated Ti-rich corner of the Al-Si-Ti ternary phase diagram. Calphad 26, 353–373 (2002).
Paufler, P. J. H. Westbrook, R. L. Fleischer (eds.). Intermetallic Compounds. Principles and Practice. John Wiley & Sons, Chichester 1995. Vol. 1. Principles. 1126 S. ISBN 0–471–94219–7. Vol. 2: Practice. 752 S. ISBN 0–471–93454–2. Set: ISBN 0–471–93453–4. Preis: Cryst. Res. Technol. 30, 920–920 (1995).
Anpo, M. et al. Photoluminescence and photocatalytic activity of highly dispersed titanium oxide anchored onto porous Vycor glass. J. Phys. Chem. 89, 5017–5021 (1985).
Fu, X., Clark, L. A., Yang, Q. & Anderson, M. A. Enhanced photocatalytic performance of titania-based binary metal oxides: TiO 2 /SiO 2 and TiO 2 /ZrO 2. Environ. Sci. Technol. 30, 647–653 (1996).
Gao, X. & Wachs, I. E. Titania–silica as catalysts: molecular structural characteristics and physico-chemical properties. Catal. Today 51, 233–254 (1999).
Guo, X.-C. & Dong, P. Multistep coating of thick titania layers on monodisperse silica nanospheres. Langmuir 15, 5535–5540 (1999).
Mogyorósi, K., Dékány, I. & Fendler, J. H. Preparation and characterization of clay mineral intercalated titanium dioxide nanoparticles. Langmuir 19, 2938–2946 (2003).
Hirano, M. & Ota, K. Direct formation and photocatalytic performance of anatase (TiO 2)/Silica (SiO 2) composite nanoparticles. J. Am. Ceram. Soc. 87, 1567–1570 (2004).
Lee, J.-W., Kong, S., Kim, W.-S. & Kim, J. Preparation and characterization of SiO2/TiO2 core-shell particles with controlled shell thickness. Mater. Chem. Phys. 106, 39–44 (2007).
Kibanova, D., Trejo, M., Destaillats, H. & Cervinisilva, J. Synthesis of hectorite–TiO2 and kaolinite–TiO2 nanocomposites with photocatalytic activity for the degradation of model air pollutants. Appl. Clay Sci. 42, 563–568 (2009).
Sharma, N. et al. Diatoms biotechnology: Various industrial applications for a greener tomorrow. Front. Mar. Sci. 8, 2 (2021).
Eriksson, M., Shen, Z. & Nygren, M. Fast densification and deformation of titanium powder. Powder Metall. 48, 231–236 (2005).
Orrù, R., Licheri, R., Locci, A. M., Cincotti, A. & Cao, G. Consolidation/synthesis of materials by electric current activated/assisted sintering. Mater. Sci. Eng. R Rep. 63, 127–287 (2009).
Ertorer, O., Topping, T. D., Li, Y., Moss, W. & Lavernia, E. J. Nanostructured Ti consolidated via spark plasma sintering. Metall. Mater. Trans. A 42, 964–973 (2011).
Despang, F. et al. Response of human bone marrow stromal cells to a novel ultra-fine-grained and dispersion-strengthened titanium-based material. Acta Biomater. 6, 1006–1013 (2010).
Quan, Y. et al. Ti6Al4V foams fabricated by spark plasma sintering with post-heat treatment. Mater. Sci. Eng. A 565, 118–125 (2013).
Zhang, F., Reich, M., Kessler, O. & Burkel, E. The potential of rapid cooling spark plasma sintering for metallic materials. Mater. Today 16, 192–197 (2013).
Ghesmati Tabrizi, S., Sajjadi, S. A., Babakhani, A. & Lu, W. Influence of spark plasma sintering and subsequent hot rolling on microstructure and flexural behavior of in-situ TiB and TiC reinforced Ti6Al4V composite. Mater. Sci. Eng. A 624, 271–278 (2015).
Hao, Y. et al. Rapid preparation of TiC reinforced Ti6Al4V based composites by carburizing method through spark plasma sintering technique. Mater. Des. 65, 94–97 (2015).
Jovanović, M. T., Tadić, S., Zec, S., Mišković, Z. & Bobić, I. The effect of annealing temperatures and cooling rates on microstructure and mechanical properties of investment cast Ti–6Al–4V alloy. Mater. Des. 27, 192–199 (2006).
Degen, T., Sadki, M., Bron, E., König, U. & Nénert, G. The HighScore suite. Powder Diffr. 29, S13–S18 (2014).
Molak, R. M. et al. Use of micro tensile test samples in determining the remnant life of pressure vessel steels. Appl. Mech. Mater. 7–8, 2 (2007).
Molak, R. M. et al. Measurement of mechanical properties in a 316L stainless steel welded joint. Int. J. Press. Vessel. Pip. 86, 2 (2009).
Molak, R. M., Kartal, M. E., Pakiela, Z. & Kurzydlowski, K. J. The effect of specimen size and surface conditions on the local mechanical properties of 14MoV6 ferritic–pearlitic steel. Mater. Sci. Eng. A 651, 2 (2016).
Acknowledgements
Izabela Zgłobicka acknowledges the funding provided by National Science Center for providing financial support to project Metal Matrix Composites with natural filler (Grant No. 2018/31/D/ST8/00890). The X–ray diffraction analysis was supported by the National Science Centre under grant OPUS no. 2018/31/B/ST3/00279. The authors are grateful to Prof. John P. Kociolek from the University of Colorado Boulder for critically reading the manuscript and correcting the language.
Author information
Authors and Affiliations
Contributions
I.Z.: conceptualization, methodology, validation, formal analysis, investigation, resources, writing—original draft, writing—review & editing, visualization, supervision, project administration, funding acquisition; R.Z.: methodology, investigation, writing—review & editing; K.K.: methodology, investigation, visualization, writing—review & editing; R.M.: methodology, investigation, writing—review & editing; M.W.: investigation; K.R.: investigation, writing—review & editing; B.F.: investigation; K.J.K.: writing—review & editing, supervision.
Corresponding author
Ethics declarations
Competing interests
The authors declare no competing interests.
Additional information
Publisher's note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Supplementary Information
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Zglobicka, I., Zybala, R., Kaszyca, K. et al. Titanium matrix composites reinforced with biogenic filler. Sci Rep 12, 8700 (2022). https://doi.org/10.1038/s41598-022-12855-5
Received:
Accepted:
Published:
DOI: https://doi.org/10.1038/s41598-022-12855-5
This article is cited by
-
A review on reinforcements, fabrication methods, and mechanical and wear properties of titanium metal matrix composites
Journal of Engineering and Applied Science (2024)
Comments
By submitting a comment you agree to abide by our Terms and Community Guidelines. If you find something abusive or that does not comply with our terms or guidelines please flag it as inappropriate.
