
Abstract
Nanoporous structures have proven as an effective way for enhanced electrochromic performance by providing a large surface area can get fast ion/electron transfer path, leading to larger optical modulation and fast response time. Herein, for the first time, application of vacuum cathodic arc plasma (CAP) deposition technology to the synthesis of WO3/NiO electrode films on ITO glass for use in fabricating complementary electrochromic devices (ECDs) with a ITO/WO3/LiClO4-Perchlorate solution/NiO/ITO structure. Our objective was to optimize electrochromic performance through the creation of electrodes with a nanoporous structure. We also examined the influence of WO3 film thickness on the electrochemical and optical characteristics in terms of surface charge capacity and diffusion coefficients. The resulting 200-nm-thick WO3 films achieved ion diffusion coefficients of (7.35 × 10−10 (oxidation) and 4.92 × 10−10 cm2/s (reduction)). The complementary charge capacity ratio of WO3 (200 nm thickness)/NiO (60 nm thickness) has impressive reversibility of 98%. A demonstration ECD device (3 × 4 cm2) achieved optical modulation (ΔT) of 46% and switching times of 3.1 sec (coloration) and 4.6 sec (bleaching) at a wavelength of 633 nm. In terms of durability, the proposed ECD achieved ΔT of 43% after 2500 cycles; i.e., 93% of the initial device.
Similar content being viewed by others

Introduction
Over the past decades, electrochromic devices (ECDs) have been used in energy efficient buildings, optical information displays, variable-reflectance mirrors, switchable mirrors, and electronic papers1,2,3,4,5. Electrochromism materials change their optical characteristics (transmittance, reflectance, and absorption) reversibly through applying a dc voltage6. Electrochromism has attracted much attention because it could provide a tremendous promising application in energy-saving smart windows. Smart windows based on electrochromic (EC) materials easily control the indoor sunlight and solar heat and can be effectively reduced the heating or cooling loads of building interiors6. A wide variety of electrochromic materials have been developed, including metal oxides7,8,9, small organic molecules10, and conductive polymer thin films11,12,13. Complementary ECDs are composed of anodic and cathodic coloring materials in a five-layer structure. A pair of transparent conducting layers sandwich an ionic conduction layer (electrolyte) in contact with an electrochromic (EC) layer and an ion storage (complementary) layer14,15,16. Tungsten oxide (WO3) is known as one of the most popular cathodic coloration material and nickel oxide (NiO) as typical anodic coloration material, which has been intensively investigated14,15,16,17.
WO3 film is a transition metal oxide, which can be reversibly switched between colorless and blue under positive or negative voltage, respectively18,19. The chemical reaction underlying the electrochromic behavior of WO3 films is based on reversible oxidation/reduction reactions induced by the electrochemical double injection/extraction of positive ions (lithium or proton) and electrons into/out of the host WO3 lattice in the transition from W5+ to W5+ 19,20. WO3 films have been fabricated in a variety of nanostructures, including nano-rods19,21,22, nanosheets20, and nanotrees23. Note however that a dense structure, low diffusion coefficient, and/or long diffusion length for ion insertion tend to hinder optical modulation performance. By increasing the contact area between the electrode and electrolyte, nanoporous WO3 structures reduce the diffusion path of ions and providing channels to facilitate the rapid transfer of ion/electrons, resulting in particularly good electrochromic and electrochemical performance19,20,23. Electrochromic WO3 films have been fabricated using a variety of methods, including sputtering24,25,26,27, chemical vapor deposition (CVD)28,29,30, spray pyrolysis31,32, thermal evaporation33, electron-beam deposition34, and sol-gel35,36,37 methods. Lee et al.19 recently reported on the synthesis of uniform WO3 nano-rods, resulting in films with fast coloration/bleaching times (28.8/4.5 sec at 633 nm). Zhang et al.23 used thermal annealing in the synthesis of WO3 electrodes within a one-dimensional structure, which resulted in good CE (43.6 cm2/C), and fast coloration/bleaching times (7.6/4.2 sec at 633 nm).
Different above technology, in the current study, we used cathodic arc plasma (CAP) technology to fabricate WO3/NiO films with a porous surface structure with the aim of enhancing electrochromic performance and accelerating switching speeds38,39,40,41. We also examined the degree to which the thickness of WO3 layers affects the electrochemical and optical properties of ECDs.
