
Abstract
High-speed SiGe film is promising use in photonics and electronics technologies continue to replace Si-based devices. High mobility Si0.15 Ge0.85 film on sapphire was grown at 890 °C substrate temperature by using a conventional magnetron sputtering system within the heteroepitaxy framework. 890 °C substrate temperate is impractical for commercial device manufacturing due to long thermal soak, loading time, and costly process. To leverage the practical SiGe device applications, the Molten Target Sputtering (MTS) techniques is developed. The MTS is an economic and robust process from high flux density and liquid-state of molecules benefits. At 500 °C, the lowest substrate temperature, high mobility Si0.15Ge0.85 film with continues morphology and 99.7% majority-orientation were grown by using the MTS. The hall electron mobilities of the Si0.15Ge0.85 grown at 500 °C are 456 cm2V−1s−1 and 123.9 cm2V−1s−1 at 5.59 × 1018 cm3 and 3.5 × 1020 cm3 carrier concentration at 22.38 °C, respectively. The values are 550% higher hall electron mobilities than that of Si at equivalent carrier concentration and temperatures. We envision that the MTS is beneficial for the heteroepitaxy framework film growth that requires high substrate temperature to overcome the large lattice parameter mismatch between film and substrate.
Similar content being viewed by others


Introduction
The demand for high-tech devices such as smart phones, tablet PCs, security systems, and other advanced electronic hardware relies on high-speed processors for computing. The performance of traditional silicon chips scales by fitting more and more transistors into a constant area or volume of silicon (Si). However, there is a limit to the amount of usable structure that can be incorporated into a Si wafer1. Therefore, a new paradigm is needed to continue to improve the performance of solid-state electronic devices. One promising concept for next generation CPUs is to use silicon-germanium (Si1−xGex, SiGe) alloys because electrons travel over 100 times faster in SiGe than in pure Si from the low effective masses associated with Ge2. Vastly superior electron mobility of Si1−xGex on a dielectric substrate is promising use in photonics technologies continue to replace Si-based solid-state electronic devices. Although SiGe can theoretically provide semiconductor devices with better performance than Si-based devices, fabricating high quality SiGe on dielectric substrate is technically challenging due to the lattice constant mismatching between the SiGe and substrate3,4,5.
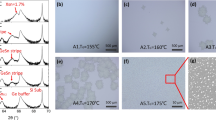
My team at the NIA/NASA reported the super-heteroepitaxy growth technology for single crystal growth of cubic or zinc-blend structure SiGe on trigonal sapphire substrate6,7,8,9. Within the super-heteroepitaxial framework, 850 °C substrate temperature and 200 W magnetron gun power on a conventional magnetron sputtering are required for 99% single crystal Si0.15Ge0.85 growth on c-plane sapphire substrate and high mobility6,7,8,9. The results show that the crystallinity and surface morphology are heavily dependent on the substrate temperature and magnetron gun power, improving with an increase in the parameters (Supporting Information 1). 850 °C is the temperature as read from a thermocouple attached to a holder behind the substrate. The actual substrate temperature is less than the thermocouple reading temperature because of the heat gradient in the sample holder and the infrared light passing through the transparent sapphire substrate. Recently, a new model showed that both pure Ge and Si1−xGex can form 98% single crystal films at 600 W gun power and the 450–550 °C substrate temperature based on thermal expansion calculations10. Despite the promising model, the film growths at the 500 °C have produce a mix of terraces and droplets, which is not qualified for high-speed device fabrication.
The high substrate temperature is impractical for commercial device application as is a costly process from long thermal soak times and often not repeatable in quality to produce due to a difficult of a thermally uniform wafer7,11,12,13. Low temperature process for a single crystal Si0.15Ge0.85 film growth is feasible when a thin film deposition system could melt the Ge target before reach to the high substrate temperate and provides a high deposition rate of molecules than the convention magnetron sputtering. To leverage the practical capabilities, simple design of new technique for Si0.15Ge0.85 film growth with decreased thermal loading is presented and named Molten Target Sputtering (MTS)14,15.
