
Abstract
High-entropy alloys (HEAs) are well known for their excellent high-temperature stability, mechanical properties, and promising resistance against oxidation and corrosion. However, their low-temperature applications are rarely studied, particularly in electronic packaging. In this study, the interfacial reaction between a Sn-3.0Ag-0.5Cu solder and FeCoNiCrCu0.5 HEA substrate was investigated. (Cu0.76, Ni0.24)6Sn5 intermetallic compound was formed the substrate at the interface between the solder and the FeCoNiCrCu0.5 HEA substrate. The average Sn grain size on the HEA substrate was 246 μm, which was considerably larger than that on a pure Cu substrate. The effect of the substrate on Sn grain size is due to the free energy required for the heterogeneous nucleation of Sn on the FeCoNiCrCu0.5 substrate.
Similar content being viewed by others


Introduction
High-entropy alloys (HEAs) have received increasing attention in the field of alloy research, and they have been extensively investigated1,2,3,4,5,6,7. These alloys are broadly defined as solid solution alloys that contain more than five principal elements in equal or approximately equal atomic percentages (at%). The atomic faction of each component is typically larger than 5 at%. HEAs exhibit excellent high-temperature stability, mechanical properties, and resistance against oxidation and corrosion7,8,9,10,11,12. In particular, FeCoNiCrCu0.5 with a face centered structure shows excellent high-temperature phase stability and steady hardness after various heat treatments12. Even though the excellent properties of FeCoNiCrCu0.5 have been proved in high-temperature conditions (300–800 °C)9,10,11,12,13,14,15, low-temperature applications have been rarely studied, particularly in electronic packaging.
Sn-rich solder on a Cu or Ni substrate is commonly utilized for interconnections in lead-free surface-mount technology16,17 and flip-chip solder joints18,19,20 owing to its low melting point (212 °C) and suitable thermal, mechanical, and wetting properties. Moreover, the microstructure and thickness of intermetallic compounds (IMCs) at an interface are important for the reliability of Sn-rich solder joints16,21,22,23. In recent studies, it was reported that coefficient of thermal expansion (CTE) mismatch between Sn grains caused crack propagation on grain boundaries24. Furthermore, Sn grain boundary, which was a channel for atomic diffusions, caused under-bump-metallization dissolution and serious major IMC formation in solder joints during electromigration25. Thus, the grain size distribution in a solder matrix on any substrate is critical. However, the investigation for Sn-rich solder soldered to HEA substrate is rare in literature, particularly for the effect of HEA substrate on Sn grain size and microstructure.
In this study, we demonstrate that Sn-3.0Ag-0.5Cu (SAC, wt%) alloy can be soldered to an FeCoNiCrCu0.5 HEA substrate (at%). The contact angles, the identification of IMCs at the interface, and the Sn grain size in the solder material are analyzed. Subsequently, an SAC solder on a Cu substrate (SAC-Cu) serves as a benchmark.
Materials and Methods
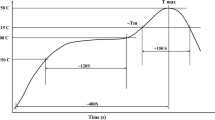
Figure 1a depicts a reflow profile for the fabrication of SAC-HEA and SAC-Cu samples, as shown in Fig. 1b,c, respectively. HEA substrates with a size of 3 mm × 6 mm × 3 mm were cut from HEA bulk remelted in an arc furnace with argon atmosphere. The fabrication and analysis of the FeCoNiCrCu0.5 HEA are presented in the Supplementary Information. Cu substrates with a size of 16 mm × 16 mm × 0.5 mm were commercially fabricated, and spherical SAC solders with a diameter of 0.76 mm were used.

Experimental set-up. (a) Reflow profile using for reflow process. Sn-3.0Ag-0.5Cu solder on (b). FeCoNiCrCu0.5 substrates and (c). Cu substrates. (d) A schematic image of measured point of contact angles.