Results
Electrochromic mechanism for NiO-WO3 system
As shown in Fig. 1(a–c), the application of voltage (an electric field) to the device causes positive ions to move toward the electric field, while the electrons move in the opposite direction. The movement of ions (electrons) into the electrochromic (ion storage) layers is responsible for the coloration (bleaching) of the ECDs. The underlying physics involved in the electrochromic reactions can be represented using the following the redox equations:
where M indicates the lithium ions (Li+) or hydrogen ions (H+) ions. The WO3 thin film changes from transparent to deep blue under the effects of electron insertion (i.e., photo-effected intervalence electron transfer from W6+ to W5+ sites). The electrochromic mechanism governing the behavior of Li+ ions against ion insertion/extraction in the NiO electrode can be represented using the following the redox equations:

Working principles for ECD. Schematic diagram of coloration and bleaching process of with WO3 electrochromic layer and NiO counter layer.
The reduction of Ni3+ to Ni2+ leads to the bleaching of the NiO film (during the cathodic scan), and coloration of NiO film via the oxidation of Ni2+ to Ni3+ (in the reverse process). Continuously applying negative voltage to the NiO electrode (ion storage layer) causes the insertion of electrons and Li+ ions leading to the oxidation of Ni2+ to Ni3+, with the result that the coloration state is dominant. In Fig. 1(c), for test step, to understand surface charge capacity for WO3/NiO electrode films, which were integrated CA curves defined as both intercalation surface charges (Qin) and extraction surface charges (Qout). Here, the complementary surface charge capacity ratio R is defined as the insertion WO3 electrode divided by the extraction NiO electrode.
WO3/ITO and NiO/ITO films: surface charge capacity ratio
The complementary ECD in the current study included two electrochromic electrodes, as in thin-film batteries. Thus, we calculated the surface charge capacity ratio of the electrodes in both directions. We first sought to elucidate the electrochemical and energy storage properties of the WO3/ITO/glass by constructing three electrode cells, which comprised a working electrode (WO3 film on ITO/glass), a counter-electrode (Pt mesh) and a reference electrode (Ag/AgCl) in 0.5 M LiClO4/Perchlorate (LiClO4/PC) solution.
The surface charge capacity of the WO3 layers was based on integral to CA curves was carried with from −1.5 to 0.3 V versus AgCl/Ag in intercalation surface charges (Qin) and extraction surface charges (Qout). As shown in Fig. 2(a), the 200-nm-thick WO3 electrode returned the following values: Qin (7.38 mC cm−2), Qout (8.4 mC cm−2), and reversibility, Qin/Qout is about 87% better than the other samples. Here, complementary charge capacity ratio R is defined as the intercalation WO3 electrode divided by the extraction NiO electrode according to following equation:
where Qin (WO3) is the surface charge capacity of the WO3 electrode during intercalation and Qout (NiO) is the surface charge capacity of the NiO electrode during the extraction process. Qout (NiO) was carried with from 0.7 V versus Ag/AgCl and observed Qout (NiO) value is 7.45 mC cm−2. As shown in Fig. 2(b), we also assessed the degree to which the thickness of the WO3 layer (175 nm, 200 nm, 225 nm and 250 nm) affected the charge capacity ratio when using an NiO/ITO/glass electrode of 60 nm in thickness. With the charge capacity of the NiO electrode fixed at 7.45 mC cm−2, the R values varied as a function of WO3 thickness, as follows: 175 nm (0.54), 200 nm (0.98), 225 nm (1.04), and 250 nm (2.0). Note that under these conditions, the sample with a 200 nm-thick layer of WO3 achieved reversibility of nearly 98%. Figure 2(c) shows the reversibility of R = WO3 (200 nm)/NiO (60 nm) about 0.98~1.02 value between 60 and 72 cycles. It appears that the high R value reduced the likelihood of ion blocking, making it an ideal structure for the movement of ions at electrode/electrolyte interfaces in an electrochromic film.

(Color online) (a) Surface charge capacity of WO3/ITO/glass for Qin and Qout (b) Complementary charge capacity ration R = Qin (WO3)/Qout(NiO) (c) Reversibility of R.