The MTS has a thermally isolate magnetron gun between the target and water cooling plate in the conventional magnetron sputtering system. The thermally isolated magnetron gun melts the Ge target before the ejected molecules from the magnetron gun reach to the substrate. The molten Ge target of the MTS provides a high flux density of molecules similar to the thermal evaporation for Si1−xGex film growth. For the first time in the literature, the continuous morphology and single crystal Si0.15Ge0.85 films with 99.7% majority-orientation were grown at 500 °C, the lowest substrate temperature, within the super-heteroepitaxy framework by using the MTS. We envision that the MTS is beneficial for the heteroepitaxy framework film growth that requires high substrate temperature to overcome the large lattice parameter mismatch between film and the substrate.
Molten Target Sputtering (MTS) Description
The benefits of hot target sputtering from an evaporation factor in productivity and film quality were reported from 200916,17,18. The idea was extended to the High Power Impulse Magnetron Sputtering (HPIMS) for an additional energy and flux tuning of a sputtered material towards the substrate. Even concerning the ideas of melting the target material have been reported, these systems requires additional apparatus such as a power unit and beam source to enhance the plasma temperature19.
The newly developed MTS is the system with simple modification of a magnetron gun to melt target for high quality film growth without any additional apparatus. The modified magnetron gun isolates the target thermally from water cooling for melting. In conventional magnetron sputtering, a copper heat sink equipped with internal water cooling channels sits underneath the target, cooling the entire target volume, as shown in Fig. 1a–c. The MTS method (Fig. 1d–f) involves removing a small ring of material ~1–2 mm deep and wide from the copper heat sink14,15. The volume of target material over this ring experiences reduced conductive cooling and increased heat since the conduction passage of the thermal energy to a water cooling channel removed by the ring groove below the target. Accordingly, the toroidal area at the target surface is heated and melted. The magnetic arrangement, where one pole is positioned at the central axis of the target and the opposite pole is circumferentially placed around the outer edge of the target, confines the electrons along the magnetic flux lines near the target and keep the Gaussian-shape plasma plume20 (Supporting Information 2). As-received flat target is vulnerable to liquid-state molten material rolling off, so etching trench on the target comes with the MTS process or recycle a target with the plasma trace after the conventional sputtering process before the molten process (Supporting Information 3).

Top and side view schematics of conventional magnetron sputtering and modified magnetron Molten Target Sputtering (MTS) guns. (a–c) conventional magnetron sputtering gun: top- and side-view with magnets (a), turbulent cold water circulation to cool the magnetron electrode (b), and its magnetic field configuration and plasma (c). (d–f) Molten target sputtering gun: top- and side-view with ring groove with magnets (d), turbulent cold water circulation to cool the magnetron electrode but partial heating of the target material for melting (e), and its magnetic field configuration and plasma from the molten region of target material (f).
The MTS method provides high flux density and liquid-state of molecules from the modified magnetron sputtering gun without any additional apparatus, which is exhibited in both evaporation and magnetron sputtering (Supporting Information 4 and 5). The evaporation-involved sputtering from the MTS enables enhancement of power density of target and the flux density of the molecules. The flux density of the molecules from the MTS is similar or higher than the hot target sputtering target. The power density was demonstrated in SiZrO and Ge, where the rates are ≤55 W/cm2 for cold targets, 55~75 W/cm2 for hot targets, and ≥75 W/cm2 for molten targets21,22,23. The MTS supports an extra substrate heating because there would be significant thermal load from the 15 cm distance between the molten target and the topmost substrate surface. From the MTS benefits of the molten Ge before reach to the substrate and high flux density of molecules, low temperature process for single crystal Si0.15Ge0.85 growth with high mobility is feasible. We choose SiGe because both high substrate temperature and high flux density of molecules are the critical parameters for high quality and single crystal film growth (Supporting Information 1).
SiGe Film Growth by Using the MTS
In order to demonstrate the advantages of the MTS technique, single crystal Si0.15Ge0.85 films were grown at 500 °C substrate temperature on c-plane sapphire substrates. Based on the substrate temperature calibration result, the actual substrate temperature is 32 °C less than the thermocouple reading at 500 °C. This is considerably lower than the previous growth temperature of ~850 °C6,7,24. The 500 °C substrate temperature was chosen for Si0.15Ge0.85 growth based on the thermal expansion model10. The SiGe film shown in Fig. 2 resulted from MTS grown at 500 °C.

