
Abstract
We demonstrate a 36 × 36 gate electrode crossbar that supports 648 narrow-channel field effect transistors (FET) for gate-defined quantum dots, with a quadratic increase in quantum dot count upon a linear increase in control lines. The crossbar is fabricated on an industrial 28Si-MOS stack and shows 100% FET yield at cryogenic temperature. We observe a decreasing threshold voltage for wider channel devices and obtain a normal distribution of pinch-off voltages for nominally identical tunnel barriers probed over 1296 gate crossings. Macroscopically across the crossbar, we measure an average pinch-off of 1.17 V with a standard deviation of 46.8 mV, while local differences within each unit cell indicate a standard deviation of 23.1 mV. These disorder potential landscape variations translate to 1.2 and 0.6 times the measured quantum dot charging energy, respectively. Such metrics provide means for material and device optimization and serve as guidelines in the design of large-scale architectures for fault-tolerant semiconductor-based quantum computing.
Similar content being viewed by others

Introduction
Semiconductor spin-qubits in gate-defined quantum dots are promising building blocks for quantum computers1. Spin qubit can exhibit long quantum coherence times2, can be operated with high-fidelity single and two-qubit logic3,4,5,6,7, can be operated at comparatively high temperature8,9, and can be fabricated using semiconductor manufacturing10,11. Building upon this, recent devices have been scaled to contain up to 9 dots in a linear array12 and a universal four-qubit quantum processor positioned in a 2 × 2 array13.
However, a practical spin-based quantum computer will require orders of magnitude more qubits. Qubits operating at cryogenic temperature will have to interface with room temperature control. Brute-force approaches where the number of control lines to room temperature scale with the number of qubits will become unsustainable14. Instead, architectures have been proposed15,16,17 that allow for sublinear interconnect scaling, relying on challenging levels of device uniformity and integration of cryogenic electronics18. Simultaneously keeping all quantum dots within the desired charge state16 requires either immaculate material and fabrication or unique potentials applied to each dot. These requirements can be alleviated by omitting inter-unit cell coupling from the architecture, such that shared control can be implemented to achieve sublinear interconnect scaling with current technology. The resulting unit cells are simplified and even though they will not allow full quantum control they are well suited for investigating the reproducibility requirements needed to operate the previously mentioned architectures. Furthermore, the sublinear scaling of interconnects enables a high-throughput fabrication-measurement cycle of quantum devices that can be used to quantify and improve device uniformity.
Crossbars have been successfully applied for high throughput measurements of quantum devices19 by integrating into the device design an on-chip multiplexer specifically designed for characterization. Instead, off-chip cryogenic CMOS multiplexer platforms have been developed to increase measurement throughput of quantum devices, agnostic with respect to device design20,21. However, the lines between multiplexer and device scale linearly and remain a potential I/O bottleneck. Here we demonstrate the scalable addressability of a quantum dot crossbar architecture operated with an off-chip cryogenic multiplexer. We gather statistical data on narrow channel field effect transistors (FET) with tunable tunnel barriers, which act as the unit cells of a 2D crossbar. By introducing interleaved ohmic contacts, we address each unit cell individually with no shared current paths through the 2D electron gas (2DEG), allowing for a direct comparison between unit cells. By making use of cryo-CMOS electronics to further reduce the interconnects, we measure up to 648 FETs in a single cooldown. All together, this design establishes a powerful yet simple quantum dot material characterization tool for targeting the reproducibility challenge that is crucial for realizing spin-based quantum computers.
Results
Multiplexing with a crossbar and cryo-CMOS
Our experimental setup (Fig. 1a, schematics) consists of a crossbar of multi-gate field effect transistors and a cryo-CMOS multiplexing circuit. At the heart of the crossbar is the unit cell which contains a single FET (indicated by the black border). The FET comprises an accumulation gate (AG, blue), two barrier gates (BG, green) perpendicular to the AG, and ohmic contacts (red) on either side of the AG. Electrical transport through the FET is achieved by accumulating a 2D electron gas (2DEG) channel defined under the AG and between source and drain ohmics using voltages applied to the AG. With the BGs we form tunnel barriers, capable of tuning transport into the single electron regime.