Diffusion coefficient and transmittance optical modulation as a function of WO3/ITO film thickness
Figure 3(a1,b1,c1,d1) showed cycle voltammetry (CV) curve of WO3/ITO films at four different thicknesses and applied the potential voltage from −1.5 V (coloration) to 0.3 V (bleaching) at a scan rate of 200 mV/s. In Fig. 3, the CV curve of WO3/ITO films were measured at 25th-cycle for four different thicknesses 175 nm, 200 nm, 225 nm, and 250 nm respectively. Furthermore, the diffusion coefficient D of Li+ ions during injection/extraction of ions into/out of the WO3 film can be calculated using the Randles–Servick Eq. (4)19.
where C0 indicates the concentration of electrolyte solution (mol• cm−3); v is the scan rate (V• s−1); D is the diffusion coefficient (cm2s−1) and Jp is the peak current. Table 1 lists the values for Jpc (cathodic peak current density), Jpa (anodic peak current density), and diffusion coefficient D (working area 3 × 4 cm2). Sample 2 (with 200 nm-thick) of WO3/ITO films in Table 1 presented the highest ion diffusion coefficients of 7.35 × 10−10 cm2/s (oxidation) and 4.92 × 10−10 cm2/s (reduction). From Table 1, the higher diffusion coefficient indicates a larger contact area and greater porosity resulting in faster ion insertion/extraction.

(a1,b1,c1,d1 1,4) CV curves of WO3 films of various thicknesses during the 25th-cycle; (a2,b2,s2,d2) Transmittance of WO3 film in bleaching (solid line) and coloration (dotted line) states with various thicknesses.
Figure 3(a2,b2,c2,d2) presents the optical transmittance spectra of WO3/ITO/glass between bleached and colored states at different various thicknesses (175 nm, 200 nm, 225 nm, and 250 nm). At a fixed wavelength of 633 nm, optical transmittance varied as a function of thicknesses from 38.35% to 52.68%. Note that the modulation of optical transmittance of 200-nm-thick WO3 film (ΔT = 52.68%) was higher than that of the other samples, as indicated by the larger enveloped area in the CV curve. Actually, the area of the CV curve is deeply related to the charge stored (capacity) at porous WO3 film20 indicates that more charges are taking part in redox reactions.
Microstructural characteristics
The cross-sectional SEM image in Fig. 4 shows the hemispherical surface structures of the WO3 film deposited using CAP. Top-view SEM image of WO3 pattern inset of Fig. 4. Figure 5(a) presents the X-ray diffraction (XRD) patterns of the WO3 film deposited on a glass substrate. The porous WO3 film presented only one broad peak at ~23°, indicating an amorphous structure, as described in previous studies36. X-ray photoelectron spectroscopy (XPS) was used to analyze the chemical composition of the WO3 film surface. The electrochemical testing of LixWO3(WO3:Li) samples in 0.5 M liquid-electrolyte of LiClO4/PC solution was performed using a three-electrode cell, comprising a working electrode (WO3 electrode film on ITO/glass), a counter-electrode (Pt mesh) and a reference electrode (Ag/AgCl). The color of the WO3/ITO/glass changed from deep blue (colored state; −1.35 V) to transparent (bleached state; 0.2 V), is accordance with the intercalation/extraction of ions (Li+) into/out of the WO3 electrode. The thickness of the WO3 film was shown to have considerable influence on the electrochromic properties by XPS analsis. Figure 5(c,e) show XPS spectra of W 4 f in tungsten oxide films (200 nm) and (250 nm) in coloration states. In Fig. 5(c,e), the peaks W 4f7/2 and W 4f5/2 of W6+ and W5+ that are located at binding energies of 35.17 and 37.24 eV corresponding to W4 f5/2 and W4 f7/2 of W5+ in the LixWO3. The coloration process indicates the movement of Li+ ions and electrons into the WO3 films, such that the W6+ obtained an e− to become W5+, resulting in a corresponding shift in the peak to a lower energy level. The content of W5+ in LixWO3 film (i.e., η(W5+)) can be calculated using the following equation:

Cross-sectional morphologies of WO3/ITO film.

(Color online) (a) XRD pattern of WO3/glass film (b) Wide scanning XPS spectra of WO3 film (c,e) High-resolution XPS W4f spectra of coloration WO3 film at 200-nm-thick and 250-nm-thick. (d,f) High-resolution XPS W4f spectra of bleaching WO3 film at 200-nm-thick and 250-nm-thick.