Crystallinity of SiGe on sapphire (Al2O3) film grown by molten target sputtering. Photo of SiGe with mirror-like surface (a-1) and cross-section of SEM image of the same sample (a-2). Symmetric θ–2θ XRD scan shows only the SiGe (111) reflection at 2θ ~27.6 degrees along with the Al2O3 (003), (006), (009), and (0012) reflections (b-1). SiGe (220) scan shows three strong reflections (offset by 120 degrees) with three small reflections rotated 60 degrees from them indicating greater than 99.7% in-plane orientation of the SiGe (b-2), and sapphire (\(10\bar{1}4\)) scan show three strong reflections (a-3). HAADF (High-Angle Annular Dark-Field) image of the SiGe and sapphire interface (c-1). ABF (Annular Bright Field) image of the SiGe and sapphire interface (c-2).
Figure 2(a-1) shows the photo of wafer with a mirror-like surface. The SiGe on Al2O3 was a continuous smooth film as shown in Fig. 2(a-2). X-Ray diffraction (XRD) data of these highly single crystalline (>99.7%) SiGe layers on c-plane sapphire wafers are shown in Fig. 2(b). A symmetric θ–2θ scan, which probed the surface normal direction of the sample, showed only the SiGe (111) reflection at 2θ ~27.5 degrees with high intensity (1650000 cps) and narrow full-width at half-maximum (0.018 FWHM) along with the Al2O3 (003), (006), (009), and (0012) reflections. No other SiGe reflections, such as the (220), (311), or (400), appeared in the symmetric scan, verifying the (111) plane matched to the sapphire c-plane. This indicates a high-quality, uniform film along the wafer axial direction. The in-plane orientation of the crystallites was measured with a scan of the SiGe (220) reflections. Three strong reflections, offset by 120 degrees in the scan, indicated the majority in-plane orientation of the SiGe with three small peaks indicating the 60 degrees rotated (twinned) minority in-plane orientation. The majority percentage of the SiGe crystallites was determined by comparing the integrated areas under each peak, reaching a maximum of 99.7%. 4 k × 4 k STEM images (Fig. 2(c)) provide a field of view with high-resolution detail of no twin and highly crystalline SiGe film grown on c-plane sapphire. The epitaxial relationship between the SiGe film and the sapphire structure is (111) SiGe//(0001) Al2O3 and [011] SiGe // [\(01\bar{1}0\)] Al2O3.
Figure 3(a,b) show the TEM mapping and quantitative line scan of STEM- Energy Dispersive X-ray (EDX) mapping. The mapping shows the Si, Ge, Al, and O elements and homogenous SiGe with 85% of Ge concentration. The total Electron Energy Loss Spectroscopy (EELS) signal of the SiGe film shows no Si K edge due to fast acquisition and relatively lower concentration of Si (c).

Quantitative STEM-EDX mapping (a) and line scan of EDX mapping of SiGe film (b). Si and Ge uniformly distributed in the film and 85% of Ge concentration confirmed by EDX line profile of the film. Total EELS signal of SiGe film (c) Ge L edge is visible but the Si K edge is not visible from the total EELS signal due to fast acquisition and relatively lower concentration of Si.
Figure 4 shows X-ray diffraction (XRD) 2θ-Ω scan of Si1−xGex (red line) and Ge (black line) grown on the c-plane sapphire substrate. By increasing Ge content, the (111) diffraction peak in Si1−xGex progressively shifts to lower angles from that of Si in comparison with Ge. The variation in lattice constant follows the general trend of bulk Si1−xGex in Vegard limit25,26. The XRD result confirms the high Ge-content of Si1−xGex as the composition of Si0.15Ge0.85.

The (111) diffraction peaks from XRD 2θ-Ω scan. The (111) Si1−xGex and Ge peaks locate at 27.48° (red) and 27.25° (black), respectively. It shows the composition of the Si1−xGex film is Si0.15Ge0.85.