a Schematic representation of the quantum dot crossbar connected to cryo-CMOS multiplexing control circuitry. A sub-group of 3 × 3 unit cells hosting multi-gate field effect transistors (FET) is shown (top panel), with interleaved implant regions for source/drain ohmic contacts (n++, red), rows of accumulation gates (AG, blue) to define a conductive channel, and columns of barrier gates (BG, green) to tune transport into the single electron regime. Indices i and j correspond to AG rows and BG pair columns across the crossbar array. Cryo-CMOS multiplexers on a printed circuit board (bottom panel) are used to route voltage biases and select the desired AG row and BG column, thereby creating a unique current path (yellow arrow) through a single unit cell (indicated by the black border) comprising one AG and two BGs and identified with index pair (i, j). With a linear increase in wires and switches, the number of measurable FETs scales quadratically. b False-colored scanning electron microscope (SEM) micrographs of four FETs, with the maximal variations of the AG width W and the distance between BGs L. These FETs are located at the four corners of a 36 × 36 electrode crossbar fabricated on a 28Si/SiO2 stack. The AG and BGs are represented in blue and green, respectively. c Two FETs with shared barrier gates, featuring gate widening to aid lift-off. d Zoomed-out SEM of multiple unit cells, including implanted ohmics represented in red. e Optical microscope image of the crossbar featuring 648 multi-gate FETs and 1296 crossings between AG and BG with contact fan-out lines.
The FETs discussed in this work are fabricated on an isotopically enriched 28Si/SiO2 stack deposited on 300 mm Si wafers in an industrial CMOS fab22, featuring a 10 nm thick thermal SiO2 oxide. The device is fabricated in an academic clean room environment via electron beam lithography and electron beam evaporation. First P+ is implanted to produce the ohmics. Next, the 20 nm thick Ti/Pd BGs are fabricated. Then, a 14 nm thick Al2O3 layer is deposited via atomic layer deposition which isolates the barrier gates from the 40 nm thick Ti/Pd AG. The same material stack has been used to fabricate individual quantum dot23 and qubit devices9, and understanding the uniformity is key toward scaling beyond these devices. While our demonstration uses Si-MOS, the crossbar design can be adapted to other accumulation-mode material stacks and is thereby compatible with the leading platforms for semiconductor quantum technology. The gate layouts of four FETs with differing AG width W and distance between the BGs L are depicted in the first scanning electron microscope (SEM) micrographs of Fig. 1b.
The unit cells in the crossbar, identified by index pairs (i, j), share gates and ohmic contacts with neighboring unit cells. Figure 1c-e show increasingly zoomed out micrographs of the crossbar with false coloring that highlight the shared gates and ohmics. Each row of unit cells (i, *) shares the same AG, while each column (*, j) shares its two BGs. The two ohmic contacts are instead shared by all unit cells and are positioned at the top and bottom of the crossbar. To allow for independent operation of each unit cell, the ohmic contacts are extended between each vertical column of unit cells, alternating between the top and bottom ohmic contacts. Figure 1e shows an optical microscope image of the entire fabricated grid which features a total of 36 AGs and 36 BGs, thus having 1296 gate crossings and 648 FET unit cells. The intended current flow through the shared ohmics and a single unit cell is indicated by the yellow arrow in Fig. 1a. The crossbar is sparse to prevent electrical shorts between neighboring source-drain implant extensions due to lateral implant diffusion, with a minimum distance between implanted regions of 7.5 μm.