The fitted spectrum can be separated into two gaussian doublets shown Fig. 5(c–f). In this redox reaction Eq.(5), we evaluated ions transformed from the W6+ to the W5+ state. In Fig. 5(c–e), we calculated that approximately 30% (200 nm) and 35% (250 nm) of the ions transformed from the W6+ to the W5+ state, see Table 2. This is an indication that a larger number of W6+ (bleaching) Li+ ions took part in the reduction reaction to become W5+ (blue). As shown in Fig. 3(b2,d2), we found that as the thickness of the film increased, Qin (WO3) curve gradually increased as did the power of lithium-ion injection, optical transmittance of 200-nm-thick WO3 film (Tcoloration = 25.12%) and 250-nm-thick WO3 film (Tcoloration = 18.13%) at a fixed wavelength of 633 nm. Figure 5(d–f) presents high-resolution XPS spectra of W 4 f in tungsten oxide films (200 nm) and (250 nm) in bleaching states. In the W 4 f spectrum in the beached state (Fig. 5(d)), the peaks at binding energies of 35.6 and 37.7 eV correspond to W4 f5/2 and W4 f7/2 of W6+. Thus, we can deduce that only W6+ ions were present in the WO3 thin films in the bleached state. But when the film thickness reaches 250 nm, the film can’t completely fade, which is still light blue, which means that W5+ (blue) can’t completely convert to W6+ (bleaching).
This is confirmed by the detection of W5+ in a later XPS analysis of the 250 nm bleached film. This shows that there are residual W5+ions in the process of fading oxidation when lithium ion is injected into the coloring reduction reaction Therefore, appropriate film thickness, will help improve the electrochromic optical modulation performance. The 200-nm-thick film contained only W6+ ions; however, some of the W5+ ions in the 250-nm-thick film did not convert into W6+ ions, thereby decreasing the penetration of the bleaching state, as shown in Fig. 3(b2,d2), we found optical transmittance of 200-nm-thick WO3 film (Tbleaching = 78.85%) and 250-nm-thick WO3 film (Tbleaching = 70.05%) at a fixed wavelength of 633 nm. In Fig. 5(f), we calculated that approximately 80% (250 nm) of the ions transformed from the W5+ to the W6+ state, see Table 2. Ning et al.42 claimed that lattice strain can affect the diffusion and migration of lithium ions, such that the coefficient of lithium ion diffusion decreases under the effects of pressure-induced strain. Thus, the failure of the 250-nm-thick film to recolor may be due to the thickness of the film, which extended the lithium ion migration path, such that the remaining stress hindered the transfer of lithium ions and the conversion of W5+ to W6+. Therefore, tungsten oxide film as a cathodic electrochromic layer, the film thickness should be selected appropriately, can improve modulation optical transmittance to optimization conditions.
Coloration efficiency of WO3/ITO films as a function of thickness
Coloration efficiency (CE) is an important criterion in the evaluation of electrochromic materials. CE is defined as the optical density charge (ΔOD) per unit of inserted charge Qin (Qin = Q/A, where A is the 20:
where Tbleaching and Tcoloration refer to the transmittance of bleaching and coloration state. Generally, a high CE value is an indication of large optical modulation under small charge insertion. Figure 6(a–d) plots ΔOD at a wavelength of 633 nm as a function of the charge inserted into films. The CE value of the as-synthesized WO3/ITO/glass was estimated from the slopes of the quasi-linear curves. The CE values at 633 nm were as follows: 175 nm (79.8 cm2 C−1), 200 nm (90 cm2 C−1), 225 nm (77.5 cm2 C−1), and 250 nm (72.3 cm2 C−1).

(Color online) Optical density change as a function of inserted charge for WO3/ITO film with various thicknesses.
Characterization of WO3/NiO ECD
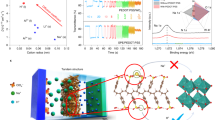
Figures 7,8 presents the electrochromic performance of ECD (glass/ITO/WO3/liquid electrolyte/NiO/ITO/glass) with an active area of 3 × 4 cm2. Figure 7(a) presents the in-situ transmittance of WO3/NiO ECD at 633 nm, as analyzed during a continuous potential cycle from −1.5 V (colored potential, Vc) to 0.8 V (bleached potential, Vb). In Fig. 7(b,c) show that the coloration state (charge process) and bleaching state (discharge process) of ECDs were measured by CA curves and in-situ optical response of transmittance at fixed 633 nm. The coloration and bleaching of switching times or speed was a prominent characteristic for ECD system, which was defined as the time required for a 90% change in the full transmittance modulation43,44,45. As shown in Fig. 7(c), ECD achieved a maximum optical modulation reached 46% and the switching times at a wavelength of 633 nm were obtained coloration (3.1 sec) and bleaching (4.6 sec) (see supplementary video). The electrochromic and optical properties of our work compared with other authors researches are detailed in Table 3. Figure 8 illustrates the durability of the ECDs in terms of transmittance optical modulation measured in intervals of 15 s. As shown in Fig. 8, even after 1000 cycles (approximately 10 hours), there was no significant degradation in the optical modulation performance of the ECD. As shown in Fig. 8, transitions between bleached and colored states remained steady until 1000 cycles, at which point switching performance degraded gradually, dropping to 93% of the as-synthesized samples by 2500 cycles.