Figure 5 shows the Hall mobilities, carrier concentrations, and resistivities as a function of temperature, both heating and cooling, and boron doping concentrations. The highest mobility, 456 cm2V−1s−1 at 22.38 °C occurs for a carrier concentration of 5.59 × 1018 cm−3. This mobility is about 550% higher than that of the Si given by Masetti et al. and similar to the Ge value at equivalent carrier concentrations in Fig. 5(a) 27,28,29. Both hole mobility and resistivity of (1) 3.5 × 1020 cm3 carrier concentrations are 123.9 cm2V−1s−1 and 0.146 mΩcm, (2) 6.11 × 1019 cm3 carrier concentrations are 214.4 cm2V−1s−1 and 0.296 mΩcm, (3) 5.59 × 1018 cm3 carrier concentrations are 456 cm2V−1s−1 and 1.36 mΩ·cm at 20 °C, respectively as summarized in Table 1. 5.59 × 1018 cm carrier concentration SiGe film exhibits a gradual decrease by increasing temperature but not the two other samples with higher carrier concentration. This implies that carrier mobility is independent of temperature in the heavily impurity-doped SiGe with such relatively high Ge contents30. Figure 5(b) shows the carrier concentrations as a function of temperature for the SiGe films. The slight increase in carrier concentration up to 400 °C has been observed for 6.11 × 1019 cm3 boron-doped SiGe samples only. The carrier concentrations of the low and high impurity-doped crystals are almost independent of temperature up to 400 °C.

(a) Hall electron mobility (µ) as a function of temperature (both heating and cooling) for three samples with different amount of boron (B) doping (denoted SiGe 1, SiGe 2, and SiGe 3). (b) Carrier concentration (n) as a function of temperature for the same three samples. (c) Resistivity of the same three samples as a function of temperature.
Discussions
The high flux density of molecules and enhancement of power density of the MTS results in a high deposition rate over conventional magnetron sputtering. There are three potential mechanisms for the enhanced deposition rate: particle-induced erosion31, sputtering yield increase32, and target evaporation (or sublimation).
First, the vapor pressure change in front of the target from the MTS enables enhancement of the flux density of molecules. As the Ge target is molten during the MTS, the target temperature is clearly above its melting point of 938.2 °C (1211.35 K). The vapor pressure depends on temperature and can be estimated from the vapor pressure curve measured by the Knudsen effusion method. At the equilibrium temperature of the molten Ge target, 1236.85 °C (1510 K), the Ge vapor pressure is 1.35 × 10−5 atm. and the pressure values is increased as the temperature increases33. Dmitrii Sidelev et al.34 presents a comparison of magnetron sputtering with cooled and hot chromium (Cr) targets using the properties of a Cr deposited film. Based on these results, the main mechanism for the high flux density of molecules is target evaporation where the particle-induced erosion and the sputtering yield increase slightly. Secondly, MTS increases the flux density of the molecules similar to or higher than the hot target sputtering target. It has been revealed that sublimation and local evaporation are the most important mechanisms of erosive flux increase in hot target sputtering17,35,36. The evaporation controls the deposition rate of the molten target the same as in hot target sputtering and the flux density is even higher as the erosive flux density increases exponentially dependent on the target temperature31,37. Moreover, the weaker binding of the liquid-state atoms on the molten target compared to solid-state targets leads to easier ejection, thereby increasing the flux density of molecules38. Even when the reasons for the high flux density of molecules from the MTS are addressed, further evaluation of the plasma properties, local ionization, and conferment would be interesting when the evaporation occurs simultaneously with the sputtering.
One of the explanations of the 500 °C growth mechanism by using the MTS from the high flux density of molecules is based on the surface kinetic model7. The surface kinetic model proposed by Park et al. explains the Si0.15Ge0.85 heteroepitaxy one twin dominates over the other due to differences in diffusion barrier energies. The major twin contributes to the single crystal growth rests on sites with deep energy wells, while minor twins start on atomic sites with much smaller energy wells. The deeper major twin can be “quickly fill and frozen” in place before diffusion move them from the high flux density and high power density benefits of MTS. Moreover, adatoms will diffuse out of minor twin sites into major twin sites from the benefit of the molten Ge as the surface adatoms increase the mobility. Finally, the single crystal and continuous morphology Si0.15Ge0.85 was grown at 500 °C by using the MTS from the high deposition rate and molten Ge target benefits.
Conclusions
100 times faster electron mobility of Si1−xGex is promising use in photonics technologies continue to replace Si-based solid-state electronic devices. For the high-speed device fabrication, the Si1−xGex film must be a monocrystalline, a continuous and uniform morphology, and high Ge-contents.