Thanks to this crossbar approach, different unit cell designs can be explored and evaluated by introducing incremental design differences across the grid. Here we designed each unit cell with a unique combination of AG width W = 30 + 3 ⋅ i nm and distance between the BGs L = 30 + 6 ⋅ j nm, with i = 0, …, 35 and j = 0, …, 17. As a result, both W and L range from 30 to 130 nm, which are typical dimensions for quantum dots and single electron transistors (SET) in Si-MOS, Si/SiGe and Ge/SiGe9,24. Figure 1b shows FETs at the four corners of the grid, with the extreme variations of W and L.
Control circuitry, schematically depicted in Fig. 1a, is essential to select the unit cell under test and multiply the lines available at cryogenic temperatures. The crossbar and the cryo-CMOS control circuitry are hosted on separate printed circuit boards, connected through a flex-cable for modularity and fast sample exchanges. Both printed circuit boards are cooled to a base temperature of 1.7 K in a variable temperature insert cryostat. The circuit contains classical CMOS single-pole-double-throw switches and its design is based on previous work21, where each input terminal is connected to the sample and the output terminals are used to apply or measure voltages with room temperature equipment.
A key difference compared to previous work21 is the addition of independent groups of switches. The shift register outputs are separated into two distinct groups, intended for independent control of two categories of gate. In our case we separate horizontal AG and vertical BG. As each unit cell contains one AG and two BGs, each horizontal and vertical output bit should at least control 1 and 2 switches, respectively. The number of unit cells in a crossbar with N switches is maximized when the ratio of switches for accumulation gates to barrier gates is 1:1, resulting in N2/8 unit cells. Our implementation of the multiplexer PCB uses 72 switches to address the 36 AGs and 18 BG pairs, resulting in 648 unit cells. To allow for more advanced unit cells in the future, each horizontal and vertical output bit controls more than 1 and 2 switches, respectively, at the cost of a constant number of additional lines to room temperature. By grounding the additional gates selected by the same bits that do not contribute to the unit cell under test, undesired current paths through other unit cells can be avoided and the setup can be operated as depicted in Fig. 1a. Due to the proposed design with shared gates and ohmics, all selected FETs in each row (column) have identical accumulation (barrier) gate voltages and could be measured as a parallel circuit. However, for the purpose of comparing FETs and gathering statistics, single FETs are selected and measured individually in the following analysis. As switching is exclusively performed between measurements, the switching frequency-dependent power consumption of the multiplexer21 is never a concern.
To select a unit cell and allow current to flow from drain to source ohmics through the 2DEG, positive voltages are applied to one AG and to one BG pair as the fabricated crossbar is designed to work in accumulation mode. Current can only flow through the unit cell at the intersection of these gates since all other unselected gates associated with other cells are grounded. The grounded BGs interrupt the 2DEG thanks to electric field screening, because these gates are situated under the AG. Therefore, a unit cell can be turned-on and pinched-off using the AG and BGs, respectively, without interference from current flowing through the 2DEG in any other unit cell.
FET operation and characterization
Figure 2a shows an example of such measurements of an individual FET in the crossbar and how the associated key metrics at T = 1.7 K are extracted. First we determine the turn-on threshold voltage Vto by measuring the current through the FET ISD as a function of the AG voltage Va, while both BGs are kept at a constant voltage Vb = 2.7 V. This Vb value set above the highest expected pinch-off voltage Vpo of the grid to avoid constricting the channel but low enough to minimize accumulation under the BGs. Then Vto is automatically extracted by finding the voltage at which the curve overcomes the current noise threshold of 100 pA. Similarly, we determine the pinch-off voltages Vpo by measuring ISD as a function of Vb,left and Vb,right independently, while the other BG is kept at 2.7 V. The AG is kept at 1 V above the previously determined Vto to ensure a fully formed channel, which enables comparing the Vpo of FETs with differing Vto. The values for Vpo can again be estimated automatically through current thresholds, which are set at 20% of the maximum current to account for FETs where the current does not go to 0 immediately after pinch-off. This effect is caused by an undesired current path under the other barrier, originating from an overlap with the ohmic on one side of the crossbar. Furthermore, FETs with pinch-off curves that are not sharp are not considered in further analysis. As expected based on the FET design, Vpo < Vto and the pinch-off curves are sharper than the turn-on curves due to the smaller distance from the BG to the 2DEG and the smaller area of 2DEG under the BG.