(Color online) (a) While the optical modulation for applied voltage of −1.5 V for colored state and 0.8 V for bleached state within interval of each step was controlled at 15 s; (b) corresponding CA curve of ECD; (c) switching time between bleached and colored states measured at 633 nm between 0.8 V and −1.5 V.

The durability of ECDs in terms of transmittance optical modulation at 633 nm following 2500-cycles.
Methods
Cathodic arcs can be used for the reactive deposition of various nitrides and oxides. Nonetheless, CAP technology has not been widely adopted, due to violent plasma-liquid pool interactions at cathode spots, which can cause the emission of macro-particles (MPs) that degrade the quality of the resulting film. This can largely be overcome by steering the arc rapidly across the surface of the cathode under high working pressure to reduce the spot residence time and limit the formation of erosion craters46. In recent years, researchers have shifted emphasis from monolithic coatings to higher performing multilayers and nano-composites. As shown in Fig. 9(a), the proposed arc gun set up relies on the flow of argon (for insertion) and oxygen (reaction) to control the formation of the electrode structure. It is difficult to measure the dynamics of a cathode spot; therefore, we employed a high-speed video camera to capture images of light emission from various spots across the target plane in sequences of 1 sec, as shown in Fig. 9(b,c). The deposition parameters are shown in Table 2 and 3, and the schematic drawing of the cathodic arc deposition is presented in Fig. 9(a).

(a) Cathodic arc plasma (CAP) gun; (b,c) WO3/ NiO images showing the transient dynamics of cathodic spot motion.
Figure 10 presents a schematic diagram showing the process of ECD fabrication. Figure 10(a): Step 1 and 2 involved respectively depositing an EC film/ITO on one glass substrate and a counter film/ITO on another glass substrate. Step 3 involved fitting the two components together and sealing them with epoxy adhesive. Note glass beads were used as spacers to maintain a cavity between the EC film and the counter film to hold liquid electrolyte (<100 μm). Note also that a small gap was created in the epoxy for use as an inlet into the space. Step 5 showed ECD consisted of seven layers: A central ionic conduction layer (electrolyte) sealed between an electrochromic (EC) layer and an ion storage (complementary) layer, which were sandwiched between two transparent conducting layers, which were in turn sandwiched between two glass substrates. Figure 10(b) mainly describes the process of component packaging. Figure 10(b) Step 1: Dispensing for one side pre gluing. Step 2: UV glue curing. Step 3 involved filling the space between the two layers with liquid electrolyte ion injection in a vacuum pump. Step 4 production components.

(a) Experimental procedure for Step1 to Step4. (b) Packaging process for ECD.
Synthesis of porous electrochromic and dense transparent electrodes films
Indium tin oxide (ITO, Solaronix SA, Rsh = 6.1 Ω/□)-coated glass was cut into wafers (5 × cm2) for use as a conducting substrate in ECDs. The ITO wafers underwent ultrasonic cleaning respectively in deionized water and ethyl alcohol for 2 min each. WO3/NiO films were deposited in series on the ITO glass using cathodic arc plasma (CAP) with targets of metallic tungsten (W) (99.95%) and Nickel (Ni) (99.95%) (76 mm in diameter and 12 mm in thickness) at room temperature, as shown Fig. 10(a). The base chamber pressure was maintained at less than 2 × 10−5 Torr using a turbo pump. Tables 4 and 5 list the fabrication parameters. CAP was used to deposit WO3/NiO as working/counter electrodes. As shown in the schematic in Fig. 10(a), the active area of the ECD (3 × 4 cm2) possessed the following structure: glass/ITO/WO3/liquid electrolyte/NiO/ITO/glass. Our primary focus in the current study was the analysis of WO3 films in terms of charge capacity and diffusion coefficient. The WO3/NiO series were fabricated on ITO glasses as electrochromic layers, which are listed in Tables 4 and 5.