Over 850 °C substrate temperature on a conventional magnetron sputtering is required for 99% single crystal and continuous morphology Si0.15Ge0.85 thin film on c-plane sapphire substrate. The high substrate temperature is impractical for commercial device application due to a costly process from long thermal soak times and often not repeatable in quality to produce as a difficulty of a thermally uniform wafer. To leverage the practical capabilities, we use a Molten Target Sputtering (MTS) which has modified magnetron gun which can melt a sputtering target by minimizing the conductive heat sink attached to the conventional magnetron sputtering system. The MTS provides benefits of high flux density and liquid-state of molecules, which is exhibited in evaporation and magnetron sputtering.
We have demonstrated the first in literature, continuous morphology and single crystal Si0.15Ge0.85 films with 99.7% majority-orientation at 500 °C substrate (44% reduction compare to 850 °C) temperature from the benefits of the MTS. The hall electron mobilities of the Si0.15Ge0.85 are 456 cm2V−1s−1 and 123.9 cm2V−1s−1 at 5.59 × 1018 cm3 and 3.5 × 1020 cm3 carrier concentration at 22.38 °C, respectively. The values are 550% higher hall electron mobilities than that of Si at equivalent carrier concentration and temperatures.
The growth mechanism of the Si0.15Ge0.85 at 500 °C by using the MTS can be explained by the surface kinetic model. An interesting future study would grow a single crystal Si0.15Ge0.85 below 500 °C or even at room temperature with MTS. We envision that the MTS is beneficial for the heteroepitaxy framework film growth that requires high substrate temperature to overcome the large lattice parameter mismatch between film and the substrate.
Methods
Sample preparation and film deposition
A 2-inch c-plane sapphire substrate (1-side polished, MTI Corporation) was cleaned to obtain a surface without native oxide layer or organic and inorganic contaminants, such as the chemical mechanical polishing (CMP) slurry by using acetone (ACS grade), iso-propanol (ACS grade), and deionized water sequentially before deposition. The cleaned sapphire wafer was loaded on a molybdenum wafer holder with the epi-ready side facing downward in the bottom-target design sputtering chamber. The wafer was preheated by using a PBN/PG (Pyrolytic Graphite) ceramic heater (Momentive Inc.) through two-steps (200 °C and 1000 °C) at the base pressure of the sputtering chamber, 1 × 10−6 Torr. The sapphire wafer was baked at 200 °C for 20 minutes to remove water vapor, any volatile contaminants, and native oxide layer. After this, the wafer was heated to 1000 °C for another 60 minutes for clean and single termination of the sapphire surface6,39,40. To prevent thermal shock and wafer cracking, the substrate ramped to 1000 °C with the increment of 5 °C/minute. The actual substrate temperature is measured by using a 2-inch (50.8 mm) diameter thermocouple instrumented wafer (Prime technology Co, LTD, PW02 sensor, K-type, 5-point reading) and a data monitor (GraphTec Inc, GL820 multi-channel logger) at a chamber pressure of 2.6 × 10−6 Torr with the main shutter closed. The equation of the temperature calibration shows y = 0.9559x − 9.557, where x is the set temperature and y the actual substrate temperature. The pressure for the SiGe film deposition was 7mTorr with a 5 sccm of high-purity, research grade Ar (99.9999%) flow. The Si (undoped, 99.999%, Kurt J. Lesker) target-loaded magnetron gun ran at 200 W. 200 W magnetron gun power also was applied to a used Ge (n-type, 5–40 Ω·cm, 99.9999%, Kurt J. Lesker) target which has 0.05 inch (1.27 mm) depth trace mounted onto the modified sputtering gun. The Ge target was melted during the MTS process. The Si target shutter opened for 5 minutes for the pre-sputtering of the initial Si-rich monolayers of SiGe and was followed by the opening of the Ge shutter. For the mobility test, the boron target with 1~3 W RF power was co-sputtered during the SiGe film deposition process, which resulted in heavy doping above 1019/cm3. During the 30 minutes deposition, the growth rates of both Si and Ge were monitored from the quartz thickness monitor (Maxtek, Inc.). The deposition rates of the Ge films on the rotating substrate holder (10 rpm) were 4.44 Å/second (deposition rate = 0.0215 × power + 0.14) and 28.4 Å/second for cooled and molten target, respectively. The deposition rate from the molten Ge target was approximately 6.4 times higher than in cold target.