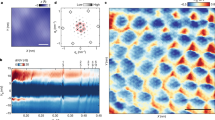
a Source-drain current ISD through a selected field effect transistor measured at T = 1.7 K as a function of accumulation gate voltage Va with fixed barrier voltages Vb = 2.7 V (blue line). The turn on threshold voltage Vto is indicated with a black cross. The same transistor is measured as a function of Vb,left and Vb,right at 1 V above Vto (red and green lines), with black crosses indicating pinch-off voltages Vpo. b ISD as a function of source-drain bias VSD and Va with fixed Vb measured at T = 1.7 K. In the single electron transport regime, Coulomb diamonds are observed (dashed white lines) from which the charging energy EC = 8 meV and the lever arm α = 0.2 eV/V can be extracted. Color-scale maps of all measured Vto (c) and Vpo (d) in a grid of varying quantum dot widths W and lengths L as a function of location within the grid, where each box represents an FET unit cell in the array. Each box in d is split in two to indicate both Vpo,left and Vpo,right values.
As a proof of principle, we show that the multi-gate FET supports a SET by lowering BG voltages to pinch off the accumulated channel and form tunnel barriers. Coulomb diamonds emerge in bias spectroscopy (Fig. 2b) and from the height and width of a Coulomb diamond we extract a typical charging energy of EC = 8 meV and a lever arm of α = 0.2 eV/V. While EC is likely underestimated compared to few-electron quantum dots, the results are expected to be correlated. These metrics are valuable for characterizing and optimizing the material’s suitability for spin qubit fabrication. Here we focus, as examples of possible routine characterization, on statistical measurements of the crossbar that can be incorporated in a fast fabrication-measurement cycle.
By repeating turn-on and pinch-off measurements as in Fig. 2a across all FETs of the crossbar, we achieve color-scale maps of Vto and Vpo, visualized in Fig. 2c, d according to physical location of selected unit cell in the crossbar. The crossbar achieved 100% yield, meaning all 648 FETs were turned-on and pinched-off at T = 1.7 K, of which 610 had pinch-offs that were sufficiently sharp for further analysis. This large number of FET turn-ons and pinch-offs enables statistical analysis to determine how these voltages are affected by the gate dimensions and quantify uniformity of the material and fabrication at multiple length scales. In Fig. 2c we identify a clear vertical gradient of increasing turn-on voltages toward the bottom of the grid caused by the geometrical variations in the unit cell designs.
A notable feature of the pinch-off plot in Fig. 2d are the vertical lines of similarly low pinch-off voltages located at odd BGs (11, 23, 27), corresponding to right barrier gates of the FETs. We speculate this effect arises from fabrication imperfections of the barriers. In addition, the operation of the device also contributes to asymmetry in the measurements. Since the right barrier pinch-off is measured last, this measurement is most affected by any device instability such as hysteresis. Due to the interleaved ohmic design, the device is robust against local errors such as fabrication imperfections, gate discontinuities or shorts between gate layers that can prevent a 2DEG from forming. Instead of failing to measure large quadratic sections of the crossbar, the consequences are limited to a linear loss of measurable unit cells along the row or column and the remaining unit cells are unaffected. Also the varying FET dimensions have little effect on the pinch-off voltages except where W < 50 nm, located at the bottom 7 rows of the grid. Since the positional variance is larger than trends caused by design differences for most unit cells, device-scale uniformity over length scales up to 230 μm can be estimated.
Gate geometry and uniformity study
The correlation between device design and behavior can be analyzed in our device, as the crossbar includes differences in gate geometries in every unit cell. While the barrier spacing was varied, no horizontal gradient can be seen in Fig. 2c, d, which indicates this parameter has no major influence on the turn-on or pinch-off. Evidently, the individual thresholds are primarily defined by the local gate with low voltage rather than the gate in full accumulation situated nearby. Therefore, the values of each row can be averaged to produce statistics on the effect of the accumulation gate width, as seen in Fig. 3a. The increase in turn-on voltage with decreasing AG width is expected due to the narrow channel effect of MOSFETs25.