After the reflow processes, the contact angles of the solders on the substrates in Fig. 1b,c were measured using 3D laser microscopes (KEYENCE, Japan). Each sample was measured at four points, as shown in Fig. 1d, and then, average contact angles were calculated. Backscattered electron images (BEIs) were recorded using a scanning electron microscope (JOEL-7100, Japan) to observe the thicknesses of the IMCs at the interface between the solder and substrate. Energy dispersive X-ray spectrometer (EDS, JOEL, Japan) was used to identify the IMCs. Sn grain size and orientation were analyzed through electron backscatter diffraction (EBSD, OIM Analysis, Japan). The data treatments for EBSD are provided by TSL OIM (OIM Analysis, Japan).
Results and Discussion
Figure 2 shows the BEIs of the interface in the SAC-Cu and SAC-HEA samples. The composition of the IMCs at the interface is crucial for determining the major elements for soldering. Concerning the Cu substrate, numerous studies have reported that Cu6Sn5 is the main IMC for SAC/Cu systems in a reflow condition16,17. We confirm this fact in this study, as shown in Fig. 2a. In contrast, Fig. 2b shows that the IMC in SAC-HEA is (Cu0.76, Ni0.24)6Sn5 with a significantly small thickness identified by EDS. As IMC formation occurs not only at the interface between the solder and the Cu phase of the HEA but also at the interface between the solder and the Cu-free phase of the HEA, the Cu atoms for the IMC formation must partially come from the SAC solder. (Cu1-y, Ny)6Sn5 IMC has been observed on Ni substrate in several studies16,26. This IMC is based on the Cu6Sn5 crystal structure with a Cu concentration of over 0.4% in solders26. In Ni-Cu-Sn system, time is not sufficient for the ternary compound Ni26Cu29Sn45 to form during the reflow process. Thus, Cu6Sn5 with some solution of Ni is required according to the thermodynamic calculation16. In this study, SAC on the HEA substrate with 25 at% Ni is extremely similar to SAC on a Ni substrate. Although it exhibits a relatively higher Cu and lower Ni at%, the formation of (Cu1-y, Niy)6Sn5 IMC can be expected upon solidification at the interface. Furthermore, the partial consumption of the Cu atoms of the HEA substrate by the IMC formation is clearly observed. The limitation of reacting elements with Sn in the HEA is highly practical for decreasing IMC formation because the IMC is so brittle that it causes fracture. However, the IMC layer is discontinuous, which might affect joining reliability. Therefore, the process for the formation of a continuous layer of IMCs at the interface is an important goal in future.

Cross-section backscattered electron images. (a) A backscattered electron image in a SAC solder with a layer of Cu6Sn5 intermetallic compound on a Cu substrate. (b) A backscattered electron image in a SAC solder with (Cu0.76, Ni0.24)6Sn5 intermetallic compound on a FeCoNiCrCu0.5 substrate.
Figure 3a depicts the cross-sectional EBSD orientation image map (OIM) by Sn inverse pole figure (IPF) in normal direction (ND, the direction vertical to the substrate) in an SAC solder on the Cu substrate. The Sn grain orientations are mostly close to [110] in ND, with significantly lower diffusivity of Cu in Sn compared to [001]22. The OIM in rolling direction (out of the plane direction) shown in Fig. 3b presents the distribution of the grains. Obviously, there is a large Sn grain with a grain size of approximately 145 μm and with small grains in the SAC-Cu sample. Small Sn grains distributed in large grains in SAC solders on Cu substrates have been presented in literature27,28, which are similar to the results of this study. In other words, this kind of microstructure is commonly observed in SAC-Cu samples. The average grain size is approximately 66 μm, as shown in the grain-size distribution in Fig. 3c. Figure 4a illustrates the cross-section EBSD OIM of an SAC-HEA sample by Sn IPF in ND. There are two large Sn grains with sizes of 290 μm and 186 μm, as shown in Fig. 4b. The grain orientations in ND are close to [110], with lower Cu diffusivity in Sn, and [001], with higher Cu diffusivity in Sn. For counting considerably more grains, Fig. 4c depicts the planar EBSD OIM of another SAC-HEA sample in ND. There are five grains with grain sizes larger than 200 μm, as shown in Fig. 4d. Note that according to Fig. 4a,c, the Sn grain orientation in SAC-HEA is random.