Photography and SEM characterization
The photography images were taken by using a Canon Powershot SD400 5MP Digital Elph Camera. The SEM cross-section of SiGe on sapphire was taken from the SEM (JSM-5800).
XRD characterization
The SiGe film was scanned with a Panalytical X’Pert Pro XRD system along the 2θ-ω and phi (Φ) scan. The vertical atomic alignment was measured with a symmetric 2θ-ω scan, which probes the surface normal direction from 5 to 120o to establish overall film quality. The majority percentage of the SiGe crystallites was determined by comparing the integrated areas under each peak. The Φ scan is parallel with the (111) SiGe surface normal, and each scan completed one whole revolution of the wafer at a constant position designed to find all the {220} reflections. A similar Φ scan is done with the sapphire (0001), parallel with the (111) SiGe surface, to find all the \(\{10\bar{1}4\}\) reflections8,9. A high quality SiGe film will have three peaks in the SiGe scan, corresponding to the three {220} planes in the film. The presence of six peaks, 60° offset from one another, corresponds to two twins, rotated 60° with respect to one another, each with three {220} reflections. Relative peak heights of these twins are compared to determine how much of each twin exists in the SiGe film.
TEM sampling and TEM characterization
TEM samples were prepared using a FEI Quanta 3D FEG focused ion beam (FIB)41. The interface between SiGe and Al2O3 was characterized using an FEI Titan 200 kV TEM. An aberration-corrected scanning transmission electron microscope (STEM) equipped with a high-angle annular dark field (HAADF) detector and an annular bright field (ABF) detector, and an energy-dispersive X-ray spectroscopy (EDX) were used to analyze the atomic structure of SiGe specimen. All the TEM images and EDX mapping images were collected using a 200 kV acceleration voltage. The STEM image was obtained with an 18 mrad convergence angle using 50 µm C2 aperture. The HAADF STEM image was developed using Fischione HAADF and FEI DF4 detectors. The ABF STEM image was obtained using a combination of FEI DF4/DF2 detectors after adjusting the suitable camera length. The EDX was used to detect the chemical element distribution of the SiGe/Al2O3 interface. In this method, a coherent focused probe scanned across the specimen, and the resultant x-ray emission spectrum was recorded at each probe position. These spectra were then used to construct an elemental line scan. The acquisition time for a <112> zone-axis of SiGe on sapphire EDX mapping was 11 minutes under a 512 × 512 pixel image size, 250pA beam current, and spot size of 6. The Electron Energy Loss Spectroscopy (EELS) has been performed over a range of 400 ~ 2300 eV.
Hall-effect measurements
The Hall mobility, carrier concentration, and resistivity were measured as a function of temperature from room temperature, 20 °C to 400 °C using a Physical Property Measurement System (Quantum Design) at the NASA-JPL thermoelectric laboratory42,43. A square shaped van der Pauw geometry sample (10 mm × 10 mm), with ohmic contact (<1 mm × 1 mm) at the sample corners, was used for the measurement, under a reversible 1 Tesla magnetic field.
References
Keyes, R. W. Physical limits of silicon transistors and circuits. Rep. Prog. Phys. 68, 2701–2746 (2005).
Thwaites, M. J. & Reehal, H. S. Growth of single-crystal Si, Ge, and SiGe layers using plasma-assisted CVD. Thin Solid Films 294(1–2), 76–79 (1997).
Kim, H. J., Park, Y., Bae, H. B. & Choi, S. H. High-electron-mobility SiGe on sapphire substrate for fast chipsets, Advances in Condensed Matter Physics, 785415 (2015).
Gomez, L., Ni Chleirigh, C., Hashemi, P. & Hoyt, L. Enhanced hole mobility in high Ge content asymmetrically strained-SiGe p-MOSFETs. IEEE Electron Device Letters 31(8), 782–784 (2010).
O’Regan, T. & Fischetti, M. Electron mobility in silicon and germanium inversion layers: The role of remote phonon scattering. J. Comput. Electron. 6, 81–84 (2007).
Kim, H. J., Duzik, A. & Choi, S. H. Lattice-alignment mechanism of SiGe on Sapphire. Acta Materialia 145, 1–7 (2018).
Park, Y., King, C. & Choi, S. Rhombohedral epitaxy of cubic SiGe on trigonal c-plane sapphire. J. Cryst. Growth. 310, 2724–2731 (2008).