a Turn-on and pinch-off voltages as a function of accumulation gate width with standard deviations. Each point is an average over a row of unit cells in Fig. 2c with identical AG width W but differing BG spacing L. The inset is an enlargement of the pinch-off voltages where the associated turn-on voltage is always below 3V, with a linear fit (black line). b Probability density histogram of the pinch-off voltages measured throughout the grid where Vto < 3V, without the linear gate geometry trend. The colored lines are Gaussian fits for both distributions. c Probability density histogram of the pinch-off differences ΔVpo (blue) between the right and left barriers within the same FET and a Gaussian fit thereof (black line). d Pinch-off values of both barriers for each FET plotted against each other with the linear gate geometry trend removed. The principal components of the data are depicted as red arrows and a diagonal black line is a guide for the eye. Disorder contributions with length scale smaller than the barrier spacing should cause dispersion evenly in the plane. All disorder contributions at larger-scale cause variance predominantly in the (y = +x) axis.
The pinch-off voltage behavior can be separated into two domains. Firstly, the increased pinch-off of FETs with W < 50 nm coincides with the appearance of turn-on values over 3V. In this case, the procedure of accumulating a proper channel at 1V above the turn-on threshold was not possible due to the setup output voltage limit of 4V. Therefore, the BG is partially acting as accumulation gate for the area around the crossing gates. Secondly, FETs with W > 50 nm exhibit a much weaker dependence, as seen in the inset of Fig. 3a. The large amount of measured FET enable obtaining a reliable linear fit to the data, despite constant behavior not being excluded by the standard deviation.
In Fig. 3b we visualize the pinch-off distributions across the grid as probability density histograms. In this analysis we consider only the FETs that turned-on with Vto < 3V and we take into account the linear trend related to the AG width observed in Fig. 3a by subtracting the linear fit, which includes the 1.17 V average, from the data. The distributions of Vpo, are well fitted with Gaussian distributions characterized by standard deviations of 47.5 mV and 46.1 mV for the left and right barriers, respectively. Since the FETs within the crossbar are positioned uniformly over an area of 200 × 100 μm2, standard deviation is a metric for quantifying uniformity of the disorder potential over the macroscopic scale. A relevant benchmark for this metric is the quantum dot charging energy, as proposals for scaling rely on specific levels of charge state uniformity. Comparing to the multi-electron occupancy SET in Fig. 2b, we find \(\frac{\alpha {\sigma }_{{V}_{{{{\rm{po}}}}}}}{{E}_{{{{\rm{C}}}}}}=1.17\) as the average standard deviation normalized to the charging energy. Considering the pinch-off gate representative of other gates in the crossbar, including the gate controlling the dot potential, we can estimate the variance of chemical potentials in SETs with the same applied voltage. The probability for the SET potential to be within the EC window required to be in the desired charge state associated with an applied gate voltage x can be computed using the area under the Gaussian of the fit:
which equals 33.1%.
Due to the symmetry of the barriers in each FET, the uniformity at the nanoscale can also be studied in our crossbar. The difference between the pinch-offs in one unit cell ΔVpo = Vpo,right − Vpo,left is shown in Fig. 3c, again fitted with a Gaussian. The standard deviation is 32.7 mV, which indicates that correlation at the nanoscale, characterized by the barrier separation L length scale within a single FET, is significantly larger than correlation at μm-scale, characterized by the spatial separation of different FETs. Assuming both pinch-offs within the same FET are sampled from the same distribution, since their environment is similar, the equivalent single pinch-off standard deviation is \(32.7{{{\rm{mV}}}}/\sqrt{2}=23.1\) mV. However, normalized to the charging energy, the standard deviation \(\frac{\alpha {\sigma }_{{V}_{{{{\rm{po}}}}}}}{{E}_{{{{\rm{C}}}}}}=0.58\) corresponds to 61.3% SETs with the desired charge state, which statistically reinforces how critical improving the material and fabrication uniformity is for realizing scalable qubits featuring shared gates. Moving toward advanced industrial processing is expected to yield uniformity improvements26, but not by orders of magnitude. The metric can be further improved by making available energy states of the quantum dots more difficult to be filled, for example by increasing the charging energy through more confinement.