Electrolyte layer
The liquid electrolyte system comprised lithium perchlorate (LiClO4, Mw = 106.39, Sigma-Aldrich, Darmstadt, Germany) and propylene carbonate (PC, C4H6O3, Sigma-Aldrich) at a weight ratio of 0.1325 (LiClO4/PC = 26.5 g/200 mL).
Measurements
Electrochemical characterization was performed using cycle voltammetric (CV) and chronoamperometric (CA) (Autolab, model PGSTAT 30) measurements. In–situ UV-Vis measurements were obtained using a spectrophotometer (Ocean Optics, DH-4000-BAL) in conjunction with CA analysis.
Conclusions
In conclusion, we have developed a CAP deposition as an alternative to sputtering in order to achieve high deposition rates with low-cost method of producing EC film based on WO3 for ECD applications. The proposed deposition scheme was applied to the synthesis of WO3 films with nanostructured surface features in various thicknesses (175 nm, 200 nm, 225 nm, and 250 nm). The complementary WO3(200 nm)/NiO (60 nm) ECD exhibits higher optical modulation (46% at 633 nm), faster response times (tb = 4.6 s, tc = 3.1 s) and higher CE (90 cm2/C). During the durability test, the transmittance change of ECD remained 43% after 2500 cycles, which was about 93% of original state.
References
Lampert, C. M. Large-area smart glass and integrated photovoltaics. Solar Energy Materials and Solar Cells. 76, 489–499 (2003).
Runnerstrom, E. L. et al. Nanostructured electrochromic smart windows: traditional materials and NIR-selective plasmonic nanocrystals. Chem. Commun. 50, 10555–10572 (2014).
Haizeng, L. et al. Nanohybridization of molybdenum oxide with tungsten molybdenum oxide nanowires for solution-processed fully reversible switching of energy storing smart windows. Nano Energy 47, 130–139 (2020).
Lee, E. S. & DiBartolomeo, D. L. Application issues for large-area electrochromic windows in commercial buildings. Sol. Energy Mater. Sol. Cells 71, 465–491 (2002).
Jelle, B. P. & Hagen, G. Transmission spectra of an electrochromic window based on polyaniline, Prussian blue and tungsten-oxide. J. Electrochem. Soc. 140, 3560–3564 (1993).
Rosseinsky, D. R. & Mortimer, R. J. Electrochromic systems and the prospects for devices. Adv. Mater. 13, 783–793 (2001).
Granqvist, C. G. Electrochromic tungsten oxide films: review of progress 1993 -1998. Solar Energy Materials and Solar Cells 60, 201–262 (2000).
Vidotti, M. Cordoba de Torresi, S. I. Electrostatic layer-by-layer and electrophoretic depositions as methods for electrochromic nanoparticle immobilization. Electrochim. Acta 54, 2800–2804 (2009).
Bouessay, I. et al. Electrochromic degradation in nickel oxide thin film: a self-discharge and dissolution phenomenon. Electrochim. Acta 50, 3737–3745 (2005).
Watanabe, Y., Imaizumi, K., Nakamura, K. & Kobayashi, N. Effect of counter electrode reaction on coloration properties of phthalate-based electrochromic cell. Solar Energy Materials and Solar Cells 99, 88–94 (2012).
Kobayashi, T., Yoneyama, H. & Tamura, H. Polyaniline film-coated electrodes as electrochromic display devices. J. Electroanal. Chem. 161, 419–423 (1984).
Silva, A. J. C. et al. A multielectrochromic copolymer based on pyrrole and thiophene derivatives. Solar Energy Materials and Solar Cells 103, 108–113 (2012).
Augusto, T. et al. Electrophoretic deposition of Au@PEDOT nanoparticles towards the construction of high-performance electrochromic electrodes. Solar Energy Materials and Solar Cells 118, 72–80 (2013).
Granqvist C. G. Handbook of Inorganic Electrochromic Materials, Elsevier, Amsterdam, the Netherlands (1995).
Xia, X. H. et al. Electrochromic properties of porous NiO thin films prepared by a chemical bath deposition. Solar Energy Materials and Solar Cells 92, 628–633 (2008).
Subrahmanyam et al. A note on fast protonic solid state electrochromic device: NiOx/Ta2O5/WO3−x. Solar Energy Materials and Solar Cells 91, 62–66 (2007).