Kim, H. J., Bae, H., Park, Y., Lee, K. & Choi, S. Temperature dependence of crystalline SiGe growth on sapphire (0001) substrates by sputtering. J. Crystal Growth 353, 124–128 (2012).
Park, Y., Choi, S., King, G. & Elliott, J. R. U.S. Patent US8,226,767, July 24 (2012).
Duzik, A. J. & Choi, S. H. Low temperature rhombohedral single crystal SiGe epitaxy on c-plane sapphire. Proc. SPIE 9802, Nanosensors, Biosensors, and Info-Tech Sensors and Systems 98020D, https://doi.org/10.1117/12.2218646 (2016).
Alterovitz, A., Mueller, H. & Croke, T. High mobility SiGe/Si transistor structures on sapphire substrates using ion implantation. J. Vac. Sci. Technol. B 22, 1776 (2004).
Ismail, K., Arafa, M., Saenger, L., Chu, O. & Meyerson, S. Extremely high electron mobility in Si/SiGe modulation‐doped heterostructures. Appl. Phys. Lett. 66, 1077 (1995).
Koester, J. et al. SiGe pMODFETs on silicon-on-sapphire substrates with 116 GHz fmax. IEEE Electron Device Lett. 22, 92 (2001).
Kim, H. J. & Choi, S. H. Molten target sputtering (MTS) deposition for enhanced kinetic energy and flux of ioized atoms. US Application (US20170268122A1) (2018).
Kim, H. J. & Choi, S. H. Rhombohedron epitaxial growth with molten target sputtering. US Application (US 20170145589A1) (2018).
Vicek, J., Zustin, B., Rezek, J., Burcalova, K. & Tesar, J. Pulsed magnetron sputtering of metallic films using a hot target. Proc. of the annual technical conference-society of vacuum coaters. 52, 219–223 (2009).
Bleykher, G. A., Borduleva, A. O., Krivobokov, V. P. & Sidelev, D. V. Evaporation factor in productivity increase of hot target magnetron sputtering systems. Vacuum. 132, 62–69 (2016).
Sidelve, D. V. et al. Hot target magnetron sputtering for ferromagnetic films deposition. Surface & Coatings Technology 334, 61–70 (2018).
Lundin, D. & Sarakinos, K. An introduction to thin film processing using high-power impulse magnetron sputtering. J. of Mat. Res. 27(5), 780–792 (2012).
Kelly, P. J. & Arnell, R. D. Magnetron sputtering: a review of recent developments and applications. Vacuum. 56, 159 (2000).
Musil, J., Satava, V. & Baroch, P. High-rate reactive deposition of transparent SiO2 films containing low amount of Zr from molten magnetron target. Thin Solid Films 519, 775 (2010).
Taga, Y. & Takahasi, P. Role of kinetic energy of sputtered particles in thin film formation. Surface Science 386, 231–240 (1997).
Yuryeva, A. V., Shabunin, A. S., Korzhenko, D. V., Korneva, O. S. & Nikolaev, M. V. Effect of material of the crucible on operation of magnetron sputtering system with liquid-phase target. Vacuum 141, 135–138 (2017).
Muller, K.-H. Role of incident kinetic energy of adatoms in thin film growth. Surface Science 184, L375–382 (1987).
Yang, J., Jin, C., Kim, C. & Jo, M. Band-Gap Modulation in Single-Crystalline Si1−xGex Nanowires. Nano Letter 6(12), 2679 (2006).
Dismukes, J. P., Ekstrom, L., Steigmeier, E. F., Kudman, I. & Beers, D. S. Thermal and Electrical Properties of Heavily Doped Ge‐Si Alloys up to 1300 °K. J. Appl. Phys. 35, 2899 (1964).
Jacoboni, C., Canali, C., Otiaviani, G. & Quaranta, A. A. A review of some charge transport properties of silicon. Solid State Physics 20, 77–89 (1977).
Golikova, O., Moizhes, B. Y. & Stil’bans, L. S. ole mobility of germanium as a function of concentration and temperature. Sov. Physics Solid State 3, 2259–2265, H (1962).
Masetti, G., Severi, M. & Solmi, S. Modeling of carrier mobility against carrier concentration in arsenic-, phosphorus-, and boron-doped silicon, Electron Devices IEEE, 764–769 (1983).