We gain further insights into the origins of the variability and into the length scale of the dominant disorder contributions by plotting in Fig. 3d the pinch-offs of each FET against each other, for all measured devices. In the data analysis we again remove the linear trend associated with the accumulation gate different widths, so that the remaining variability is predominantly related to uniformity. We apply principal component analysis27 to quantify the direction-dependent variance of the plotted pinch-offs by determining the eigenvectors of the covariance matrix, as depicted the red arrows in Fig. 3d. Through the variance sum law we find the contribution to the diagonal from disorders causing correlated pinch-offs within FETs is 2.6 times as large as from disorders causing uncorrelated variance. Disorder contributions with a length scale larger than the barrier spacing (30–130 nm) are therefore more significant than the disorder contributions with a sub-barrier-spacing length scale.
Discussion
In summary, we demonstrated a 2D crossbar controlled by cryogenic CMOS electronics with sublinear scaling of interconnects. As a result, we measured 648 multi-gated FETs in a single cooldown. All measurements are completely independent, with each unit cell covering a unique current path through the 2DEG, allowing for direct comparisons. This architecture is a powerful platform for analyzing device designs and their effect on device behavior by fabricating many devices with incremental differences. In this work the turn-on voltage dependence and pinch-off voltage independence on accumulation gate width was determined. Furthermore, statistical data can be obtained on the material and fabrication stack to assess the uniformity at various length scales using metrics that are relevant for spin qubit devices. With the cooldown bottleneck mitigated, the throughput of device measurements is now limited by the measurements themselves. Beyond hardware optimization, we envision that large amounts of data offer opportunities for training machine learning algorithms to improve tuning overhead. Finally, similar architectures, applicable to other material stacks, can open the door to successful experiments featuring low-yield structures as unit cells by leveraging quantity to achieve quality.
Data availability
The dataset obtained and analyzed during the study is available at data.4tu.nl (https://doi.org/10.4121/c.5868563).
References
Vandersypen, L. M. K. et al. Interfacing spin qubits in quantum dots and donors-hot, dense, and coherent. npj Quantum Inf. 3, 34 (2017).
Veldhorst, M. et al. An addressable quantum dot qubit with fault-tolerant control-fidelity. Nat. Nanotechnol. 9, 981–985 (2014).
Yoneda, J. et al. A quantum-dot spin qubit with coherence limited by charge noise and fidelity higher than 99.9%. Nat. Nanotechnol. 13, 102–106 (2018).
Yang, C. H. et al. Silicon qubit fidelities approaching incoherent noise limits via pulse engineering. Nat. Electron. 2, 151–158 (2019).
Lawrie, W. I. L. et al. Simultaneous driving of semiconductor spin qubits at the fault-tolerant threshold. Preprint at https://arxiv.org/abs/2109.07837 (2021).
Xue, X. et al. Quantum logic with spin qubits crossing the surface code threshold. Nature 601, 343–347 (2022).
Noiri, A. et al. Fast universal quantum gate above the fault-tolerance threshold in silicon. Nature 601, 338–342 (2022).
Yang, C. H. et al. Operation of a silicon quantum processor unit cell above one kelvin. Nature 580, 350–354 (2020).
Petit, L. et al. Universal quantum logic in hot silicon qubits. Nature 580, 355–359 (2020).
Maurand, R. et al. A CMOS silicon spin qubit. Nat. Commun. 7, 13575 (2016).