Analysis of electron back scatter diffraction by Sn inverse pole figure in a Sn-3.0Ag-0.5Cu solder on Cu substrate. EBSD orientation image maps in (a). Normal direction and (b). Rolling direction, respectively. (c) A distributions of Sn grain size.

Analysis of electron back scatter diffraction by Sn inverse pole figure in Sn-3.0Ag-0.5Cu solders on FeCoNiCrCu0.5 substrates. (a) An EBSD orientation image map in the normal direction of a cross-section SAC solder with (b). Its distribution of Sn grain size. (c) An EBSD orientation image map in the normal direction of a planar SAC solder with (d) its distribution of Sn grain size.
Nevertheless, the Sn grain size in SAC-HEA is remarkably larger than that in SAC-Cu. The effect of substrates on grain size is caused by the difference in the free energies required for heterogeneous nucleation in different substrates. The free energy required for heterogeneous nucleation (ΔGhet) is defined by the following equation29:
where ΔGhom is the free energy required for homogeneous nucleation, and \({\rm{f}}({\rm{\theta }})\) can be expressed as
where \({\rm{\theta }}\) is the contact angle. Figure 5 shows the average contact angles of the SAC-Cu and SAC-HEA samples. The wettability of SAC-Cu is better than that of SAC-HEA. The average contact angles of the three SAC-Cu samples and three SAC-HEA samples are 25.2° and 43.5°, respectively. According to Equation (2), the values of f (\({\rm{\theta }}\)) for SAC-HEA and SAC-Cu are 0.051 and 0.0064, respectively. The two systems differ by a factor of 10. As f(\({\rm{\theta }}\)) is smaller, a lower ΔGhet induces frequent heterogeneous nucleation in a crystal on a solid surface. Therefore, the grain size of SAC-HEA, with higher ΔGhet, is significantly larger than that of SAC-Cu, with lower ΔGhet. Moreover, the distribution of grain orientation in the Cu substrate is analyzed through X-ray diffraction, and it is found to be random (Fig. 6a). The grain orientation in the HEA is also random and similar to literature (Fig. 6b)12. Thus, the effect of the microstructures of the substrates on the contact angles is negligible in this study. Interganular fracture is a common failure mode for metals. Therefore, an SAC solder on an HEA with few grain boundaries is a promising system that can reduce the probability of crack propagation along grain boundaries.

Distribution of contact angles of Sn-3.0Ag-0.5Cu solders on Cu and FeCoNiCrCu0.5 substrates.

XRD pattern of substrates. (a) Cu. (b) HEA.
Conclusion
In this study, based on large Sn grain sizes, we successfully spread SAC solder soldered on FeCoNiCrCu0.5 HEA substrate which exhibits excellent high-temperature stability and resistance against corrosion. The average Sn grain size in the solder was 246 μm, which was considerably larger than the value of 66 μm on the Cu substrate. (Cu0.76, Ni0.24)6Sn5 IMC was observed at the interface between the SAC solder and HEA. The effect of the substrate on Sn grain size was caused by the different free energies of the substrates required for heterogeneous nucleation. Larger Sn grains were formed in the SAC solder on the HEA substrate compared with that on the Cu substrate owing to higher free energy required for heterogeneous nucleation.
Change history
22 July 2020
An amendment to this paper has been published and can be accessed via a link at the top of the paper.
References
Ranganathan, S. Alloyed pleasures: Multimetallic cocktails. Curr. Sci. 85, 1404–1406 (2003).
Yeh, J. W. et al. Nanostructured high‐entropy alloys with multiple principal elements: Novel alloy design concepts and outcomes. Adv. Eng. Mater. 6, 299–303 (2004).