Li, H., McRae, L. & Elezzabi, A. Y. Solution-processed interfacial PEDOT: PSS assembly into porous tungsten molybdenum oxide nanocomposite films for electrochromic applications. ACS applied materials & interfaces 10, 10520–10527 (2018).
Eren, E. et al. High-performance Flexible Complementary Electrochromic Device Based on Plasma Modified WO3 Nano Hybrids and V2O5 Nanofilm with Low Operation Voltages. Electroanalysis 30, 2099–2109 (2018).
Liu, B. et al. Controlled fabrication of hierarchical WO3 hydrates with excellent adsorption performance. J. Mater. Chem. A 2, 1947–1954 (2014).
Deniz, D. et al. Nanostructured tungsten and tungsten trioxide films prepared by glancing angle deposition. Thin Solid Films 518, 4095–4099 (2010).
Wei, H. et al. Electropolymerized polyaniline stabilized tungsten oxide nanocomposite films: electrochromic behavior and electrochemical energy storage. J. Phys. Chem. C 116, 25052–25064 (2012).
Lin, F. et al. Low-temperature ozone exposure technique to modulate the stoichiometry of WOx nanorods and optimize the electrochromic performance. Nanotechnology 23, 255601 (2012).
Yaacob, M. H. et al. Absorption spectral response of nanotextured WO3 thin films with Pt catalyst towards H2. Sensors and Actuators B: Chemical 137, 115–120 (2009).
Madhavi, V., Kumar, P. J., Kondaiah, P., Hussain, O. M. & Uthanna, S. Efect of molybdenum doping on the electrochromic properties of tungsten oxide thin flms by RF magnetron sputtering. Ionics 20, 1737–1745 (2014).
Zhang, J., Tu, J., Xia, X., Qiao, Y. & Lu, Y. An all-solid-state electrochromic device based on NiO/WO3 complementary structure and solid hybrid polyelectrolyte. Solar Energy Materials and Solar Cells 93, 1840–1845 (2009).
Lin, Y. S. et al. Electrochromic properties of novel atmospheric pressure plasma jet-synthesized-organotungsten oxide films for flexible electrochromic device. Solar Energy Materials and Solar Cells 94, 2283–2291 (2010).
White, C. M., Gillaspie, D. T., Whitney, E., Lee, S. H. & Dillon, A. C. Thin Solid Films 517, 3596 (2009).
Bathe, S. R. et al. Electrochromic characteristics of fibrous reticulated WO3 thin films prepared by pulsed spray pyrolysis technique. Solar Energy Materials and Solar Cells 91, 1097 (2007).
Kadam, P. M. et al. From beads-to-wires-to-fibers of tungsten oxide: electrochromic response. Applied Physics A 97, 323–330 (2009).
Thangala, J. et al. Large-scale, hot-filament-assisted synthesis of tungsten oxide and related transition metal oxide nanowires. Small 3, 890–896 (2007).
Patel, K. J. et al. An investigation of the insertion of the cations H+, Na+, K+ on the electrochromic properties of the thermally evaporated WO3 thin films grown at different substrate temperatures. Mater. Chem. Phys. 124, 884–890 (2010).
Zheng, H. D. et al. Nanostructured Tungsten Oxide – Properties, Synthesis, and Applications. Adv. Funct. Mater. 21, 2175–2196 (2011).
Li, J. T. et al. Evolution of the nanostructure of deposits grown by electron beam induced deposition. Appl. Phys.Lett. 93, 023130–023130-3 (2008).
Fan, H. et al. Three-Dimensionally Ordered Gold Nanocrystal/Silica Superlattice Thin Films Synthesized via Sol–Gel Self-Assembly. Adv. Funct. Mater. 16, 891–895 (2006).
Xie, Z. et al. Porous WO3 with enhanced photocatalytic and selective gas sensing properties. CrystEngComm 13, 6393–6398 (2011).
Cai, G. F. et al. Efficient electrochromic materials based on TiO2@WO3 core/shell nanorod arrays. Solar Energy Materials and Solar Cells 117, 231–238 (2013).
Paipitak, K. et al. Characterization of sol-gel derived ti-doped tungsten oxide electrochromic thin flms. Energy. procedia. 9, 446–451 (2011).
Lee, K. D. et al. Indium-Zinc-Tin-Oxide film prepared by DC reactive magnetron sputtering for electrochromic application. materials 11, 2221–22211 (2018).
Chen, P. W. et al. Tantalum oxide film deposited by vacuum cathodic arc plasma with improved electrochromic performance. Solar Energy Materials and Solar Cells 182, 188–195 (2018).