Yonenaga, I., Li, W. J., Akashi, T., Ayuzawa, T. & Goto, T. Temperature dependence of electron and hole mobilities in heavily impurity-doped SiGe single crystals. J. Appl. Phys. 98, 063702 (2005).
Doerner, R. P. & Krasheninnikov, S. I. Particle-induced erosion of materials at elevated temperature. J. Appl. Phys. 95, 4471 (2004).
Behrisch, R. & Eckstein, W. Sputtering yield increase with target temperature for Ag. Nucl. Inst. Methods Phys. Res. B. 82, 255 (1993).
Searcy, A. W. The vapor pressure of germanium. The Journal of Physical Chemistry 66(8), 1563–1565 (1962).
Sidelev, D. V., Bleykher, G. A., Krivobokov, V. P. & Koishybayeva, Z. High-rate magnetron sputtering with hot target. Surface and Coatings Technology 308, 168–173 (2016).
Merce, D., Perry, F. & Billard, A. Hot target sputtering: A new way for high-rate deposition of stoichiometir ceramic films. Surf. and Coat. Tech. 201(6), 2276–2281 (2006).
Sidelev, D. V. et al. Hot target magnetron sputtering for ferromagnetic films deposition. Surf. and Coat Tech. 333, 61–70 (2018).
Bleykher, G. A., Krivobokov, V. P., Yurjeva, A. V. & Sadykova, I. Energy and substance transfer in magnetron sputtering systems with liquid-phase target. Vacuum 124, 11–17 (2016).
Konov, D. A., Mosunov, A. S., Adamov, G. V., Shelyakin, L. B. & Yusaova, V. E. Angular dependence of sputtering for nickel in ferro and paramagnetic states. Vacuum 64(1), 47–53 (2001).
Wei, P. S. P. & Smith, A. W. Structure of the (0001) surface of α-Alumina. Journal of Vacuum Science and Technology 9, 935–935 (2001).
Vermeersch, M., Malengreau, F., Sporken, R. & Caudano, R. The aluminum/sapphire interface formation at high temperature: an AES and LEED study. Surface Science 323, 175–187 (1995).
Kim, H. J., Choi, S., Bae, H. & Lee, T. W. Transmission Electron Microscopy (TEM) sample preparation of Si1−xGex in c-plane sapphire substrate. NASA/TM-2012-217597 (2012).
van der Pauw, L. J. A method of measuring specific resistivity and Hall effect of discs of arbitrary shape. Philips Res. Rep. 13, 1–9 (1958).
Bierwagen, O., Ive, T., Van de Walle, C. G. & Speck, J. S. Causes of incorrect carrier-type identification in van der Pauw-Hall measurement. Appl. Phys. Lett. 93, 242108 (2008).
Acknowledgements
The authors appreciate the assistance of Dr. Sang H. Choi at NASA Langley Research Center, Mr. Hyung Bin Bae at the KAIST Research Analysis Center (KARA) on the TEM analysis and Dr. Shiho Iwanaga at Seeo Inc. (a former researcher at Prof. Jeffrey Snyder’ Thermoelectric group in California Institute of Technology) for the mobility characterization. The authors also thank Dr. Robert Bryant, Dr. William Humphreys, Dr. Amanda Tiano, Dr. Adam Duzik, Mr. Matthew Julian, Mr. Richard Wheless, and Dr. William Winfree for their help, fruitful discussion, and support during the work.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Competing Interests
The authors declare no competing interests.
Additional information
Publisher’s note: Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Supplementary information
41598_2019_47723_MOESM1_ESM.docx
High mobility Si<sub>0.15</sub>Ge<sub>0.85</sub> growth by using the molten target sputtering (MTS) within heteroepitaxy framework
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license, and indicate if changes were made. The images or other third party material in this article are included in the article’s Creative Commons license, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons license and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this license, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Kim, H. High mobility Si0.15Ge0.85 growth by using the molten target sputtering (MTS) within heteroepitaxy framework. Sci Rep 9, 11555 (2019). https://doi.org/10.1038/s41598-019-47723-2
Received:
Accepted:
Published:
DOI: https://doi.org/10.1038/s41598-019-47723-2
Comments
By submitting a comment you agree to abide by our Terms and Community Guidelines. If you find something abusive or that does not comply with our terms or guidelines please flag it as inappropriate.