Tong, C. J. et al. Microstructure characterization of Al x CoCrCuFeNi high-entropy alloy system with multiprincipal elements. Metall. Mater. Trans. A 36, 881–893 (2005).
Zhang, Y. et al. Microstructures and properties of high-entropy alloys. Prog. Mater. Sci. 61, 1–93 (2014).
Zhang, Z. J. et al. Nanoscale origins of the damage tolerance of the high-entropy alloy CrMnFeCoNi. Nat. Commun. 6, 10143 (2015).
Tracy, C. L. et al. High pressure synthesis of a hexagonal close-packed phase of the high-entropy alloy CrMnFeCoNi. Nat. Commun. 8, 15634 (2017).
Miracle, D. B. & Senkov, O. N. A critical review of high entropy alloys and related concepts. Acta Mater. 122, 448–511 (2017).
Niu, C., LaRosa, C. R., Miao, J., Mills, M. J. & Ghazisaeidi, M. Magnetically-driven phase transformation strengthening in high entropy alloys. Nat. Commun. 9, 1363 (2018).
Hsu, C. Y., Yeh, J. W., Chen, S. K. & Shun, T. T. Wear resistance and high-temperature compression strength of FCC CuCoNiCrAl0.5Fe alloy with boron addition. Metall. Mater. Trans. A 35, 1465–1469 (2004).
Huang, Y. S., Chen, L., Lui, H. W., Cai, M. H. & Yeh, J. W. Microstructure, hardness, resistivity and thermal stability of sputtered oxide films of AlCoCrCu0.5NiFe high-entropy alloy. Metall. Mater. Trans. A. 457, 77–83 (2007).
Li, Z., Pradeep, K. G., Deng, Y., Raabe, D. & Tasan, C. Metastable high-entropy dual-phase alloys overcome the strength–ductility trade-off. Nature 534, 227–230 (2016).
Lin, C. M. & Tsai, H. L. Equilibrium phase of high-entropy FeCoNiCrCu0.5 alloy at elevated temperature. J. Alloys Compd. 489, 30–35 (2010).
Lu, Y. et al. A promising new class of high-temperature alloys: eutectic high-entropy alloys. Sci. Rep. 4, 6200 (2014).
Schuh, B. et al. Mechanical properties, microstructure and thermal stability of a nanocrystalline CoCrFeMnNi high-entropy alloy after severe plastic deformation. Acta Mater. 96, 258–268 (2015).
Zhao, Y. Y., Chen, H. W., Lu, Z. P. & Nieh, T. G. Thermal stability and coarsening of coherent particles in a precipitation-hardened (NiCoFeCr)94Ti2Al4 high-entropy alloy. Acta Mater. 147, 184–194 (2018).
Kim, K. S., Huh, S. H. & Suganuma, K. Effects of intermetallic compounds on properties of Sn-Ag-Cu lead-free soldered joints. J. Alloys Compd. 352, 226–236 (2003).
Zeng, K. & Tu, K. N. Six cases of reliability study of Pb-free solder joints in electronic packaging technology. Mater. Sci. Eng. R. 38, 55–105 (2002).
Chen, C., Tong, H. M. & Tu, K. N. Electromigration and thermomigration in Pb-free flip-chip solder joints. Annu. Rev. Mater. Res. 40, 531–555 (2010).
Chen, C., Hsiao, H. Y., Chang, Y. W., Ouyang, F. Y. & Tu, K. N. Thermomigration in solder joints. Mater. Sci. Eng. R. 73, 85–100 (2012).
Chang, Y. W. et al. A new failure mechanism of electromigration by surface diffusion of Sn on Ni and Cu metallization in microbumps. Sci. Rep. 8, 5935 (2018).
Hsu, W. N. & Ouyang, F. Y. Effects of anisotropic β-Sn alloys on Cu diffusion under a temperature gradient. Acta Mater. 81, 141–150 (2014).
Shen, Y. A. & Chen, C. Effect of Sn grain orientation on formation of Cu6Sn5intermetallic compounds during electromigration. Scripta Mater. 128, 6–9 (2017).