Chen, P. W. et al. Inorganic-solid-state electrolyte layer deposited by cathodic arc plasma for rapidly switching electrochromic device. AIP Proceedings 1879, 0300041–0300045 (2017).
Wang, C. et al. Stepwise and Statistical Simulation on the Random and Retrograde Motion of a Single Cathode Spot of Vacuum Arc. IEEE Transactions on Plasma Science 43, 2267–2274 (2015).
Yang, L. et al. Improved electrochromic performance of ordered macroporous tungstenoxide films for IR electrochromic device. Solar Energy Materials and Solar Cells 100, 251–257 (2012).
Wang, W. Q. et al. Enhanced electrochromic and energy storage performance in mesoporous WO3 film and its application in a bi-functional smart window. Nanoscale 10, 8162–8169 (2018).
Hyungsub, K. et al. Effect of particle size and amorphous phase on the electrochromic properties of kinetically deposited WO3 films. Solar Energy Materials and Solar Cells 177, 44–50 (2018).
Dongyun, M. et al. Electrochromic devices based on tungsten oxide films with honeycomb-like nanostructures and nanoribbons array. Solar Energy Materials and Solar Cells 177, 51–56 (2018).
Anders, A. et al. Cathode mode transition in high-pressure discharge lamps at start up. Light. Res. Technol. 22, 111–115 (1990).
Kharade, R. R. et al. Hybrid physicochemical synthesis and electrochromic performance of WO3/MoO3 thin flms. Electroanal 26, 2388–2397 (2014).
Dalavi, D. S. et al. Efcient electrochromic performance of nanoparticulate WO3 thin flms. J. Mater. Chem. C 1, 3722–3728 (2013).
Chang, X., Sun, S., Dong, L., Hu, X. & Yin, Y. Tungsten oxide nanowires grown on graphene oxide sheets as high-performance electrochromic material. Electrochim. Acta 129, 40–46 (2014).
Yanfang, Y. et al. High-performance complementary electrochromic device based on WO3 0.33H2O/PEDOT and prussian blue electrodes. Journal of Physics and Chemistry of Solids 110, 284–289 (2017).
Luying, S., Jianming, Z. & Chunye, X. Enhanced electrochromic switches and tunable green fluorescence based on terbium ion doped WO3 films. Nanoscale 11, 23049–23057 (2019).
Acknowledgements
PWC would also like to acknowledge support from Division of Physics, Institute of Nclear Energy Research, Taiwan. This study was partially supported by the Ministry of Science and Technology (MOST) of Taiwan under grant MOST 106-2221-E-006-053-MY3.
Author information
Authors and Affiliations
Contributions
The study was writting and review by P.-W.C.; the data collection and analysis for WO3 film by C.-T.C.; T.-F. K. prepared Figures 3 and 10; the experiments was performed by S.-C.H. and J.-Y.W.;K.-D. Li performed the XPS characterization.
Corresponding author
Ethics declarations
Competing interests
The authors declare no competing interests.
Additional information
Publisher’s note Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Supplementary information
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license, and indicate if changes were made. The images or other third party material in this article are included in the article’s Creative Commons license, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons license and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this license, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Chen, PW., Chang, CT., Ko, TF. et al. Fast response of complementary electrochromic device based on WO3/NiO electrodes. Sci Rep 10, 8430 (2020). https://doi.org/10.1038/s41598-020-65191-x
Received:
Accepted:
Published:
DOI: https://doi.org/10.1038/s41598-020-65191-x
This article is cited by
-
Capturing ion trapping and detrapping dynamics in electrochromic thin films
Nature Communications (2024)
-
Black electrochromic ink with a straightforward method using copper oxide nanoparticle suspension
Scientific Reports (2023)
-
Temperable nickel oxide electrochromic film with tungsten and zinc co-doping
Journal of Materials Science: Materials in Electronics (2023)
-
Role of g-C3N4 in Fabrication of BiVO4/WO3 Z-scheme Heterojunction for high Photoelectrochemical Performances with Enhanced Light Harvesting
International Journal of Precision Engineering and Manufacturing-Green Technology (2023)
-
Electrochromism in Hf-doped WO3
Journal of Solid State Electrochemistry (2022)
Comments
By submitting a comment you agree to abide by our Terms and Community Guidelines. If you find something abusive or that does not comply with our terms or guidelines please flag it as inappropriate.