Zwerver, A. M. J. et al. Qubits made by advanced semiconductor manufacturing. Nat. Electron. 5, 184–190 (2022).
Mills, A. R. et al. Shuttling a single charge across a one-dimensional array of silicon quantum dots. Nat. Commun. 10, 1063 (2019).
Hendrickx, N. W. et al. A four-qubit germanium quantum processor. Nature 591, 580–585 (2021).
Franke, D. P., Clarke, J. S., Vandersypen, L. M. & Veldhorst, M. Rent’s rule and extensibility in quantum computing. Microprocessors Microsyst. 67, 1–7 (2019).
Veldhorst, M., Eenink, H. G., Yang, C. H. & Dzurak, A. S. Silicon CMOS architecture for a spin-based quantum computer. Nat. Commun. 8, 1766 (2017).
Li, R. et al. A crossbar network for silicon quantum dot qubits. Sci. Adv. 4, eaar3960 (2018).
Taylor, J. M. et al. Fault-tolerant architecture for quantum computation using electrically controlled semiconductor spins. Nat. Phys. 1, 177–183 (2005).
Xue, X. et al. CMOS-based cryogenic control of silicon quantum circuits. Nature 593, 205–210 (2021).
Al-Taie, H. et al. Cryogenic on-chip multiplexer for the study of quantum transport in 256 split-gate devices. Appl. Phys. Lett. 102, 243102 (2013).
Pauka, S. J. et al. A cryogenic CMOS chip for generating control signals for multiple qubits. Nat. Electron. 4, 64–70 (2021).
Paquelet Wuetz, B. et al. Multiplexed quantum transport using commercial off-the-shelf CMOS at sub-kelvin temperatures. npj Quantum Inf. 6, 43 (2020).
Sabbagh, D. et al. Quantum transport properties of industrial 28Si/28SiO2. Phys. Rev. Appl. 12, 014013 (2019).
Petit, L. et al. Spin lifetime and charge noise in hot silicon quantum dot qubits. Phys. Rev. Lett. 121, 076801 (2018).
Lawrie, W. I. et al. Quantum dot arrays in silicon and germanium. Appl. Phys. Lett. 116, 080501 (2020).
Kroell, K. E. & Ackermann, G. K. Threshold voltage of narrow channel field effect transistors. Solid State Electron. 19, 77–81 (1976).
Giles, M. D. et al. High sigma measurement of random threshold voltage variation in 14nm Logic FinFET technology. In Digest of Technical Papers - Symposium on VLSI Technology, T150–T151, https://doi.org/10.1109/VLSIT.2015.7223657 (2015).
Pearson, K. On lines and planes of closest fit to systems of points in space. Lond. Edinb. Dublin Philos. Mag. J. Sci. 2, 559–572 (1901).
Acknowledgements
This work is part of the research program OTP with project number 16278, which is (partly) financed by the Netherlands Organisation for Scientific Research (NWO).
Author information
Authors and Affiliations
Contributions
P.L.B. designed and measured the crossbar and analyzed the data. H.G.J.E. fabricated the crossbar device. J.S. designed the multiplexer PCB. J.S.C. provided the 28Si wafer on which the device was fabricated. P.L.B. wrote the manuscript with input from all authors. G.S conceived and supervised the project.
Corresponding author
Ethics declarations
Competing interests
The authors declare no competing interests.
Additional information
Publisher’s note Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license, and indicate if changes were made. The images or other third party material in this article are included in the article’s Creative Commons license, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons license and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this license, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Bavdaz, P.L., Eenink, H.G.J., van Staveren, J. et al. A quantum dot crossbar with sublinear scaling of interconnects at cryogenic temperature. npj Quantum Inf 8, 86 (2022). https://doi.org/10.1038/s41534-022-00597-1
Received:
Accepted:
Published:
DOI: https://doi.org/10.1038/s41534-022-00597-1
This article is cited by
-
Pipeline quantum processor architecture for silicon spin qubits
npj Quantum Information (2024)