Shen, Y. A., Ouyang, F. Y. & Chen, C. Effect of Sn grain orientation on growth of Cu-Sn intermetallic compounds during thermomigration in Cu-Sn2.3Ag-Ni microbumps. Mater. Lett. 236, 190–193 (2019).
Shnawah, D. A., Sabri, M. F. M. & Badruddin, I. A. A review on thermal cycling and drop impact reliability of SAC solder joint in portable electronic products. Microelectron Reliab. 52, 90–99 (2012).
Tasooji, A., Lara, L. & Lee, K. Effects of Grain Boundary Misorientation on Electromigration in Lead-free Solder Joints. J. Electron. Mater. 43, 4386–4394 (2014).
Ho, C. E., Tsai, R. Y., Lin, Y. L. & Kao, C. R. Effect of Cu Concentration on the Reactions between Sn-Ag-Cu Solders and Ni. J. Electron. Mater. 31, 584–590 (2002).
Lehman, L. P., Xing, Y., Bieler, T. R. & Cotts, E. J. Cyclic twin nucleation in tin-based solder alloys. Acta Mater. 58, 3546–3556 (2010).
Seo, S. K., Kang, S. K., Shih, D. Y. & Lee, H. M. An investigation of microstructure and microhardness of Sn-Cu and Sn-Ag solders as functions of alloy composition and cooling rate. J. Electron. Mater. 38, 257–265 (2009).
Askeland, D. R., Fulay, P. P. & Wright, W. J. The Science and Engineering of Materials. (Cenage Learning, 2011).
Author information
Authors and Affiliations
Contributions
Y.A. Shen contributed to the design and implementation of the research, to the analysis of the results and to the writing of the manuscript. C.M. Lin contributed to the fabrication of HEA substrate. J. Li and S. He contributed to the assistances of experiments in this research. H. Nishikawa supervised the project. All authors contributed to the discussion of the results and preparation of the manuscript.
Corresponding authors
Ethics declarations
Competing Interests
The authors declare no competing interests.
Additional information
Publisher’s note: Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Supplementary information
41598_2019_40268_MOESM1_ESM.docx
Supplementary information of Effect of FeCoNiCrCu0.5 High-entropy-alloy Substrate on Sn Grain Size in Sn-3.0Ag-0.5Cu Solder
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license, and indicate if changes were made. The images or other third party material in this article are included in the article’s Creative Commons license, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons license and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this license, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Shen, YA., Lin, CM., Li, J. et al. Effect of FeCoNiCrCu0.5 High-entropy-alloy Substrate on Sn Grain Size in Sn-3.0Ag-0.5Cu Solder. Sci Rep 9, 3658 (2019). https://doi.org/10.1038/s41598-019-40268-4
Received:
Accepted:
Published:
DOI: https://doi.org/10.1038/s41598-019-40268-4
This article is cited by
-
Robust Co alloy design for Co interconnects using a self-forming barrier layer
Scientific Reports (2022)
-
Microstructure refinement, thermodynamic characteristic, wettability and shear strength of Bi-added rapid solidification SAC305 solder
Journal of Materials Science: Materials in Electronics (2022)
-
Wettability, interfacial reactions, and impact strength of Sn–3.0Ag–0.5Cu solder/ENIG substrate used for fluxless soldering under formic acid atmosphere
Journal of Materials Science (2020)
-
Comparative study on the reliability of SnPbSb solder joint under common thermal cycling and extreme thermal shocking
Journal of Materials Science: Materials in Electronics (2020)
-
Suppressed Growth of (Fe, Cr, Co, Ni, Cu)Sn2 Intermetallic Compound at Interface between Sn-3.0Ag-0.5Cu Solder and FeCoNiCrCu0.5 Substrate during Solid-state Aging
Scientific Reports (2019)
Comments
By submitting a comment you agree to abide by our Terms and Community Guidelines. If you find something abusive or that does not comply with our terms or guidelines please flag it as inappropriate.
